1. Résumé exécutif
Le développement d'une vaisselle en bagasse sur mesure est un processus d'ingénierie, et pas seulement une tâche d'approvisionnement. En 2026, de nombreux acheteurs ne se contentent plus d'articles en pâte moulée en stock et de l'impression de logos. Ils veulent un fournisseur capable de faire passer un projet de l'étape de l'impression à celle de l'impression. modèle ou échantillon physique à l'outillage, l'approbation des échantillons et une production de masse stable sans perdre la précision dimensionnelle, la fonction structurelle ou le délai de livraison.
Le véritable défi de la pâte à papier moulée sur mesure n'est pas de savoir s'il est possible de fabriquer un échantillon. Il s'agit de savoir si le concept approuvé peut devenir un programme de production reproductible avec un MOQ réaliste, des coûts d'outillage réalistes, un délai d'exécution contrôlé et un rendement constant des lots. Dans la production de fibres moulées, la géométrie est importante. Angle de dépouille, épaisseur des parois, logique d'empilage, ajustement du couvercle et compensation du rétrécissement sont autant d'éléments qui déterminent si un produit sur mesure peut être fabriqué à grande échelle.
C'est pourquoi la personnalisation vaisselle en pâte moulée devrait être gérée comme un séquence de développement complète. Les étapes critiques comprennent la définition des besoins, l'examen de la faisabilité, la confirmation des dessins 2D et 3D, la stratégie d'outillage, l'échantillonnage des prototypes, la révision technique, l'approbation des échantillons, la validation des pilotes et le lancement de la production en série. Les erreurs commises au début deviennent généralement plus coûteuses après le lancement de l'outillage.
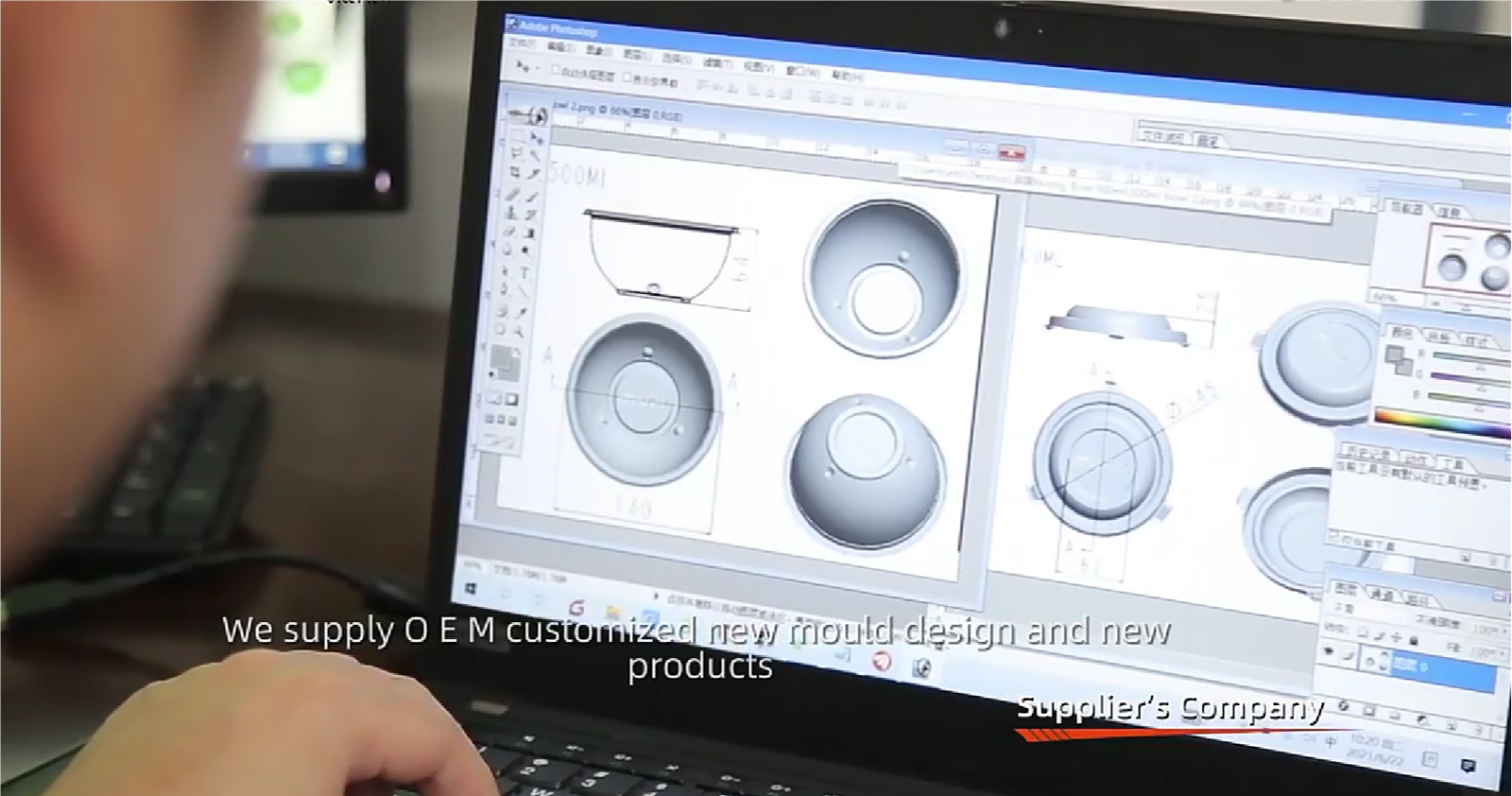
Pour les acheteurs, la meilleure stratégie d'approvisionnement ne consiste pas simplement à demander un devis pour un moule et à attendre des échantillons. Il s'agit d'évaluer si le fournisseur peut gérer l'ensemble de la logique de développement, de la conception à la production. Ce guide suit cette logique. Il explique comment la vaisselle en bagasse de canne à sucre personnalisée passe de la conception ou de la soumission d'échantillons au développement de moules, à l'approbation d'échantillons, à la planification de la qualité de fabrication et à la fabrication modulable. Il s'appuie également sur L'expérience de Bioleader en matière de développement de pâte moulée, de coordination de l'outillage et de production à l'exportation dans des projets personnalisés de vaisselle en bagasse.
2. L'importance du développement personnalisé en 2026
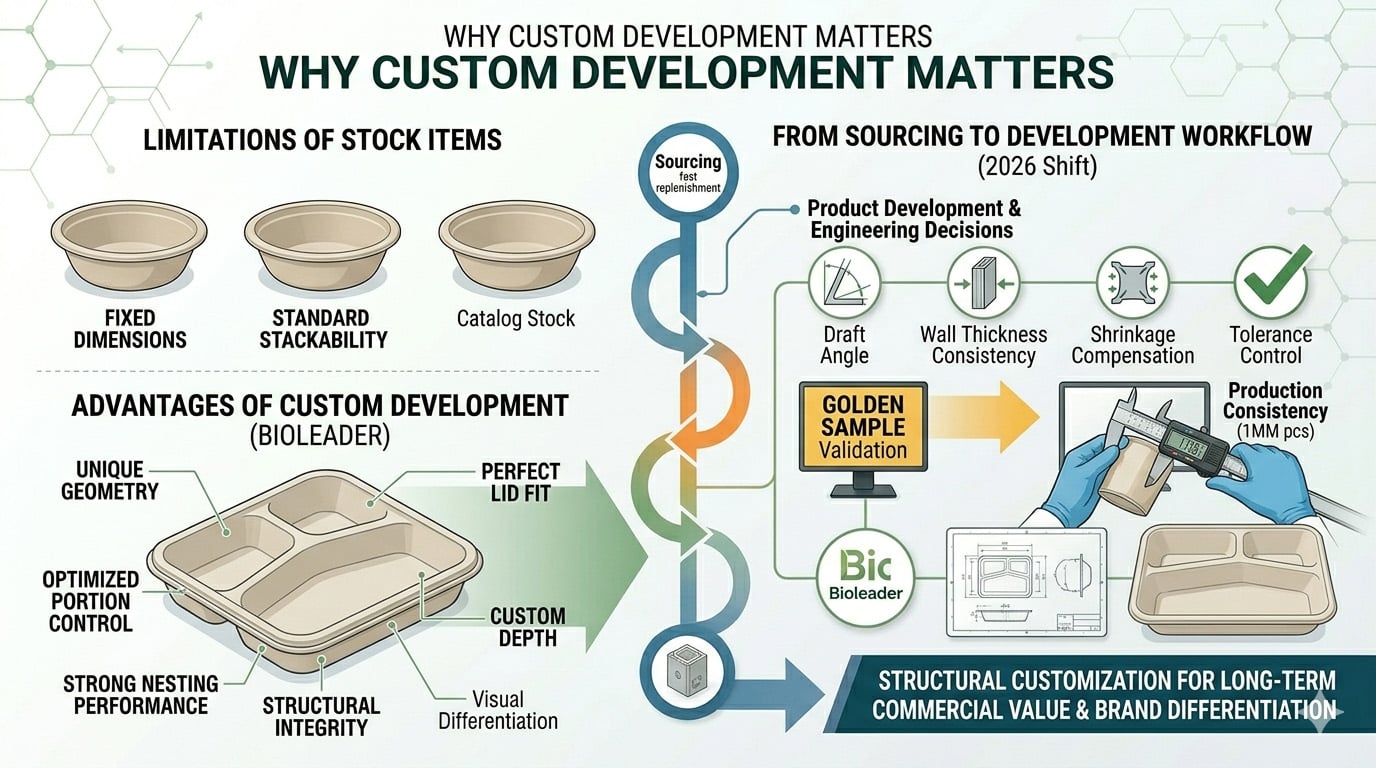
Le développement sur mesure est devenu une décision d'approvisionnement plus importante en 2026. Les articles en fibre moulée en stock sont toujours utiles pour un réapprovisionnement rapide et des achats à moindre risque. Mais ils ne répondent pas aux besoins de toutes les marques et de tous les produits. De plus en plus d'acheteurs se font concurrence sur la présentation, le contrôle des portions, l'adaptation fonctionnelle et la valeur durable de l'emballage, vaisselle personnalisée en bagasse de canne à sucre est en train de devenir un outil commercial pratique, et non plus une option de niche.
Cette évolution est particulièrement visible lorsque la forme de l'emballage, la profondeur de remplissage, l'ajustement du couvercle, l'empilabilité et la différenciation visuelle affectent l'expérience du client ou la performance de la livraison des aliments. Une marque peut avoir besoin d'un bol plus profond pour réduire le risque de déversement de sauce. Elle peut avoir besoin d'une nouvelle forme de plateau pour s'adapter à la conception des portions. Elle peut avoir besoin d'un rebord révisé pour un meilleur engagement du couvercle. Dans ces cas-là, la personnalisation n'est pas seulement une question d'apparence. Il s'agit de faire de l'emballage un élément du système de produits.
2.1 Les articles en stock ne peuvent pas résoudre tous les problèmes de marque ou d'application
Les articles en pâte moulée en stock réduisent les délais d'approvisionnement et les coûts de développement. Cela reste leur avantage. Mais ils imposent également des limites. Les acheteurs doivent accepter des dimensions fixes, une logique de structure fixe et des hypothèses de performance standard. Cela fonctionne pour de nombreuses applications générales. Elle devient restrictive lorsque le format de l'aliment, la méthode de remplissage, l'exigence du couvercle ou la présentation de la marque nécessitent une correspondance plus étroite.
De nombreux projets sur mesure sont lancés lorsque les articles du catalogue standard ne répondent plus aux besoins réels de l'entreprise. L'élément déclencheur peut être un inadéquation des couvercles, Il peut s'agir, par exemple, d'une faible capacité d'empilage, d'une adaptation inefficace des portions, d'une mauvaise présentation en rayon ou de la nécessité d'une structure plus distinctive sur un marché encombré. À ce stade, le projet dépasse le stade de l'achat normal et passe à celui de l'achat d'un produit. développement de produits.
2.2 La personnalisation ne se limite plus à l'impression de logos
L'un des malentendus les plus courants est que la personnalisation se limite à l'ajout d'un logo à un article existant. Dans le cas des emballages en pâte moulée, les modifications les plus importantes sont généralement d'ordre structurel. Les acheteurs peuvent avoir besoin d'une profondeur différente, d'un nouveau ratio de compartiments, d'une géométrie de paroi modifiée, d'une meilleure performance d'emboîtement, d'un meilleur ajustement du couvercle ou d'un équilibre différent entre la rigidité et le poids. Il s'agit de des décisions d'ingénierie, et pas seulement des choix de marque.

C'est pourquoi la vaisselle en bagasse sur mesure doit être considérée comme un service à part entière. flux de développement. La conception a une incidence sur l'outillage. L'outillage influe sur l'échantillonnage. L'échantillonnage influe sur la confirmation de la tolérance. La confirmation de la tolérance détermine si le projet peut passer à une production stable. Lorsqu'il est traité correctement, le développement sur mesure améliore non seulement la différenciation visuelle, mais aussi l'adaptation de l'emballage, les performances opérationnelles et la valeur commerciale à long terme.
2.3 Pourquoi les projets personnalisés échouent-ils sans contrôle technique ?
De nombreux projets de pulpe moulée sur mesure n'échouent pas parce que l'idée est faible. Ils échouent parce que le projet entre trop tôt dans la phase d'outillage. Un acheteur peut ne fournir qu'un croquis visuel sans les dimensions essentielles. Un échantillon peut être approuvé sans discussion sur les tolérances. L'équipe peut sous-estimer l'effet de le retrait, l'angle de démoulage, l'épaisseur de la paroi ou l'empilabilité sur le produit final. Ces lacunes restent souvent cachées jusqu'à ce que le coût de l'outillage et le délai d'exécution soient déjà engagés.
Le développement personnalisé en 2026 exige plus qu'une communication commerciale réactive. Elle nécessite un examen technique, une discipline des processus et un échelonnement réaliste du projet. A l'heure actuelle, le projet est en cours d'élaboration. Bioleader, Les programmes personnalisés les plus solides commencent généralement par une étude de faisabilité claire, une logique d'outillage, des attentes en matière d'échantillons et des conditions de production en série. C'est ce qui transforme une demande personnalisée en un projet commercial contrôlé plutôt qu'en un exercice d'essai et d'erreur.
3. Phase d'entrée dans le projet - De la conception, du dessin ou de l'échantillon à l'examen de faisabilité
Un projet de pâte à papier moulée sur mesure doit commencer par une étude de faisabilité, et non par un devis de moule. Dans la fabrication de fibres moulées, la géométrie affecte directement le démoulage, la distribution de l'épaisseur des parois, le comportement d'empilage et la répétabilité dimensionnelle. De récentes recherches structurelles sur la pâte moulée montrent également que les variables géométriques telles que angle de dépouille et l'épaisseur Les moules peuvent avoir une incidence matérielle sur les performances et la fabricabilité. C'est pourquoi la première question technique n'est pas “Combien coûte le moule ?”, mais “Combien coûte le moule ?“Cette conception peut-elle être produite de manière fiable à grande échelle ?"
Au Bioleader, Les projets sur mesure font l'objet d'un examen structuré avant que le coût de l'outillage ne soit confirmé. L'équipe vérifie si le concept du client est adapté à l'utilisation de l'outillage. production de pâte à papier moulée, Cet examen précoce permet de réduire les révisions inutiles des moules et de raccourcir le délai d'obtention d'échantillons exploitables dans le cadre de programmes d'exportation réels. Cet examen précoce réduit les révisions inutiles des moules et raccourcit le chemin vers des échantillons exploitables dans le cadre de programmes d'exportation réels.

3.1 Ce que les acheteurs doivent soumettre lors du lancement du projet
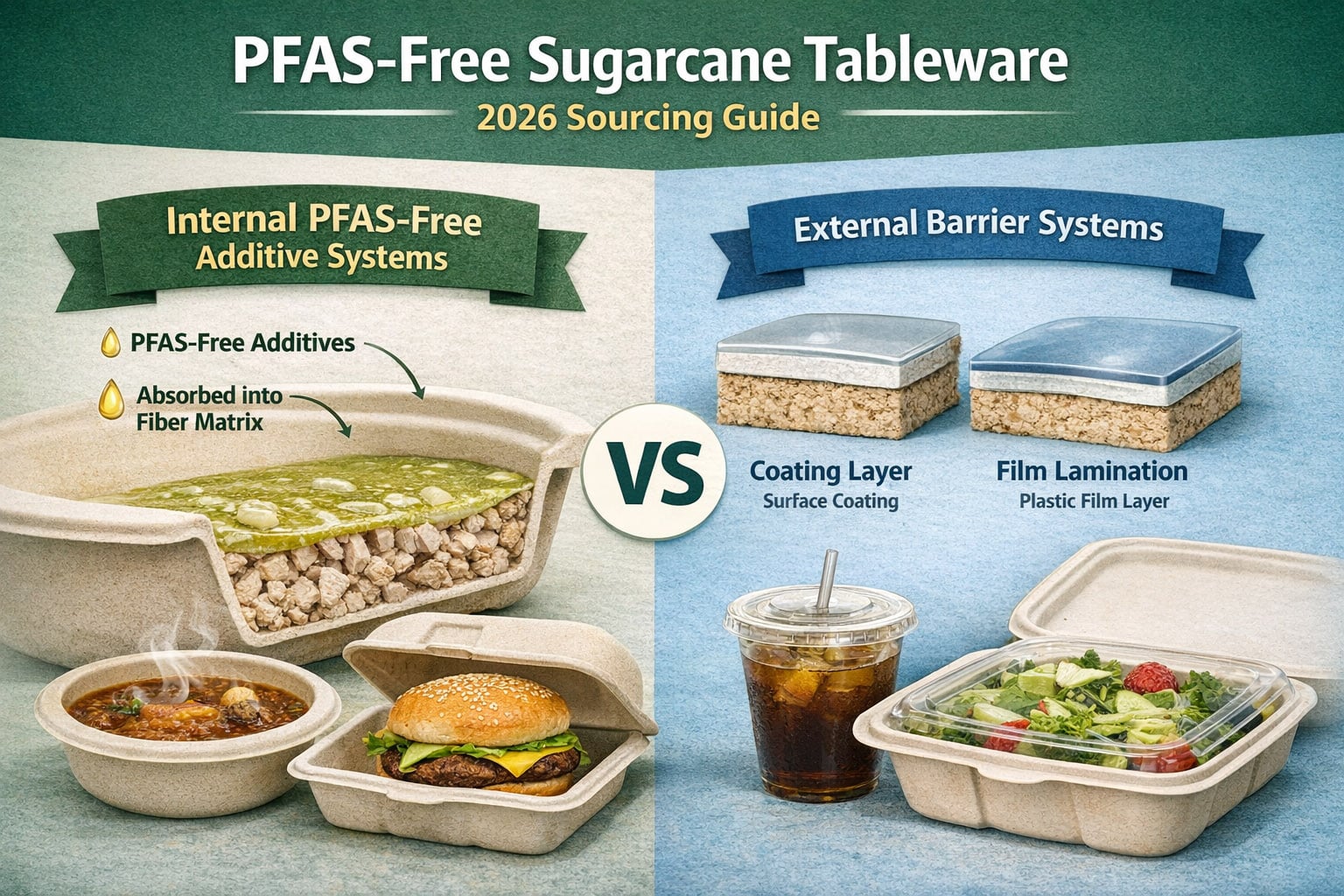
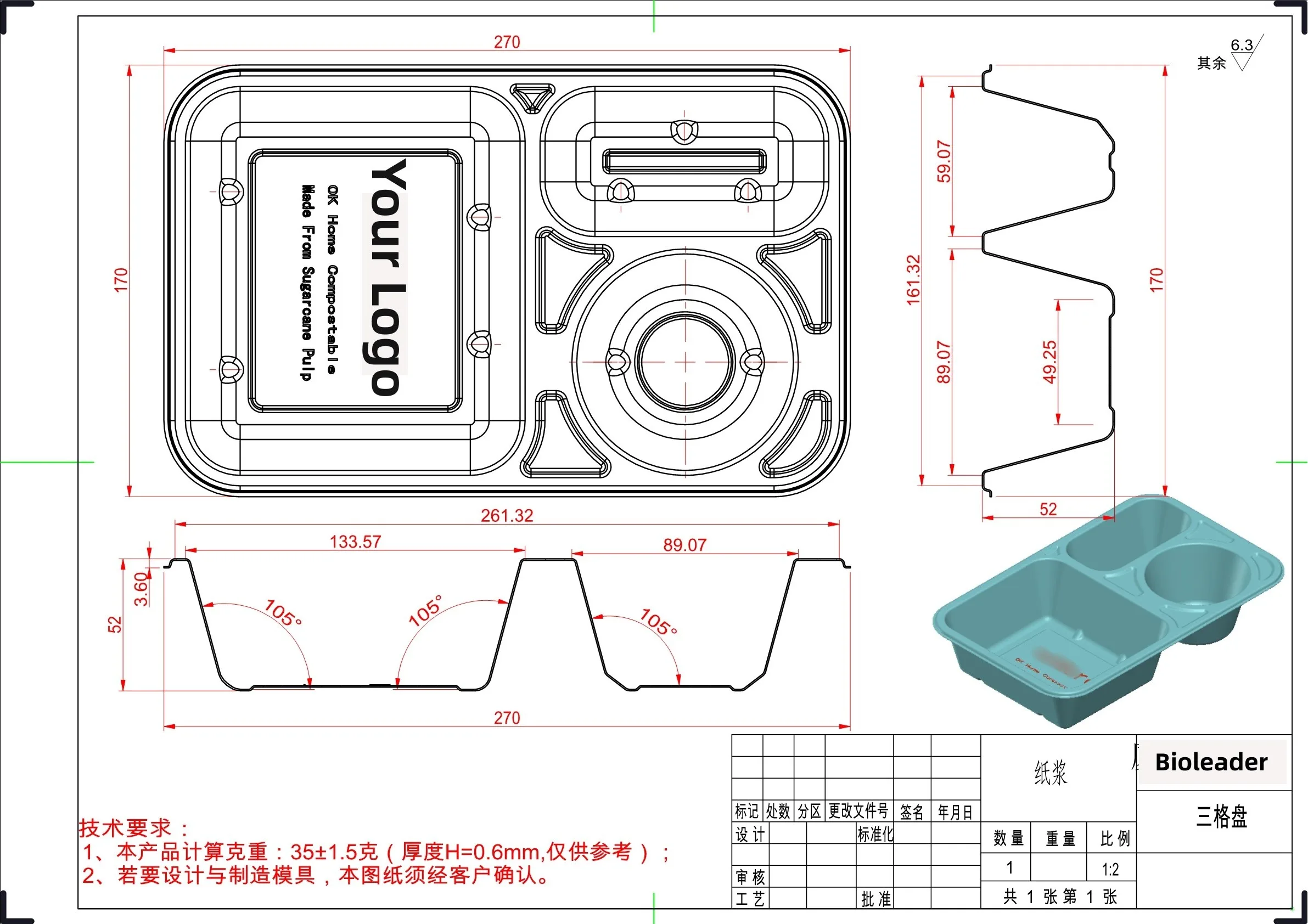
La meilleure contribution au projet est un Dessin en 3D ainsi que des dimensions clés et des notes sur les cas d'utilisation. A Dessin en 2D, a échantillon physique, Un article de référence, ou même un article de référence du marché, peut également fonctionner, mais il nécessite généralement plus de précisions. Au minimum, les acheteurs doivent fournir le type de produit envisagé, les dimensions cibles, la profondeur, les exigences en matière de couvercle, les prévisions d'emballage, l'estimation de la demande annuelle et les conditions d'application telles que les aliments chauds, les soupes, les repas gras ou les plats préparés. PFSans AS exigences.
Des données incomplètes donnent lieu à des hypothèses coûteuses. Des données manquantes sur la profondeur peuvent fausser la conception du moule. Des exigences manquantes concernant le couvercle peuvent retarder la confirmation de l'ajustement. Des détails manquants sur le cas d'utilisation peuvent conduire à une mauvaise structure de mur ou à une mauvaise cible de barrière. Dans les projets personnalisés, la qualité du dossier de lancement détermine souvent la vitesse de l'ensemble du cycle de développement.
3.2 Pourquoi les échantillons physiques peuvent-ils accélérer le développement personnalisé ?
A échantillon physique est souvent le raccourci le plus rapide vers l'alignement technique. Il aide l'usine à évaluer la forme du bord, le rapport de profondeur, la direction de l'imbrication, la géométrie des bords et la complexité probable de l'outillage. Pour de nombreux projets OEM et ODM, un échantillon physique est également le moyen le plus rapide d'identifier les caractéristiques qui doivent être copiées, celles qui doivent être modifiées et celles qui ne peuvent pas être transférées directement dans la production de pâte moulée.
Bioleader a souvent recours à un examen fondé sur des échantillons pour accélérer la première décision d'ingénierie. Cette méthode est particulièrement efficace lorsqu'un acheteur souhaite optimiser un concept existant plutôt que de développer une nouvelle structure de vaisselle à partir de zéro. Elle ne remplace pas les dessins. Mais elle peut améliorer considérablement la précision du premier devis et de l'orientation de l'outillage.
3.3 Pourquoi la qualité de la conception 3D est-elle plus importante que ne le pensent la plupart des acheteurs ?
Dans le cas de la pâte moulée, un fichier 3D ne sert pas uniquement à approuver l'apparence. Il s'agit d'un document de fabrication. La géométrie doit permettre le démoulage, une distribution stable des fibres, un contrôle réaliste de l'épaisseur de la paroi et une compensation réalisable du retrait. La recherche sur les structures de pâte moulée confirme que les paramètres géométriques tels que la hauteur, l'angle de dépouille et l'épaisseur affectent le comportement structurel. Dans la production pratique, ils déterminent également si un produit personnalisé peut être formé et répété de manière cohérente.
C'est pourquoi une qualité 3D médiocre crée un risque caché. Une conception peut sembler attrayante à l'écran mais échouer dans la logique de démoulage, la transition entre les parois locales, la précision des bords ou l'empilabilité. Pour une vaisselle en bagasse personnalisée, la qualité de la conception est la qualité de la production à l'avance.
3.4 Quels sont les points à vérifier avant l'approbation de l'outillage ?
Avant de commencer la fabrication du moule, le fournisseur doit procéder à un examen structuré de la faisabilité. Cet examen doit permettre de vérifier angle de dépouille, logique de l'épaisseur du mur, réduire le risque, le rapport entre la profondeur et l'ouverture, le comportement de nidification et de mise à nu, compatibilité des couvercles, et l'effet probable du rétrécissement sur les dimensions finales. Si ces points ne sont pas clairs, l'échantillonnage peut encore être possible, mais le projet s'engage sur une voie plus risquée, avec davantage de cycles de correction.
Cette étape crée une véritable valeur commerciale. Une bonne étude de faisabilité permet de réduire les déchets d'outillage, de raccourcir les cycles de révision des échantillons et d'améliorer l'état de préparation à la production de masse. Pour les Bioleader, Il ne s'agit pas de dire oui trop tôt, mais d'identifier ce qui peut être fabriqué, ce qui doit être ajusté et ce qui aura une incidence sur le calendrier, la tolérance et la complexité de l'outillage.
| Entrée de données | Pourquoi c'est important | Détail commun manquant | Impact sur le développement |
|---|---|---|---|
| Dessin en 3D | Il prend en charge l'examen de l'angle d'ébauche, la vérification de l'épaisseur des parois et la faisabilité de l'outillage. | Pas de logique de section, pas de notes de tolérance, géométrie irréaliste. | Risque de moisissure plus élevé et cycles de révision des échantillons plus nombreux. |
| Dessin en 2D | Fournit les dimensions de base et l'intention générale du produit. | Aucune logique de profondeur, aucun détail de transition structurelle. | Nécessite une interprétation technique plus poussée avant l'établissement du devis. |
| Échantillon physique | Accélère l'examen de la forme, du bord, de la profondeur et de l'empilement. | Aucune note sur ce qui doit être copié ou modifié. | Il est possible d'accélérer la révision, mais il faut encore clarifier les choses. |
| Description du cas d'utilisation | Définit la logique du couvercle, la cible de la barrière et la demande structurelle. | Aucun type d'aliment, aucune attente en matière de chaleur ou d'huile, aucune exigence du marché. | Peut entraîner une erreur dans le sens de la validation. |
| Estimation de la demande annuelle | Aide à déterminer l'itinéraire de l'outillage, la logique du MOQ et l'économie de la production. | Seul le volume de premier ordre est indiqué, sans prévision annuelle. | Rend la stratégie d'outillage moins précise. |
Tableau 1. Informations minimales requises avant l'établissement d'un devis pour de la vaisselle en bagasse sur mesure
4. Conception et validation technique
Un bon outillage ne peut pas sauver une mauvaise conception. Dans les projets de pâte à papier moulée, la phase de conception est déjà une phase de fabrication. La géométrie influe sur le démoulage, la distribution des fibres, la stabilité de l'épaisseur des parois, le comportement au retrait, l'ajustement du couvercle et l'empilabilité. Des recherches récentes sur la pâte moulée confirment que les paramètres structurels tels que la hauteur, l'angle de dépouille et l'épaisseur d'affecter matériellement le comportement de la pièce finale.
Pour Bioleader, La validation technique commence avant l'approbation de l'outillage. L'objectif est simple : confirmer que la structure proposée peut passer du dessin à l'échantillon et de l'échantillon à une production stable sans créer d'écarts évitables. C'est à ce stade que de nombreux projets sur mesure deviennent soit contrôlables, soit coûteux.
4.1 Dessin en 2D et dessin en 3D
A Dessin en 2D est utile pour la communication de base. Elle définit la taille de l'ouverture, les dimensions globales et la disposition générale. Mais il n'est pas suffisant pour une validation complète de la pâte moulée. A Dessin en 3D est beaucoup plus utile, car il permet d'examiner l'angle des flancs, la logique de profondeur, les zones de transition, la structure de la jante et la géométrie de l'emboîtement.
Dans le développement pratique, la 2D est souvent suffisante pour une discussion préliminaire. Elle est rarement suffisante pour un jugement technique final. Un fichier 3D permet à l'usine de vérifier si la pièce peut être libérée proprement, si la forme est réaliste pour la pâte moulée et si la correction du retrait peut être intégrée dans la stratégie d'outillage. Pour la vaisselle en bagasse personnalisée, la qualité 3D influe directement sur la qualité de la production.
4.2 Angle de dépouille, épaisseur des parois et contrôle du retrait
Angle de dépouille est un facteur de déblocage. Si l'angle est trop faible, le risque de démoulage augmente. S'il n'est pas adapté à la profondeur et à la géométrie, la pièce peut coller, se déformer ou créer des dimensions instables. Les études sur les pâtes moulées et la pratique plus générale de la conception des moules montrent que la géométrie des parois et l'angle de démoulage ont une incidence sur la fabricabilité.
Épaisseur de la paroi est un facteur de stabilité. Il affecte la rigidité, la distribution des fibres, le comportement au séchage et la cohérence entre l'échantillon et la production. Une épaisseur inégale crée souvent des zones de faiblesse locales, des incohérences de surface ou des variations d'ajustement. Dans les produits en fibres moulées, l'épaisseur est également liée à la catégorie de produit et au procédé de fabrication. Les études sur la fabrication de la pâte moulée indiquent que les différents formats de pâte moulée fonctionnent avec des gammes d'épaisseur et des attentes structurelles différentes.
Compensation du rétrécissement est un facteur dimensionnel. Une pièce en pâte moulée ne quitte pas le processus à la même taille que le modèle CAO. Le formage, l'essorage, le pressage à chaud et le séchage influencent tous le résultat final. C'est pourquoi les projets personnalisés nécessitent une planification réaliste des tolérances dimensionnelles avant que le premier moule ne soit découpé.
4.3 Déviations communes au stade de l'échantillon
C'est au stade de l'échantillonnage que les problèmes cachés deviennent visibles. Les écarts les plus courants sont les suivants dérive de rétrécissement, l'incohérence de l'épaisseur de la paroi, déformation des bords, décalage de jante, écart d'ajustement du couvercleet mauvaise empilabilité. Il ne s'agit pas de problèmes cosmétiques mineurs. Il s'agit de signaux précoces permettant de déterminer si la structure est prête pour la production.
Bioleader traite les échantillons du premier tour comme une lecture technique, et pas seulement comme une opportunité d'approbation. Si l'échantillon présente une instabilité des bords, une mauvaise imbrication ou une dérive dimensionnelle, la bonne question n'est pas “Le client peut-il encore l'accepter ?”. La bonne question est : “Que faut-il corriger avant que le produit ne devienne évolutif ?” C'est ainsi que le retour d'information au stade de l'échantillonnage crée de la valeur plutôt que des plaintes ultérieures.
4.4 Logique de l'échantillon d'or
Par défaut, un échantillon n'est pas un échantillon d'or. Un véritable échantillon d'or est une référence verrouillée. Il doit confirmer les dimensions, la structure du bord, l'ajustement du couvercle, l'empilabilité, le niveau d'apparence et toute performance fonctionnelle requise. Sans cette référence, les arguments ultérieurs concernant les écarts de production deviennent beaucoup plus difficiles à contrôler.
Pour les projets sur mesure, Bioleader's La logique privilégiée consiste à définir l'échantillon d'or après la correction technique, et non après la première pièce d'apparence acceptable. Cette étape est importante car la production de masse doit être mesurée par rapport à une référence fixe, et non par rapport à la mémoire ou à l'interprétation d'un courriel.
| Type d'écart | Cause typique | Impact sur le projet | Mesures recommandées |
|---|---|---|---|
| Dérive de rétrécissement | Compensation insuffisante lors de la révision de la conception ou de l'outillage | Inadéquation dimensionnelle, problèmes d'ajustement du couvercle | Révision des dimensions de l'outillage et confirmation de la fenêtre de tolérance |
| Incohérence de l'épaisseur des murs | Complexité de la géométrie ou distribution instable des formes | Zones de faiblesse, incohérence visuelle, risque structurel | Ajuster les objectifs de géométrie ou de processus avant la signature |
| Déformation du bord ou de la jante | Mauvaise logique de libération ou faiblesse structurelle locale | Décalage de l'opercule, aspect instable | Affiner la géométrie de la jante et revoir la trajectoire de démoulage |
| Mauvaise empilabilité | La logique d'imbrication n'a pas été validée au stade de la conception | Inefficacité de l'emballage, problèmes de dépouillement | Revérifier le profil, la conicité et le sens de l'empilage |
| Écart d'ajustement de l'opercule | Inadéquation de la tolérance entre la géométrie de la base et celle du couvercle | Défaillance fonctionnelle lors de l'utilisation par le client | Tolérance de l'ajustement du verrou avant l'approbation de la production de masse |
Tableau 2. Écarts techniques courants au stade de l'approbation de l'échantillon
5. Stratégie d'outillage - Le cœur de l'ingénierie des projets sur mesure
La stratégie d'outillage détermine si un projet personnalisé peut être étendu de manière économique. Dans le développement de la pâte moulée, le moule n'est pas seulement un élément de coût. Il affecte la précision de la géométrie, la stabilité du démoulage, la qualité de la surface, le comportement du cycle, la charge de maintenance et la cohérence à long terme. Les études sur la production de pâte moulée indiquent que les matériaux de moulage les plus courants sont les suivants aluminium, acier inoxydableet bronze, La sélection est liée au processus et aux besoins de l'application.
Pour Bioleader, La stratégie d'outillage fait partie de la conception du projet. Elle n'est pas choisie uniquement en fonction du budget. Le choix du moule dépend de la complexité du produit, de la probabilité de révision, du volume visé, de la sensibilité aux tolérances et de l'intensité de production prévue. C'est pourquoi les projets personnalisés sérieux doivent faire une distinction claire entre l'outillage de prototypage et l'outillage de production.

5.1 Moule prototype et moule de production
A moule prototype est utilisé pour confirmer la structure. Son objectif est la rapidité, et non l'endurance commerciale totale. Il permet de vérifier les dimensions, la forme générale, la logique des bords et de déterminer si le produit peut passer à la correction et à l'approbation de l'échantillon. A moule de production a un objectif différent. Il doit permettre la répétabilité, la stabilité des cycles, la planification de la maintenance et la production de volumes commerciaux.
C'est là que commencent de nombreux malentendus avec les acheteurs. Un bon échantillon de l'outillage prototype ne signifie pas que le projet est prêt pour une production de masse à long terme. Le moule de production doit encore être sélectionné en fonction du plan de production réel, et pas seulement en fonction du résultat du premier échantillon.
5.2 Moules en aluminium
Moules en aluminium sont largement utilisés parce qu'ils sont pratiques pour la vitesse de développement et les programmes de production courants. Ils sont plus faciles à usiner, permettent des cycles d'outillage relativement rapides et conviennent à de nombreux prototypes et projets à moyenne échelle. Les revues de l'industrie de la pâte moulée citent l'aluminium parmi les matériaux d'outillage les plus courants.
Sur le plan commercial, l'aluminium est souvent le bon choix lorsque le projet nécessite encore une certaine souplesse de révision ou lorsque le volume et la structure ne justifient pas l'utilisation d'un outillage plus lourd. Mais l'aluminium n'est pas automatiquement la meilleure solution pour tous les programmes personnalisés. La décision doit toujours dépendre de la complexité de la géométrie, du risque de correction et de la charge de production prévue.
5.3 Moules en aluminium avec inserts en cuivre
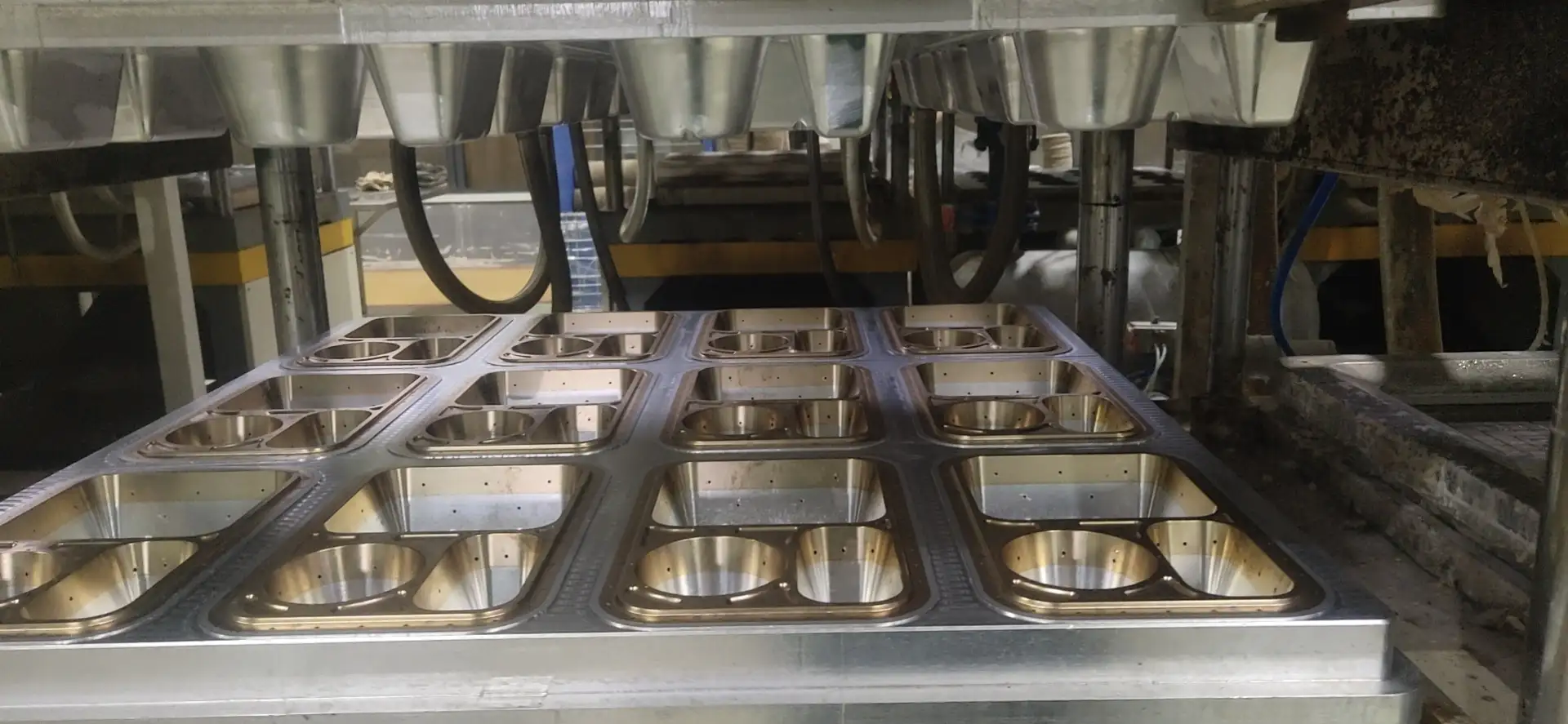
Moules en aluminium avec inserts en cuivre sont une option plus spécialisée. En pratique, elles sont utiles lorsque le comportement local du transfert de chaleur ou le contrôle de la précision devient plus sensible. Cette option n'est pas nécessaire pour tous les projets. Elle est plus pertinente lorsqu'une structure présente une plus grande complexité locale, des zones plus profondes ou une plus grande sensibilité à la qualité dans des domaines spécifiques.
De L'expérience personnalisée de Bioleader, En revanche, ce type d'outillage est surtout utile lorsque le projet nécessite un contrôle local plus précis que celui qu'une voie en aluminium standard peut offrir confortablement. Il doit être considéré comme une solution d'ingénierie ciblée, et non comme une mise à niveau par défaut.
5.4 Moules en alliage d'acier inoxydable

Moules en alliage d'acier inoxydable sont généralement choisis pour leur plus grande durabilité, leur résistance à la corrosion et leurs conditions de production à long terme plus exigeantes. Dans la fabrication de pâte à papier moulée, l'acier inoxydable est largement reconnu comme un matériau industriel robuste où l'humidité, la chaleur et les contraintes mécaniques répétées font partie de l'environnement du processus.
Cette voie est généralement plus adaptée aux programmes personnalisés plus importants et plus stables, en particulier lorsque l'acheteur s'attend à une longue continuité de production et à une tolérance plus faible à l'égard de l'usure de l'outillage ou de son remplacement répété. L'investissement initial est plus élevé, mais dans le cadre d'un programme approprié, il peut améliorer l'économie à long terme en favorisant une production plus stable et une fenêtre de service plus longue.
5.5 Pourquoi le choix du moule est une décision commerciale et pas seulement technique ?
Une mauvaise stratégie de moulage peut fausser l'ensemble de l'analyse de rentabilité. Une solution d'outillage qui semble moins coûteuse au stade du devis peut entraîner davantage de corrections, une durée de vie plus courte ou une stabilité de production plus faible par la suite. Un outillage plus lourd peut sembler coûteux au début, mais devenir plus économique si le programme annuel est important et stable.
C'est pourquoi Bioleader évalue le choix du moule en fonction de la logique globale du projet : demande annuelle prévue, probabilité de révision des échantillons, complexité de la géométrie, sensibilité aux tolérances et continuité de la production. La bonne question n'est pas seulement “Quel moule coûte le moins cher ?”. C'est “Quel moule permet d'obtenir le meilleur équilibre entre vitesse, précision et efficacité de production à long terme ?"
| Type de moule | Utilisation principale | Principal avantage | Type de projet le mieux adapté |
|---|---|---|---|
| Prototype / moule d'échantillonnage | Confirmation précoce de la structure et examen au stade de l'échantillon | Itération plus rapide avant que l'outil de production ne soit verrouillé | Nouveaux projets avec ajustements techniques en cours |
| Moule en aluminium | Prototype commun et nombreux programmes de production standard | Usinage pratique et bonne vitesse de développement | Projets personnalisés de complexité moyenne et échelle de production modérée |
| Moule en aluminium avec inserts en cuivre | Projets nécessitant un contrôle renforcé des processus locaux | Des performances mieux ciblées dans les zones locales sensibles | Structures de plus grande difficulté avec sensibilité locale à la précision |
| Moule en alliage d'acier inoxydable | Programmes de production à long terme et à forte intensité | Plus grande durabilité et meilleure aptitude à la production à long terme | Programmes personnalisés importants et stables avec une longue continuité de production |
Tableau 3. Comparaison des types de moules pour les projets de vaisselle en bagasse sur mesure
6. Contrôle du calendrier des projets - du concept à la production de masse
Le contrôle des délais est une question d'approvisionnement, et pas seulement une question d'usine. Dans les projets de pâte moulée sur mesure, les retards proviennent rarement d'une seule étape. Ils sont généralement dus à des boucles de révision, à des données de conception incomplètes, à des corrections d'échantillons, à des ajustements de moules ou à des écarts d'approbation entre l'acheteur et l'usine. C'est pourquoi un projet de vaisselle en bagasse sur mesure doit être géré comme un programme échelonné avec des résultats clairs, et non comme un simple processus de suivi de commande.
Pour les acheteurs, la maîtrise des délais ne se limite pas à la date de livraison. Elle a une incidence sur le lancement du produit, la transition de l'emballage, le remplacement des stocks et l'engagement du client. Dans les projets d'exportation concrets, le coût de la perte de deux ou trois semaines est souvent beaucoup plus élevé que le coût d'une correction de conception apportée plus tôt. Une approbation lente au bon moment est généralement moins coûteuse qu'une erreur rapide.
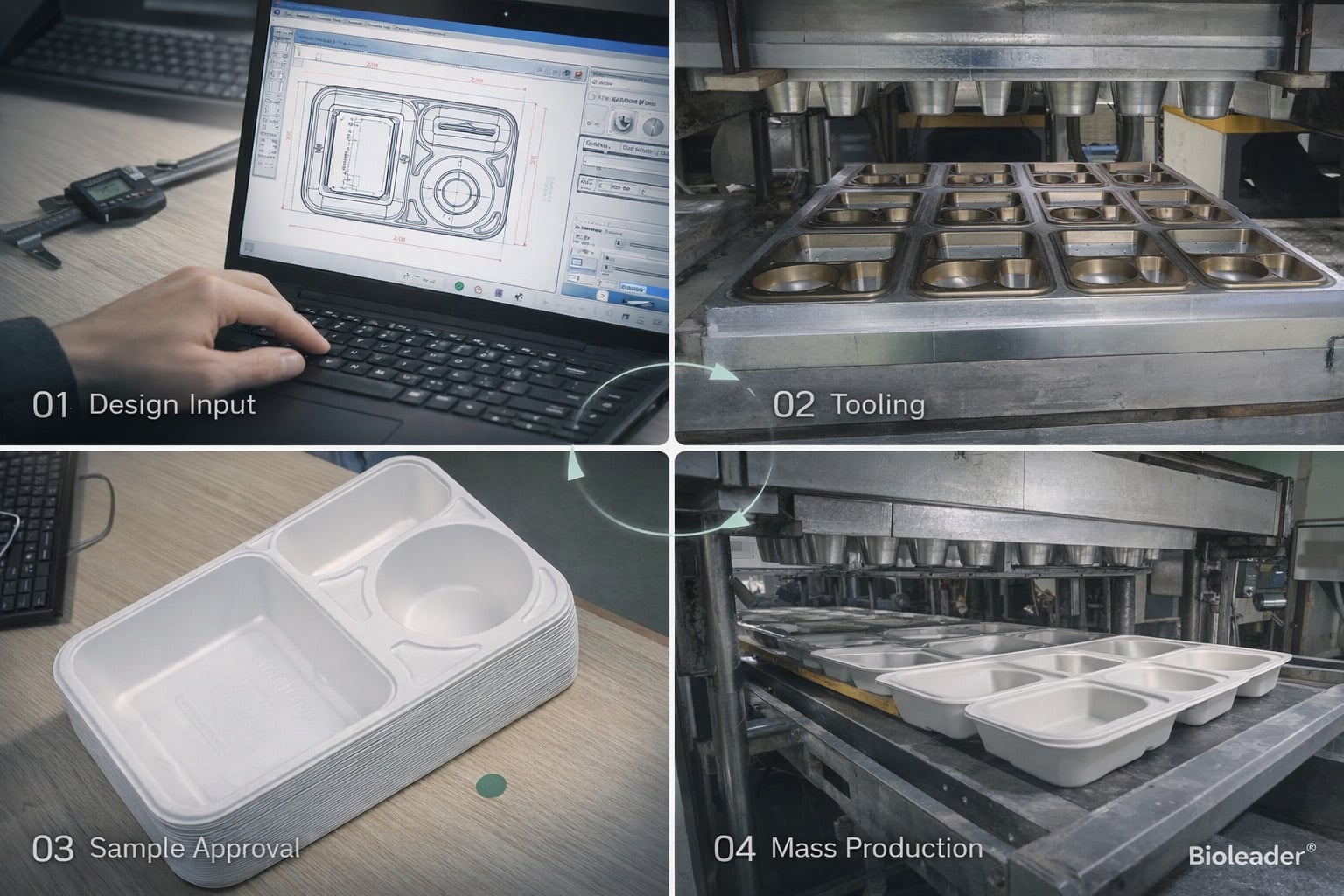
6.1 Les cinq étapes d'un projet de pâte à papier moulée sur mesure
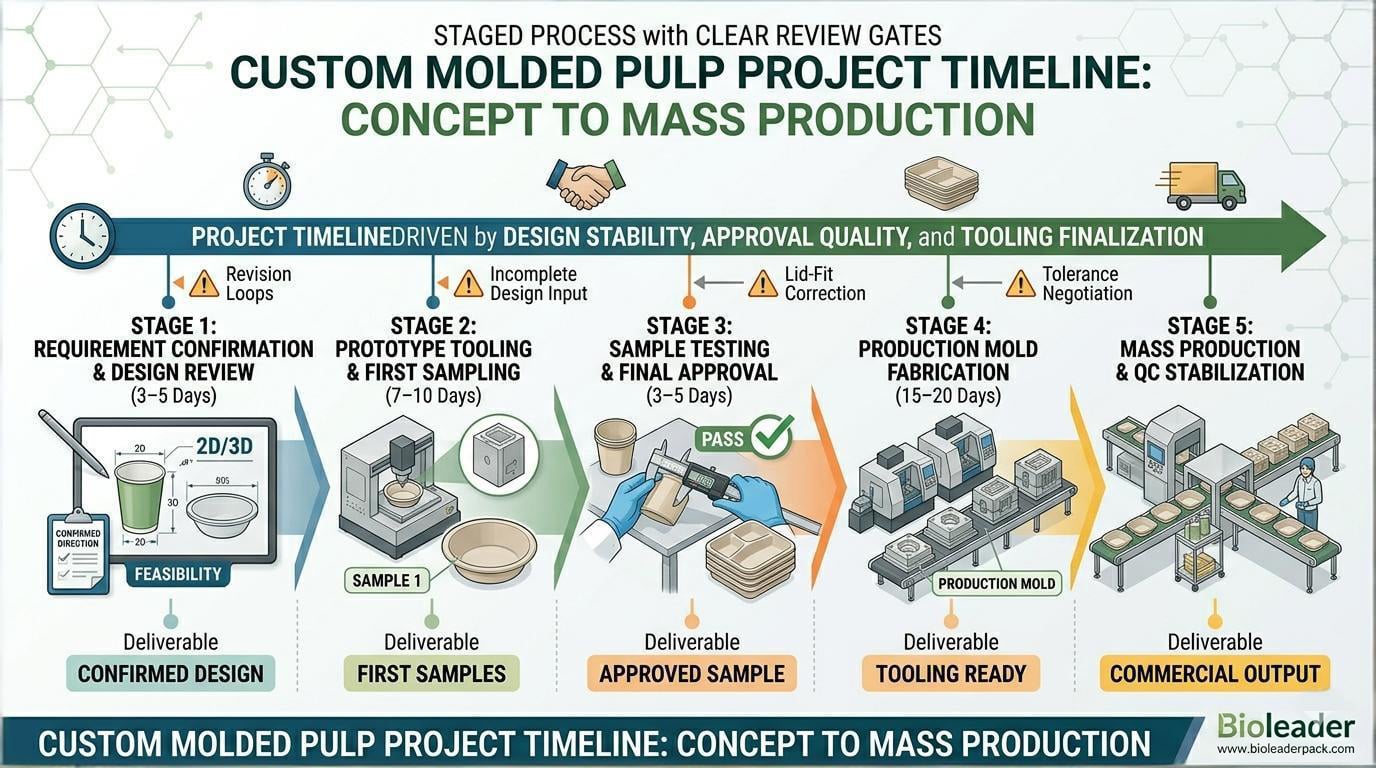
La plupart des programmes de fabrication de vaisselle en bagasse sur mesure suivent cinq étapes principales. Tout d'abord, il y a confirmation des besoins et examen de la conception. Vient ensuite Outillage prototype et premier échantillonnage. Vient ensuite test et approbation des échantillons. La quatrième étape est fabrication de moules de production. La cinquième étape est lancement de la production de masse et stabilisation du contrôle qualité.
Ces étapes semblent simples sur le papier. En pratique, chacune d'entre elles dépend de la clôture correcte de la précédente. Si la saisie des exigences est incomplète, l'approbation de la conception est ralentie. Si l'échantillon présente encore des écarts non résolus, l'outillage de production ne peut pas être verrouillé en toute sécurité. Si l'outillage de production est lancé avant que l'ajustement et la tolérance ne soient figés, la production de masse héritera de risques évitables.
6.2 L'origine réelle de la plupart des retards dans les projets personnalisés
Les retards les plus fréquents ne se produisent généralement pas dans le seul domaine de l'usinage. Ils se produisent dans les domaines suivants révision du dessin, confirmation dimensionnelle peu claire, exemples de cycles de retour d'information, correction de l'ajustement du couvercleet négociation tardive de la tolérance. Il ne s'agit pas de problèmes propres à l'usine. Il s'agit de problèmes de coordination entre les équipes commerciales, d'ingénierie et d'approbation.
Chez Bioleader, le calendrier des projets est géré en liant chaque étape à un point de révision précis. Si la conception n'est pas stable, le projet ne doit pas passer à l'outillage final. Si l'échantillon présente encore des écarts structurels, le projet ne doit pas passer à l'approbation de la production. C'est grâce à cette discipline que le contrôle du calendrier reste réaliste et non optimiste.
6.3 Pourquoi l'approbation de l'échantillon ne doit pas être précipitée
L'approbation de l'échantillon est le point de contrôle le plus important de tout le calendrier. Si l'acheteur donne son accord trop tôt, les étapes ultérieures deviennent plus coûteuses. Si l'acheteur retarde trop longtemps son retour d'information, l'ensemble du programme perd de son élan. L'objectif n'est pas seulement la rapidité. Il s'agit de clore l'étape de l'échantillonnage avec un alignement clair sur les dimensions, l'ajustement, l'empilabilité, l'apparence et la fonction.
C'est pourquoi un bon calendrier n'est pas celui qui comporte la phase d'échantillonnage la plus courte. C'est celui qui comporte le moins de corrections répétées une fois que l'outillage est déjà engagé. Dans le cas de la pâte moulée sur mesure, une approbation stable est généralement plus précieuse qu'une approbation rapide.
6.4 Ce que comprend généralement un calendrier de projet réaliste
Un programme pratique personnalisé comprend généralement 3 à 5 jours pour la confirmation des exigences et l'examen de la conception, 7 à 10 jours pour l'outillage des prototypes et les premiers échantillons, 3 à 5 jours pour les essais et l'approbation des clients, et environ 15 à 25 jours pour la fabrication des moules de production une fois que la conception est figée. Le délai de production en série dépend alors du volume de la commande, de l'état de préparation du moule et de la programmation de la ligne.
Ces fourchettes sont des références de travail et non des promesses fixes. Une géométrie complexe, des révisions répétées, des systèmes de couvercles en plusieurs parties ou un retour d'information tardif de la part du client peuvent allonger le cycle. Mais en règle générale, les acheteurs doivent s'attendre à ce que le calendrier du projet soit principalement déterminé par les éléments suivants stabilité de la conception, échantillon approbation qualitéet finalisation de l'outillage.
| Stade | Activité | Calendrier type | Principaux résultats attendus |
|---|---|---|---|
| Première étape | Confirmation des besoins et examen de la conception | 3-5 jours | Confirmation de l'orientation de la conception et de la faisabilité du projet |
| Étape 2 | Outillage de prototype et premier échantillonnage | 7-10 jours | Premiers échantillons physiques pour examen technique |
| Étape 3 | Test des échantillons et approbation finale | 3-5 jours | Échantillon approuvé et direction technique gelée |
| Étape 4 | Production Fabrication de moules | 15-25 jours | L'outillage de production est prêt pour le lancement |
| Étape 5 | Production de masse et stabilisation du contrôle de qualité | Sur la base du volume | Production commerciale avec contrôle stable de la production |
Tableau 4. Calendrier du projet : Du concept à la production de masse
6.5 Pourquoi la discipline en matière de délais reflète-t-elle la capacité des fournisseurs ?
Un fournisseur qui gère bien les projets personnalisés doit être en mesure d'expliquer où le temps est passé, ce qui peut être raccourci et ce qui ne doit jamais être fait à la hâte. C'est l'un des signes les plus clairs d'une véritable capacité de personnalisation. Dans le cadre d'un Flux de travail de la pulpe moulée sur mesure de Bioleader, Le contrôle de la ligne du temps est lié à clôture technique, et pas seulement aux promesses du calendrier. C'est pourquoi le plan de projet est construit autour de points de contrôle, et non autour d'hypothèses idéales.
Pour les acheteurs, c'est la bonne façon de lire le calendrier d'un projet. Le meilleur fournisseur de produits sur mesure n'est pas celui qui promet le calendrier le plus court dans le premier courriel. C'est celui qui peut passer de la conception à la production de masse en un temps record. moins de boucles de révision, des points d'approbation plus clairs et une exécution plus stable.
7. Logique du MOQ - Pourquoi les projets personnalisés ont besoin d'un seuil commercial différent
Les projets de pâte à papier moulée sur mesure nécessitent généralement un coût de revient plus élevé que les articles en stock. Il ne s'agit pas seulement d'une politique de vente. Il s'agit d'une question d'économie de projet. Dans la vaisselle en bagasse sur mesure, le seuil commercial doit absorber coût de l'outillage, coût de l'échantillonnage et de la correction, coût de la mise en place de la production, et la coordination supplémentaire requise pour une production de masse stable.
C'est pourquoi les projets sur mesure sont généralement plus viables lorsque l'acheteur a la demande au niveau des conteneurs ou un plan de volume stable à long terme. Dans de nombreux programmes pratiques, la demande mensuelle se situe dans la fourchette de 200 000 à 300 000 pièces, ou une demande annuelle atteignant un million de pièces ou plus, L'échelle de production permet de disposer d'une base plus réaliste pour répartir les investissements dans l'outillage et contrôler les coûts unitaires. Sans cette échelle, le développement personnalisé devient souvent difficile à justifier économiquement.
C'est également la raison pour laquelle Bioleader examine le MOQ avec demande annuelle, complexité du projetet stratégie d'outillage, plutôt que de traiter le MOQ comme un numéro de négociation autonome. Un projet peut commencer avec un seul conteneur, mais la véritable décision doit être basée sur le fait de savoir si le volume attendu est suffisamment important pour soutenir l'amortissement de l'outillage, l'efficacité de la production et la stabilité de l'approvisionnement à long terme.
| MOQ Chauffeur | Pourquoi c'est important | Implication dans la planification de l'acheteur |
|---|---|---|
| Amortissement de l'outillage | Le coût des moules doit être réparti sur un volume suffisant. | Une faible demande annuelle affaiblit l'argumentaire en faveur de la personnalisation. |
| Coût de la mise en place de la production | Les séries personnalisées nécessitent la préparation, l'ajustement et le contrôle de la ligne. | Les petites séries entraînent généralement un coût unitaire plus élevé. |
| Emballage et logistique | L'économie de l'exportation est plus forte au niveau des conteneurs. | La planification basée sur les conteneurs est plus efficace que la commande fragmentée. |
| Continuité du projet | La stabilité du volume de production permet une meilleure utilisation des moules et un meilleur contrôle des coûts. | La planification annuelle du volume est plus importante qu'une demande ponctuelle. |
Tableau 5. Principaux facteurs à l'origine du QMG dans les projets de pâte à papier moulée sur mesure
8. De l'échantillon approuvé à la production de masse stable
L'approbation de l'échantillon ne marque pas la fin du développement. C'est le début du contrôle de la production. Dans les projets de pâte moulée sur mesure, de nombreux problèmes n'apparaissent pas au stade du premier échantillon. Ils apparaissent lorsque le projet passe à la vitesse de production réelle, à l'outillage de production, aux tirages répétés et à l'emballage pour l'exportation. C'est pourquoi l'approbation de l'échantillon doit être suivie d'une transition contrôlée vers la production de masse.
Pour les acheteurs, il s'agit de l'un des points de risque les plus importants de l'ensemble du projet. Un échantillon peut sembler correct en termes de dimensions et d'apparence, mais la vraie question est de savoir si le même résultat peut être maintenu d'un bout à l'autre de la chaîne de production. lots de production multiples, différents quarts de travail, volume de sortie plus élevéet emballage au niveau de l'expédition. Si ce n'est pas le cas, le projet n'est pas encore stable au niveau de la production.
 |  |
8.1 Pourquoi l'approbation de l'échantillon ne garantit pas la stabilité de la production en série
Un premier échantillon approuvé est généralement fabriqué dans des conditions plus contrôlées qu'une série commerciale complète. Le volume de production est plus faible. L'objectif du processus est plus étroit. L'attention portée à la correction est plus grande. Lorsque le projet entre dans la phase de production normale, l'environnement opérationnel change. À ce moment-là, dérive dimensionnelle, variation de l'ajustement du couvercle, incohérence de l'imbrication, rugosité des bordsou fluctuation de l'apparence peuvent commencer à apparaître.
C'est pourquoi les fournisseurs solides ne considèrent pas l'approbation de l'échantillon comme la preuve finale de l'aptitude à la production. Ils la considèrent comme un point de référence qui doit encore être validé par rapport à la stabilité de l'outillage, à la répétabilité du processus et aux conditions de production. Du point de vue de Bioleader, les projets personnalisés les plus fiables sont ceux où l'étape de l'échantillon est suivie d'une logique claire de contrôle de la production, et non d'une mise à l'échelle à l'aveugle.
8.2 Essai pilote et examen du premier lot de production
Un essai pilote est une étape de contrôle, pas une formalité. Son objectif est de confirmer que la structure approuvée peut être reproduite dans des conditions de production réelles. Cette étape doit permettre de vérifier les dimensions, l'ajustement, l'empilabilité, le comportement de l'emballage et la cohérence visuelle avant que le projet ne soit lancé dans la production de masse de routine.
Pour les produits personnalisés contenants alimentaires en bagasse ou d'autres types de vaisselle, le premier lot de production doit être comparé à l'échantillon approuvé ou à l'échantillon doré. Cette comparaison ne doit pas se limiter à l'apparence. Elle doit également permettre de vérifier si le produit conserve la même logique structurelle dans les conditions de production. Si l'échantillon approuvé s'empile bien mais que le premier lot s'emboîte mal, il ne s'agit pas d'un problème mineur. Il s'agit d'un avertissement précoce d'une inadéquation de la production.
8.3 Cohérence entre l'échantillon d'or et l'échantillon de production
L'échantillon doré est la référence de contrôle. La production de masse doit être jugée à l'aune de ce critère. Cela comprend les dimensions, l'ajustement du couvercle, le toucher de la paroi, la finition des bords, la logique d'empilage et toute exigence fonctionnelle convenue. Sans norme de comparaison fixe, l'examen de la production devient subjectif et difficile à défendre.
Bioleader utilise la logique de l'échantillon d'or pour réduire l'ambiguïté dans les projets personnalisés. C'est important car les différences de production sont souvent minimes au début. Mais de petits écarts, s'ils sont ignorés au début, peuvent devenir des problèmes au niveau de l'expédition par la suite. Un projet stable est généralement construit en corrigeant les variations dès la première étape de la production, et non en les expliquant après l'apparition de plaintes.
8.4 Écarts de production typiques à un stade précoce
Les écarts de production les plus courants à un stade précoce sont les suivants dérive dimensionnelle, inadéquation des couvercles, incohérence des jantes, l'instabilité de l'empilement, l'aspect irrégulier de la surfaceet variation de l'emballage. Ces problèmes sont fréquents car le projet passe de l'approbation technique au rythme de production. L'objectif n'est pas de prétendre qu'ils ne se produisent jamais. L'objectif est de les détecter et de les corriger avant qu'ils ne deviennent des défauts commerciaux.
C'est pourquoi les fabricants à façon solides accordent une grande attention aux premiers cycles de production. Chez Bioleader, cette étape est traitée comme une étape de validation de la production plutôt que comme une étape de commande de routine. C'est là que l'usine prouve que le concept personnalisé approuvé peut devenir un produit commercial reproductible.
| Stade | Risque principal | Écart type | Méthode de contrôle |
|---|---|---|---|
| Échantillon approuvé | En supposant que le projet soit déjà prêt pour la production | Répétabilité non vérifiée | L'échantillon sert de référence et non de preuve définitive de la stabilité. |
| Course pilote | Inadéquation entre le concept approuvé et les conditions de production | Changement d'ajustement, changement d'emboîtement, dérive de l'apparence | Examen par rapport à l'échantillon d'or avant la diffusion complète |
| Premier lot de production | De petites variations se transforment en incohérences au niveau des lots | Dérive dimensionnelle, décalage de l'opercule, incohérence du bord | Verrouiller les points de contrôle et examiner rapidement les écarts |
| Production de masse | L'échelle de production cache une instabilité structurelle précoce | Variation de l'emballage, empilabilité instable, incohérence de l'apparence | Maintenir une discipline de production et de contrôle au niveau des lots |
Tableau 6. Comparaison des risques liés à l'approbation d'un échantillon et à la production de masse
9. Assurance de la qualité et points de contrôle technique
Qualité contrôle dans la pâte à papier moulée sur mesure est intégrée au processus, et non ajoutée à la fin. Un produit fini ne peut être stable que si les points de contrôle critiques ont déjà été gérés lors du formage, du séchage, du pressage à chaud, du découpage, de l'emboîtement et de l'emballage. Pour la vaisselle en bagasse sur mesure, cela est d'autant plus important que le produit n'est pas un format de stock. Il comporte une géométrie spécifique au projet, une logique d'ajustement et les attentes du client.
C'est pourquoi l'assurance qualité dans les projets personnalisés doit se concentrer sur répétabilité, Le contrôle de la qualité ne se limite pas à l'acceptation visuelle. Un produit peut sembler acceptable lors d'un contrôle aléatoire, mais présenter des défauts d'ajustement, d'empilage, de stabilité des bords ou de cohérence dimensionnelle une fois que le lot est emballé et expédié. Une forte capacité de personnalisation implique de contrôler les variables avant qu'elles ne deviennent des défauts visibles.
 |  |
9.1 Points de contrôle en cours de procédure
Les points de contrôle les plus importants ne se limitent pas à l'inspection finale. Ils commencent pendant la production. L'usine doit surveiller les conditions de formage, l'élimination de l'humidité, le comportement de la presse à chaud, la qualité des bords après le rognage, la stabilité de l'emboîtement et l'uniformité de l'emballage. Chaque étape a une incidence sur la pièce finale. Si le processus perd le contrôle au début, l'inspection finale ne peut découvrir le problème qu'après que la valeur a déjà été perdue.
 |  |
Au Bioleader, Le contrôle de la production sur mesure s'attache à maintenir la stabilité de la structure approuvée tout au long du processus. Cela signifie qu'il faut vérifier non seulement si la pièce est fabriquée, mais aussi si elle est fabriquée de la même manière, avec le même résultat fonctionnel, tout au long du cycle de production.
9.2 Dimensions critiques et contrôle de l'ajustement
Les dimensions et l'ajustement constituent la première ligne de contrôle technique. Pour de nombreux produits personnalisés, les points les plus sensibles sont la taille de l'ouverture, la profondeur, le profil du bord, l'engagement du couvercle et la géométrie de l'empilage. Si ces points sortent de la fourchette convenue, le produit peut encore avoir un aspect acceptable mais échouer à l'utilisation, à l'emballage ou à l'acceptation par le client.
C'est pourquoi les dimensions critiques doivent être définies avant la production et vérifiées à nouveau pendant la production. Plus la structure est personnalisée, moins il y a de place pour de vagues hypothèses de tolérance. Dans de nombreux projets sur mesure, un petit changement de dimension au niveau du bord ou du couvercle crée un problème fonctionnel beaucoup plus important au stade de la commercialisation.
9.3 Validation fonctionnelle si nécessaire
Certains projets personnalisés nécessitent plus qu'une approbation dimensionnelle. Ils peuvent également nécessiter résistance aux graisses, rétention du couvercle, stabilité de l'empilage, ou d'autres vérifications spécifiques à l'application. Ceux-ci doivent être examinés dans le cadre d'une validation spécifique au projet, et non comme des hypothèses universelles. Un produit destiné aux produits de boulangerie secs ne nécessite pas le même contrôle fonctionnel qu'un produit destiné aux plats chauds à emporter ou aux aliments préparés huileux.
C'est l'une des raisons pour lesquelles Bioleader traite le développement sur mesure et le contrôle de la production comme un seul et même système. L'usine ne doit pas seulement reproduire la forme. Elle doit reproduire les conditions d'utilisation approuvées.
9.4 Logique de qualité de l'emballage et de l'expédition
 |  |
La qualité du transport commence avant le chargement du conteneur. Si l'imbrication est instable, si l'emballage des cartons n'est pas cohérent ou si l'aspect des unités fluctue au cours du tirage, le résultat de l'exportation devient plus difficile à contrôler. Pour les articles personnalisés, la qualité de l'emballage est particulièrement importante car le projet a souvent des attentes commerciales plus strictes que les articles de réapprovisionnement.
Les acheteurs doivent donc considérer l'examen de l'emballage comme un élément de la qualité technique, et pas seulement comme une manipulation d'entrepôt. Dans le cas de la pâte moulée sur mesure, une mauvaise imbrication ou un emballage inégal peut nuire à l'économie de l'ensemble du projet en augmentant l'inefficacité du fret, en réduisant la cohérence du carton et en affaiblissant la perception du client à l'arrivée.
| Point de contrôle | Ce qui doit être contrôlé | Pourquoi c'est important |
|---|---|---|
| Formage et pressage | Formation de la forme de base, consistance des parois, stabilité structurelle | Une dérive précoce du processus entraîne une incohérence ultérieure des lots |
| Dimensions critiques | Taille de l'ouverture, profondeur, géométrie de la jante, points d'ajustement | De petits changements de dimensions peuvent créer des problèmes fonctionnels majeurs |
| Couvercle et logique d'empilage | Engagement du couvercle, emboîtement, désemboîtement, stabilité de la pile | Influence directe sur les performances d'utilisation et l'efficacité de l'emballage |
| Consistance de l'apparence | Finition des bords, uniformité de la surface, stabilité visuelle générale | Affecte l'acceptation par le client et la présentation commerciale |
| Emballage et préparation à l'expédition | Consistance du carton, densité de l'emballage, aptitude au transport | Protège l'économie de l'exportation et la qualité de l'arrivée |
Tableau 7. Principaux points de contrôle de l'AQ dans la production de vaisselle en bagasse sur mesure
10. Erreurs courantes commises par les acheteurs dans les projets de pâte à papier moulée sur mesure
La plupart des échecs des projets personnalisés ne commencent pas au moment de la production. Ils commencent avec les premières hypothèses. Lors du développement de la vaisselle en bagasse sur mesure, les acheteurs se concentrent souvent sur le prix du moule, l'apparence de l'échantillon ou la date de livraison prévue, mais ne tiennent pas compte des conditions techniques qui déterminent en fait si le projet peut passer sans heurts à l'échelle. Le résultat n'est pas toujours un échec retentissant. Le plus souvent, il s'agit d'un retard, de révisions répétées, d'un ajustement instable ou d'un produit qui devient plus cher que prévu.
10.1 Envoi de références visuelles sans détails techniques
Une photo, un croquis ou un article de référence du marché sont utiles, mais ils sont rarement suffisants. En l'absence de dimensions, de logique de profondeur, d'exigences en matière de couvercle, de notes sur les cas d'utilisation ou de prévisions de volume annuel, l'usine doit faire des suppositions. Le développement fondé sur des hypothèses est plus lent et plus risqué que le développement fondé sur des données.
10.2 Approbation d'échantillons sans discussion sur la tolérance
De nombreux acheteurs approuvent un échantillon parce qu'il semble acceptable, mais ne définissent pas la plage dimensionnelle encore acceptable pour la production. Cela devient un problème plus tard. Dans le cas de la pâte à papier moulée sur mesure, de petites variations dans la taille du bord, la profondeur ou la zone d'ajustement du couvercle peuvent créer des problèmes commerciaux beaucoup plus importants lors de l'emballage, de l'empilage ou de l'utilisation finale.
10.3 Se concentrer uniquement sur le coût de l'outillage et non sur la stratégie d'outillage
Le moule le moins cher n'est pas toujours le plus économique. Un itinéraire d'outillage qui semble moins coûteux au départ peut entraîner davantage de cycles de correction, une répétabilité plus faible ou une production moins stable. L'outillage doit être choisi en fonction de la logique du projet et non du seul devis.
10.4 Sous-estimation du temps nécessaire aux cycles de révision
Il est rare que les projets personnalisés passent directement du premier dessin à une production parfaite. Le retour d'information sur les échantillons, l'ajustement de la géométrie, la correction des couvercles et l'alignement des tolérances prennent du temps. Les acheteurs qui ne prévoient que le “meilleur calendrier possible” créent généralement de la pression à un stade qui n'est pas le bon.
10.5 Traiter le MOQ comme un simple numéro de négociation
Le MOQ dans le domaine de la pâte moulée sur mesure n'est pas seulement un seuil de vente. Il reflète l'amortissement de l'outillage, les coûts d'installation, l'efficacité de la production et l'économie de l'exportation. Un acheteur qui négocie la QMG sans tenir compte de la demande annuelle et de la valeur totale du projet peut obtenir un chiffre inférieur sur le papier, mais perdre l'affaire dans la pratique.
10.6 En supposant que l'approbation de l'échantillon équivaut à la préparation de la production
C'est l'une des erreurs les plus courantes et les plus coûteuses. Un échantillon peut confirmer une direction. Il ne prouve pas automatiquement la répétabilité du lot, la stabilité de l'emballage ou la cohérence au niveau de l'expédition. L'état de préparation de la production doit être vérifié et non présumé.
11. Cadre de l'ensemble des éléments de preuve / de l'ensemble des données
Un article sur l'emballage personnalisé du niveau d'un livre blanc a besoin d'une structure de preuves, et pas seulement d'une formulation forte. En 2026, l'autorité vient en montrant ce qui est basé sur la réglementation, ce qui est basé sur la logique de l'ingénierie et ce qui est basé sur l'expérience de la production réelle. Sans cette séparation, même un contenu techniquement correct peut sembler vague ou exagéré.
11.1 Ce qui doit être étayé par des preuves publiques ou émanant de tiers
Des éléments tels que les exigences réglementaires, la logique de certification, les classifications de base des matériaux et les normes générales de sécurité. procédé de fabrication de la pâte à papier moulée Le contexte doit être lié à des sources publiques ou tierces dans la mesure du possible. Cela donne à l'article une base de référence externe et réduit le risque d'avoir l'air de se définir soi-même.
11.2 Qu'est-ce qui doit être considéré comme une observation de la production interne ?
Une partie du contenu le plus précieux dans le développement de la pâte moulée sur mesure provient de l'expérience acquise en usine. Il s'agit notamment des modèles de déviation des étapes d'échantillonnage, du comportement de correction des moules, des défis en matière de cohérence au niveau des lots et des réalités du calendrier du projet. Ces points sont extrêmement utiles, mais ils doivent être présentés honnêtement comme suit observation de la production interne ou expérience en matière de projets, et non comme une loi universelle de l'industrie.
11.3 Ce qui ne doit jamais être revendiqué sans preuve spécifique au projet
Certaines affirmations sont trop absolues pour être utilisées sans preuve évidente. Il s'agit notamment de “zéro écart garanti”, “durée de vie fixe du moule pour chaque projet”, “MOQ universel pour tous les articles sur mesure” ou “calendrier exact de production en série quel que soit le stade de révision”.” Une autorité B2B forte provient de limites définies, et non d'une certitude exagérée.
Pour Bioleader, le meilleur moyen d'instaurer la confiance est de faire une distinction claire entre la logique de conformité publique, le jugement technique et l'expérience interne des projets personnalisés. Cela rend le contenu plus défendable pour les acheteurs et plus crédible pour les moteurs de recherche et les systèmes d'intelligence artificielle.
12. Recommandations finales pour les acheteurs
Le bon projet de pâte à papier moulée sur mesure commence par la faisabilité, et non par l'enthousiasme. Les acheteurs doivent d'abord s'assurer que le concept est fabricable, que le volume annuel permet de rentabiliser l'outillage et que le projet peut passer le cap de l'approbation de l'échantillon sans risque de tolérance non résolu. C'est la base d'un programme personnalisé stable.
Deuxièmement, traiter stratégie d'outillage comme une décision commerciale, et pas seulement comme un choix technique. Le choix du moule a une incidence sur le délai d'exécution, la souplesse de révision, la stabilité de la production et l'économie à long terme. Troisièmement, ne considérez pas un échantillon approuvé comme la fin du processus. Utilisez-le comme base d'un échantillon d'or et d'une logique de contrôle du pilote à la production. Quatrièmement, planifier la qualité de fabrication en fonction de la demande annuelle et de l'efficacité de l'approvisionnement au niveau des conteneurs, et non pas seulement en fonction de la quantité de premier ordre. Cinquièmement, prévoyez des délais tampons pour la révision et la clôture technique. Dans le domaine de la pâte moulée sur mesure, un progrès contrôlé est généralement plus rentable qu'une vitesse forcée.
Du point de vue de Bioleader, les projets de vaisselle en bagasse sur mesure les plus solides sont ceux qui s'alignent sur les objectifs suivants l'intention de conception, l'itinéraire de l'outillage, la validation de l'échantillon, la logique MOQ et la discipline de production avant que la commande n'atteigne son volume maximal. C'est ce qui transforme une demande d'emballage sur mesure en un programme à long terme commercialement stable.
13. FAQ
13.1 Puis-je personnaliser la vaisselle en bagasse à partir d'un dessin ou d'un échantillon physique ?
Oui. Un projet sur mesure peut commencer à partir d'un dessin en 2D ou en 3D, d'un échantillon physique ou d'un article de référence du marché. Toutefois, l'usine a besoin de suffisamment d'informations techniques pour évaluer la géométrie, la tolérance, la logique du couvercle et la faisabilité de la production avant que l'outillage ne soit confirmé.
13.2 Quelle est la différence entre un moule d'échantillonnage et un moule de production ?
Un moule d'échantillonnage est principalement utilisé pour confirmer la structure et procéder à un premier examen technique. Un moule de production est destiné à la répétabilité, à la production en volume et à la stabilité à long terme. Ces deux types de moules ont des objectifs différents et ne doivent pas être considérés comme interchangeables.
13.3 Comment le type de moule et le matériau d'outillage influencent-ils le coût et le délai d'exécution ?
Le matériau de l'outil influe sur la vitesse d'usinage, la durabilité, la précision et l'aptitude à la production. L'aluminium est souvent adapté à un développement plus rapide et à de nombreux projets de moyenne envergure. L'outillage en alliage d'acier inoxydable est généralement mieux adapté aux programmes à long terme et à forte intensité. Le bon choix dépend de la complexité du projet et du volume prévu.
13.4 Pourquoi le coût de revient des produits en pâte à papier moulés sur mesure est-il plus élevé que celui des produits en stock ?
Parce que les projets sur mesure doivent absorber les coûts d'outillage, les coûts d'installation, les coûts de correction et la coordination de la production. Dans de nombreux programmes commerciaux, une demande au niveau du conteneur ou un volume annuel stable est nécessaire pour répartir ces coûts de manière efficace.
13.5 L'approbation de l'échantillon garantit-elle la cohérence de la production de masse ?
Non. Un échantillon approuvé confirme la direction. Il ne garantit pas automatiquement la répétabilité du lot, la stabilité de l'emballage ou la cohérence au niveau de l'expédition. La stabilité de la production doit encore faire l'objet d'un examen pilote et d'un contrôle des premiers lots.
13.6 Quels sont les détails techniques à confirmer avant d'ouvrir un moule ?
Au minimum, le projet doit confirmer les dimensions, la profondeur, l'angle de dépouille, la logique de l'épaisseur des parois, la compatibilité des couvercles, le comportement d'empilage, les tolérances attendues et l'application cible. Si ces points ne sont pas clairs, le projet entre dans l'outillage avec un risque de révision plus élevé.
13.7 Combien de temps dure généralement un projet de vaisselle en bagasse sur mesure, de la conception à la production en série ?
Le délai dépend de la qualité de la conception, des cycles de révision, de la voie d'accès à l'outillage et de la vitesse d'approbation. Dans de nombreux projets pratiques, la confirmation des exigences et la révision de la conception prennent plusieurs jours, l'outillage du prototype et les premiers échantillons prennent environ une à deux semaines, et l'outillage de production peut prendre deux à trois semaines supplémentaires une fois que la structure est figée.
Prochaine étape pour les projets personnalisés
Que vous disposiez déjà d'un dessin, d'un échantillon physique ou simplement d'un premier concept, l'étape suivante doit être une étude de faisabilité - et non pas l'ouverture d'un moule à l'aveugle.
Pour les acheteurs disposant de dessins ou d'échantillons
Téléchargez votre dessin, vos détails dimensionnels ou votre échantillon physique de référence. Bioleader peut examiner la faisabilité, l'orientation de l'outillage, les risques dimensionnels et le calendrier prévisionnel du projet avant que le développement du moule ne commence.
Pour les marques qui envisagent un nouveau programme personnalisé
Vous n'avez pas encore évalué la qualité de fabrication, le type de moule, le calendrier de développement ou le volume annuel ? Commencez par remplir le formulaire ci-dessous et Bioleader examinera l'étendue de votre projet avant que les travaux d'outillage ou d'échantillonnage ne commencent.
Bioleader soutient les projets de pâtes moulées sur mesure en réalisant des études de faisabilité, en coordonnant l'outillage, en validant les échantillons et en planifiant la production pour l'exportation.
Soumettez les détails de votre projet personnalisé
Téléchargez votre dessin, des images d'échantillons ou des exigences de conception personnalisées. Plus les informations seront complètes, plus vite Bioleader pourra examiner la faisabilité, l'orientation de l'outillage, la logique du MOQ et le calendrier du projet.
Avis de droit d'auteur :
2026 Bioleader®. Si vous souhaitez reproduire ce contenu ou y faire référence, vous devez fournir le lien original et mentionner la source. Toute copie non autorisée sera considérée comme une contrefaçon.