1. Résumé exécutif
La vaisselle à base de canne à sucre sans PFAS est désormais un seuil d'approvisionnement et non plus un simple label de durabilité.. Dans le domaine de l'approvisionnement en fibres moulées, le choix technique essentiel n'est plus de savoir s'il faut supprimer la chimie fluorée, mais quelle voie de résistance aux graisses sans fluor peut encore offrir des performances stables, une fabrication évolutive et une conformité défendable. Pour la plupart des scénarios de plats chauds à emporter et de services alimentaires, les systèmes d'additifs internes haute performance offrent le meilleur équilibre de la résistance à la graisse, de l'efficacité du processus et de la viabilité commerciale. Les systèmes d'additifs internes à basse température restent pertinents pour les applications de la chaîne du froid, les applications ambiantes et les applications à faible teneur en graisse, mais leurs limites doivent être clairement comprises. En revanche, les systèmes de barrière physique tels que le laminage et les revêtements de surface peuvent permettre d'obtenir des performances de barrière plus élevées dans certains cas, mais ils entraînent également des coûts plus élevés, des traitements secondaires et des considérations réglementaires et de répulpabilité plus complexes. Cet article fournit un cadre technique d'approvisionnement pour l'évaluation des systèmes de barrière physique. Vaisselle en bagasse sans PFAS en matière de conformité, de résistance à la graisse, d'évolutivité de la fabrication et de risque lié à la vérification des fournisseurs, en s'appuyant sur la logique d'approvisionnement, les observations de fabrication et l'expérience en matière de contrôle de la qualité acquises dans le cadre de la production à long terme de fibres moulées et de la pratique de l'exportation au sein de l'entreprise. Bioleader.
- Principales bases réglementaires : L'approvisionnement en produits exempts de PFAS nécessite désormais des tests vérifiables sur le fluor, un alignement de la certification et un examen de la conformité spécifique au marché.
- Voie technique générale : Les systèmes d'additifs internes à haute performance restent l'option la plus pratique pour la plupart des applications de plats chauds à emporter et de services alimentaires.
- Performances faibles ou élevées : Les systèmes d'additifs à basse température sont adaptés aux aliments de la chaîne du froid, aux aliments ambiants et aux aliments à faible teneur en graisse, tandis que les systèmes à haute performance sont développés pour des applications plus exigeantes dans le domaine des plats à emporter.
- Niche alternative : Les systèmes de barrière externe, y compris le laminage et les revêtements de surface, sont principalement justifiés pour des exigences spéciales de haute barrière.
- Priorité à l'approvisionnement : Les acheteurs doivent comparer l'exécution reproductible à l'échelle de l'usine, et pas seulement les performances d'un échantillon de laboratoire.
2. Pourquoi le choix d'une technologie sans PFAS est important en 2026
En 2026, Les emballages exempts de PFAS ne sont plus un avantage en termes d'image de marque réservée aux acheteurs soucieux de durabilité. Elle est devenue une exigence de base en matière d'approvisionnement dans un nombre croissant de marchés des services alimentaires et des produits en contact avec les aliments. Pour les équipes d'approvisionnement qui achètent des produits en fibre moulée tels que coquilles de canne à sucre, Assiettes, bols, plateaux et récipients alimentaires, La vraie question n'est donc plus de savoir s'il faut supprimer les produits chimiques fluorés. Le véritable défi en matière d'approvisionnement est de savoir quelle voie de résistance aux graisses sans fluor peut encore offrir des performances reproductibles, une efficacité de production stable et une conformité défendable à l'échelle commerciale.
La vaisselle à base de canne à sucre se trouve aujourd'hui à l'intersection de trois exigences : la sécurité du contact alimentaire, Les acheteurs ne comparent plus aujourd'hui des produits de type “papier" avec des produits de type "papier", mais avec des produits de type "papier". Les acheteurs ne comparent plus un "vert”Ils comparent l'option "de l'eau" à l'option "conventionnelle". Ils comparent différentes Technique sans PFAS Chaque matériau a ses propres compromis en matière de tolérance à la chaleur, de résistance à la graisse, de complexité de traitement, de répulpabilité et de charge de preuves. Dans la pratique, cela signifie que le choix des matériaux ne suffit plus. La décision d'achat doit désormais inclure la logique de conception de la barrière, la capacité d'exécution en usine, la méthode d'essai et la traçabilité des documents.
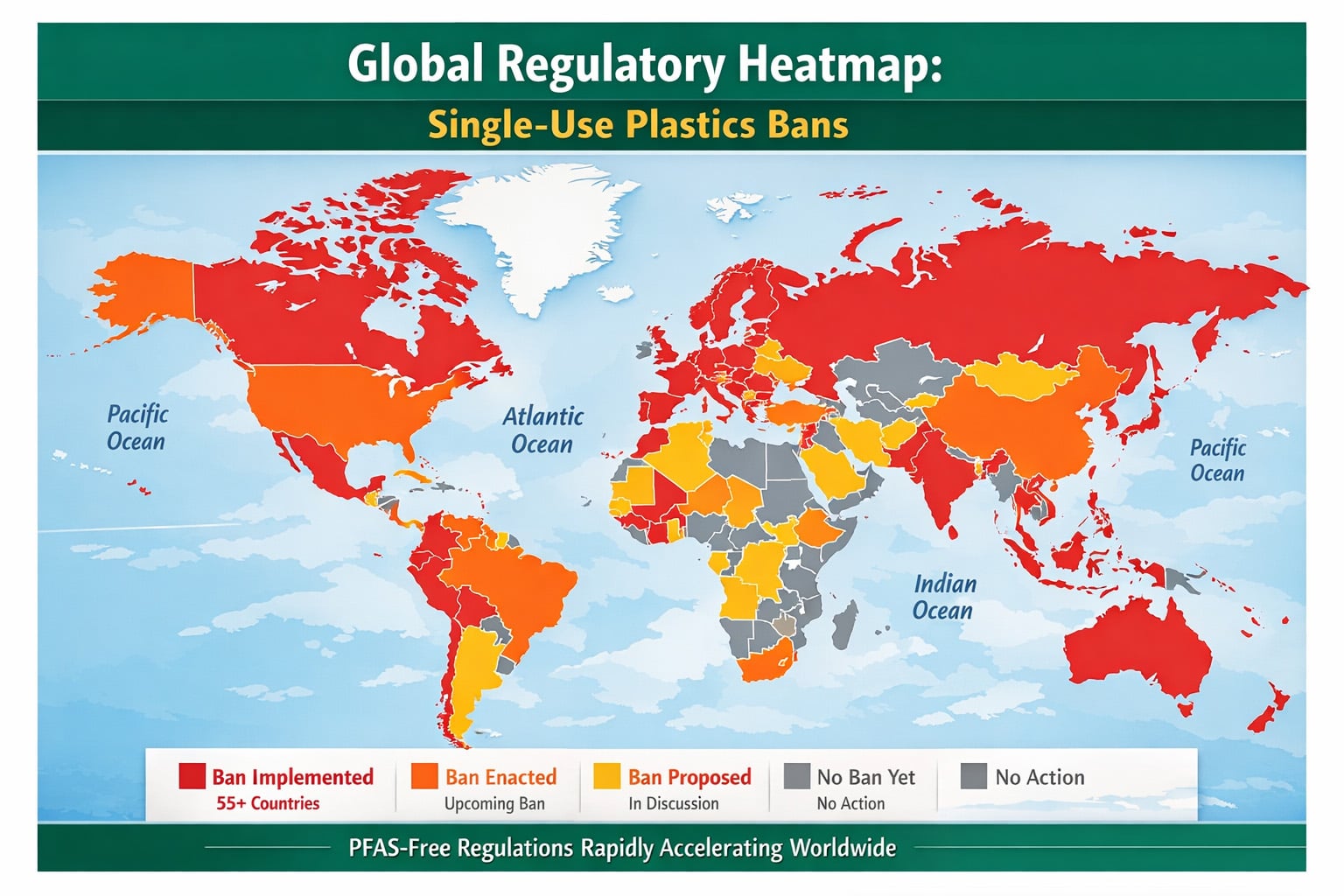
L'urgence est particulièrement évidente dans les chaînes d'approvisionnement tournées vers l'exportation. Dans l'Union européenne, le nouveau règlement sur les emballages et les déchets d'emballages introduit des limites de concentration explicites pour les PFAS dans les emballages en contact avec les aliments, applicables à partir du 12 août 2026. En Amérique du Nord, les acheteurs sont confrontés à une combinaison de restrictions sur les PFAS au niveau de l'État, d'exigences de contrôle du fluor basées sur la certification et d'actions de la FDA qui ont déjà retiré de l'efficacité de nombreuses notifications liées aux PFAS dans les emballages en contact avec les aliments. En conséquence, Les allégations relatives à l'absence de PFAS ne peuvent plus s'appuyer sur des déclarations vagues ou des termes de marketing.. Ils doivent être étayés par une logique de test, une documentation spécifique au produit et des décisions d'approvisionnement qui restent crédibles dans le cadre de l'examen réglementaire.
Pour les emballages en fibre moulée destinés aux services alimentaires, c'est la raison pour laquelle le choix de la technologie importe désormais plus que le libellé de la revendication. Un échantillon sans PFAS à bas prix qui fonctionne pour un test à température ambiante courte peut échouer dans de l'huile chaude, des temps de maintien prolongés ou une utilisation de plats à emporter riches en matières grasses. Un traitement de surface à haute barrière peut donner de bons résultats lors d'essais isolés, mais devenir commercialement faible une fois que le traitement secondaire, la perte de rendement et la pression de répulpabilité sont pris en compte. Le problème de l'approvisionnement en 2026 n'est donc pas simplement “ [ ?“Sans PFAS ou non.” Il s'agit de savoir comment sélectionner la bonne filière sans PFAS en fonction de l'application alimentaire, de la température de fonctionnement, du marché de conformité et de la réalité de la production.
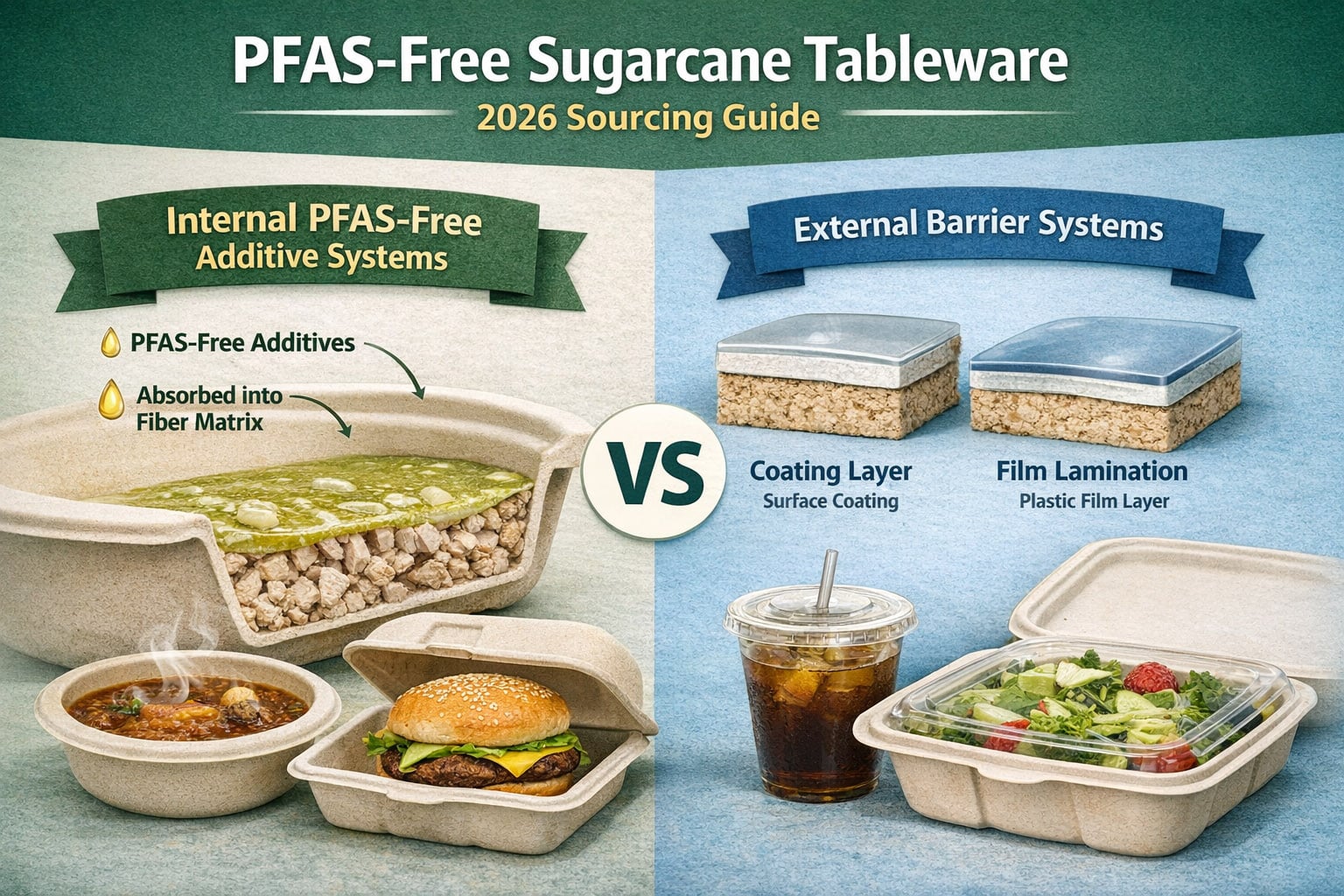
Ce guide s'articule autour de cette question. Il se concentre sur les deux principaux itinéraires techniques en cours de façonnage Approvisionnement en vaisselle de canne à sucre sans PFAS: les systèmes d'additifs internes sans PFAS et les systèmes de barrières externes. Il explique également pourquoi les acheteurs doivent faire la distinction entre les technologies d'additifs internes à basse température et à haute performance, pourquoi la stratification et le revêtement ne peuvent pas être traités comme des concepts interchangeables, et pourquoi les technologies d'additifs internes à haute performance ne peuvent pas être traitées comme des concepts interchangeables. la répétabilité à l'échelle de l'usine est plus importante que le succès d'un échantillon unique. En bref, il ne s'agit pas d'un aperçu environnemental. Il s'agit d'un cadre d'approvisionnement permettant de prendre des décisions techniquement et commercialement défendables en matière d'emballage en 2026.
3. Boîte à définitions : Termes, limites et signification de l'expression “sans PFAS”.
Avant de comparer les voies techniques, les acheteurs doivent clarifier le langage utilisé dans les déclarations des fournisseurs, les rapports d'essai et les spécifications des produits. Dans l'approvisionnement en fibres moulées exemptes de PFAS, la confusion commence souvent par la terminologie. Des mots tels que “Sans PFAS," "sans fluor," "résistant aux graisses," "enrobé," et "laminé”sont fréquemment utilisés comme s'ils signifiaient la même chose. Ce n'est pas le cas. Pour les équipes chargées des achats, de la conformité et du développement des produits, ces distinctions ne sont pas des détails sémantiques. Elles ont une incidence directe sur la manière dont un produit est testé, dont les performances sont interprétées et dont une décision d'approvisionnement est défendue.

| Durée | Sens du travail dans cet article |
|---|---|
| Sans PFAS | Une affirmation qui doit être étayée par une logique de test, une documentation et un examen de conformité spécifique au marché. |
| Sans fluor | Une expression commerciale courante qui est liée, mais pas identique, à une conclusion de conformité complète sur les PFAS. |
| Systèmes d'additifs internes sans PFAS | Chimie de résistance aux graisses et à l'eau sans fluor introduite dans le processus de fabrication des fibres moulées à partir du système de pâte à papier. |
| Systèmes de barrières extérieures | Structures barrières ajoutées à l'article en fibre moulée après ou au niveau de la surface du substrat principal. |
| Pelliculage | Une couche de film barrière distincte collée ou laminée sur le substrat de fibre. |
| Systèmes de revêtement de surface | Une couche barrière appliquée en surface, formée à partir de matériaux de revêtement liquides, aqueux, biosourcés ou similaires. |
| Résistance aux graisses | Un résultat de performance spécifique à l'application, influencé par le type d'aliment, la température, le temps de maintien, la structure et la cohérence du processus. |
Tableau 1. Termes clés utilisés dans ce guide
3.1. Sans PFAS est une allégation axée sur la conformité, et non une simple phrase de marketing.
Dans le contexte de l'approvisionnement professionnel, l'expression “sans PFAS” doit être comprise comme une affirmation qui doit être étayée par une chaîne de preuves définie. En fonction du marché et du cadre de certification, ces preuves peuvent inclure un contrôle du fluor, des tests de substances ciblées, des déclarations signées, une documentation sur les ingrédients et un examen de la conformité spécifique au produit. Elle ne doit jamais être traitée comme une phrase publicitaire autonome sans méthode, sans traçabilité des documents et sans identité de l'échantillon.
3.2. Les concepts "sans fluor" et "sans PFAS" sont liés, mais ils ne sont pas identiques.
“L'expression ”sans fluor“ est souvent utilisée dans les communications commerciales pour désigner l'absence de produits chimiques fluorés ajoutés intentionnellement. Toutefois, le dépistage basé sur le fluor et la détermination des PFAS ne constituent pas la même question analytique. Un résultat relatif au fluor peut être utilisé comme un indicateur ou un outil de dépistage, tandis que la conformité aux PFAS peut nécessiter une interprétation plus large impliquant une analyse ciblée, un contexte de fluor total, des déclarations et une documentation technique. En d'autres termes, une simple déclaration de ”non-détection" ne signifie pas automatiquement que le produit a été entièrement caractérisé dans tous les cadres PFAS pertinents.
3.3. Les systèmes d'additifs internes ne sont pas les mêmes que les systèmes de barrières externes.
Dans cet article, Systèmes d'additifs internes sans PFAS se réfère à la chimie de résistance à l'eau et à la graisse sans fluor introduite dans le processus de fibre moulée à partir du système de pâte à papier. Ces additifs sont intégrés dans le processus de production avant le formage final et le pressage à chaud. Leur valeur commerciale réside dans l'intégration du processus, l'évolutivité de la production et la réduction de la dépendance à l'égard du traitement de surface secondaire.
En revanche, Systèmes de barrières extérieures se réfère aux structures de barrière ajoutées à l'article en fibre moulée après ou au niveau de la surface du substrat principal. Dans ce guide, les systèmes de barrière externe comprennent deux sous-catégories distinctes : Pelliculage et Systèmes de revêtement de surface. Ces voies peuvent améliorer la performance de la barrière dans certaines applications, mais elles ne doivent pas être confondues avec la technologie additive interne.
3.4. Le pelliculage et le revêtement ne sont pas des termes interchangeables
Lamination se réfère à une couche de film barrière distincte qui est collée ou laminée sur le substrat en fibre. La logique technique repose sur le fait qu'une couche de matériau séparée crée une barrière physique. Revêtement, En revanche, le terme "barrière" désigne une couche de surface formée de matériaux de revêtement liquides, aqueux, biosourcés ou similaires qui sont appliqués, séchés et fixés à la surface du substrat. Tous deux font partie des systèmes de barrière externe, mais ils diffèrent en termes de structure, de flux de processus, de profil de défaut et d'interprétation de la réglementation. Pour la rédaction technique et l'examen des sources d'approvisionnement, ils ne doivent jamais être traités comme des termes interchangeables.
3.5. La résistance à la graisse est un résultat de performance spécifique à l'application
"Résistance aux graisses”La résistance aux graisses ne doit pas être interprétée comme une propriété universelle oui ou non. Dans les emballages en fibre moulée, la résistance à la graisse dépend du système alimentaire, de la température de contact, du temps de maintien, des conditions de remplissage, de la conception de la structure, de l'épaisseur des parois et de la régularité de la production. Un produit qui donne de bons résultats pour les aliments froids ou ambiants peut se révéler inefficace en présence d'huile ou de sauces chaudes, ou de cycles de livraison longs. C'est la raison pour laquelle l'article fait la distinction entre systèmes d'additifs internes à basse température et systèmes d'additifs internes à haute performance au lieu de traiter tous les additifs sans PFAS comme une seule catégorie.
3.6. Cet article ne part pas du principe qu'un seul itinéraire est toujours correct
Ce guide ne part pas du principe que toute solution de barrière externe est automatiquement inférieure, ni que tout système d'additif interne est automatiquement conforme ou très performant. L'objectif de ce livre blanc est plus étroit et plus pratique : définir correctement les itinéraires techniques, les comparer dans les conditions d'approvisionnement et aider les acheteurs à décider quel itinéraire est commercialement, opérationnellement et réglementairement défendable pour une application donnée.
4. Base réglementaire 2026 - Ce que les acheteurs doivent réellement respecter
Pour les acheteurs de Vaisselle en canne à sucre sans PFAS, L'examen réglementaire en 2026 ne peut se réduire à un certificat unique ou à une déclaration générale du fournisseur. La base de conformité est désormais déterminée par une combinaison des éléments suivants seuils de PFAS spécifiques au marché, exigences en matière de documentation sur le contact alimentaireet l'examen de plus en plus approfondi des structures barrières dans les emballages à base de fibres. En termes pratiques, cela signifie que les acheteurs doivent évaluer non seulement si un produit est présenté comme exempt de PFAS, mais aussi comment cette affirmation est étayée, quelle logique d'essai a été utilisée et si la structure du produit reste commercialement défendable dans le cadre de l'évolution des règles d'emballage.
Pour les équipes d'achat tournées vers l'exportation, le changement le plus important est que la conformité aux PFAS n'est plus un sujet périphérique lié au développement durable. Elle fait désormais partie de l'approbation générale des emballages, en particulier lorsque la sécurité du contact alimentaire, les revendications de compostabilité, les attentes en matière de recyclabilité et les politiques de réduction du plastique se croisent. Dans les emballages de restauration en fibre moulée, cela est particulièrement important car la vaisselle en canne à sucre doit souvent répondre à plusieurs objectifs de performance et de conformité en même temps : résistance à la graisse, tolérance à la chaleur, sécurité du contact avec les aliments et profil crédible de matériau circulaire.
4.1 Union européenne : Le PPWR est devenu le principal point de référence pour 2026

Pour les emballages en contact avec des denrées alimentaires mis sur le marché de l'UE, la Règlement sur les emballages et les déchets d'emballages constitue désormais le point d'ancrage réglementaire le plus important pour l'examen des PFAS. A partir de 12 août 2026, Les emballages en contact avec les denrées alimentaires ne doivent pas contenir de PFAS à des concentrations égales ou supérieures aux limites fixées par le règlement. Il s'agit notamment d'une limite de 25 ppb pour chaque PFAS, 250 ppb pour la somme des PFASet 50 ppm pour les PFAS totaux. En outre, si le fluor total dépasse 50 mg/kg, les fabricants doivent être en mesure de démontrer la source de fluor dans le cadre de la documentation technique. Pour les acheteurs, cela signifie qu'une allégation générale “sans PFAS” ne suffit plus. Ce qui compte, c'est de savoir si le fournisseur peut fournir un ensemble de preuves spécifiques au produit, en accord avec la logique analytique applicable et la charge de documentation.
L'implication commerciale est tout aussi importante. Le cadre de l'UE en matière d'emballages ne se limite pas à un resserrement autour des substances préoccupantes ; il oriente également le marché vers des structures d'emballage plus faciles à justifier dans un contexte d'économie circulaire. C'est pourquoi les produits à base de fibres, dont la logique matérielle est plus simple, peuvent offrir une meilleure position d'approvisionnement à long terme que les structures qui dépendent fortement de couches barrières supplémentaires. Pour les équipes chargées des achats, la question n'est plus seulement de savoir si un produit peut passer un test aujourd'hui, mais si sa structure reste stratégiquement défendable lors de la prochaine phase d'examen des emballages.
4.2 Pourquoi les structures en fibres stratifiées ou enduites doivent-elles faire l'objet d'un examen plus approfondi en Europe ?
Dans le contexte réglementaire européen, les acheteurs doivent également faire la distinction entre les articles en fibre moulée qui restent essentiellement basés sur la fibre et ceux qui reposent sur des couches barrières contenant du plastique. Les orientations de l'UE sur les plastiques à usage unique ont déjà clairement indiqué que les produits en papier ou en carton avec une doublure ou un revêtement en plastique peuvent toujours faire l'objet d'une interprétation réglementant les plastiques. Cela ne signifie pas que toute structure laminée ou revêtue est automatiquement non conforme. Cela signifie que les systèmes de barrières externes impliquent généralement une charge d'interprétation plus importante, En outre, les acheteurs doivent défendre la recyclabilité, la repulpabilité ou la réduction des matières plastiques en plus de la conformité aux PFAS.
C'est pourquoi les produits en fibres moulées laminées et enduites ne doivent pas être évalués uniquement en fonction de leurs performances immédiates en matière de barrière. Les acheteurs doivent également se demander si la structure crée des questions réglementaires supplémentaires, des limitations de recyclage ou des risques d'accès au marché dans les régions où la pureté des fibres et la circularité deviennent des critères d'achat de plus en plus importants.
4.3 Amérique du Nord : la logique de certification, les restrictions nationales et les signaux de la FDA fonctionnent désormais ensemble
En Amérique du Nord, la situation en matière de conformité est déterminée par trois mécanismes qui se chevauchent : les exigences de certification, les restrictions imposées par les États en matière d'emballages alimentaires et les mesures réglementaires fédérales. Pour les produits compostables destinés à la restauration, l'ICPE reste l'un des points de référence les plus clairs. Sa politique en matière de produits chimiques fluorés exige la preuve que la formule du produit ne contient pas de produits chimiques fluorés, des résultats d'essais d'un laboratoire agréé par le BPI montrant un maximum de 100 ppm de fluor organique total, et une déclaration signée confirmant qu'aucun produit chimique fluoré ajouté intentionnellement n'est présent. Pour les équipes d'approvisionnement, l'importance de cette exigence ne réside pas seulement dans le nombre lui-même. Il s'agit du fait que la conformité doit être étayée par des documents et des preuves de laboratoire.
La réglementation au niveau de l'État ajoute un autre niveau de responsabilité. L'État de Washington, par exemple, exige des certificats de conformité pour les catégories d'emballages alimentaires à usage restreint et précise que les fabricants doivent conserver ces documents pendant toute la durée d'utilisation de l'emballage et pendant une période définie après la distribution. Ainsi, la conformité aux PFAS ne se limite plus à un langage marketing, mais devient une documentation vérifiable de la chaîne d'approvisionnement. Les acheteurs qui travaillent avec des fibre moulée Les bols, les plaques, les conteneurs à couvercle ouvert ou les conteneurs fermés doivent donc s'attendre non seulement à des déclarations, mais aussi à des enregistrements de conformité traçables qui correspondent aux types de produits réels.
Au niveau fédéral, l'action de la FDA a encore renforcé l'abandon par le marché des produits anti-graisse à base de PFAS dans les emballages alimentaires en papier et en carton. L'agence a déterminé que 35 notifications de contact alimentaire liées aux PFAS n'étaient plus valables depuis le 6 janvier 2025, avec une date de mise en conformité de 30 juin 2025 pour certains emballages alimentaires en papier produits, fournis ou utilisés avant cette date. Pour les professionnels de l'approvisionnement, il s'agit d'un signal fort indiquant que la conversion sans PFAS n'est plus une tendance spéculative. Elle est déjà inscrite dans l'orientation réglementaire du marché nord-américain de l'emballage.
4.4 Ce que cela signifie pour les acheteurs de vaisselle en canne à sucre sans PFAS
 |  |
La conséquence pour les marchés publics est simple : les acheteurs ne doivent plus approuver la vaisselle en bagasse sans PFAS sur la base d'un seul logo, d'une déclaration générique ou d'un test d'échantillon unique. Le référentiel 2026 nécessite un examen plus structuré. Au minimum, les acheteurs doivent confirmer quelle norme de marché est visée, quel type de test sur le fluor ou les PFAS a été utilisé, si le résultat du test correspond à l'UGS réelle et à la construction du produit, et si le produit repose sur un système d'additif interne ou sur une structure de barrière externe qui peut créer des questions supplémentaires en matière de réglementation ou de recyclage.
En d'autres termes, la conformité réglementaire et la conception technique ne peuvent plus être examinées séparément. Pour la vaisselle en canne à sucre sans PFAS, la décision d'approvisionnement défendable est celle qui aligne langue de la demande, champ d'application du test, structure du produitet destination du marché dans une logique d'approbation unique. C'est la base de la comparaison technique qui suit dans les sections suivantes.
5. Pourquoi la résistance à la graisse dans les fibres moulées est un problème de processus, pas un slogan
Dans les emballages de restauration en fibre moulée, la résistance aux graisses est souvent abordée comme s'il s'agissait d'une simple caractéristique du produit. En réalité, il s'agit d'une résultat de la performance contrôlé par le processus. A bol de canne à sucre, Le fait qu'un produit soit étiqueté "sans PFAS", "compostable" ou "moulé à partir de fibres végétales" ne suffit pas pour qu'il devienne commercialement fiable. Ce qui détermine la performance dans le monde réel, c'est la capacité du système de production complet à créer une structure de fibre qui reste stable lorsqu'elle est exposée à l'huile, à la chaleur, à l'humidité, à la pression et au temps.
Cette distinction est essentielle pour les acheteurs, car la fibre moulée ne se détériore pas de la même manière que les emballages en plastique ou en film. Dans la vaisselle en canne à sucre, la migration des graisses est généralement liée aux facteurs suivants la porosité des fibres, les points faibles locaux, la densité structurelle et la cohérence du traitement. Un produit peut sembler visuellement acceptable lors du premier remplissage, mais présenter une ombre d'huile sur la face arrière, un suintement des bords, un ramollissement local ou une pénétration du panneau inférieur après plusieurs minutes de contact avec des aliments chauds. C'est pourquoi la résistance à la graisse ne doit jamais être évaluée uniquement en fonction de l'apparence au moment de l'utilisation. Elle doit être évaluée dans des conditions d'application définies.
5.1 La structure des fibres est le point de départ, pas la réponse finale

La bagasse de canne à sucre est un substrat de fibre moulée solide et commercialement attrayant, mais elle n'est pas naturellement un matériau à haute barrière. Comme d'autres structures de fibres végétales, elle contient un réseau de pores, d'intersections de fibres et de régions à densité variable créés lors du formage, de la déshydratation et du pressage à chaud. Ces caractéristiques structurelles sont précisément ce qui rend le produit léger, compostable et fabricable à grande échelle. Elles sont également la raison pour laquelle une pénétration incontrôlée d'huile et d'humidité peut se produire si la conception de la barrière est faible ou si les conditions de production sont instables.
C'est pourquoi un article en fibre moulée sans PFAS ne doit jamais être jugé uniquement en fonction de l'identité du matériau. L'appellation “bagasse” n'est pas une garantie de performance en soi. Deux produits fabriqués à partir de la même fibre de base peuvent se comporter très différemment en fonction du système d'additifs, de la conception du moule, de l'épaisseur de la paroi, des conditions de presse, de l'efficacité de la déshydratation et de l'homogénéité du postformage. En matière d'approvisionnement commercial, la véritable question technique n'est pas de savoir si le substrat est durable. Il s'agit de savoir si la structure finie est conçue et produite pour survivre à la charge de contact alimentaire prévue.
5.2 La défaillance de la graisse est généralement un événement structurel avant qu'elle ne devienne une plainte visible
De nombreux acheteurs n'évaluent la résistance à la graisse qu'après l'apparition d'un problème de fuite visible. C'est trop tard. Dans la pratique, la défaillance des fibres moulées commence souvent par une faiblesse structurelle bien avant qu'elle ne devienne une plainte évidente du client. L'huile peut se déplacer à travers les régions à faible densité, les transitions des bords, la géométrie des angles, les rebords d'étanchéité ou les zones de stress créées pendant l'empilage et le transport. Lorsqu'un produit présente des taches ou des fuites évidentes, le système de barrière sous-jacent n'est souvent pas performant depuis un certain temps.
C'est également la raison pour laquelle les performances du panneau central ne suffisent pas. Un fond de cuvette peut sembler stable lors d'un essai statique sur banc, alors que la zone du bord, la transition entre les parois latérales ou le bord du compartiment devient le véritable point de défaillance lors d'une utilisation réelle à emporter. Les acheteurs doivent donc considérer la résistance à la graisse comme une question de performance de l'ensemble de la structure, et non comme une affirmation de laboratoire concernant une surface plane.
5.3 La chaleur, la charge d'huile et le temps de maintien sont des variables différentes qui ne doivent pas être mélangées.
 |  |
L'une des erreurs les plus courantes en matière d'approvisionnement consiste à décrire une application alimentaire de manière trop générale. “Aliments chauds”n'est pas une méthode d'essai. Un emballage en fibre moulée rempli de riz chaud se comporte très différemment d'un emballage contenant du poulet frit, du curry, des nouilles huileuses ou une soupe avec une couche superficielle riche en graisses. La température a son importance, mais elle n'explique pas à elle seule les performances. La charge d'huile, la durée du contact et la géométrie du produit sont tout aussi importantes.
C'est pourquoi un produit sans PFAS qui fonctionne bien pour un contact de courte durée avec des aliments chauds peut néanmoins échouer en cas de cycles de distribution plus longs, de concentration de graisse plus élevée ou de rétention répétée de la chaleur. C'est également la raison pour laquelle les systèmes d'additifs internes à basse température et les systèmes d'additifs internes à haute performance ne doivent pas être regroupés comme s'ils servaient la même gamme d'applications. La différence entre eux n'est pas seulement une question de marketing. Il s'agit d'une différence dans les conditions d'utilisation prévues et dans la capacité du processus.
| Variable | Pourquoi c'est important | L'erreur typique de l'acheteur |
|---|---|---|
| Température des aliments | Une température plus élevée peut accélérer le ramollissement des fibres, la migration de l'humidité et le stress de la barrière. | Traiter tous les “aliments chauds” comme une seule condition. |
| Charge d'huile | Les aliments riches en graisses posent un problème de pénétration différent de celui des aliments secs ou pauvres en graisses. | En supposant que le riz chaud et les nouilles huileuses requièrent le même niveau de barrière. |
| Temps de maintien | Une durée de contact plus longue augmente le risque de taches sur la face arrière, de suintement et d'affaiblissement de la structure. | L'approbation d'un échantillon sur la base d'un test de contact de courte durée. |
| Géométrie du produit | Les coins, les jantes, les transitions entre les flancs et les bords des compartiments sont souvent les premiers points de défaillance. | L'évaluation ne porte que sur le panneau central ou la zone du fond plat. |
| Épaisseur de la paroi | Les zones à parois minces sont plus sensibles aux variations de porosité et à la pénétration de la graisse. | Réduire le poids sans revalider la performance des barrières. |
| Cohérence du processus | La stabilité de la résistance à la graisse dépend de la répétabilité des conditions de formage, de déshydratation et de pressage à chaud. | Juger la performance à partir d'un seul lot d'échantillons. |
Tableau 2. Variables clés affectant la résistance à la graisse des emballages en fibre moulée
5.4 La condensation, l'humidité et la graisse ne constituent pas le même mode de défaillance
Une autre source de confusion fréquente est l'interprétation erronée des effets liés à l'humidité. Dans les emballages en fibre moulée, la condensation et la pénétration de graisse ne sont pas des phénomènes identiques. Un produit rempli à chaud peut générer de l'humidité visible ou de l'humidité de surface en raison de la migration de la vapeur et de la différence de température, en particulier lors de l'utilisation d'un couvercle pour les plats à emporter. Cela ne signifie pas automatiquement que le système de résistance aux graisses a échoué. La question la plus importante est de savoir s'il y a réellement percée de l'huile, ramollissement des fibres, affaiblissement de la structure ou taches persistantes sur le dos liées à la migration des graisses.
Pour une évaluation sérieuse des produits, les acheteurs doivent respecter au moins trois conditions : exposition à l'humidité chaude, exposition à l'huile chaudeet stress combiné chaleur-gras-temps d'attente. Un fournisseur qui ne peut pas distinguer ces conditions dans les tests ou les recommandations de produits a peu de chances de fournir des conseils fiables sur l'absence de PFAS pour une utilisation réelle dans les services alimentaires.
5.5 En 2026, la résistance aux graisses est une question de discipline industrielle
D'ici 2026, le marché ne se demandera plus seulement si un produit en fibre moulée sans PFAS peut passer un test sur un échantillon isolé. La question la plus importante est de savoir si la même performance peut être maintenue dans le cadre d'une production commerciale, de plusieurs UGS et de lots d'exportation répétés. C'est pourquoi la résistance aux graisses doit être traitée comme une question de discipline de fabrication. La chimie des additifs est importante, mais la préparation de la pâte, le contrôle du dosage, la stabilité du formage, la température du moule, le temps de séjour, la variation de l'épaisseur de la paroi et la discipline du contrôle de la qualité le sont tout autant.
Du point de vue de l'approvisionnement, c'est à ce stade que de nombreux fournisseurs commencent à se séparer. Certains peuvent produire un échantillon de laboratoire acceptable. Moins nombreux sont ceux qui peuvent maintenir des performances reproductibles lorsque la vitesse de production augmente, que la quantité de cartons s'accroît et que plusieurs formats de produits sont utilisés en parallèle. Pour les acheteurs, le véritable risque d'achat est rarement le premier échantillon. C'est l'incohérence à l'échelle commerciale.
C'est aussi là que L'expérience de production de Bioleader devient pertinent. Dans l'offre d'exportation de fibres moulées, la résistance à la graisse n'est pas gérée comme une revendication portant sur un seul matériau. Elle est gérée comme le résultat combiné de la structure de la fibre, du contrôle du processus, de la sélection des additifs et de l'adéquation de l'application. C'est pourquoi la section suivante se concentre d'abord sur les systèmes d'additifs internes sans PFAS, y compris la différence pratique entre les voies à basse température et à haute performance, avant de passer aux systèmes de barrière externes tels que la stratification et les revêtements de surface.
6. Voie A - Systèmes internes d'additifs sans PFAS
Parmi les filières technologiques sans PFAS disponibles, on trouve emballages en fibre moulée pour la restauration, Les systèmes d'additifs internes restent le point de départ le plus pertinent d'un point de vue commercial. Leur importance tient à un fait pratique : ils sont conçus pour renforcer les performances en matière de résistance aux graisses et à l'humidité dans le processus de fabrication de la fibre moulée lui-même, plutôt que de s'appuyer principalement sur une couche de barrière post-formage séparée. Pour les acheteurs, cela est important car les systèmes intégrés sont généralement plus faciles à mettre à l'échelle, plus faciles à contrôler en production et plus faciles à évaluer dans le cadre d'un processus de fabrication complet plutôt que comme un traitement de surface isolé.
Dans le cadre de l'approvisionnement commercial, les systèmes d'additifs internes sont souvent la solution qui permet d'équilibrer au mieux les performances, le rendement et le coût pour les applications courantes de vaisselle à base de canne à sucre. Ils ne constituent pas automatiquement l'option barrière la plus solide dans tous les cas d'utilisation extrêmes, mais ils sont souvent la solution la plus pratique pour les emballages de produits à emporter en grande quantité, pour lesquels les acheteurs ont besoin d'une résistance à la graisse reproductible sans ajouter une complexité structurelle excessive. C'est également la raison pour laquelle les systèmes internes ne doivent pas être considérés comme une catégorie générique unique. Dans le domaine de l'approvisionnement et de la fabrication, il existe une différence majeure entre systèmes d'additifs internes à basse température et systèmes d'additifs internes à haute performance.
 |  |
6.1 Que signifient les systèmes d'additifs internes ?
Dans cet article, les systèmes d'additifs internes sans PFAS font référence à la chimie de résistance à la graisse et à l'eau sans fluor introduite dans le processus de production des fibres moulées, généralement par le biais du système de pâte avant le formage final et le pressage à chaud. La logique commerciale est simple : plutôt que de construire la barrière principalement par le biais d'un film externe séparé ou d'une couche de revêtement, le producteur cherche à améliorer les performances de résistance de l'article final par le biais d'une chimie intégrée au processus, combinée au formage, à la déshydratation et au contrôle du pressage à chaud.
Cette distinction est importante car les systèmes internes sont souvent mal compris, comme s'ils étaient simplement “.“les matières ajoutées à la pâte.” Dans la pratique, l'additif lui-même ne représente qu'une partie du résultat. Les performances réelles dépendent de la manière dont l'additif interagit avec la distribution des fibres, la densité structurelle, l'élimination de l'humidité et les conditions de formage thermique. C'est pourquoi deux fournisseurs peuvent prétendre utiliser des additifs internes sans PFAS, tout en offrant des performances très différentes une fois que le produit est rempli d'aliments chauds, huileux ou de longue conservation à emporter.
Du point de vue de l'approvisionnement, le principal atout d'un système interne est qu'il peut être évalué dans le cadre d'un itinéraire de fabrication complet. Les acheteurs ne se contentent pas d'examiner une allégation chimique. Ils cherchent à savoir si le fournisseur peut maintenir une fenêtre de processus stable pour la préparation de la pâte, le contrôle des additifs, la cohérence du formage, le pressage à chaud, la variation de l'unité de gestion des stocks et la sortie du lot final.
6.2 Systèmes d'additifs internes à basse température
Les systèmes d'additifs internes à basse température sont généralement destinés à des environnements moins exigeants en matière de résistance aux graisses. En pratique, ces systèmes sont généralement mieux adaptés à la chaîne du froid, les applications ambiantes, les aliments secs ou les applications à faible teneur en graisse où l'emballage n'est pas exposé à une huile chaude prolongée, à une forte charge de graisse ou à de longues conditions de maintien à haute température. Ils restent souvent intéressants d'un point de vue commercial parce qu'ils sont plus proches de l'économie de production standard et qu'ils peuvent supporter une fabrication en grande série avec une charge de performance et de coût plus faible.
Ce type de système peut être tout à fait approprié lorsque l'application est correctement adaptée. Par exemple, les produits utilisés pour les salades, les fruits, les produits de boulangerie, les repas à température ambiante ou le contact de courte durée avec des aliments relativement pauvres en matières grasses peuvent ne pas nécessiter la marge de barrière plus élevée d'un système interne plus exigeant. Dans ces cas, une ingénierie trop poussée du produit ne ferait qu'augmenter les coûts sans apporter de réelle valeur commerciale.
Le risque d'approvisionnement commence lorsque les acheteurs ou les fournisseurs traitent les systèmes à basse température comme s'ils étaient universellement adaptés à tous les emballages en fibre moulée sans PFAS. Ce n'est pas le cas. Lorsque le profil de l'aliment évolue vers une utilisation plus chaude, riche en huile, en sauce ou en plats à emporter plus longs, la fenêtre de performance change de manière significative. Un produit approuvé pour des conditions d'utilisation légères peut alors présenter des ombres à l'arrière, des suintements sur les bords, un ramollissement local ou une consistance instable dans le cadre d'une utilisation réelle en restauration. C'est pourquoi un système interne à basse température ne doit être approuvé qu'en fonction du profil d'application réel, et non en fonction d'une allégation générique générale telle que “sans danger pour les aliments chauds” ou “résistant aux graisses”.”
6.3 Systèmes d'additifs internes sans PFAS à haute température
Sans PFAS à haute température Les systèmes d'additifs internes sont développés pour des applications de fibres moulées plus exigeantes où la charge de graisse, la contrainte de température et le temps de maintien sont matériellement plus élevés. En termes d'approvisionnement, il s'agit de la voie la plus pertinente pour les plats chauds à emporter, les aliments préparés huileux, les applications à forte teneur en sauce et d'autres environnements de restauration exigeants. Leur valeur commerciale réside dans le fait qu'ils offrent une meilleure résistance aux graisses tout en conservant les avantages opérationnels d'un processus intégré de fibres moulées.
D'un point de vue technique, ces systèmes ne doivent pas être considérés comme utilisant simplement le même additif à un niveau plus élevé. Dans le cadre d'une production bien contrôlée, il est préférable de les considérer comme le résultat coordonné de la chimie interne des additifs, de l'interaction entre les fibres et la surface, de la stabilisation du processus et de la densification par pressage à chaud. L'effet barrière final est influencé par l'efficacité du système sur l'ensemble de la structure de l'article, y compris les régions à faible densité, les transitions entre les parois latérales, les coins, les rebords et d'autres zones où les produits en fibre moulée échouent généralement en premier dans le cadre d'une utilisation réelle à emporter.
C'est également à ce stade que la discipline en matière de processus devient décisive. Un système interne sans PFAS à haute température ne peut justifier sa demande que si l'usine peut maintenir la stabilité de la consistance de la pâte, du dosage des additifs, de l'ordre de mélange, du comportement de déshydratation, de la température du moule, du temps de séjour et du contrôle de l'épaisseur de la paroi. Sans cette discipline, même un ensemble d'additifs techniquement avancés peut produire des résultats commerciaux incohérents. Sur la base de L'expérience de Bioleader en matière de production de fibres moulées, Les résultats les plus fiables en matière d'absence de PFAS à haute température ne sont pas obtenus par le biais d'une revendication portant sur un seul matériau, mais par le biais d'une fenêtre de processus reproductible qui reste stable entre les différentes unités de stock et les lots d'exportation.
Pour les acheteurs, la signification pratique est claire : les systèmes internes sans PFAS à haute température sont souvent l'option la plus équilibrée pour les emballages de plats chauds à emporter, mais ils doivent toujours être validés par rapport au cas d'utilisation réel. Le niveau de chaleur, la concentration de graisse, le temps de remplissage, l'état du couvercle, la pression d'empilage et la durée de livraison sont autant d'éléments qui influencent le résultat final. La bonne question en matière d'approbation n'est donc pas de savoir si un fournisseur affirme que le produit est “haute performance”, mais si cette performance a été démontrée dans des conditions qui reflètent l'application prévue.
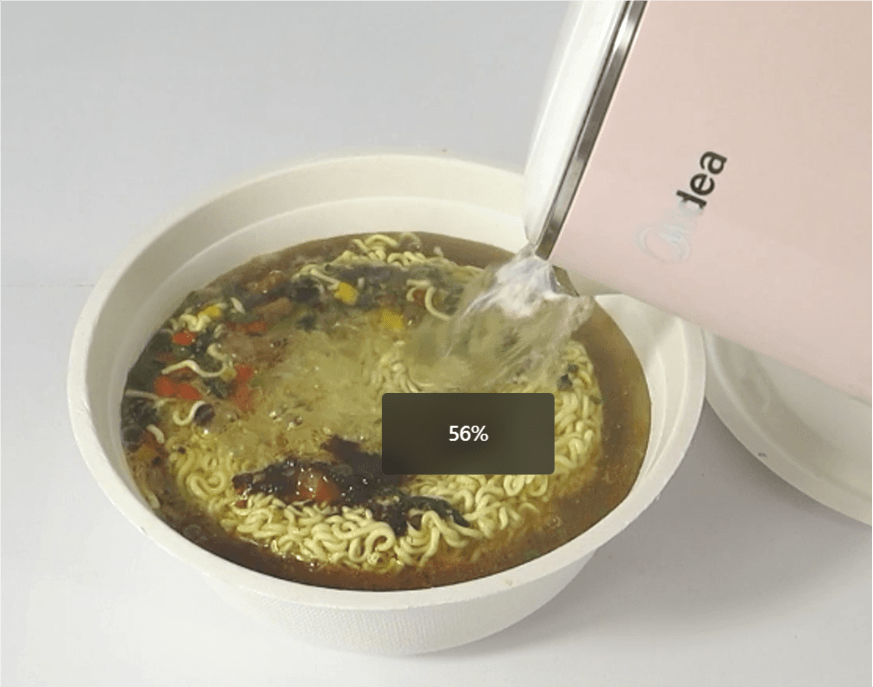
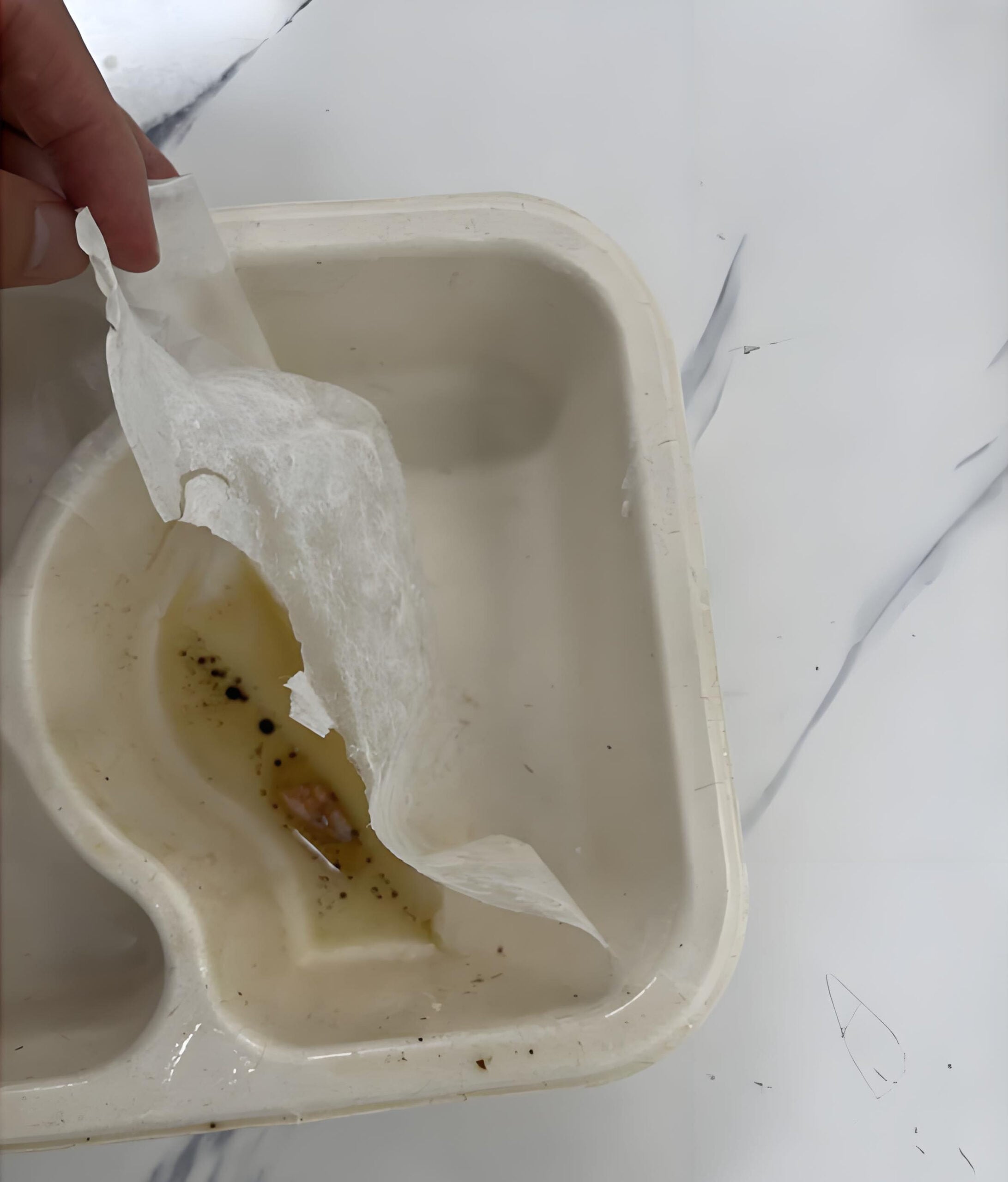
Pour illustrer la validation basée sur l'application dans la pratique, Bioleader a réalisé une démonstration de réchauffage au micro-ondes dans un foyer réel en utilisant un récipient en bagasse de canne à sucre sans PFAS à haute température avec couvercle dans des conditions d'aliments mixtes.
Démonstration d'utilisation réelle du réchauffage au micro-ondes
Pour démontrer les performances pratiques dans des conditions de réchauffage réalistes, Bioleader a testé un système d'alimentation en eau potable. Récipient à haute température en bagasse de canne à sucre sans PFAS avec couvercle en utilisant du riz, des restes de plats gras et environ 200 ml d'eau dans un four à micro-ondes domestique standard.
Après 3 minutes à puissance élevée, La nourriture était extrêmement chaude, tandis que le le corps et le couvercle du conteneur sont restés intacts, avec pas de fuite par le fond ou les bords. Après 30 minutes de station debout, Aucune fuite n'a été observée. Le même échantillon a ensuite été réchauffé pendant 2 minutes supplémentaires. Bien qu'il soit devenu légèrement plus souple après plusieurs chauffages, Il n'en reste pas moins qu'il a soutenu l'alimentation en toute sécurité et qu'il a fait preuve d'une grande souplesse d'utilisation. pas de fuite.
Cette démonstration en conditions réelles fournit des preuves utiles au niveau de l'application qu'un système interne sans PFAS à haute température bien contrôlé peut offrir une résistance à la graisse et une barrière à l'humidité crédibles dans des scénarios exigeants de plats à emporter et de réchauffage.
Remarque : Il s'agit d'une démonstration interne de réchauffage de produits ménagers à des fins d'application pratique uniquement. Elle ne remplace pas les essais en laboratoire normalisés par une tierce partie, la certification ou la vérification de la conformité spécifique au marché.
6.4 Pourquoi les systèmes internes restent-ils commercialement attractifs ?
La force continue des systèmes d'additifs internes sans PFAS n'est pas seulement technique. Elle est également opérationnelle et commerciale. Comme la logique de la barrière est intégrée dans le processus de production des fibres moulées, les acheteurs bénéficient souvent d'une solution plus évolutive pour les emballages de restauration courante qu'ils ne le feraient avec une structure de barrière externe qui dépend d'un traitement séparé en aval. Cela permet généralement d'obtenir un flux de production plus propre, moins de variables liées au processus secondaire et une structure de coûts plus pratique pour l'exportation de gros volumes.
Les systèmes internes peuvent également constituer une source d'approvisionnement plus directe sur les marchés où les acheteurs apprécient de plus en plus les structures d'emballage plus simples à base de fibres. Ils n'éliminent pas le besoin d'essais, de documentation ou de validation spécifique à l'application, mais ils réduisent souvent la complexité structurelle des emballages laminés ou à revêtement séparé. Pour les équipes chargées des achats, cela peut signifier un équilibre plus facile à gérer entre la performance de la barrière, l'efficacité de la production et la conformité à long terme.
6.5 Les cas où les systèmes internes échouent encore dans la pratique
Malgré leurs avantages, les systèmes d'additifs internes sans PFAS n'éliminent pas le risque technique. Ils peuvent toujours échouer lorsque l'application est mal classée, lorsque le produit a été trop allégé, lorsque la géométrie pointue crée des points de contrainte locaux ou lorsque la cohérence du processus est faible. Dans les emballages des services alimentaires, les zones problématiques les plus courantes sont les bords de fermeture, les transitions entre les compartiments, les angles vifs, les zones à parois minces et les formats exposés à des temps de maintien prolongés avec des systèmes alimentaires riches en matières grasses.
C'est pourquoi les acheteurs doivent éviter de considérer les systèmes internes comme une garantie automatique. Une voie d'additif interne sans PFAS peut être commercialement forte, mais seulement lorsque la conception du produit, la fenêtre du processus et le profil de l'application sont alignés. Dans la pratique, cela signifie que les fournisseurs les plus solides ne sont pas ceux qui font les déclarations les plus générales. Ce sont ceux qui peuvent expliquer où se situe la limite de performance, comment elle a été testée et comment la répétabilité est contrôlée à l'échelle de l'usine.
7. Route B - Systèmes de barrières externes
Les systèmes de barrières externes représentent la deuxième voie principale pour l'élimination des PFAS dans les emballages de restauration en fibre moulée. Contrairement aux systèmes d'additifs internes, qui renforcent les performances de résistance dans le processus de formage lui-même, les systèmes de barrière externe s'appuient sur une barrière de surface distincte pour améliorer la protection contre les graisses ou l'humidité. En termes d'approvisionnement, cette voie est généralement envisagée lorsque les acheteurs ont besoin d'une marge de barrière plus forte qu'une structure de fibre moulée standard ne peut fournir par le biais de la chimie interne seule, ou lorsqu'une application alimentaire spécifique crée des conditions inhabituellement exigeantes en matière de liquide, d'huile ou de temps de maintien.
Pour les équipes chargées des achats, la question essentielle n'est pas de savoir si les systèmes de barrières externes peuvent fonctionner. Dans de nombreux cas, c'est le cas. La question la plus importante est de savoir si les performances supplémentaires des barrières justifient l'augmentation des coûts qui en résulte. la complexité structurelle, la dépendance à l'égard des processus, le coût et l'examen de la circularité. C'est pourquoi les systèmes externes ne doivent pas être considérés comme une mise à niveau par défaut. Ils doivent être évalués comme une voie technique distincte, avec ses avantages, ses limites et ses implications réglementaires.

7.1 Ce qui relève des systèmes de barrière extérieure
Dans ce guide, les systèmes de barrières extérieures comprennent deux catégories principales : pelliculage des films et systèmes de revêtement de surface. Il s'agit dans les deux cas de solutions axées sur la surface, mais elles ne sont pas interchangeables en termes techniques ou d'approvisionnement. Le pelliculage crée une barrière en collant une couche de film distincte sur le substrat en fibre moulée. Les systèmes de revêtement de surface créent une barrière en appliquant un matériau liquide ou en dispersion sur la surface et en formant une couche fonctionnelle après séchage, durcissement ou fixation.
Cette distinction est importante car les deux voies se comportent différemment en termes de production, de stabilité des performances et d'interprétation du marché. Une structure stratifiée peut offrir un concept de barrière physique plus clair, mais elle introduit également une logique multi-matériaux plus explicite. Une structure enduite peut sembler plus légère ou moins visible dans l'apparence finale, mais elle peut encore ajouter de la complexité en raison des étapes de traitement supplémentaires, du contrôle de l'uniformité de l'enduit et des questions de recyclabilité ou de répulpabilité. Les acheteurs doivent donc évaluer les systèmes externes non pas comme une catégorie unique, mais comme deux voies d'approvisionnement liées mais distinctes.
7.2 Plastification des films

Le pelliculage est généralement choisi lorsqu'un article en fibre moulée nécessite une couche barrière plus robuste pour les liquides, les graisses ou les conditions de contact prolongé. En termes commerciaux, l'attrait du pelliculage est clair : il peut créer un effet barrière plus fort et plus évident que de nombreuses solutions standard en fibre moulée, en particulier lorsque l'application implique des combinaisons liquides-graisses difficiles ou des conditions de maintien exigeantes.
Toutefois, ce potentiel de barrière plus élevé s'accompagne de compromis. Un article stratifié n'est plus défini uniquement par la structure de fibre moulée elle-même. Il devient une structure composite dont les performances dépendent de la qualité du collage, de l'intégrité du film, de la stabilité des bords et de la compatibilité entre le substrat et la couche de film. Cela introduit des points d'examen supplémentaires pour les acheteurs, non seulement en ce qui concerne la performance de la barrière, mais aussi le traitement des déchets en aval, le positionnement de la circularité et l'interprétation du marché, où des structures de fibres plus simples peuvent être favorisées.
Du point de vue de l'approvisionnement, le pelliculage doit donc être considéré comme une solution basée sur un projet plutôt que comme une voie d'amélioration universelle. Il peut être commercialement justifié dans des applications de niche à haute barrière, mais il affaiblit souvent l'avantage de la simplicité qui rend la fibre moulée attrayante en premier lieu.
7.3 Systèmes de revêtement de surface
Les systèmes de revêtement de surface utilisent une couche barrière revêtue plutôt qu'un film collé. En termes pratiques de fabrication, cette voie introduit une étape distincte de traitement de surface destinée à améliorer la résistance à la graisse ou à l'humidité après que l'article principal en fibre moulée a déjà été formé. Selon le système, cela peut impliquer des étapes supplémentaires de contrôle de l'application, de séchage, de durcissement ou d'inspection avant que le produit final ne soit prêt pour l'emballage et l'exportation.
Le principal avantage des systèmes de revêtement est la flexibilité. Dans certaines applications, ils peuvent améliorer les performances de barrière sans introduire le même type de structure de film visible que celle associée au laminage. En théorie, cela peut permettre aux acheteurs de viser un résultat de barrière plus fort tout en conservant un profil visuel ou structurel plus proche de la fibre. Mais dans la pratique, les systèmes de revêtement sont rarement simples. Leurs performances dépendent fortement de la distribution du revêtement, de la consistance des couches, de la couverture des bords, du contrôle des défauts et de la stabilité au cours de la production commerciale.
C'est également la raison pour laquelle les barrières de graisse appliquées par pulvérisation ne sont plus au centre des discussions dans le cadre de l'approvisionnement en fibres moulées. Elles peuvent encore apparaître dans des conversations techniques de niche, mais pour les emballages de restauration à grande échelle, les acheteurs se soucient généralement moins de la méthode d'application elle-même que de la répétabilité, du coût et du risque de défaut de la structure revêtue qui en résulte.
7.4 Problèmes de repulpabilité et de circularité
Les systèmes de barrière externe font souvent l'objet d'un examen plus approfondi parce qu'ils peuvent compliquer l'histoire du matériau de l'emballage en fibre moulée. Un simple article en fibre moulée possède déjà une identité commerciale claire : il s'agit d'une structure à base de fibres qui peut être positionnée en fonction de la compostabilité, d'une teneur réduite en plastique ou d'un alignement plus facile sur les objectifs de circularité orientés vers la fibre, en fonction du marché et de l'itinéraire de fin de vie. Une fois qu'un film séparé ou une couche de revêtement est ajouté, cette simplicité est réduite.
Pour les acheteurs, cela ne signifie pas automatiquement que le produit devient commercialement inacceptable. Cela signifie que des questions supplémentaires doivent être posées. La structure peut-elle encore être justifiée par les revendications de circularité de l'acheteur ? La couche barrière crée-t-elle des problèmes de répulpabilité en aval ? Ajoute-t-elle de l'incertitude dans les régions où la surveillance du plastique reste élevée ? Il ne s'agit pas de questions de marketing secondaires. Elles font désormais partie de la décision d'approvisionnement elle-même.
C'est l'une des raisons pour lesquelles de nombreux acheteurs continuent à préférer un système interne sans PFAS bien exécuté pour les applications de vente à emporter courantes, lorsqu'il peut répondre aux exigences réelles en matière de barrière. Du point de vue de Bioleader, les systèmes de barrière externes devraient être réservés aux cas où l'application les requiert réellement, et non pas simplement comme une mise à niveau par défaut en l'absence d'une validation correcte du processus.
7.5 Lorsque des systèmes de barrières externes sont justifiés
Les systèmes de barrière externe sont justifiés lorsque l'application exige un niveau de performance de barrière qui ne peut pas être fourni de manière cohérente par une voie interne en fibre moulée dans des conditions commerciales réalistes. Il peut s'agir de formats spéciaux d'emballage de liquides, de conditions de temps de maintien inhabituellement longs, de systèmes alimentaires avec une charge extrême d'huile ou de sauce, ou d'autres exigences de niche où une couche de barrière plus forte est commercialement nécessaire.
Dans ce cas, les acheteurs doivent résister à la tentation de considérer les systèmes externes comme un raccourci. La bonne question en matière d'approvisionnement n'est pas de savoir si la barrière semble plus solide sur le papier, mais si la structure complète reste commercialement exploitable après avoir pris en compte la complexité de la production, le contrôle des défauts, la répétabilité des lots et les attentes du marché de destination. Utilisés de manière sélective, les systèmes de barrière externe peuvent résoudre de réels problèmes d'emballage. Utilisés trop largement, ils peuvent saper les avantages structurels et commerciaux qui ont rendu la fibre moulée attrayante au départ.
8. Matrice de décision - Quel itinéraire convient à quel scénario de restauration ?
Une fois que les acheteurs ont compris la différence entre les systèmes d'additifs internes et les systèmes de barrières externes, l'étape suivante consiste à faire correspondre les applications. C'est à ce stade que de nombreuses décisions d'approvisionnement deviennent plus disciplinées ou plus coûteuses que nécessaire. La bonne voie est rarement déterminée par une seule revendication telle que “résistant à la graisse” ou “sans PFAS”. Il est déterminé par la manière dont l'itinéraire sélectionné correspond au système alimentaire réel, à la température d'utilisation, au temps de maintien, à la demande de barrière et au modèle d'exploitation commerciale.
Pour le grand public emballages en fibre moulée pour la restauration, la manière la plus utile de comparer les itinéraires est d'utiliser une matrice de décision plutôt qu'une hiérarchie de marketing. Une barrière plus solide n'est pas toujours la meilleure décision en matière d'approvisionnement si elle ajoute des coûts de processus inutiles, une complexité structurelle ou une charge de circularité. De même, un itinéraire moins coûteux n'est pas le bon choix s'il ne peut pas survivre aux conditions réelles d'emport. L'objectif de cette section n'est donc pas de déclarer la supériorité universelle d'un itinéraire. Il s'agit d'aider les acheteurs à déterminer quelle voie est commercialement et techniquement défendable pour chaque catégorie d'utilisation.
| Facteur de comparaison | Systèmes d'additifs internes sans PFAS | Systèmes de barrières extérieures |
|---|---|---|
| Logique des barrières | Performance intégrée dans le processus de la fibre moulée grâce à la chimie interne et au contrôle du processus. | Performance améliorée grâce à une couche barrière séparée au niveau de la surface, telle qu'une stratification ou un revêtement. |
| Cas d'utilisation le mieux adapté | Emballages pour les plats à emporter, les repas chauds, les aliments ambiants et les grands volumes pour les services alimentaires. | Applications spéciales à haute barrière, combinaisons liquides-gras difficiles et formats de niche exigeants. |
| Complexité de la production | Intégré dans le circuit primaire de la fibre moulée. | Plus élevé en raison du traitement supplémentaire de la couche barrière et des exigences en matière de contrôle des défauts. |
| Évolutivité commerciale | Généralement plus résistante pour la production en grande série. | Plus dépendante de la stabilité du traitement secondaire et de l'économie propre au projet. |
| Simplicité structurelle | Généralement plus favorable aux acheteurs qui recherchent une logique d'emballage plus simple à base de fibres. | Peut introduire une structure composite plus complexe ou une structure traitée en surface. |
| Risque lié à l'acheteur principal | Mauvaise classification de l'application ou surestimation de la capacité de la barrière. | Accepter une plus grande complexité et un coût plus élevé sans gain de barrière réellement nécessaire. |
| Priorité d'approbation | Correspondance des applications, répétabilité des processus et validation réaliste des plats chauds. | Nécessité des barrières, contrôle des défauts, examen structurel et logique d'acceptation du marché final. |
Tableau 3. Comparaison principale des systèmes d'additifs internes sans PFAS et des systèmes de barrières externes
8.1 Sélection d'itinéraires en fonction de l'application
Pour la plupart des acheteurs, la question la plus pratique n'est pas “Quel est le meilleur itinéraire en théorie ?”Quelle est la voie d'acheminement la plus appropriée pour cette application alimentaire ?” Cette décision doit être basée sur les conditions d'utilisation, et non sur les seules étiquettes de catégorie. Un saladier, une barquette de curry, une barquette de friture et une barquette de soupe peuvent tous être vendus sous la même famille d'emballage, mais ils imposent des exigences très différentes au système de barrière. Le tableau ci-dessous fournit un point de départ pratique pour la sélection des itinéraires en se basant sur des scénarios réels de restauration.
| Scénario pour les services alimentaires | Contraintes d'emballage typiques | Itinéraire recommandé | Focus acheteur |
|---|---|---|---|
| Salades froides, fruits, boulangerie, aliments ambiants | Peu de graisse, peu de contraintes thermiques, durée de contact plus courte | Systèmes d'additifs internes à basse température | Éviter les surspécifications inutiles et l'inflation des coûts. |
| Repas chauds standard à emporter | Chaleur modérée, graisse modérée, durée de livraison normale | Systèmes d'additifs internes performants | Valider la répétabilité dans des conditions réalistes de remplissage et de maintien. |
| Nouilles grasses, curry, aliments frits, repas à forte teneur en sauce | Charge de graisse plus élevée, sollicitation plus importante des jantes et des transitions | Systèmes d'additifs internes à haute performance, ou systèmes de barrières externes si la performance interne est insuffisante | Testez le profil alimentaire réel, et pas seulement les allégations génériques de résistance à la chaleur. |
| Livraison à long terme avec des systèmes alimentaires chauds et gras | Temps de contact prolongé, rétention thermique, contraintes d'empilement et de transport | Systèmes internes à haute performance en premier lieu ; systèmes de barrières externes si les essais le justifient clairement. | L'accent est mis sur le temps d'attente, les points faibles de la structure et la cohérence des lots commerciaux. |
| Formats spéciaux de niches riches en liquides ou à haute barrière | Défi liquide élevé, marge de barrière difficile, exigences spécifiques au projet | Systèmes de barrières externes | Confirmer la nécessité de la barrière et évaluer la complexité supplémentaire avant l'approbation. |
Tableau 4. Matrice de décision basée sur les applications pour la vaisselle sans PFAS pour la canne à sucre
8.2 L'erreur la plus coûteuse consiste à choisir le mauvais itinéraire pour le mauvais problème.
Dans la pratique, le principal facteur de coût n'est souvent pas le prix unitaire indiqué au début du projet. C'est l'inadéquation des itinéraires. Un acheteur peut surpayer un système de barrière externe qui n'a jamais été nécessaire pour l'application alimentaire réelle. Ou, plus fréquemment, un acheteur peut approuver un itinéraire interne de faible qualité pour une utilisation dans le secteur de la restauration qui nécessite une marge de barrière plus élevée, pour ensuite être confronté à des plaintes, de nouveaux tests, une approbation retardée ou des coûts de remplacement. Dans les deux cas, l'erreur technique devient un coût commercial.
C'est pourquoi la matrice de décision la plus défendable est celle qui s'appuie sur des conditions d'utilisation réelles, et non sur des catégories d'emballage génériques. Les acheteurs doivent d'abord définir le profil alimentaire, la charge thermique, la charge graisseuse, le temps de conservation, l'état du couvercle et le contexte de conformité au marché de destination. Ce n'est qu'ensuite qu'ils doivent décider si un système interne à basse température, un système interne à haute performance ou un système de barrière externe est commercialement justifié. C'est cette séquence qui fait basculer Approvisionnement sans PFAS d'un choix d'emballage réactif à une stratégie d'approvisionnement contrôlée.
9. Procédures opérationnelles standard pour la vérification des marchés publics
Pour la vaisselle en canne à sucre sans PFAS, la comparaison technique seule ne suffit pas. Les acheteurs ont également besoin d'un processus d'approbation reproductible qui permette de distinguer les fournisseurs conformes et évolutifs de ceux qui s'appuient sur des affirmations générales, des rapports incomplets ou des échantillons ponctuels réussis. En pratique, le processus d'approvisionnement le plus efficace n'est pas celui qui comporte le plus de paperasserie. C'est celui qui relie langue de la demande, champ d'application du test, Identité SKU, exécution en usineet exigences du marché de destination en une seule logique d'examen.
Ceci est particulièrement important pour l'approvisionnement en fibres moulées exemptes de PFAS, car la performance de la barrière et la défendabilité réglementaire ne sont plus des sujets indépendants. Un produit peut donner de bons résultats lors d'un court essai au banc tout en manquant de logique de filtrage du fluor, de traçabilité au niveau de l'unité de gestion des stocks ou de documentation sur le marché de destination. Inversement, un fournisseur peut détenir des rapports pertinents mais échouer en matière de répétabilité des lots, de performance des zones de bordure ou de correspondance des applications. Un approvisionnement sérieux nécessite donc une séquence de vérification structurée plutôt qu'un seul événement d'approbation.
9.1 Procédure normale d'examen des dossiers de conformité
La première étape de l'approbation devrait toujours être l'examen des documents. Avant le début des tests de performance, l'acheteur doit confirmer que l'allégation du fournisseur concernant l'absence de PFAS est étayée par un dossier de conformité spécifique au produit plutôt que par une déclaration commerciale générique. Au minimum, ce dossier doit identifier l'UGS en cours d'examen, la structure du produit, le marché cible, le type de test utilisé, la date du test et l'organisme ou le laboratoire qui l'a délivré. Si le fournisseur n'est pas en mesure d'associer le rapport à la famille de produits exacte qu'il cite, la déclaration n'est pas encore prête pour les marchés publics.
Pour emballages compostables pour les services alimentaires vendus en Amérique du Nord, cet examen doit également permettre de vérifier si la logique des preuves du fournisseur s'aligne sur les attentes reconnues du marché, telles que la politique de l'ICPE en matière de produits chimiques fluorés. Cette politique exige trois éléments essentiels : l'examen de la formule à l'aide de la documentation de la fiche de données de sécurité, un résultat de laboratoire approuvé par la BPI montrant un maximum de 100 ppm de fluor organique total, et une déclaration signée attestant qu'aucun produit chimique fluoré ajouté intentionnellement n'est présent. Les acheteurs n'ont pas besoin de demander la certification BPI à chaque fournisseur, mais ils doivent comprendre la logique des documents qu'une évaluation sérieuse de l'absence de PFAS exige désormais.
| Élément de vérification | Pourquoi c'est important | Contrôle minimum de l'acheteur |
|---|---|---|
| Identité SKU | Un rapport valide doit correspondre au produit cité, et non à un article similaire. | Confirmer que le code, la taille, la structure et le matériau de l'article correspondent à l'offre. |
| Champ d'application des tests PFAS / fluor | Des tests différents répondent à des questions différentes. | Vérifier si le résultat est uniquement une sélection, s'il est ciblé ou s'il est lié à une règle de certification. |
| Traçabilité des dates et des lots | Les résultats anciens ou introuvables affaiblissent la légitimité des marchés publics. | Exiger des rapports récents et des informations sur les échantillons identifiables. |
| Déclaration signée | Un rapport de laboratoire ne peut à lui seul confirmer le statut d'usage intentionnel. | Demander une déclaration signée sur l'absence d'adjonction intentionnelle de produits chimiques fluorés, le cas échéant. |
| Alignement destination-marché | Un rapport peut être techniquement valable mais commercialement insuffisant pour le marché cible. | Vérifier les exigences de l'UE, de l'Amérique du Nord ou du client avant l'approbation. |
Tableau 5. Examen du dossier de conformité minimale pour la vaisselle en canne à sucre sans PFAS
9.2 SOP pour le dépistage du fluor
La deuxième porte d'approbation est l'examen analytique. Les acheteurs doivent considérer le contrôle du fluor comme un outil nécessaire mais limité. Il peut s'avérer très utile pour filtrer les risques, mais il ne remplace pas complètement une interprétation plus large de la réglementation, les déclarations des fournisseurs ou l'examen d'applications spécifiques. Dans le cadre d'un approvisionnement professionnel, l'analyse doit répondre à une question pratique : ce produit présente-t-il un profil de fluor compatible avec l'allégation "sans PFAS" qui est faite ?
C'est pourquoi les résultats du dépistage doivent toujours être lus en même temps que la description du produit, la structure de la barrière et le dossier de déclaration. Un acheteur ne doit pas supposer qu'une simple déclaration de “non-détection” résout automatiquement toutes les questions relatives aux PFAS, tout comme un résultat faible en fluor ne garantit pas automatiquement une acceptation universelle sur le marché. Ce qui compte, c'est de savoir si la logique du test correspond à la logique de la déclaration. C'est pourquoi Bioleader estime que le dépistage du fluor doit être utilisé comme un filtre d'approbation, et non comme la seule base d'approbation.
9.3 SOP sur la performance de l'huile chaude / de la soupe chaude
La troisième porte d'approbation est le test d'application. Pour les emballages en fibre moulée destinés aux services alimentaires, c'est à ce stade que de nombreux projets d'approvisionnement deviennent fiables ou échouent plus tard sur le marché. Le test ne doit pas être basé sur des déclarations abstraites telles que “résistant aux micro-ondes” ou “résistant aux graisses”. Il doit s'articuler autour des conditions d'utilisation réelles : type de remplissage, température des aliments, charge de graisse, temps de maintien, état du couvercle et durée prévue de la livraison ou du service.
Un mode opératoire normalisé pratique pour les acheteurs doit donc définir au moins cinq variables avant le début du test : le milieu utilisé, la température de remplissage, le temps de maintien, les points d'observation réussite/échec et le nombre d'échantillons. Par exemple, un test à la soupe chaude et un test à l'huile chaude ne doivent pas être considérés comme interchangeables, car les contraintes liées à l'humidité et à la graisse sont des mécanismes différents. De même, les zones de bord, les transitions de base et les zones de bord doivent être inspectées séparément du panneau central plat, car il s'agit de points faibles courants dans les structures en fibres moulées.
| Élément d'essai | L'acheteur doit définir | Ce qu'il faut observer |
|---|---|---|
| Milieu d'essai | Soupe, aliments riches en huile, curry, nouilles ou autre milieu pertinent pour l'application | Si l'emballage est soumis à l'humidité, à la graisse ou aux deux à la fois |
| Température de remplissage | Plage de température réaliste pour le service ou les plats à emporter | Ramollissement, coloration, déformation ou perte de barrière précoce |
| Temps de maintien | Utilisation courte du service, délai de livraison standard ou longue période d'attente | Infiltration retardée, ombrage de la face arrière, défaillance des bords |
| Zones d'inspection | Panneau inférieur, transition de paroi latérale, angle, bord, bord de compartiment | Des points faibles localisés plutôt que des résultats uniquement centrés sur le panneau central |
| Taille de l'échantillon | Un comptage d'échantillons répétable, et non une démonstration en une seule pièce | Variation entre les pièces et cohérence du mode de défaillance |
Tableau 6. SOP pratique de l'acheteur pour la validation de l'huile et de la soupe chaudes
9.4 Procédure d'audit de l'exécution en usine
La quatrième porte d'approbation est l'examen de l'exécution en usine. C'est l'étape qui sépare le plus souvent les fournisseurs techniquement crédibles de ceux qui n'obtiennent de bons résultats qu'au stade de l'échantillonnage. Un acheteur peut recevoir un échantillon sans PFAS acceptable, mais le risque commercial ne commence pas là. Il commence lorsque le produit passe à la vitesse de production normale, à la programmation multi-SKU, à l'emballage pour l'exportation et à la quantité au niveau de l'expédition.
C'est pourquoi l'examen de l'usine doit se concentrer sur la répétabilité plutôt que sur la seule description de l'équipement. Les acheteurs doivent demander si le fournisseur peut expliquer comment le dosage des additifs est contrôlé, comment la variation des lots est gérée, comment l'uniformité de l'épaisseur des parois est surveillée et comment les zones de défaillance sont identifiées lorsque les performances dérivent. Dans la pratique de l'exportation, ces questions sont souvent plus importantes qu'une brochure de produit bien léchée. Sur la base de L'expérience de Bioleader en matière de fabrication et d'exportation, Les fournisseurs les plus solides en matière d'absence de PFAS sont généralement ceux qui peuvent décrire clairement leur logique de contrôle avant que les problèmes ne surviennent, et non après l'apparition des plaintes.
Lorsque les règles du marché de destination exigent la conservation des documents, les acheteurs doivent également vérifier que le fournisseur peut justifier de la continuité des documents. Dans l'État de Washington, par exemple, les fabricants d'emballages alimentaires soumis à des restrictions doivent conserver un certificat de conformité pendant toute la durée d'utilisation de l'emballage et pendant trois ans après sa dernière vente ou distribution. C'est exactement le type de discipline en matière de documentation que les acheteurs doivent désormais attendre d'un approvisionnement sérieux en produits sans PFAS.
 |  |
10. Les pièges du monde réel que les acheteurs ratent souvent
Même lorsque les acheteurs comprennent la différence entre les systèmes d'additifs internes et les systèmes de barrières externes, des erreurs d'approvisionnement se produisent encore. Dans la plupart des cas, le problème n'est pas un manque de termes techniques. C'est la tendance à approuver les emballages sur la base d'hypothèses simplifiées. Les emballages en fibre moulée sans PFAS semblent souvent simples sur le papier, mais le véritable échec commercial se produit généralement lorsqu'une variable est traitée comme si elle expliquait l'ensemble du produit. On confond un rapport avec une approbation complète. Un échantillon est confondu avec une production évolutive. Une apparence propre est confondue avec une réelle stabilité de la barrière.
Les pièges suivants sont récurrents dans l'approvisionnement en fibres moulées des services alimentaires. Il ne s'agit pas de détails opérationnels mineurs. Ils expliquent pourquoi des projets qui semblent conformes au stade du devis peuvent échouer après le lancement, lors de la mise à l'échelle des exportations ou lors de l'utilisation réelle des plats à emporter.
10.1 Sans PFAS ne signifie pas prêt pour l'huile chaude
L'une des erreurs les plus courantes en matière de passation de marchés est de supposer qu'une allégation "sans PFAS" implique automatiquement une forte résistance à l'huile chaude. Ce n'est pas le cas. La mention "sans PFAS" ne concerne qu'un aspect du positionnement chimique du produit. Elle ne définit pas en soi la force de la barrière, la marge thermique ou l'adéquation du temps de maintien de la structure de la fibre moulée. Un produit peut être exempt de PFAS et ne convenir que pour des applications à faible teneur en graisse ou à température ambiante.
C'est pourquoi la sélection des itinéraires est importante. Les acheteurs doivent approuver un produit sur la base de ses conditions d'utilisation testées, et non sur la seule base de l'existence d'une déclaration "sans PFAS". Dans la pratique, les projets les plus fiables sont ceux où la déclaration et l'application sont validées ensemble dès le départ.
10.2 Le succès d'un échantillon n'est pas le succès d'une usine
Une autre erreur fréquente consiste à trop se fier au premier échantillon approuvé. Un échantillon peut être fabriqué dans des conditions plus lentes ou plus contrôlées qu'un lot d'exportation normal. Il peut également ne représenter qu'une condition du moule, un réglage de l'opérateur ou une partie de la fenêtre du processus. Une fois que le projet entre en phase de production complète, les performances peuvent changer si l'épaisseur de la paroi varie, si le dosage des additifs dérive ou si les conditions de formage et de pressage à chaud deviennent moins stables.
C'est pourquoi le sourcing commercial ne devrait jamais s'arrêter à l'approbation de l'échantillon. Les acheteurs doivent également s'interroger sur la manière dont la répétabilité est contrôlée dans le cadre d'une production en volume, de plusieurs UGS et d'une production au niveau de l'expédition. D'après l'expérience de Bioleader, de nombreuses plaintes évitables ne commencent pas uniquement par une mauvaise sélection des matériaux. Elles commencent lorsque les acheteurs supposent qu'un bon premier échantillon prouve automatiquement une exécution stable à long terme.
10.3 La condensation n'est pas toujours une défaillance de la graisse
La présence d'humidité sur la surface extérieure d'un article en fibre moulée est souvent considérée à tort comme la preuve que le système de résistance à la graisse a échoué. En réalité, les emballages remplis à chaud peuvent générer de la condensation, de l'humidité ou un assombrissement temporaire de la surface parce que la vapeur et la différence de température créent un mouvement d'humidité à travers ou autour de la structure de la fibre. Ce n'est pas toujours la même chose qu'une fuite d'huile.
La bonne question est de savoir si l'emballage présente une réelle pénétration de graisse, un affaiblissement structurel, une coloration persistante de la face arrière ou un effondrement de la barrière dans les conditions d'utilisation. Les acheteurs qui ne font pas la distinction entre la condensation et la migration des graisses peuvent rejeter des emballages acceptables pour la mauvaise raison ou, pire encore, approuver des emballages inacceptables parce qu'ils n'ont inspecté que les effets liés à l'humidité et non les zones de défaillance liées à la graisse.
10.4 Les défaillances des bords et des jantes sont plus importantes que les performances du panneau central
Les essais sur surface plane peuvent créer une fausse confiance. De nombreux produits en fibre moulée semblent solides dans le panneau central, mais cèdent d'abord au niveau du bord, de la transition entre les parois latérales, de la zone de pliage, du rayon de l'angle ou du bord du compartiment. C'est à ces endroits que la densité des fibres peut changer, que les contraintes mécaniques peuvent se concentrer et que les charges de remplissage ou d'empilage peuvent révéler des faiblesses structurelles.
C'est pourquoi l'examen des performances le plus utile porte toujours sur l'ensemble de la structure. Les acheteurs doivent inspecter l'article dans son intégralité, et pas seulement la surface la plus facile à observer. Un produit qui survit à un contrôle du panneau central mais qui ne fonctionne pas sur le pourtour n'est pas une solution fiable à emporter.
10.5 L'allègement peut tranquillement détruire la stabilité de la barrière
La pression des coûts pousse souvent les fournisseurs et les acheteurs à alléger les produits. Dans certains cas, cette optimisation est valable et commercialement efficace. Mais si la réduction du poids est introduite sans revalider le système de barrière, elle peut devenir l'un des moyens les plus rapides d'affaiblir la performance des produits sans PFAS. Les zones à parois minces sont plus vulnérables aux changements de porosité, à la distorsion thermique et à la rupture locale sous l'effet de la graisse ou des contraintes de temps de maintien.
Les décisions d'allègement ne doivent donc jamais être considérées comme des changements purement commerciaux. Il s'agit de changements de performance. La bonne question n'est pas de savoir si la pièce a toujours le même aspect après l'allègement, mais si la structure actualisée répond toujours aux mêmes exigences de barrière et de cohérence dans des conditions réalistes de service alimentaire.
| Piège courant | Ce que les acheteurs supposent souvent | Ce qu'il faut vérifier à la place |
|---|---|---|
| Allégation d'absence de PFAS | Le produit convient automatiquement aux aliments gras et chauds. | Faire correspondre l'allégation à un profil d'application testé. |
| Échantillon approuvé | La production commerciale suivra le même chemin. | Auditer la répétabilité et la discipline du contrôle des lots. |
| Humidité extérieure | Toute humidité est synonyme de défaillance de la graisse. | Séparer la condensation de la percée de graisse proprement dite. |
| Passage par le panneau central | La structure complète est sûre. | Inspecter les zones de bord, d'angle, de transition et d'arête. |
| Réduction du poids | Un poids plus faible ne signifie qu'un coût plus faible. | Revalider la stabilité de la barrière après l'allègement. |
Tableau 7. Erreurs courantes dans l'approvisionnement en fibres moulées sans PFAS
En résumé, les erreurs de sourçage les plus dangereuses ne sont généralement pas spectaculaires. Il s'agit de petites erreurs de lecture qui se répètent tout au long du processus d'approbation : considérer une déclaration comme un ensemble complet de preuves, considérer un échantillon comme la preuve d'un contrôle en usine ou considérer un symptôme visible comme l'ensemble du mécanisme de défaillance. Les acheteurs qui évitent ces erreurs le font généralement non pas en étant plus sceptiques en général, mais en étant plus précis dans la manière dont ils définissent, testent et approuvent les emballages exempts de PFAS.
11. Cadre exclusif du paquet de données
Pour la vaisselle en canne à sucre sans PFAS, une écriture forte ne suffit pas à créer l'autorité. En 2026, l'autorité viendra de plus en plus architecture des preuvesLa capacité à montrer ce qui a été testé, comment cela a été testé, ce qui a échoué, ce qui a réussi, et dans quelles conditions de production le résultat reste reproductible. C'est là que de nombreux articles perdent leur crédibilité. Ils décrivent les performances en termes généraux, mais ne font pas la distinction entre l'observation en laboratoire, la logique de certification, les données d'usine et les déductions commerciales.
Pour un contenu de sourcing de type livre blanc, les acheteurs doivent s'attendre à une structure de données plus claire. Le contenu technique le plus crédible ne se contente pas d'affirmer qu'un produit est exempt de PFAS, qu'il résiste à la graisse ou qu'il convient à la vente à emporter. Il identifie la catégorie de preuves qui sous-tend chaque affirmation. Cette distinction est importante non seulement pour l'examen des achats, mais aussi pour la logique d'extraction de Google E-E-A-T et de l'IA, car un contenu étayé par des preuves clairement définies est plus facile à croire, à citer et à comparer.
11.1 Quelles sont les données à publier ?
Les données publiées doivent être du type qu'un acheteur sérieux peut interpréter sans deviner. Cela inclut généralement l'identité du produit, les conditions du test, la fenêtre d'observation, la logique de réussite ou d'échec et les limites du résultat. Par exemple, un point de données utile n'est pas “une excellente résistance à la graisse”. Un point de données utile est un résultat défini observé dans une condition donnée, telle que l'exposition à l'huile chaude, le temps de maintien ou une contrainte spécifique à l'application. Plus la logique de la méthode est précise, plus l'allégation publiée est utile.
Pour le contenu technique destiné au public, les meilleurs points de données sont ceux qui aident les acheteurs à comparer les itinéraires sans exagérer l'universalité. Il peut s'agir des performances de la barrière par catégorie d'aliments, des points faibles liés à la structure, des zones de défaillance typiques, des observations de répétabilité entre les lots et des variables sensibles au processus, telles que l'épaisseur de la paroi ou la sensibilité au temps de maintien. Publiées correctement, ces données soutiennent non seulement les décisions d'approvisionnement, mais aussi la crédibilité de l'article lui-même.
11.2 Quelles sont les données qui doivent être identifiées comme observation interne ?
Certaines des informations les plus précieuses en matière d'approvisionnement en fibres moulées proviennent de la production interne et de l'expérience en matière d'exportation plutôt que des bases de données de certification publiques. Il peut s'agir de modèles de taux de réclamation, de variations au niveau des lots, de cartographie des défauts, de réponse à l'allègement, de comportement des points faibles liés à la moisissure ou d'observations issues d'essais répétés d'applications dans le secteur de la restauration. Ce type d'information peut être extrêmement utile, mais il doit toujours être présenté honnêtement comme observation interne, expérience en matière de productionou validation côté usine plutôt que comme un fait industriel universel.
Cette distinction est particulièrement importante pour les contenus d'autorité de type Bioleader. L'expérience interne est un atout, et non une faiblesse, lorsqu'elle est présentée correctement. Les acheteurs l'apprécient parce qu'elle reflète ce qui se passe à l'échelle commerciale, et pas seulement dans le langage de la certification. Mais si les observations internes sont présentées comme s'il s'agissait de règles universelles émanant d'une tierce partie, l'article devient plus facile à contester. La meilleure approche consiste à nommer clairement la catégorie de preuves et à faire comprendre au lecteur quel type de conclusion est tiré.
11.3 Quelles sont les affirmations qui ne doivent jamais être faites sans preuves ?
Certaines déclarations sont trop risquées pour être faites à moins que les preuves ne soient explicites et spécifiques au produit. Il s'agit notamment d'expressions absolues telles que “100% étanche”, “entièrement exempt de PFAS” sans portée de méthode, “performance garantie à 95°C” sans définition des conditions, ou “recyclable” et “repulpable” sans base technique claire. Ces affirmations peuvent sembler attrayantes dans la communication commerciale, mais lors de l'examen des marchés publics, elles créent souvent plus de risques que de valeur.
Le livre blanc le plus défendable n'est donc pas celui qui contient les affirmations les plus agressives. C'est celui qui établit la séparation la plus nette entre les preuves étayées par la certification, la validation interne, le comportement observé du processus et les déductions spécifiques au projet. Dans le cas de Bioleader, cela signifie qu'il faut asseoir son autorité non pas en exagérant les performances des fibres moulées, mais en documentant les points forts et les points faibles de l'itinéraire et en indiquant ce que les acheteurs doivent vérifier avant de l'approuver.
| Type de preuve | Utilisation appropriée dans cet article | Comment l'étiqueter |
|---|---|---|
| Règlement officiel / règle de certification | Base de conformité, seuil, délai légal, exigences de l'acheteur | Exigence réglementaire / règle de certification |
| Rapport d'essai d'un tiers | Soutien analytique spécifique au produit ou logique de sélection | Rapport d'un tiers / résultat de laboratoire |
| Simulation de laboratoire interne | Tests d'application, comparaison des temps de maintien, analyse des points faibles structurels | Validation interne / observation des tests internes |
| Observation de la production | Répétabilité des lots, modèle de défaut, commentaire sur la fenêtre de processus | Expérience de la production / observation en usine |
| Inférence commerciale | Commentaire sur la logique des coûts, recommandation sur l'approvisionnement, cadre décisionnel | Jugement en matière d'approvisionnement / interprétation commerciale |
Tableau 8. Hiérarchie des preuves pour les allégations relatives au contenu et à l'origine de la vaisselle en canne à sucre sans PFAS
12. Recommandations finales pour les acheteurs de 2026
Pour les acheteurs qui évalueront la vaisselle de canne à sucre sans PFAS en 2026, la conclusion la plus importante est simple : n'achetez pas la créance avant d'avoir validé l'itinéraire. L'absence de PFAS est désormais une attente de base sur de nombreux marchés, mais la bonne décision d'achat dépend toujours de la manière dont la performance de la barrière est assurée, de la manière dont la structure se comporte dans le cadre d'une utilisation réelle dans les services alimentaires et de la manière dont le produit est documenté pour le marché de destination. La stratégie d'approvisionnement la plus solide n'est pas celle qui sélectionne l'allégation technique la plus agressive. C'est celle qui aligne la réglementation, le profil d'application et l'exécution en usine dans un processus d'approbation vérifiable.
Pour la plupart des applications courantes de vente à emporter et de restauration, les systèmes d'additifs internes sans PFAS à haute performance restent la solution la plus équilibrée. Ils offrent souvent la bonne combinaison de résistance aux graisses, d'efficacité de production et de complexité structurelle gérable. Les systèmes d'additifs internes à basse température ont toujours une place importante dans la chaîne du froid, les emballages ambiants et les emballages à faible teneur en graisse, mais uniquement lorsque l'application est correctement adaptée. Les systèmes de barrière externe restent commercialement valables pour les exigences spéciales de haute barrière, mais ils doivent être sélectionnés pour des raisons bien définies, et non pas sur la base d'un postulat par défaut selon lequel “plus de barrière doit être mieux”.”
Sur la base de la comparaison présentée dans ce guide, les acheteurs devraient suivre cinq priorités pratiques. Premièrement, partir de la conformité avec le marché de destination, et non d'un langage générique sur le développement durable. Deuxièmement, il faut séparer le contrôle du fluor de la validation des performances, car ils répondent à des questions différentes en matière d'approvisionnement. Troisièmement, il faut tester les conditions d'utilisation réelles plutôt que de se fier à des déclarations abstraites telles que l'innocuité des aliments chauds ou la résistance aux graisses. Quatrièmement, vérifier la répétabilité à l'échelle de l'usine plutôt que d'approuver sur la seule base de l'apparence de l'échantillon. Cinquièmement, documenter clairement la chaîne de preuves de manière à ce que les allégations de performance, la logique de conformité et la structure du produit puissent être défendues ensemble. C'est la discipline d'approvisionnement qui comptera le plus à mesure que les emballages sans PFAS s'intégreront dans les marchés publics réglementés.
Du point de vue de Bioleader, l'avenir des emballages en fibre moulée sans PFAS appartiendra aux fournisseurs capables de combiner des performances de barrière interne contrôlées par le processus, une documentation rigoureuse et une validation spécifique à l'application. En d'autres termes, le marché s'éloigne de l'emballage sélectionné par le langage de l'étiquette et se dirige vers l'emballage sélectionné par la preuve technique. Les acheteurs qui s'adaptent dès maintenant à cette évolution réduiront à la fois le risque de conformité et le risque d'échec commercial au cours de la prochaine phase de la réglementation mondiale en matière d'emballage.
13. FAQ
13.1 Quels rapports sont nécessaires pour les emballages sans PFAS en contact avec les aliments dans l'UE après le 12 août 2026 ?
Les acheteurs doivent s'attendre à un ensemble de preuves spécifiques au produit plutôt qu'à une déclaration générique sur l'absence de PFAS. Au minimum, le fournisseur doit être en mesure d'expliquer la base analytique de l'allégation relative aux PFAS, de fournir une documentation d'essai liée à l'UGS citée et de présenter une documentation technique conforme à la structure des règles d'emballage de l'UE. Si le fluor est présent au-delà du seuil logique applicable, le fournisseur doit également être en mesure d'expliquer la source de fluor dans le cadre de la documentation technique. Pour l'approvisionnement, la question clé n'est pas seulement le rapport lui-même, mais aussi de savoir si le rapport correspond à la construction réelle du produit et à sa destination sur le marché.
13.2 La certification BPI prouve-t-elle automatiquement la conformité aux PFAS ?
Non. La politique de BPI en matière de produits chimiques fluorés fournit une logique de conformité solide pour les produits compostables concernés, y compris l'examen de la formule, les tests en laboratoire et une déclaration de non-ajout intentionnel de produits chimiques fluorés. Toutefois, les acheteurs ne doivent pas considérer une certification comme un substitut universel à une étude de marché complète. Le résultat d'une certification doit toujours être lu conjointement avec l'identité de l'UGS, le marché de destination, la structure du produit et l'état actuel de la documentation du fournisseur.
13.3 La mention “non détecté” pour le fluor total signifie-t-elle qu'il n'y a pas de PFAS ?
Pas automatiquement. Un résultat non détecté peut être utile, mais cela dépend de la méthode d'analyse, de la portée de la détection et du cadre d'établissement des rapports. En termes de passation de marchés, la mention “non détecté” doit être considérée comme un élément de l'ensemble des preuves, et non comme une conclusion autonome complète. Les acheteurs doivent toujours examiner ce qui a été testé, ce qui n'a pas été testé et comment le résultat est lié à l'allégation d'absence de PFAS.
13.4 Pourquoi le pelliculage peut-il encore susciter des inquiétudes sur certains marchés ?
En effet, le pelliculage transforme l'emballage d'une simple structure de fibres en une barrière de surface plus complexe ou en une logique composite. Dans certains contextes réglementaires et commerciaux, les produits en papier ou en fibres dotés d'une doublure ou d'un revêtement en plastique font l'objet d'un examen plus approfondi dans le cadre des règles relatives au plastique, des discussions sur la circularité ou des attentes en matière de recyclage. La question n'est pas seulement de savoir si le produit est performant, mais aussi si la structure reste facile à justifier dans le cadre de la stratégie d'emballage du marché final de l'acheteur.
13.5 Les fibres moulées enduites peuvent-elles encore être recyclables ou repulpables, et comment les acheteurs doivent-ils s'en assurer ?
Potentiellement oui, mais les acheteurs ne doivent pas le supposer par défaut. La bonne question est de savoir si la structure spécifique de l'enduction reste compatible avec la filière de recyclage ou de repulpage prévue et si le fournisseur peut étayer cette position par un raisonnement technique ou des essais. Les équipes chargées des achats doivent demander quel type de revêtement est utilisé, comment il affecte la structure de la fibre, s'il modifie la manipulation en aval et si le fournisseur peut expliquer l'affirmation d'une manière qui corresponde aux attentes du marché de destination.
Prochaine étape pour les acheteurs
Pour les acheteurs professionnels
Besoin d'examiner les emballages en fibre moulée sans PFAS pour les marchés de l'UE ou de l'Amérique du Nord ? Bioleader peut vous aider à évaluer la logique de la structure, les lacunes de la documentation et les risques liés aux barrières spécifiques à l'application avant l'approbation commerciale.
Pour les marques alimentaires en croissance
Vous entamez une transition vers des emballages sans PFAS ? Demandez la liste de contrôle de validation pratique de Bioleader pour comparer plus efficacement les systèmes d'additifs internes, les systèmes de barrière externes et les risques d'application réels.
Bioleader soutient les acheteurs en examinant les demandes de fibres moulées, en coordonnant la documentation sur l'absence de PFAS et en validant les emballages destinés à l'exportation.
Avis de droit d'auteur :
2026 Bioleader®. Si vous souhaitez reproduire ce contenu ou y faire référence, vous devez fournir le lien original et mentionner la source. Toute copie non autorisée sera considérée comme une contrefaçon.



