1. Executive Summary
Custom bagasse tableware development is an engineering process, not just a sourcing task. In 2026, many buyers are no longer satisfied with stock molded pulp items plus logo printing. They want a supplier that can move a project from design or physical sample to tooling, sample approval, and stable mass production without losing dimensional accuracy, structural function, or delivery timing.
The real challenge in custom molded pulp is not whether one sample can be made. It is whether the approved concept can become a repeatable production program with workable MOQ, realistic tooling cost, controlled lead time, and consistent batch output. In molded fiber production, geometry matters. Draft angle, wall thickness, stacking logic, lid fit, and shrinkage compensation all affect whether a custom product remains manufacturable at scale.
That is why custom molded pulp tableware should be managed as a full development sequence. The critical stages include requirement input, feasibility review, 2D and 3D drawing confirmation, tooling strategy, prototype sampling, technical revision, sample sign-off, pilot validation, and mass production launch. Errors made at the beginning usually become more expensive after tooling starts.
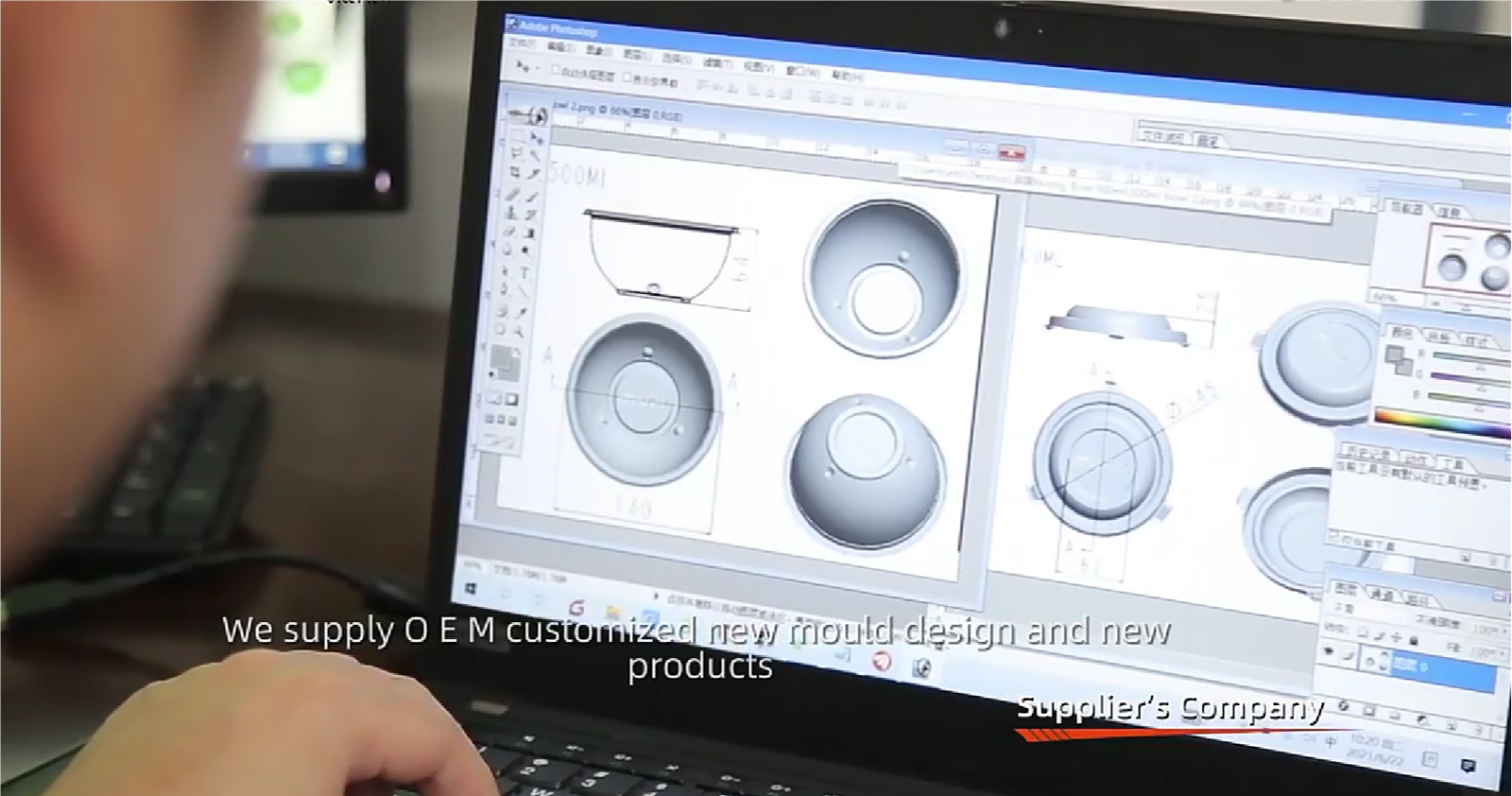
For buyers, the strongest sourcing strategy is not simply to request a mold quotation and wait for samples. It is to evaluate whether the supplier can manage the entire development logic from concept to production. This guide follows that logic. It explains how custom sugarcane bagasse tableware moves from design or sample submission to mold development, sample approval, MOQ planning, and scalable manufacturing. It is also informed by Bioleader’s molded pulp development, tooling coordination, and export production experience in custom bagasse tableware projects.
2. Why Custom Development Matters in 2026
Custom development has become a more important sourcing decision in 2026. Stock molded fiber items still work for fast replenishment and lower-risk purchasing. But they do not solve every brand or product requirement. As more buyers compete on presentation, portion control, functional fit, and sustainable packaging value, custom sugarcane bagasse tableware is becoming a practical commercial tool, not a niche option.
This shift is most visible where packaging shape, fill depth, lid fit, stackability, and visual differentiation affect customer experience or food-delivery performance. A brand may need a deeper bowl to reduce sauce spill risk. It may need a new tray shape to match portion design. It may need a revised rim for better lid engagement. In these cases, customization is not only about appearance. It is about turning packaging into part of the product system.
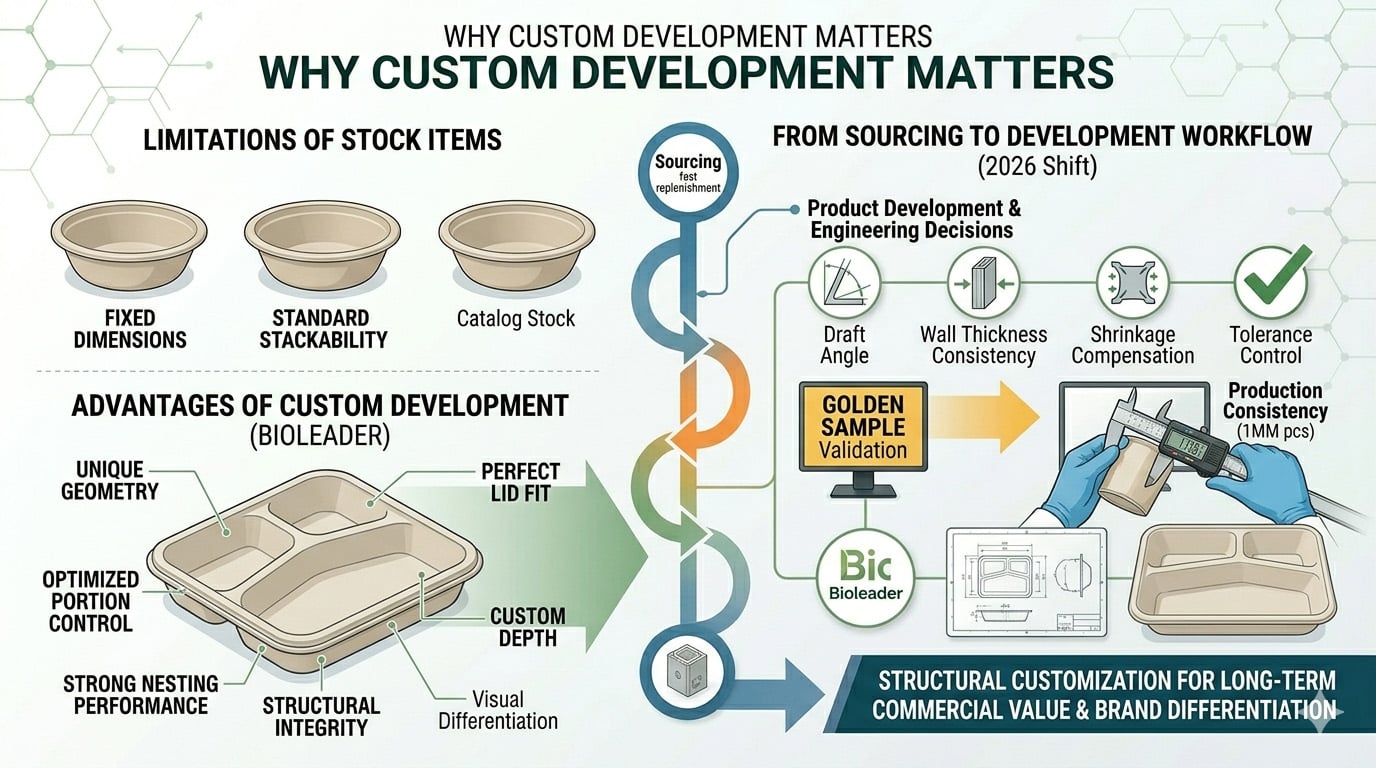
2.1 Stock items cannot solve every brand or application problem
Stock molded pulp items reduce sourcing time and development cost. That remains their advantage. But they also impose limits. Buyers must accept fixed dimensions, fixed structure logic, and standard performance assumptions. This works for many general applications. It becomes restrictive when food format, filling method, lid requirement, or brand presentation needs tighter matching.
Many custom projects begin when standard catalog items stop fitting the real business need. The trigger may be a lid mismatch, weak stackability, inefficient portion fit, poor shelf presentation, or the need for a more distinctive structure in a crowded market. At that point, the project moves beyond normal purchasing and into product development.
2.2 Customization is no longer just about logo printing
One common misunderstanding is that customization only means adding a logo to an existing item. In molded pulp packaging, the higher-value changes are usually structural. Buyers may need a different depth, a new compartment ratio, a modified wall geometry, stronger nesting performance, improved lid fit, or a different balance between rigidity and weight. These are engineering decisions, not just branding choices.

For this reason, custom bagasse tableware should be treated as a development workflow. Design affects tooling. Tooling affects sampling. Sampling affects tolerance confirmation. Tolerance confirmation affects whether the project can move into stable production. When handled correctly, custom development improves not only visual differentiation, but also packaging fit, operational performance, and long-term commercial value.
2.3 Why custom projects fail without engineering control
Many custom molded pulp projects do not fail because the idea is weak. They fail because the project enters tooling too early. A buyer may provide only a visual sketch without key dimensions. A sample may be approved without tolerance discussion. The team may underestimate the effect of shrinkage, demolding angle, wall thickness, or stackability on the final product. These gaps often stay hidden until tooling cost and lead time have already been committed.
Custom development in 2026 requires more than responsive sales communication. It requires engineering review, process discipline, and realistic project staging. At Bioleader, stronger custom programs usually start with clear feasibility review, tooling logic, sample expectations, and mass-production conditions. That is what turns a custom request into a controlled commercial project rather than a trial-and-error exercise.
3. Project Entry Stage — From Design, Drawing, or Sample to Feasibility Review
A custom molded pulp project should begin with feasibility review, not mold quotation. In molded fiber manufacturing, geometry directly affects demolding, wall-thickness distribution, stacking behavior, and dimensional repeatability. Recent structural research on molded pulp also shows that geometry variables such as draft angle and thickness materially affect performance and manufacturability. That is why the first technical question is not “How much is the mold?” but “Can this design be produced reliably at scale?”
At Bioleader, custom projects enter a structured review before tooling cost is confirmed. The team checks whether the customer’s concept is suitable for molded pulp production, whether key dimensions are complete, and whether the structure is likely to create risks in release, shrinkage, lid fit, nesting, or mass-production stability. This early review reduces unnecessary mold revisions and shortens the path to workable samples in real export programs.

3.1 What buyers should submit at project kickoff
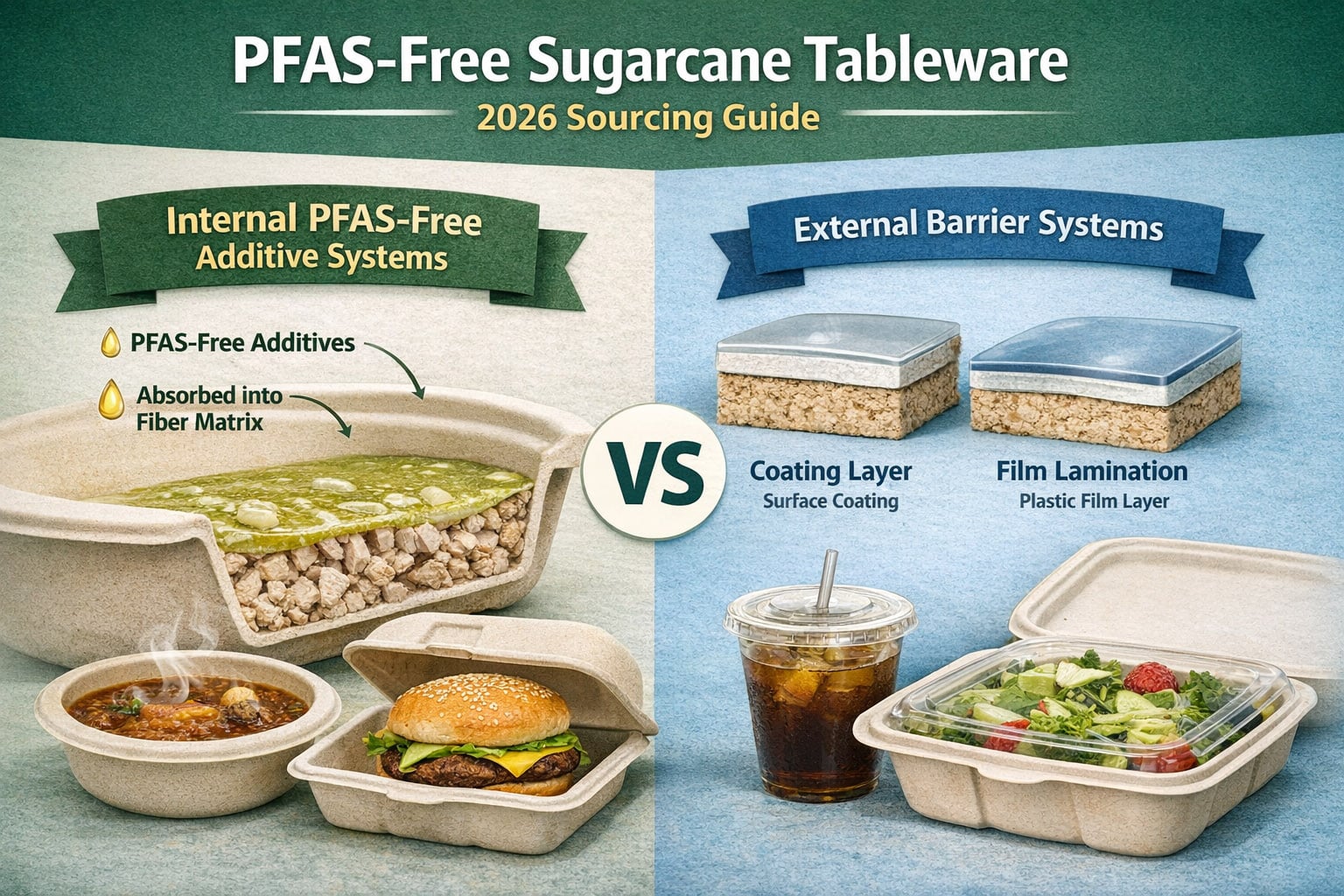
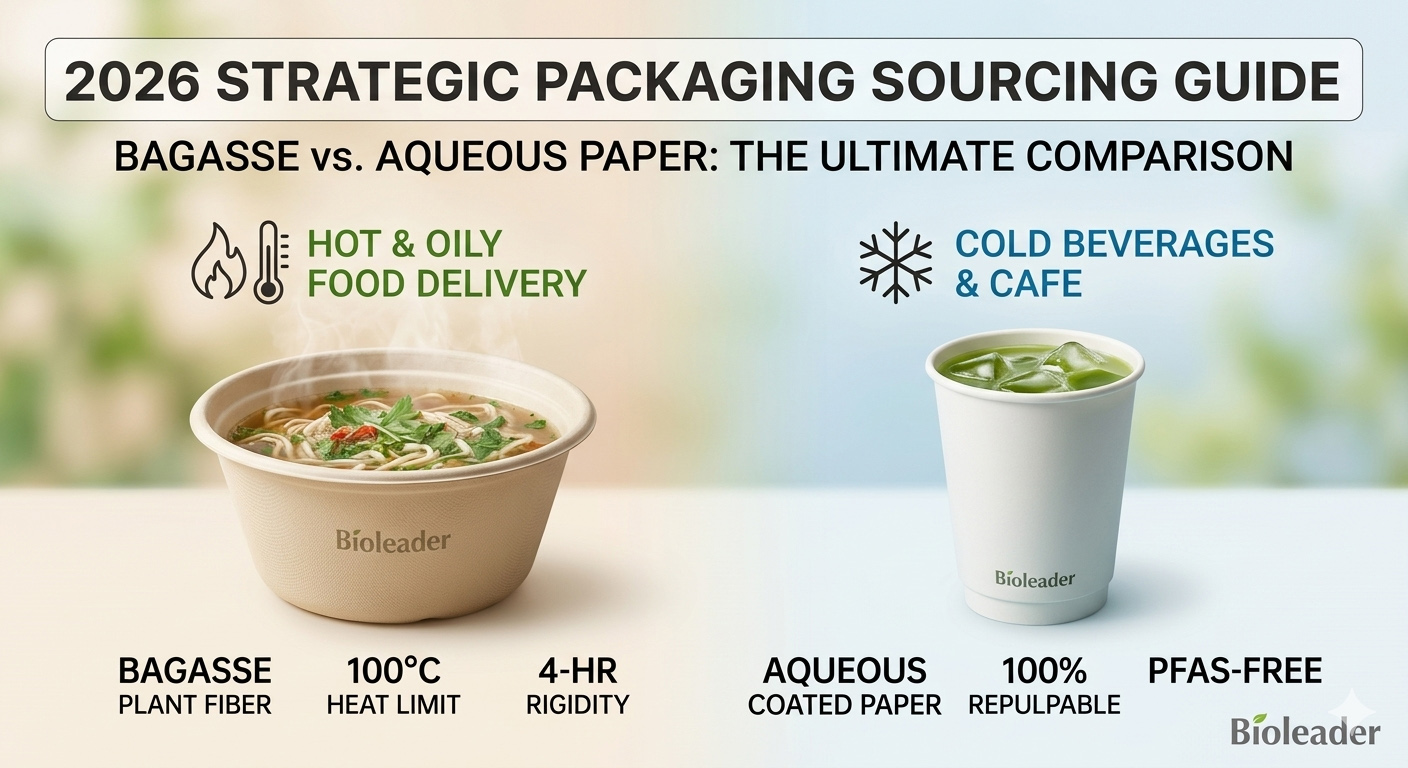
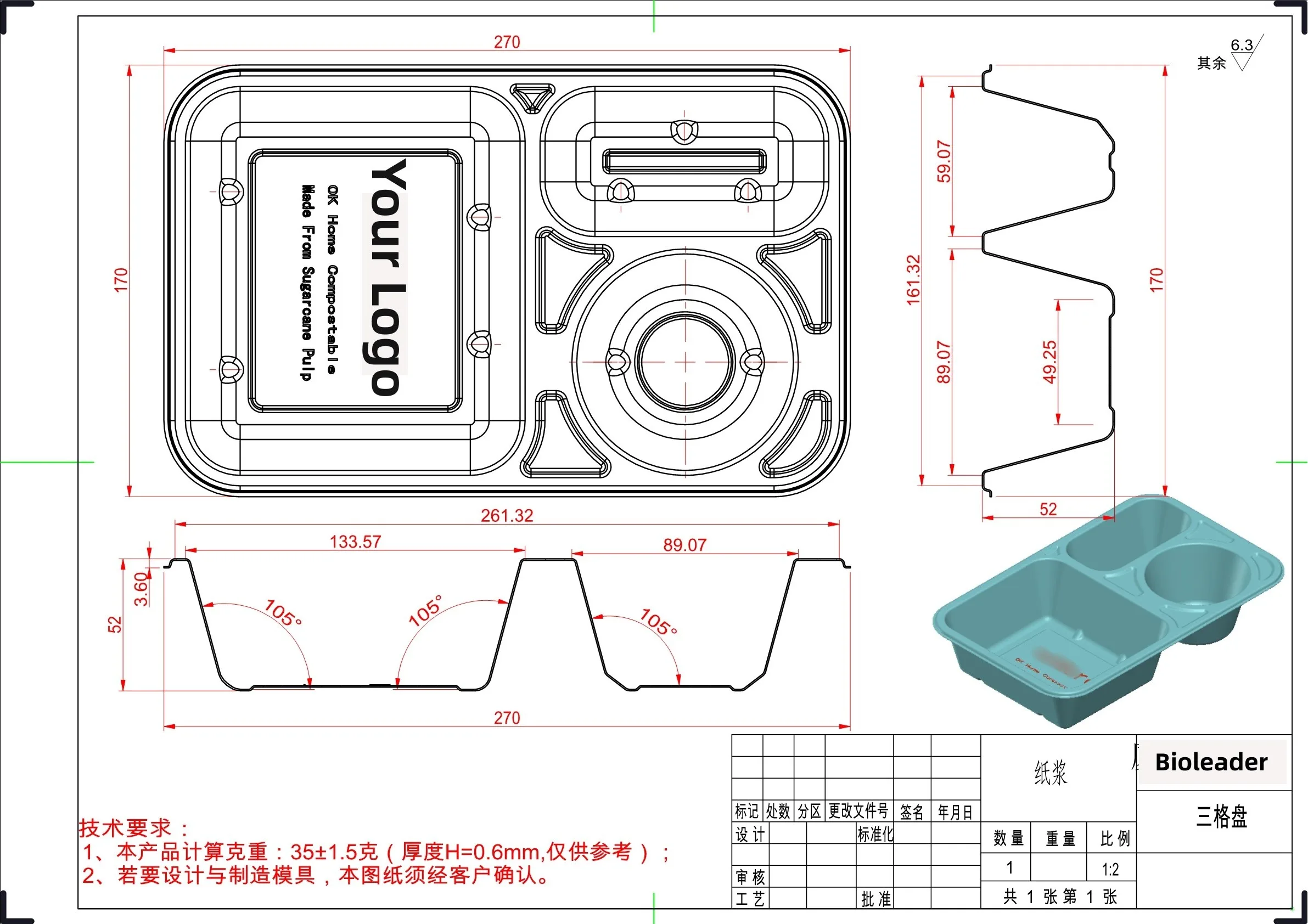
The best project input is a 3D drawing plus key dimensions and use-case notes. A 2D drawing, a physical sample, or even a market reference item can also work, but they usually require more clarification. At minimum, buyers should provide the intended product type, target dimensions, depth, lid requirement, packing expectation, annual demand estimate, and application conditions such as hot food, soup, oily meals, or PFAS-Free requirements.
Incomplete inputs create expensive assumptions. Missing depth data can distort mold design. Missing lid requirements can delay fit confirmation. Missing use-case details can lead to the wrong wall structure or barrier target. In custom projects, the quality of the kickoff package often determines the speed of the whole development cycle.
3.2 Why physical samples can speed up custom development
A physical sample is often the fastest shortcut to technical alignment. It helps the factory assess rim shape, depth ratio, nesting direction, edge geometry, and likely tooling complexity. For many OEM and ODM projects, a physical sample is also the quickest way to identify which features should be copied, which should be modified, and which cannot be transferred directly into molded pulp production.
Bioleader often uses a sample-based review to accelerate the first engineering decision. This is especially effective when a buyer wants to optimize an existing concept rather than develop a new tableware structure from zero. It does not replace drawings. But it can significantly improve the accuracy of the first quotation and tooling direction.
3.3 Why 3D design quality matters more than most buyers expect
In molded pulp, a 3D file is not only for appearance approval. It is a manufacturing document. The geometry must support release from the mold, stable fiber distribution, realistic wall-thickness control, and workable shrinkage compensation. Research on molded pulp structures confirms that geometric parameters such as height, draft angle, and thickness affect structural behavior. In practical production, they also affect whether a custom product can be formed and repeated consistently.
This is why poor 3D quality creates hidden risk. A design may look attractive on screen but still fail in demolding logic, local wall transition, rim precision, or stackability. For custom bagasse tableware, design quality is production quality in advance.
3.4 What should be checked before tooling is approved
Before mold fabrication starts, the supplier should complete a structured feasibility review. This review should check draft angle, wall-thickness logic, undercut risk, depth-to-opening ratio, nesting and denesting behavior, lid compatibility, and the likely effect of shrinkage on final dimensions. If these points are unclear, sampling may still be possible, but the project enters a higher-risk path with more correction rounds.
This stage creates real commercial value. A good feasibility review reduces tooling waste, shortens sample revision cycles, and improves mass-production readiness. For Bioleader, this is one of the most important custom capabilities: not saying yes too early, but identifying what is manufacturable, what needs adjustment, and what will affect timing, tolerance, and tooling complexity.
| Input Item | Why It Matters | Common Missing Detail | Impact on Development |
|---|---|---|---|
| 3D Drawing | Supports draft-angle review, wall-thickness check, and tooling feasibility. | No sectional logic, no tolerance notes, unrealistic geometry. | Higher mold risk and more sample revision cycles. |
| 2D Drawing | Provides basic dimensions and general product intent. | No depth logic, no structural transition detail. | Requires more engineering interpretation before quotation. |
| Physical Sample | Speeds up shape, rim, depth, and stacking review. | No note on what must be copied or changed. | Can accelerate review but still needs clarification. |
| Use-Case Description | Defines lid logic, barrier target, and structural demand. | No food type, no heat/oil expectation, no market requirement. | May cause the wrong validation direction. |
| Annual Demand Estimate | Helps determine tooling route, MOQ logic, and production economics. | Only first-order volume given, no annual forecast. | Makes tooling strategy less accurate. |
Table 1. Minimum Information Required Before a Custom Bagasse Tableware Quotation
4. Design and Technical Validation
Good tooling cannot rescue a poor design input. In molded pulp projects, the design stage is already a manufacturing stage in advance. Geometry affects release from the mold, fiber distribution, wall-thickness stability, shrinkage behavior, lid fit, and stackability. Recent molded pulp research confirms that structural parameters such as height, draft angle, and thickness materially affect the behavior of the final part.
For Bioleader, technical validation starts before tooling is approved. The goal is simple: confirm whether the proposed structure can move from drawing to sample and from sample to stable production without creating avoidable deviation. This is where many custom projects either become controllable or become expensive.
4.1 2D drawing vs 3D drawing
A 2D drawing is useful for basic communication. It defines opening size, overall dimensions, and general layout. But it is not enough for full molded pulp validation. A 3D drawing is far more valuable because it allows review of sidewall angle, depth logic, transition zones, rim structure, and nesting geometry.
In practical development, 2D is often enough for a preliminary discussion. It is rarely enough for final engineering judgment. A 3D file helps the factory review whether the part can be released cleanly, whether the shape is realistic for molded pulp, and whether shrinkage correction can be built into the tooling strategy. For custom bagasse tableware, 3D quality directly affects production quality.
4.2 Draft angle, wall thickness, and shrinkage control
Draft angle is a release factor. If the angle is too small, demolding risk rises. If it is not matched to depth and geometry, the part may stick, deform, or create unstable dimensions. Molded pulp studies and broader mold-design practice both show that wall geometry and release angle affect manufacturability.
Wall thickness is a stability factor. It affects rigidity, fiber distribution, drying behavior, and consistency between sample and production. Uneven thickness often creates local weak zones, surface inconsistency, or fit variation. In molded fiber products, thickness is also tied to product category and process route. Reviews of molded pulp manufacturing note that different molded pulp formats operate with different thickness ranges and structural expectations.
Shrinkage compensation is a dimensional factor. A molded pulp part does not leave the process at exactly the same size as the CAD model. Forming, dewatering, hot pressing, and drying all influence the final result. This is why custom projects need realistic dimensional tolerance planning before the first mold is cut.
4.3 Common sample-stage deviations
The sample stage is where hidden problems first become visible. The most common deviations are shrinkage drift, wall-thickness inconsistency, edge deformation, rim mismatch, lid-fit deviation, and poor stackability. These are not minor cosmetic issues. They are early signals of whether the structure is production-ready.
Bioleader treats first-round samples as a technical reading, not just as an approval opportunity. If the sample shows edge instability, poor nesting, or dimensional drift, the right question is not “Can the customer still accept it?” The right question is “What must be corrected before the product becomes scalable?” That is how sample-stage feedback creates value instead of later complaints.
4.4 Golden sample logic
A sample is not a golden sample by default. A real golden sample is a locked reference. It should confirm dimensions, rim structure, lid fit, stackability, appearance level, and any required functional performance. Without that reference, later arguments about production deviation become much harder to control.
For custom projects, Bioleader’s preferred logic is to define the golden sample after technical correction, not after the first acceptable-looking piece. That step is important because mass production should be measured against a fixed reference, not against memory or email interpretation.
| Deviation Type | Typical Cause | Impact on Project | Recommended Action |
|---|---|---|---|
| Shrinkage drift | Insufficient compensation in design or tooling review | Dimensional mismatch, lid fit issues | Revise tooling dimensions and confirm tolerance window |
| Wall-thickness inconsistency | Geometry complexity or unstable forming distribution | Weak zones, visual inconsistency, structural risk | Adjust geometry or process targets before sign-off |
| Edge or rim deformation | Poor release logic or local structural weakness | Lid mismatch, unstable appearance | Refine rim geometry and review demolding path |
| Poor stackability | Nesting logic not validated in design stage | Packing inefficiency, denesting problems | Recheck profile, taper, and stacking direction |
| Lid-fit deviation | Tolerance mismatch between base and lid geometry | Functional failure in customer use | Lock fit tolerance before mass-production approval |
Table 2. Common Technical Deviations at the Sample Approval Stage
5. Tooling Strategy — The Engineering Core of Custom Projects
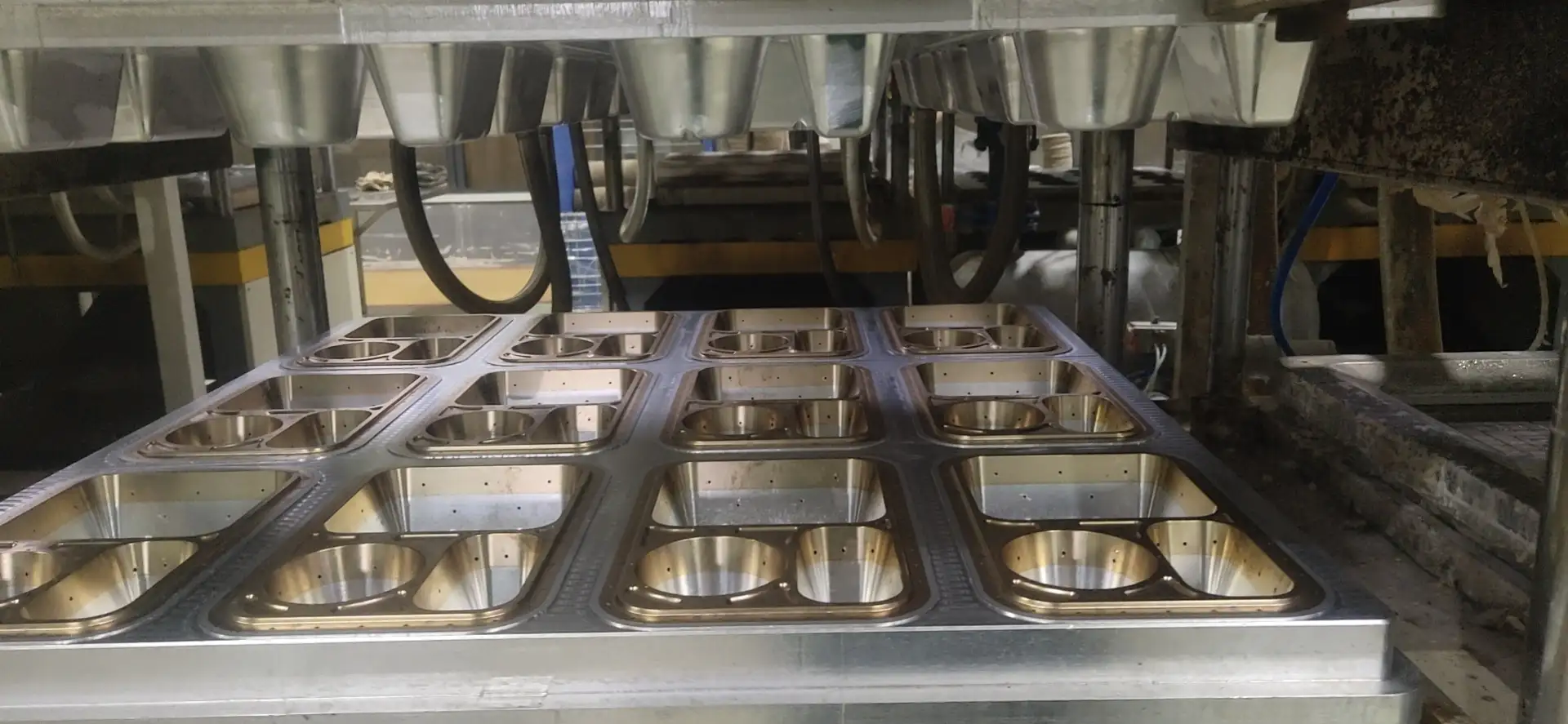
Tooling strategy determines whether a custom project can scale economically. In molded pulp development, the mold is not just a cost item. It affects geometry precision, release stability, surface quality, cycle behavior, maintenance burden, and long-run consistency. Reviews of molded pulp production note that common mold materials include aluminum, stainless steel, and bronze, with selection linked to process and application needs.
For Bioleader, the tooling strategy is part of project design. It is not something chosen only by budget. The correct mold route depends on product complexity, revision likelihood, target volume, tolerance sensitivity, and expected production intensity. That is why serious custom projects should distinguish clearly between prototype tooling and production tooling.

5.1 Prototype mold vs production mold
A prototype mold is used to confirm structure. Its job is speed, not full commercial endurance. It helps verify dimensions, general shape, rim logic, and whether the product can move into correction and sample approval. A production mold serves a different purpose. It must support repeatability, cycle stability, maintenance planning, and commercial volume output.
Many buyer misunderstandings begin here. A good sample from prototype tooling does not mean the project is ready for long-run mass production. The production mold must still be selected according to actual output plan, not only according to the first sample result.
5.2 Aluminum molds
Aluminum molds are widely used because they are practical for development speed and common production programs. They are easier to machine, support relatively fast tooling cycles, and work well for many prototype and medium-scale projects. Molded pulp industry reviews list aluminum among the most common tooling materials.
Commercially, aluminum is often the right choice when the project still needs revision flexibility or when the volume and structure do not justify a heavier tooling route. But aluminum is not automatically the best answer for every custom program. The decision should still depend on geometry complexity, correction risk, and expected production load.
5.3 Aluminum molds with copper inserts
Aluminum molds with copper inserts are a more specialized option. In practice, they are useful where local heat transfer behavior or precision control becomes more sensitive. This route is not necessary for every project. It is more relevant when a structure has higher local complexity, deeper zones, or tighter quality sensitivity in specific areas.
From Bioleader’s custom experience, this type of tooling is most valuable when the project needs more precise local control than a standard aluminum route can comfortably deliver. It should be treated as a targeted engineering solution, not as a default upgrade.
5.4 Stainless steel alloy molds

Stainless steel alloy molds are generally chosen for stronger durability, corrosion resistance, and more demanding long-run production conditions. In molded pulp manufacturing, stainless steel is widely recognized as a robust industrial material where moisture, heat, and repeated mechanical stress are part of the process environment.
This route is usually more suitable for larger and more stable custom programs, especially when the buyer expects long production continuity and lower tolerance for tooling wear or repeated replacement. The upfront investment is higher, but in the right program it can improve long-run economics by supporting more stable output and a longer service window.
5.5 Why mold choice is a commercial decision, not only a technical one
The wrong mold strategy can distort the whole business case. A tooling route that looks cheaper at the quotation stage may create more corrections, shorter service life, or weaker production stability later. A heavier tooling route may look expensive at the beginning, but become more economical if the annual program is large and stable.
This is why Bioleader evaluates mold choice against the total project logic: expected annual demand, sample revision probability, geometry complexity, tolerance sensitivity, and production continuity. The right question is not only “Which mold costs less?” It is “Which mold supports the best balance of speed, precision, and long-run production efficiency?”
| Mold Type | Main Use | Main Advantage | Best Fit Project Type |
|---|---|---|---|
| Prototype / Sample Mold | Early structure confirmation and sample-stage review | Faster iteration before production tooling is locked | New projects with pending technical adjustments |
| Aluminum Mold | Common prototype and many standard production programs | Practical machining and good development speed | Medium-complexity custom projects and moderate production scale |
| Aluminum Mold with Copper Inserts | Projects needing stronger local process control | Better targeted performance in sensitive local areas | Higher-difficulty structures with local precision sensitivity |
| Stainless Steel Alloy Mold | Long-run, high-intensity production programs | Higher durability and stronger long-term production suitability | Large, stable custom programs with long production continuity |
Table 3. Mold Type Comparison for Custom Bagasse Tableware Projects
6. Project Timeline Control — From Concept to Mass Production
Timeline control is a sourcing issue, not just a factory issue. In custom molded pulp projects, delays rarely come from one single stage. They usually come from revision loops, incomplete design input, sample correction, mold adjustment, or approval gaps between the buyer and the factory. That is why a custom bagasse tableware project should be managed as a staged program with clear deliverables, not as a simple order-following process.
For buyers, timeline control affects more than the delivery date. It affects product launch, packaging transition, inventory replacement, and customer commitment. In practical export projects, the cost of losing two or three weeks is often much higher than the cost of one design correction made early. A slower approval at the right stage is usually cheaper than a fast mistake.
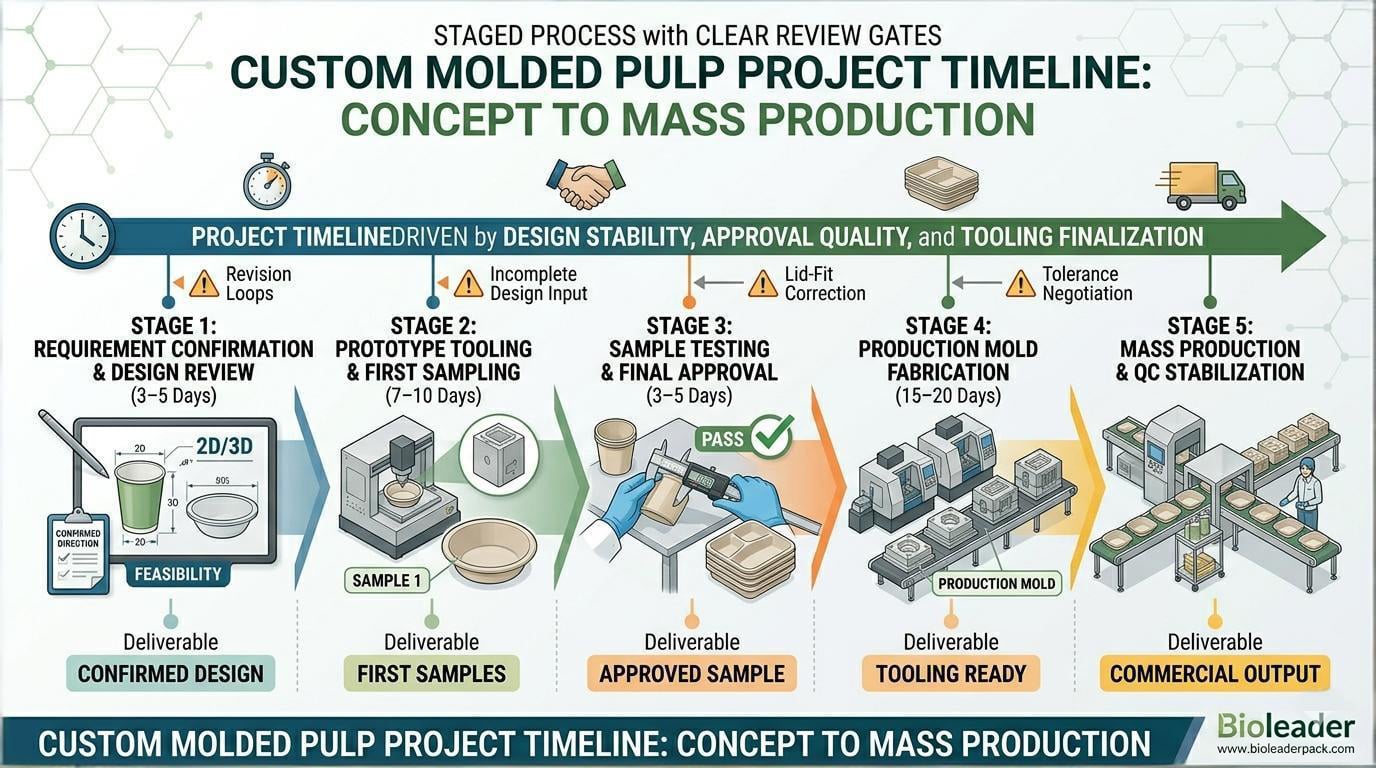
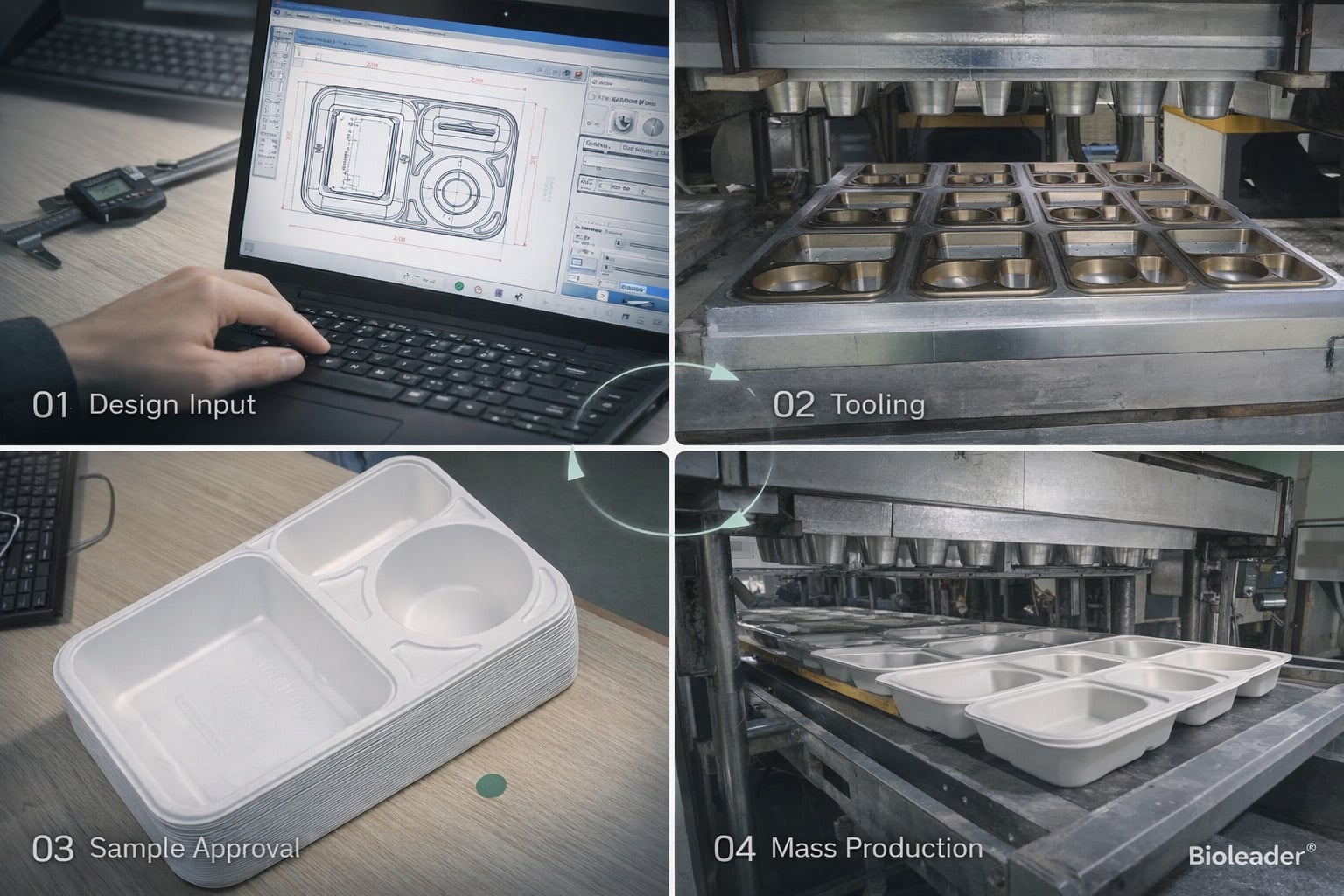
6.1 The five stages of a custom molded pulp project
Most custom bagasse tableware programs follow five main stages. First comes requirement confirmation and design review. Then comes prototype tooling and first sampling. After that comes sample testing and approval. The fourth stage is production mold fabrication. The fifth stage is mass production launch and QC stabilization.
These stages look simple on paper. In practice, each one depends on the previous one being closed correctly. If requirement input is incomplete, design approval slows down. If the sample still carries unresolved deviations, production tooling cannot be locked safely. If production tooling is launched before fit and tolerance are frozen, mass production will inherit preventable risk.
6.2 Where most custom project delays really happen
The most common delays do not usually happen in machining alone. They happen in drawing revision, unclear dimensional confirmation, sample feedback cycles, lid-fit correction, and late-stage tolerance negotiation. These are not factory-only issues. They are coordination issues between commercial, engineering, and approval teams.
At Bioleader, project timing is managed by linking each stage to a clear review point. If the design is not stable, the project should not move into final tooling. If the sample still shows structural deviation, the project should not move into production sign-off. This discipline is what keeps timeline control realistic instead of optimistic.
6.3 Why sample approval should not be rushed
Sample approval is the highest-leverage checkpoint in the whole timeline. If a buyer signs off too early, the later stages become more expensive. If a buyer delays feedback too long, the full program loses momentum. The goal is not speed alone. The goal is to close the sample stage with clear alignment on dimensions, fit, stackability, appearance, and function.
For this reason, a good timeline is not the one with the shortest sample stage. It is the one with the fewest repeat corrections after tooling is already committed. In custom molded pulp, stable approval is usually more valuable than fast approval.
6.4 What a realistic project timeline usually includes
A practical custom program usually includes 3 to 5 days for requirement confirmation and design review, 7 to 10 days for prototype tooling and first samples, 3 to 5 days for customer testing and sign-off, and around 15 to 25 days for production mold fabrication once the design is frozen. Mass production lead time then depends on order volume, mold readiness, and line scheduling.
These ranges are working references, not fixed promises. Complex geometry, repeated revisions, multi-part lid systems, or delayed customer feedback can extend the cycle. But as a planning rule, buyers should expect the project timeline to be driven mainly by design stability, sample approval quality, and tooling finalization.
| Stage | Activity | Typical Timeline | Key Deliverable |
|---|---|---|---|
| Stage 1 | Requirement Confirmation & Design Review | 3–5 Days | Confirmed design direction and project feasibility |
| Stage 2 | Prototype Tooling & First Sampling | 7–10 Days | First physical samples for technical review |
| Stage 3 | Sample Testing & Final Approval | 3–5 Days | Approved sample and frozen technical direction |
| Stage 4 | Production Mold Fabrication | 15–25 Days | Production tooling ready for launch |
| Stage 5 | Mass Production & QC Stabilization | Based on volume | Commercial output with stable production control |
Table 4. Project Timeline: From Concept to Mass Production
6.5 Why timeline discipline reflects supplier capability
A supplier that manages custom projects well should be able to explain where time is spent, what can be shortened, and what should never be rushed. This is one of the clearest signals of true customization capability. In Bioleader’s custom molded pulp workflow, timeline control is tied to technical closure, not only to calendar promises. That is why the project plan is built around review gates, not around ideal assumptions.
For buyers, this is the right way to read project timing. The best custom supplier is not the one that promises the shortest schedule in the first email. It is the one that can move from design to mass production with fewer revision loops, clearer approval points, and more stable execution.
7. MOQ Logic — Why Custom Projects Need a Different Commercial Threshold
Custom molded pulp projects usually require a higher MOQ than stock items. This is not only a sales policy. It is a project-economics issue. In custom bagasse tableware, the commercial threshold must absorb tooling cost, sampling and correction cost, production setup cost, and the extra coordination required for stable mass production.
For this reason, custom projects are usually more viable when the buyer has container-level demand or a stable long-term volume plan. In many practical programs, monthly demand in the range of 200,000 to 300,000 pieces, or annual demand reaching one million pieces or above, creates a more realistic basis for spreading tooling investment and controlling unit cost. Without that scale, custom development often becomes difficult to justify economically.
This is also why Bioleader reviews MOQ together with annual demand, project complexity, and tooling strategy, rather than treating MOQ as a stand-alone negotiation number. A project may begin with one container, but the real decision should be based on whether the expected volume is strong enough to support tooling amortization, production efficiency, and long-run supply stability.
| MOQ Driver | Why It Matters | Buyer Planning Implication |
|---|---|---|
| Tooling amortization | Mold cost must be spread over sufficient volume. | Low annual demand weakens the business case for customization. |
| Production setup cost | Custom runs require line preparation, adjustment, and control. | Small runs usually lead to higher unit cost. |
| Packing and logistics | Export economics are stronger at container level. | Container-based planning is more efficient than fragmented ordering. |
| Project continuity | Stable repeat volume supports better mold utilization and cost control. | Annual volume planning matters more than a one-time inquiry. |
Table 5. Key Drivers Behind MOQ in Custom Molded Pulp Projects
8. From Approved Sample to Stable Mass Production
An approved sample is not the end of development. It is the start of production control. In custom molded pulp projects, many problems do not appear at the first sample stage. They appear when the project moves into actual production speed, production tooling, repeated runs, and export packing. That is why sample approval must be followed by a controlled transition into mass production.
For buyers, this is one of the most important risk points in the whole project. A sample may look correct in dimensions and appearance, but the real question is whether the same result can be maintained across multiple production batches, different shifts, higher output volume, and shipment-level packing. If not, the project is not yet production-stable.
 |  |
8.1 Why sample approval does not guarantee mass-production stability
A first approved sample is usually made under more controlled conditions than a full commercial run. The output volume is lower. The process focus is narrower. The correction attention is higher. Once the project moves into normal production, the operating environment changes. At that point, dimension drift, lid-fit variation, nesting inconsistency, edge roughness, or appearance fluctuation may begin to appear.
This is why strong suppliers do not treat sample approval as the final proof of production readiness. They treat it as a reference point that must still be validated against tooling stability, process repeatability, and production conditions. From Bioleader’s perspective, the most reliable custom projects are the ones where the sample stage is followed by clear production-control logic, not by blind scaling.
8.2 Pilot run and first production batch review
A pilot run is a control step, not a formality. Its purpose is to confirm whether the approved structure can be reproduced under real production conditions. This stage should verify dimensions, fit, stackability, packing behavior, and visual consistency before the project is released into routine mass output.
For custom bagasse food containers or other types of tableware, the first production batch should be reviewed against the approved sample or golden sample. This comparison should not focus only on appearance. It should also check whether the product still holds the same structural logic under production conditions. If the approved sample stacks well but the first batch nests poorly, that is not a small issue. It is an early warning of production mismatch.
8.3 Golden sample vs production sample consistency
The golden sample is the control reference. Mass production should be judged against it. This includes dimensions, lid fit, wall feel, edge finish, stacking logic, and any agreed functional requirement. Without a fixed comparison standard, production review becomes subjective and difficult to defend.
Bioleader uses the golden sample logic to reduce ambiguity in custom projects. That is important because production differences are often small in the beginning. But small deviations, if ignored early, can become shipment-level problems later. A stable project is usually built by correcting variation at the first production stage, not by explaining it after complaints appear.
8.4 Typical early-stage production deviations
The most common early-stage production deviations are dimension drift, lid mismatch, rim inconsistency, stacking instability, uneven surface appearance, and packing variation. These issues are common because the project is moving from technical approval into production rhythm. The goal is not to pretend they never happen. The goal is to detect and correct them before they become commercial defects.
For this reason, strong custom manufacturers pay close attention to the first production cycles. At Bioleader, this stage is treated as a production-validation stage rather than a routine order step. That is where the factory proves whether the approved custom concept can become a repeatable commercial product.
| Stage | Main Risk | Typical Deviation | Control Method |
|---|---|---|---|
| Approved Sample | Assuming the project is already production-ready | Unverified repeatability | Use the sample as a reference, not as final proof of stability |
| Pilot Run | Mismatch between approved concept and production conditions | Fit change, nesting change, appearance drift | Review against golden sample before full release |
| First Production Batch | Small variation expanding into batch-level inconsistency | Dimension drift, lid mismatch, rim inconsistency | Lock control points and review deviation early |
| Mass Production | Output scale hides early structural instability | Packing variation, unstable stackability, appearance inconsistency | Maintain batch-level review and production discipline |
Table 6. Sample Approval vs Mass Production Risk Comparison
9. Quality Assurance and Technical Control Points
Quality control in custom molded pulp is built into the process, not added at the end. A finished product can only be stable if the critical control points have already been managed during forming, drying, hot pressing, trimming, nesting, and packing. For custom bagasse tableware, this matters even more because the product is not a stock format. It carries project-specific geometry, fit logic, and customer expectations.
That is why quality assurance in custom projects must focus on repeatability, not only on visual acceptance. A product can look acceptable at random inspection and still fail in fit, stacking, rim stability, or dimensional consistency once the batch is packed and shipped. Strong custom capability means controlling the variables before they become visible defects.
 |  |
9.1 In-process checkpoints
The most important checkpoints are not limited to final inspection. They begin during production. The factory should monitor the forming condition, moisture removal, hot-press behavior, edge quality after trimming, nesting stability, and packing uniformity. Each stage affects the final part. If the process loses control early, final inspection can only discover the problem after value has already been lost.
 |  |
At Bioleader, custom production control focuses on keeping the approved structure stable through the full process route. That means checking not only whether the part is made, but whether it is made in the same way, with the same functional result, across the whole production run.
9.2 Critical dimensions and fit control
Dimensions and fit are the first line of technical control. For many custom products, the most sensitive points are opening size, depth, rim profile, lid engagement, and stacking geometry. If these points move outside the agreed range, the product may still look acceptable but fail in use, packing, or customer acceptance.
This is why critical dimensions should be defined before production and rechecked during the run. The more customized the structure is, the less room there is for vague tolerance assumptions. In many custom projects, a small dimension change at the rim or lid area creates a much larger functional issue at the market stage.
9.3 Functional validation where required
Some custom projects require more than dimensional approval. They may also require grease resistance, lid retention, stacking stability, or other application-specific checks. These should be reviewed as part of project-specific validation, not as universal assumptions. A product intended for dry bakery items does not need the same function control as one intended for hot takeaway meals or oily prepared foods.
This is one of the reasons Bioleader treats custom development and production control as one linked system. The factory must not only reproduce the shape. It must reproduce the approved use condition.
9.4 Packing and shipment quality logic
 |  |
Shipment quality begins before the container is loaded. If nesting is unstable, if carton packing is inconsistent, or if unit appearance fluctuates across the run, the export result becomes harder to control. For custom items, packing quality is especially important because the project often has tighter commercial expectations than stock replenishment items.
Buyers should therefore treat the packing review as part of technical quality, not only as warehouse handling. In custom molded pulp, poor nesting or uneven packing can damage the economics of the whole project by increasing freight inefficiency, reducing carton consistency, and weakening customer perception on arrival.
| Control Point | What Must Be Controlled | Why It Matters |
|---|---|---|
| Forming and pressing | Basic shape formation, wall consistency, structural stability | Early process drift creates later batch inconsistency |
| Critical dimensions | Opening size, depth, rim geometry, fit points | Small dimension shifts can create major functional issues |
| Lid and stacking logic | Lid engagement, nesting, denesting, stack stability | Directly affects use performance and packing efficiency |
| Appearance consistency | Edge finish, surface uniformity, general visual stability | Affects customer acceptance and commercial presentation |
| Packing and shipment readiness | Carton consistency, packing density, transport suitability | Protects export economics and arrival quality |
Table 7. Core QA Checkpoints in Custom Bagasse Tableware Production
10. Common Mistakes Buyers Make in Custom Molded Pulp Projects
Most custom project failures do not begin in production. They begin with early assumptions. In custom bagasse tableware development, buyers often focus on mold price, sample appearance, or target delivery date, but miss the technical conditions that actually determine whether the project can move smoothly into scale. The result is not always a dramatic failure. More often, it is a delay, repeated revision, unstable fit, or a product that becomes more expensive than expected.
10.1 Sending only visual references without engineering detail
A photo, sketch, or market reference item is helpful, but it is rarely enough by itself. Without dimensions, depth logic, lid requirements, use-case notes, or annual volume expectations, the factory must make assumptions. Assumption-driven development is slower and riskier than data-driven development.
10.2 Approving samples without discussing tolerance
Many buyers approve a sample because it looks acceptable, but do not define what dimensional range is still acceptable in production. That becomes a problem later. In custom molded pulp, small shifts in rim size, depth, or lid-fit zone can create much larger commercial issues during packing, stacking, or end use.
10.3 Focusing only on tooling cost, not tooling strategy
The cheapest mold is not always the most economical mold. A tooling route that looks cheaper at the beginning may create more correction rounds, weaker repeatability, or less stable production. Tooling should be chosen by project logic, not by quotation alone.
10.4 Underestimating the time needed for revision cycles
Custom projects rarely move from the first drawing directly into perfect production. Sample feedback, geometry adjustment, lid correction, and tolerance alignment all take time. Buyers who plan only for the “best-case schedule” usually create pressure at exactly the wrong stage.
10.5 Treating MOQ as a negotiation number only
MOQ in custom molded pulp is not just a sales threshold. It reflects tooling amortization, setup cost, production efficiency, and export economics. A buyer who negotiates MOQ without considering annual demand and total project value may win a lower number on paper but lose the business case in practice.
10.6 Assuming sample approval equals production readiness
This is one of the most common and most expensive mistakes. A sample can confirm direction. It does not automatically prove batch repeatability, packing stability, or shipment-level consistency. Production readiness must be verified, not assumed.
11. Evidence Pack / Data Pack Framework
A white-paper-level custom packaging article needs an evidence structure, not just strong wording. In 2026, authority comes from showing what is based on regulation, what is based on engineering logic, and what is based on real production experience. Without that separation, even technically correct content can sound vague or overstated.
11.1 What should be supported by public or third-party evidence
Items such as regulatory requirements, certification logic, basic material classifications, and general molded pulp process background should be tied to public or third-party sources wherever possible. This gives the article an external reference base and reduces the risk of sounding self-defined.
11.2 What should be framed as internal production observation
Some of the most valuable content in custom molded pulp development comes from factory-side experience. This includes sample-stage deviation patterns, mold correction behavior, batch-level consistency challenges, and project timing realities. These points are highly useful, but they should be presented honestly as internal production observation or project-side experience, not as universal industry law.
11.3 What should never be claimed without project-specific proof
Certain statements are too absolute to use without clear evidence. These include “guaranteed zero deviation,” “fixed mold lifetime for every project,” “universal MOQ for all custom items,” or “exact mass-production timing regardless of revision stage.” Strong B2B authority comes from defined limits, not exaggerated certainty.
For Bioleader, the strongest way to build trust is to distinguish clearly between public compliance logic, engineering judgment, and internal custom-project experience. That makes the content more defensible for buyers and more credible for search engines and AI systems.
12. Final Recommendations for Buyers
The right custom molded pulp project begins with feasibility, not enthusiasm. Buyers should first confirm whether the concept is manufacturable, whether the annual volume supports tooling economics, and whether the project can move through sample approval without unresolved tolerance risk. This is the foundation of a stable custom program.
Second, treat tooling strategy as a commercial decision, not only an engineering choice. The mold route affects lead time, revision flexibility, production stability, and long-run economics. Third, do not treat an approved sample as the end of the process. Use it as the basis for a golden sample and pilot-to-production control logic. Fourth, plan MOQ based on annual demand and container-level supply efficiency, not just first-order quantity. Fifth, keep timeline buffers for revision and technical closure. In custom molded pulp, controlled progress is usually more profitable than forced speed.
From Bioleader’s perspective, the strongest custom bagasse tableware projects are the ones that align design intent, tooling route, sample validation, MOQ logic, and production discipline before the order enters full volume. That is what turns a custom packaging inquiry into a commercially stable long-term program.
13. FAQ
13.1 Can I customize bagasse tableware based on my drawing or physical sample?
Yes. A custom project can begin from a 2D drawing, a 3D drawing, a physical sample, or a market reference item. However, the factory still needs enough technical information to evaluate geometry, tolerance, lid logic, and production feasibility before tooling is confirmed.
13.2 What is the difference between a sample mold and a production mold?
A sample mold is used mainly for structure confirmation and early technical review. A production mold is intended for repeatability, volume output, and longer-run stability. The two serve different purposes and should not be treated as interchangeable.
13.3 How do mold type and tooling material affect cost and lead time?
Tooling material affects machining speed, durability, precision behavior, and production suitability. Aluminum is often practical for faster development and many medium-scale projects. Stainless steel alloy tooling is usually better suited to long-run, high-intensity programs. The right choice depends on project complexity and expected volume.
13.4 Why is the MOQ for custom molded pulp products higher than for stock items?
Because custom projects must absorb tooling cost, setup cost, correction cost, and production coordination. In many commercial programs, container-level demand or stable annual volume is needed to spread these costs efficiently.
13.5 Does sample approval guarantee mass production consistency?
No. An approved sample confirms direction. It does not automatically guarantee batch repeatability, packing stability, or shipment-level consistency. Production stability still needs pilot review and early-batch control.
13.6 What technical details should be confirmed before opening a mold?
At minimum, the project should confirm dimensions, depth, draft angle, wall-thickness logic, lid compatibility, stacking behavior, tolerance expectation, and target application. If these points remain unclear, the project enters tooling with higher revision risk.
13.7 How long does a custom bagasse tableware project usually take from design to mass production?
The timeline depends on design quality, revision cycles, tooling route, and approval speed. In many practical projects, requirement confirmation and design review take several days, prototype tooling and first samples take around one to two weeks, and production tooling may take a further two to three weeks once the structure is frozen.
Next Step for Custom Projects
Whether you already have a drawing, a physical sample, or just an early concept, the next step should be a feasibility review — not blind mold opening.
For Buyers with Drawings or Samples
Upload your drawing, size details, or physical sample reference. Bioleader can review manufacturability, tooling direction, dimensional risks, and estimated project timing before mold development starts.
For Brands Planning a New Custom Program
Still evaluating MOQ, mold type, development timing, or annual volume? Start with the form below and Bioleader will review your project scope before tooling or sample work begins.
Bioleader supports custom molded pulp projects with feasibility review, tooling coordination, sample validation, and export-oriented production planning.
Submit Your Custom Project Details
Upload your drawing, sample images, or custom design requirements. The more complete the information, the faster Bioleader can review feasibility, tooling direction, MOQ logic, and project timing.
Copyright Notice:
© 2026 Bioleader®. If you wish to reproduce or reference this content, you must provide the original link and credit the source. Any unauthorized copying will be considered an infringement.