1. Sintesi
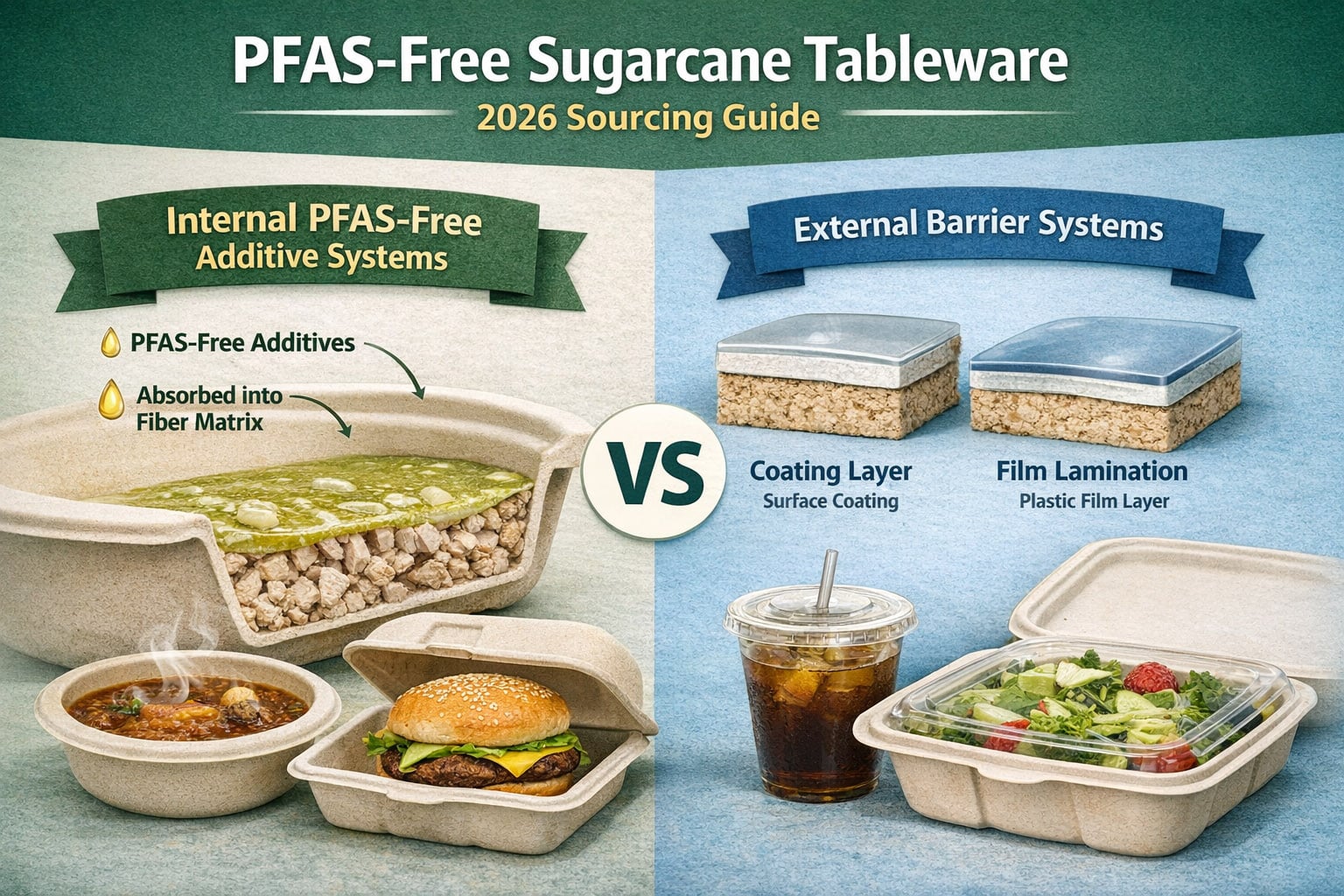
Le stoviglie di canna da zucchero prive di PFAS sono ora una soglia di approvvigionamento, non solo un'etichetta di sostenibilità. Nel mondo reale dell'approvvigionamento di fibre stampate, la scelta tecnica chiave non è più se eliminare la chimica fluorurata, ma quale percorso di resistenza al grasso senza fluoro può ancora fornire prestazioni stabili, produzione scalabile e conformità difendibile. Per la maggior parte degli scenari di takeaway e ristorazione calda, i sistemi di additivi interni ad alte prestazioni offrono il massimo equilibrio di resistenza al grasso, efficienza del processo e redditività commerciale. I sistemi di additivi interni a bassa temperatura rimangono importanti per le applicazioni a catena fredda, ambiente e a basso contenuto di grasso, ma i loro limiti devono essere chiaramente compresi. Per contro, i sistemi di barriera fisici come la laminazione e i rivestimenti superficiali possono raggiungere prestazioni di barriera più elevate in casi di nicchia, ma introducono anche costi più elevati, lavorazioni secondarie e considerazioni più complesse in termini di repulpabilità e normative. Questo articolo fornisce un quadro tecnico di approvvigionamento per valutare Stoviglie in bagassa senza PFAS tecnologie per la conformità, la resistenza al grasso, la scalabilità della produzione e il rischio di verifica dei fornitori, grazie alla logica di approvvigionamento, alle osservazioni sulla produzione e all'esperienza nel controllo di qualità sviluppata attraverso la produzione a lungo termine di fibre stampate e la pratica di esportazione presso la sede della società. Bioleader®.
- Principali basi normative: L'approvvigionamento privo di PFAS richiede ora test verificabili sul fluoro, l'allineamento della certificazione e l'esame della conformità specifica del mercato.
- Percorso tecnico principale: I sistemi di additivi interni ad alte prestazioni rimangono l'opzione più pratica per la maggior parte delle applicazioni di ristorazione calda e takeaway.
- Basse o alte prestazioni: I sistemi di additivi a bassa temperatura sono adatti agli alimenti a catena fredda, ambiente e a basso contenuto di grassi, mentre i sistemi ad alte prestazioni sono sviluppati per le applicazioni da asporto più impegnative.
- Alternativa di nicchia: I sistemi di barriera esterni, tra cui la laminazione e i rivestimenti superficiali, sono giustificati principalmente per requisiti speciali di alta barriera.
- Priorità di approvvigionamento: Gli acquirenti devono confrontare l'esecuzione ripetibile su scala industriale, non solo le prestazioni dei campioni di laboratorio.
2. Perché la scelta di una tecnologia priva di PFAS è importante nel 2026
Nel 2026, Gli imballaggi privi di PFAS non sono più un vantaggio per il branding riservato agli acquirenti attenti alla sostenibilità. È diventato un requisito di base per l'approvvigionamento in un numero crescente di mercati del foodservice e del contatto con gli alimenti. Per i team di approvvigionamento che acquistano prodotti in fibra stampata come conchiglie di canna da zucchero, piatti, ciotole, vassoi e contenitori per alimenti, La vera domanda non è più se la chimica fluorurata debba essere eliminata. La vera sfida di approvvigionamento è quale percorso di resistenza al grasso senza fluoro può ancora fornire prestazioni ripetibili, efficienza produttiva stabile e conformità difendibile su scala commerciale.
Gli articoli per la tavola a base di canna da zucchero si trovano oggi all'incrocio di tre esigenze: sicurezza del contatto con gli alimenti, resistenza al grasso e all'umidità e le aspettative di circolarità dei materiali. Gli acquirenti non confrontano più un “verde” contro un'opzione convenzionale. Stanno confrontando diversi Tecnica senza PFAS con i propri compromessi in termini di tolleranza al calore, resistenza al grasso, complessità di lavorazione, repulpabilità e onere delle prove. In pratica, ciò significa che la scelta del materiale da sola non è più sufficiente. La decisione di acquisto deve ora includere la logica di progettazione della barriera, la capacità di esecuzione in fabbrica, il metodo di test e la tracciabilità dei documenti.
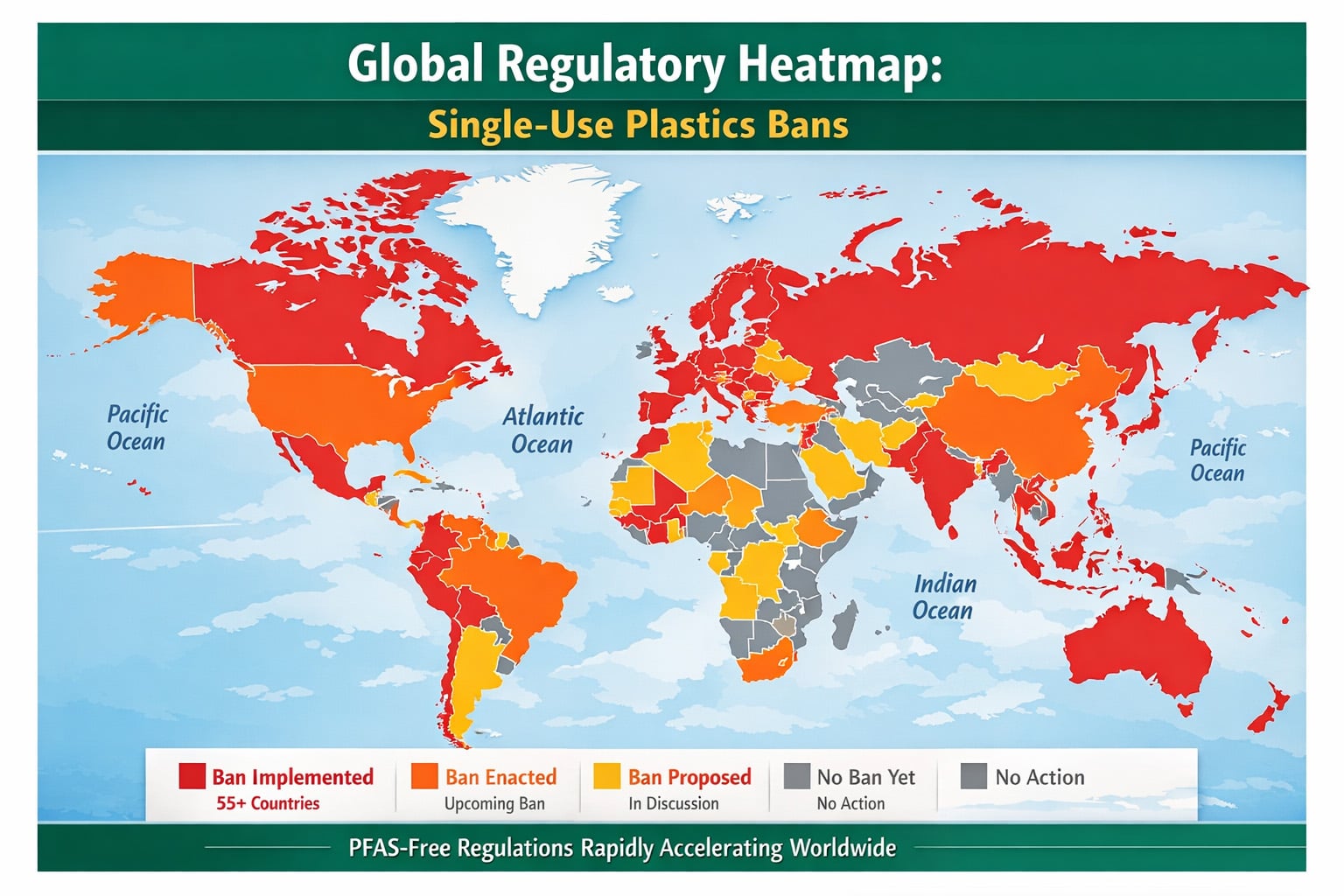
L'urgenza è particolarmente evidente nelle catene di fornitura destinate all'esportazione. Nell'Unione Europea, il nuovo regolamento sugli imballaggi e i rifiuti di imballaggio introduce limiti di concentrazione espliciti per i PFAS negli imballaggi a contatto con gli alimenti, applicabili a partire dal 12 agosto 2026. In Nord America, gli acquirenti si trovano ad affrontare una combinazione di restrizioni sui PFAS a livello statale, requisiti di screening del fluoro basati sulla certificazione e azioni della FDA che hanno già rimosso dall'efficacia numerose notifiche relative ai PFAS a contatto con gli alimenti. Di conseguenza, Le indicazioni sull'assenza di PFAS non possono più basarsi su dichiarazioni vaghe o sul linguaggio di marketing.. Devono essere supportati da una logica di test, da una documentazione specifica del prodotto e da decisioni di approvvigionamento che rimangano credibili durante la revisione normativa.
Per gli imballaggi in fibra stampata per il settore alimentare, ecco perché La selezione della tecnologia è ora più importante del linguaggio delle rivendicazioni. Un campione PFAS-Free a basso costo che funziona per un breve test ambientale può fallire in presenza di olio caldo, lunghi tempi di conservazione o uso da asporto ad alto contenuto di grassi. Un trattamento superficiale ad alta barriera può dare buoni risultati in prove isolate, ma diventare debole dal punto di vista commerciale una volta che si tiene conto della lavorazione secondaria, della perdita di produttività e della pressione di repulpabilità. Il problema dell'approvvigionamento nel 2026 non è quindi semplicemente “Senza PFAS o no.” Si tratta di come selezionare il giusto percorso PFAS-Free per l'effettiva applicazione alimentare, la temperatura operativa, il mercato di conformità e la realtà produttiva.
Questa guida si basa su questa domanda. Si concentra sui due principali percorsi tecnici che oggi si stanno delineando Approvvigionamento di stoviglie in canna da zucchero senza PFAS: Sistemi additivi interni privi di PFAS e sistemi barriera esterni. Spiega inoltre perché gli acquirenti devono distinguere tra le tecnologie additive interne a bassa temperatura e quelle ad alte prestazioni, perché la laminazione e il rivestimento non possono essere trattati come concetti intercambiabili e perché La ripetibilità su scala industriale conta più del successo di un singolo campione. In breve, non si tratta di una panoramica ambientale. È un quadro di approvvigionamento per prendere decisioni tecnicamente e commercialmente difendibili in materia di imballaggi nel 2026.
3. Box delle definizioni: Termini, limiti e significato di “privo di PFAS”
Prima di confrontare i percorsi tecnici, gli acquirenti devono chiarire il linguaggio utilizzato nelle dichiarazioni dei fornitori, nei rapporti di prova e nelle specifiche dei prodotti. Nell'approvvigionamento di fibre stampate prive di PFAS, la confusione inizia spesso con la terminologia. Parole come “Senza PFAS," "senza fluoro," "resistente al grasso," "rivestito," e "laminato” sono spesso usati come se significassero la stessa cosa. Non è così. Per i team di approvvigionamento, conformità e sviluppo del prodotto, queste distinzioni non sono dettagli semantici. Influiscono direttamente sul modo in cui un prodotto viene testato, sull'interpretazione delle prestazioni e sulla difesa di una decisione di approvvigionamento.

| Termine | Significato di lavoro in questo articolo |
|---|---|
| Senza PFAS | Un'affermazione che deve essere supportata da una logica di test, da una documentazione e da un esame di conformità specifico per il mercato. |
| Senza fluoro | Un'espressione commerciale comune che è correlata, ma non identica, a una conclusione di conformità completa ai PFAS. |
| Sistemi di additivi interni privi di PFAS | Chimica di resistenza al grasso e all'acqua priva di fluoro, introdotta nel processo delle fibre stampate dall'interno del sistema della pasta. |
| Sistemi di barriere esterne | Strutture di barriera aggiunte all'articolo in fibra stampato dopo o a livello della superficie del substrato principale. |
| Laminazione di film | Uno strato distinto di film barriera incollato o laminato sul substrato di fibra. |
| Sistemi di rivestimento di superficie | Uno strato barriera applicato in superficie formato da materiali di rivestimento liquidi, acquosi, a base biologica o simili. |
| Resistenza al grasso | Un risultato di prestazione specifico per l'applicazione, influenzato dal tipo di alimento, dalla temperatura, dal tempo di conservazione, dalla struttura e dalla consistenza del processo. |
Tabella 1. Termini fondamentali utilizzati in questa guida
3.1. L'assenza di PFAS è un'indicazione di conformità, non una frase di marketing casuale.
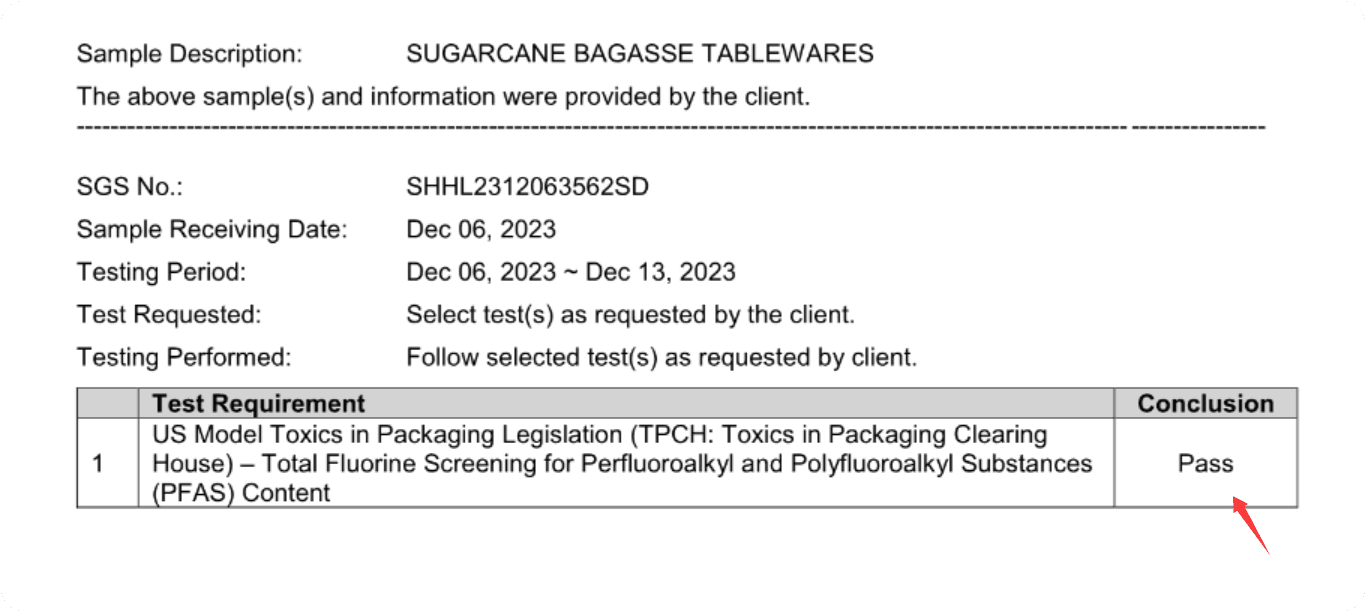
Nei contesti di approvvigionamento professionale, la dicitura “senza PFAS” deve essere intesa come un'affermazione che deve essere supportata da una catena di prove definita. A seconda del mercato e del quadro di certificazione, tali prove possono includere lo screening del fluoro, l'analisi di sostanze mirate, le dichiarazioni firmate, la documentazione degli ingredienti e la revisione della conformità specifica del prodotto. Non deve mai essere trattata come una frase pubblicitaria a sé stante, senza la portata del metodo, la tracciabilità del documento e l'identità del campione.
3.2. I concetti di "senza fluoro" e "senza PFAS" sono correlati, ma non identici.
“Il termine ”senza fluoro“ è spesso utilizzato nella comunicazione commerciale per indicare l'assenza di sostanze chimiche fluorurate aggiunte intenzionalmente. Tuttavia, lo screening basato sul fluoro e la determinazione dei PFAS non sono la stessa questione analitica. Il risultato del fluoro può essere utilizzato come indicatore o strumento di screening, mentre la conformità ai PFAS può richiedere un'interpretazione più ampia che coinvolge analisi mirate, contesto del fluoro totale, dichiarazioni e documentazione tecnica. In altre parole, una semplice dichiarazione di ”non rilevabilità" non significa automaticamente che il prodotto sia stato caratterizzato in modo completo in base a tutti gli aspetti relativi ai PFAS.
3.3. I sistemi additivi interni non sono la stessa cosa dei sistemi di barriera esterni.
In questo articolo, Sistemi di additivi interni privi di PFAS si riferisce alla chimica di resistenza al grasso e all'acqua, priva di fluoro, introdotta nel processo di stampaggio delle fibre dall'interno del sistema della pasta. Questi additivi sono integrati nel processo produttivo prima della formatura finale e dello stampaggio a caldo. Il loro valore commerciale risiede nell'integrazione del processo, nella produzione scalabile e nella ridotta dipendenza dal trattamento superficiale secondario.
Al contrario, Sistemi di barriere esterne si riferisce a strutture di barriera aggiunte all'articolo in fibra stampato dopo o a livello della superficie del substrato principale. In questa guida, i sistemi di barriera esterni comprendono due sottocategorie distinte: Laminazione di film e Sistemi di rivestimento di superficie. Questi percorsi possono migliorare le prestazioni della barriera in alcune applicazioni, ma non devono essere confusi con la tecnologia additiva interna.
3.4. Laminazione e rivestimento non sono termini intercambiabili.
Laminazione si riferisce a uno strato di pellicola barriera distinto, incollato o laminato sul substrato di fibra. La logica tecnica si basa su uno strato di materiale separato che crea una barriera fisica. Rivestimento, Si tratta invece di uno strato barriera applicato in superficie, formato da materiali di rivestimento liquidi, acquosi, a base biologica o simili, che vengono applicati, essiccati e fissati sulla superficie del substrato. Entrambi appartengono ai sistemi di barriera esterna, ma differiscono per struttura, flusso di processo, profilo dei difetti e interpretazione normativa. Per la scrittura tecnica e la revisione dell'approvvigionamento, non devono mai essere trattati come linguaggio intercambiabile.
3.5. La resistenza al grasso è una prestazione specifica dell'applicazione.
"Resistenza al grasso” non deve essere letta come una proprietà universale "sì o no". Negli imballaggi in fibra stampata, la resistenza al grasso dipende dall'effettivo sistema alimentare, dalla temperatura di contatto, dal tempo di mantenimento, dalle condizioni di riempimento, dal design della struttura, dallo spessore delle pareti e dalla consistenza della produzione. Un prodotto che si comporta bene per alimenti freddi o ambientali può fallire in presenza di olio caldo, salse piccanti o lunghi cicli di consegna. Per questo motivo l'articolo distingue tra sistemi di additivazione interna a bassa temperatura e sistemi di additivi interni ad alte prestazioni invece di trattare tutti gli additivi privi di PFAS come un'unica categoria.
3.6. Questo articolo non presuppone che un percorso sia sempre corretto.
Questa guida non parte dal presupposto che ogni soluzione di barriera esterna sia automaticamente inferiore, né che ogni sistema di additivi interni sia automaticamente conforme o ad alte prestazioni. Lo scopo di questo libro bianco è più ristretto e pratico: definire correttamente le vie tecniche, confrontarle in condizioni di approvvigionamento e aiutare gli acquirenti a decidere quale via sia commercialmente, operativamente e normativamente difendibile per una determinata applicazione.
4. Regolamentazione di base 2026 - Cosa devono effettivamente rispettare gli acquirenti
Per gli acquirenti di Stoviglie in canna da zucchero senza PFAS, La revisione normativa nel 2026 non può essere ridotta a un singolo certificato o a una dichiarazione generale del fornitore. La base della conformità è ora formata da una combinazione di soglie di PFAS specifiche per il mercato, requisiti di documentazione per il contatto con gli alimenti, e crescente attenzione alle strutture di barriera negli imballaggi a base di fibre. In termini pratici di approvvigionamento, ciò significa che gli acquirenti devono valutare non solo se un prodotto viene pubblicizzato come privo di PFAS, ma anche come viene supportata tale affermazione, quale logica di test è stata utilizzata e se la struttura del prodotto rimane commercialmente difendibile in base all'evoluzione delle norme sul packaging.
Per i team che si occupano di acquisti per l'esportazione, il cambiamento più importante è che la conformità ai PFAS non è più un argomento di sostenibilità marginale. Sta diventando parte integrante dell'approvazione degli imballaggi, soprattutto quando si intersecano la sicurezza del contatto con gli alimenti, le dichiarazioni di compostabilità, le aspettative di riciclabilità e le politiche di riduzione della plastica. Nel settore degli imballaggi stampati in fibra per il foodservice, questo aspetto è particolarmente importante perché spesso ci si aspetta che le stoviglie in canna da zucchero soddisfino contemporaneamente diversi obiettivi di prestazione e conformità: resistenza al grasso, tolleranza al calore, sicurezza al contatto con gli alimenti e un profilo credibile di materiale circolare.
4.1 Unione Europea: Il PPWR è diventato il principale punto di riferimento per il 2026

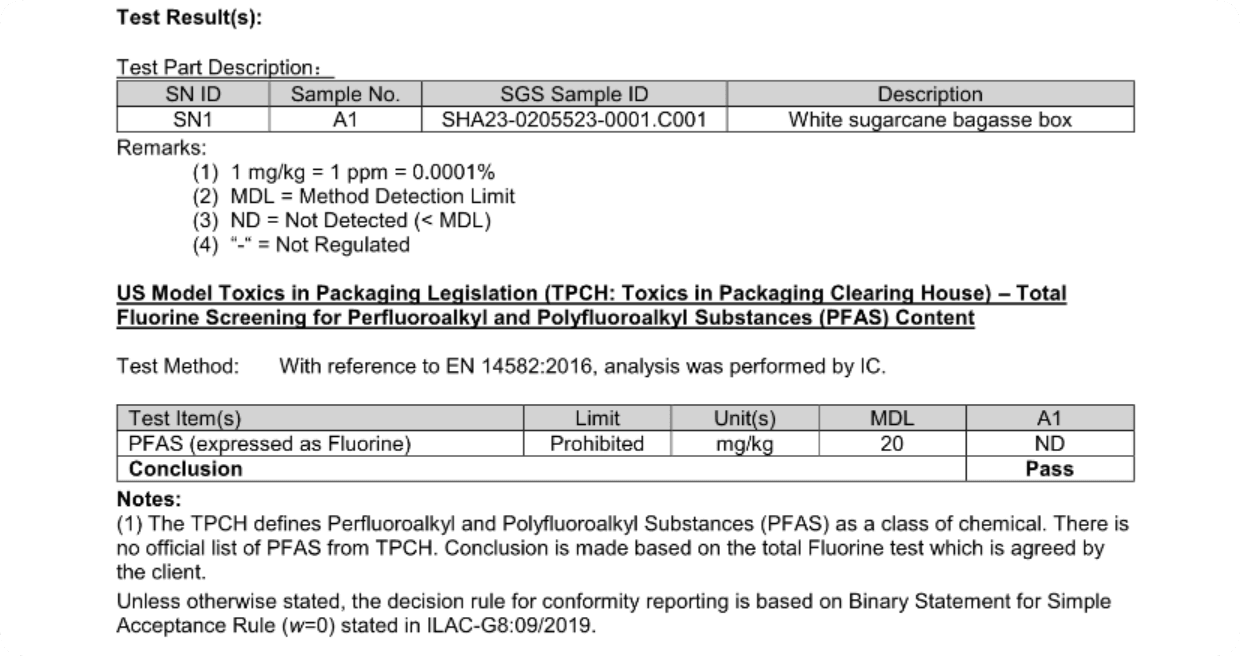
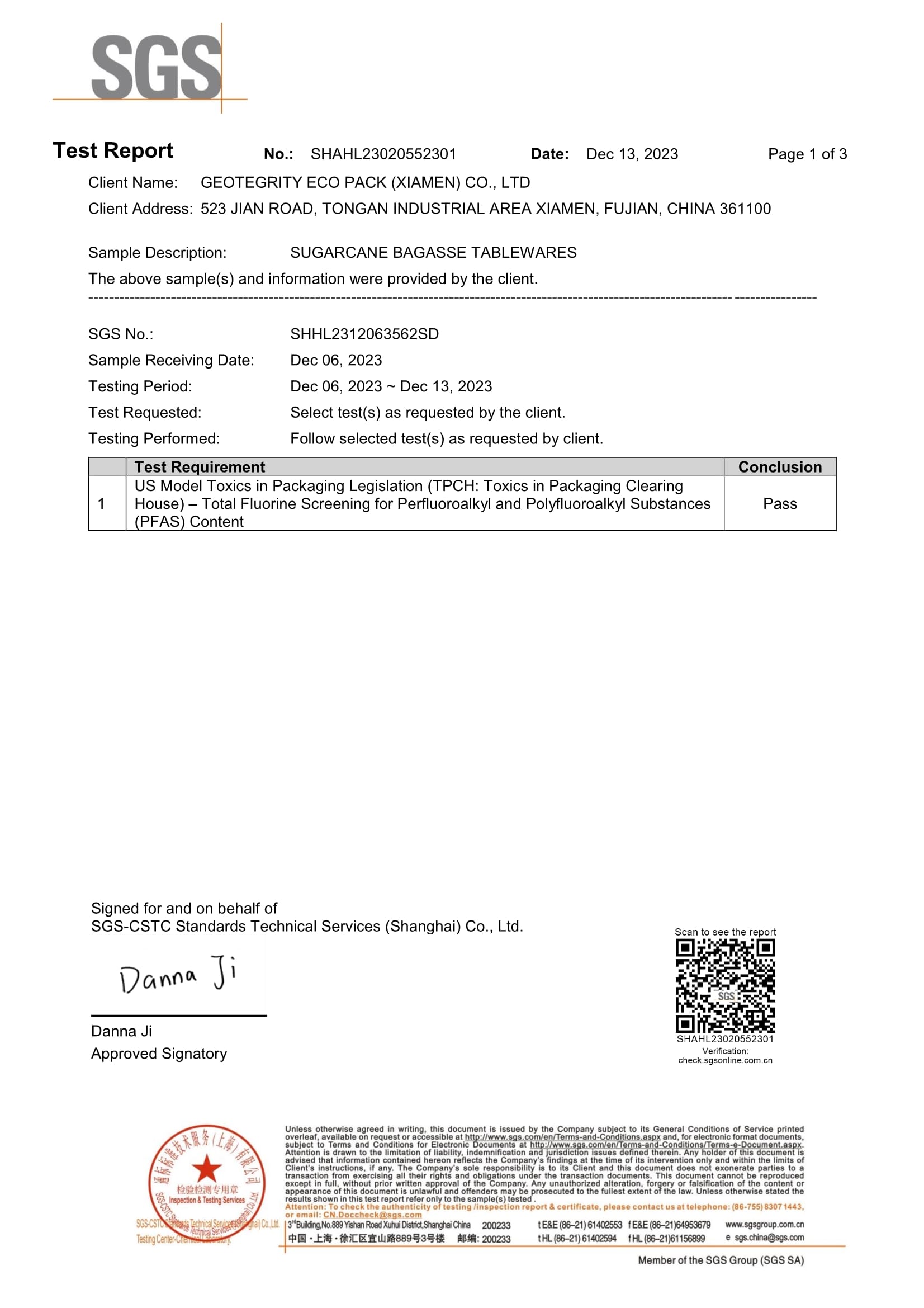
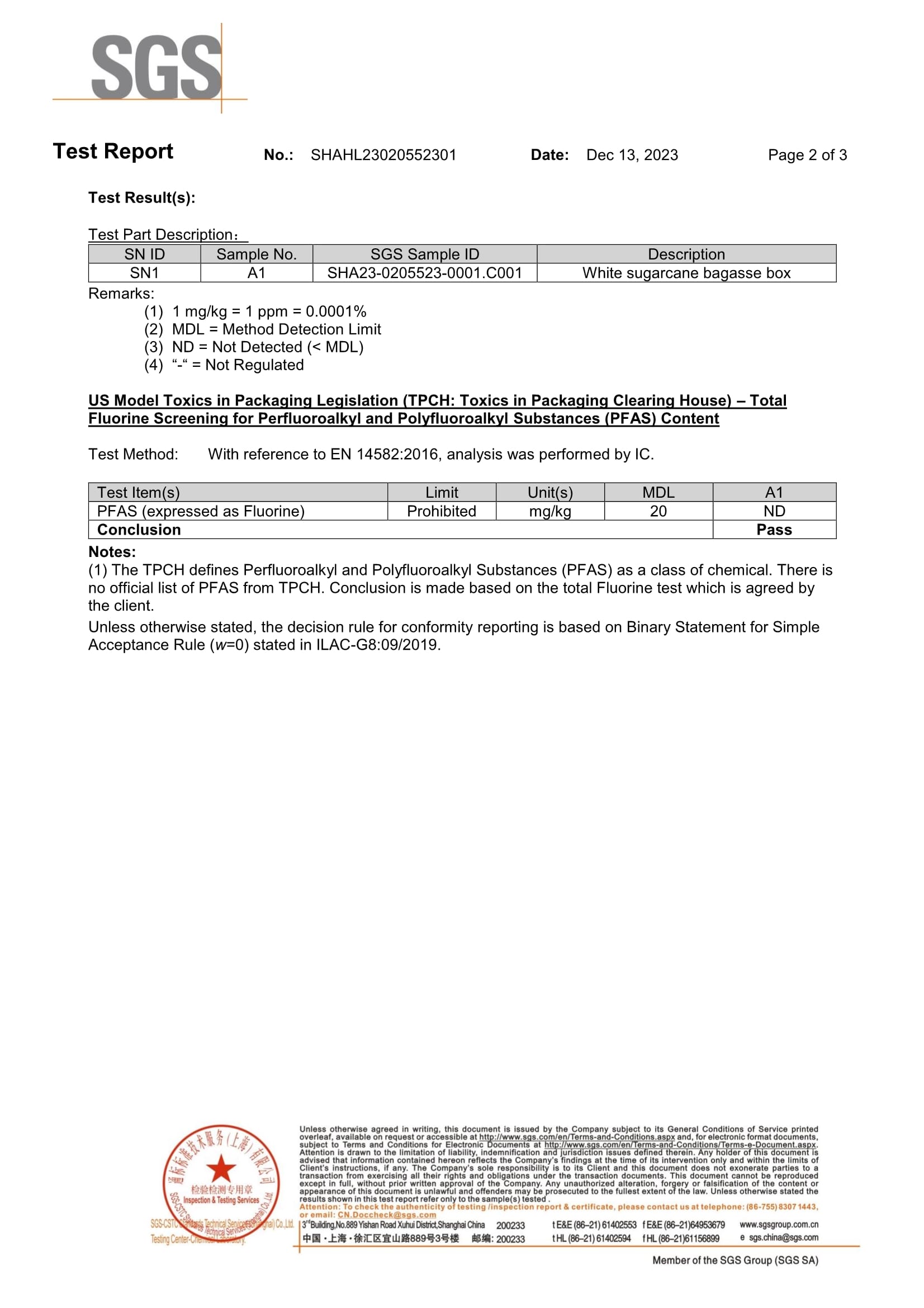
Per gli imballaggi a contatto con gli alimenti immessi nel mercato dell'UE, il Regolamento sugli imballaggi e sui rifiuti di imballaggio fornisce ora l'ancoraggio normativo più importante per la revisione dei PFAS. Da 12 agosto 2026, Gli imballaggi a contatto con gli alimenti non devono contenere PFAS in quantità pari o superiore ai limiti di concentrazione stabiliti dal regolamento. Questi includono un limite di 25 ppb per ogni singolo PFAS, 250 ppb per la somma dei PFAS, e 50 ppm per i PFAS totali. Inoltre, se il fluoro totale supera i 50 mg/kg, i produttori devono essere in grado di dimostrare la fonte di fluoro come parte della documentazione tecnica. Per gli acquirenti, ciò significa che un'ampia indicazione “senza PFAS” non è più sufficiente. L'importante è che il fornitore sia in grado di fornire un pacchetto di prove specifiche per il prodotto, in linea con la logica analitica e l'onere di documentazione applicabili.
Le implicazioni commerciali sono altrettanto importanti. Il quadro normativo dell'UE in materia di imballaggi non si sta solo restringendo intorno alle sostanze che destano preoccupazione, ma sta anche spostando il mercato verso strutture di imballaggio più facili da giustificare in un contesto di economia circolare. Per questo motivo, i prodotti a base di fibre con una logica dei materiali più semplice possono offrire una posizione di approvvigionamento più forte a lungo termine rispetto alle strutture che dipendono fortemente da strati barriera aggiuntivi. Per i team di approvvigionamento, la questione non è più solo se un prodotto può superare un test oggi, ma se la sua struttura rimane strategicamente difendibile nella prossima fase di controllo degli imballaggi.
4.2 Perché le strutture in fibra laminata o rivestita devono essere esaminate più da vicino in Europa
Nel contesto normativo europeo, gli acquirenti devono anche distinguere attentamente tra gli articoli in fibra stampata che rimangono principalmente a base di fibra e quelli che si affidano a strati barriera contenenti plastica. Le linee guida dell'UE sulle plastiche monouso hanno già chiarito che i prodotti in carta o cartone con rivestimento in plastica possono ancora rientrare in un'interpretazione regolata dalla plastica. Ciò non significa che ogni struttura laminata o rivestita sia automaticamente non conforme. Significa che i sistemi di barriera esterna comportano solitamente un onere interpretativo più elevato, soprattutto quando gli acquirenti devono difendere la riciclabilità, la repulpabilità o la riduzione della plastica oltre alla conformità ai PFAS.
Per questo motivo, i prodotti in fibra stampata laminata e rivestita non dovrebbero essere valutati solo in base alle prestazioni di barriera immediate. Gli acquirenti dovrebbero anche considerare se la struttura crea ulteriori problemi normativi, limitazioni al riciclo o rischi di accesso al mercato in regioni in cui la purezza della fibra e la circolarità stanno diventando criteri di acquisto più importanti.
4.3 Nord America: la logica di certificazione, le restrizioni statali e i segnali della FDA ora funzionano insieme
In Nord America, il quadro della conformità è formato da tre meccanismi che si sovrappongono: i requisiti di certificazione, le restrizioni a livello statale in materia di imballaggi alimentari e l'azione normativa federale. Per i prodotti compostabili per la ristorazione, il BPI rimane uno dei punti di riferimento più chiari. La sua politica sulle sostanze chimiche fluorurate richiede la prova che la formula del prodotto non contenga sostanze chimiche fluorurate, i risultati dei test di un laboratorio approvato da BPI che dimostrino un massimo di 100 ppm di fluoro organico totale, e una dichiarazione firmata che conferma l'assenza di sostanze chimiche fluorurate aggiunte intenzionalmente. Per i team di sourcing, il significato di questo requisito non è solo il numero in sé. È il fatto che la conformità deve essere supportata da documentazione e prove di laboratorio.
La regolamentazione a livello statale aggiunge un ulteriore livello di responsabilità. Lo Stato di Washington, ad esempio, richiede certificati di conformità per le categorie di imballaggi alimentari soggette a restrizioni e chiarisce che i produttori devono conservare questi documenti finché l'imballaggio rimane in uso e per un periodo definito dopo la distribuzione. In questo modo, la conformità dei PFAS va oltre il linguaggio del marketing e diventa una documentazione verificabile della catena di fornitura. Gli acquirenti che lavorano con fibra modellata Le ciotole, i piatti, i contenitori aperti o chiusi devono quindi aspettarsi non solo indicazioni, ma anche registrazioni di conformità tracciabili che corrispondano ai tipi di prodotto effettivi.
A livello federale, l'azione della FDA ha ulteriormente rafforzato il passaggio del mercato all'utilizzo di prodotti antigrasso a base di PFAS negli imballaggi alimentari in carta e cartone. L'agenzia ha stabilito che 35 notifiche relative ai PFAS per il contatto con gli alimenti non sono più valide a partire da 6 gennaio 2025, con una data di adempimento di 30 giugno 2025 per alcuni imballaggi di carta per alimenti prodotti, forniti o utilizzati prima di tale data. Per i professionisti degli acquisti, questo è un forte segnale che la conversione senza PFAS non è più una tendenza speculativa. È già radicata nell'orientamento normativo del mercato nordamericano degli imballaggi.
4.4 Cosa significa per gli acquirenti di stoviglie in canna da zucchero prive di PFAS
 |  |
La conseguenza in materia di appalti è semplice: gli acquirenti non devono più approvare stoviglie in bagassa prive di PFAS sulla base di un singolo logo, di una dichiarazione generica o di un test a campione effettuato una sola volta. La linea di base 2026 richiede una revisione più strutturata. Come minimo, gli acquirenti devono confermare quale standard di mercato è stato preso in considerazione, quale tipo di test sul fluoro o sui PFAS è stato utilizzato, se il risultato del test corrisponde all'effettivo SKU e alla struttura del prodotto e se il prodotto si basa su un sistema di additivi interni o su una struttura esterna a barriera che può creare ulteriori questioni normative o di riciclaggio.
In altre parole, la conformità normativa e la progettazione tecnica non possono più essere esaminate separatamente. Per le stoviglie in canna da zucchero prive di PFAS, la decisione di approvvigionamento difendibile è quella che allinea lingua di rivendicazione, ambito di prova, struttura del prodotto, e destinazione del mercato in un'unica logica di approvazione. Questa è la base per il confronto tecnico che seguirà nelle prossime sezioni.
5. Perché la resistenza al grasso nella fibra stampata è un problema di processo, non uno slogan
Negli imballaggi in fibra stampata per il settore alimentare, la resistenza al grasso viene spesso discussa come se fosse una semplice caratteristica del prodotto. In realtà, si tratta di una risultati di performance controllati dal processo. A ciotola di canna da zucchero, Il contenitore, il vassoio o il guscio di conchiglia non diventa commercialmente affidabile solo perché è etichettato come privo di PFAS, compostabile o stampato da fibre vegetali. Ciò che determina le prestazioni nel mondo reale è la capacità del sistema di produzione completo di creare una struttura di fibra che rimanga stabile se esposta a olio, calore, umidità, pressione e tempo.
Questa distinzione è fondamentale per gli acquirenti perché la fibra stampata non si guasta come gli imballaggi in plastica o in film. Nelle stoviglie in canna da zucchero, la migrazione del grasso è solitamente legata a porosità delle fibre, punti deboli locali, densità strutturale e consistenza della lavorazione.. Un prodotto può apparire visivamente accettabile al primo riempimento, ma sviluppare un'ombra di olio sul retro, un'infiltrazione sul bordo, un ammorbidimento locale o la penetrazione del pannello inferiore dopo alcuni minuti di contatto con il cibo caldo. Per questo motivo, la resistenza al grasso non deve mai essere valutata solo in base all'aspetto al momento dell'uso. Deve essere valutata in condizioni di applicazione definite.
5.1 La struttura della fibra è il punto di partenza, non la risposta finale

La bagassa di canna da zucchero è un substrato di fibra stampata resistente e commercialmente interessante, ma non è naturalmente un materiale ad alta barriera. Come altre strutture in fibra vegetale, contiene una rete di pori, intersezioni di fibre e regioni a densità variabile create durante la formatura, la disidratazione e la pressatura a caldo. Sono proprio queste caratteristiche strutturali a rendere il prodotto leggero, compostabile e producibile su scala. Sono anche il motivo per cui la penetrazione incontrollata di olio e umidità può verificarsi se la progettazione della barriera è debole o le condizioni di produzione sono instabili.
Ecco perché un articolo in fibra stampata privo di PFAS non dovrebbe mai essere giudicato solo in base all'identità del materiale. Il termine “Bagasse” non è di per sé una garanzia di prestazioni. Due prodotti realizzati con la stessa fibra di base possono comportarsi in modo molto diverso a seconda del sistema di additivi, del design dello stampo, dello spessore della parete, delle condizioni della pressa, dell'efficienza di disidratazione e della consistenza post-formatura. Nell'approvvigionamento commerciale, la vera questione tecnica non è se il substrato è sostenibile. È se la struttura finita è progettata e prodotta per sopravvivere al carico di contatto con gli alimenti previsto.
5.2 La rottura del grasso è di solito un evento strutturale prima che diventi un problema visibile.
Molti acquirenti valutano la resistenza al grasso solo dopo la comparsa di un problema di perdita visibile. Ma è troppo tardi. In pratica, i guasti alle fibre stampate spesso iniziano come debolezza strutturale molto prima di diventare un evidente reclamo del cliente. L'olio può passare attraverso le regioni a bassa densità, le transizioni dei bordi, la geometria degli angoli, i bordi di tenuta o le aree sollecitate durante l'impilaggio e il trasporto. Quando un prodotto mostra evidenti macchie o perdite, spesso il sistema barriera sottostante non funziona più da tempo.
Questo è anche il motivo per cui le prestazioni del pannello centrale da sole non sono sufficienti. Il fondo di una ciotola può sembrare stabile in un test statico al banco, mentre l'area del bordo, la transizione della parete laterale o il bordo dello scomparto diventano il vero punto di rottura durante l'uso effettivo per l'asporto. Gli acquirenti devono quindi considerare la resistenza al grasso come una questione di prestazioni dell'intera struttura, non come una dichiarazione di laboratorio sulla superficie piatta.
5.3 Il calore, il carico d'olio e il tempo di mantenimento sono variabili diverse e non devono essere mescolate tra loro.
 |  |
Uno degli errori di approvvigionamento più comuni è quello di descrivere un'applicazione alimentare in modo troppo generico. “Cibo caldo” non è un metodo di prova. Una confezione in fibra stampata riempita di riso caldo si comporta in modo molto diverso da una che contiene pollo fritto, curry, noodles oleosi o zuppa con uno strato superficiale ricco di grassi. La temperatura è importante, ma la temperatura da sola non spiega le prestazioni. Il carico dell'olio, la durata del contatto e la geometria del prodotto sono altrettanto importanti.
Per questo motivo, un prodotto privo di PFAS che si comporta bene in caso di breve contatto con alimenti caldi può comunque fallire in caso di cicli di erogazione più lunghi, maggiore concentrazione di grasso o ritenzione di calore ripetuta. È anche il motivo per cui i sistemi di additivi interni a bassa temperatura e i sistemi di additivi interni ad alte prestazioni non dovrebbero essere raggruppati come se servissero lo stesso campo di applicazione. La differenza tra i due non è solo di marketing. Si tratta di una differenza di condizioni d'uso e di capacità di processo.
| Variabile | Perché è importante | Errore tipico dell'acquirente |
|---|---|---|
| Temperatura degli alimenti | Temperature più elevate possono accelerare l'ammorbidimento delle fibre, la migrazione dell'umidità e lo stress della barriera. | Trattare tutti i “cibi caldi” come un'unica condizione. |
| Carico di olio | Gli alimenti ricchi di grassi creano una sfida di penetrazione diversa rispetto a quelli secchi o a basso contenuto di grassi. | Supponendo che il riso caldo e gli spaghetti oleosi richiedano lo stesso livello di barriera. |
| Tempo di mantenimento | Una maggiore durata del contatto aumenta il rischio di macchie sul retro, di infiltrazioni e di indebolimento strutturale. | Approvazione di un campione basata solo su test a breve contatto. |
| Geometria del prodotto | Gli angoli, i cerchioni, le transizioni tra i fianchi e i bordi del vano sono spesso i primi punti di rottura. | Valutare solo il pannello centrale o l'area del fondo piatto. |
| Spessore della parete | Le aree a parete sottile sono più sensibili alle variazioni di porosità e alla penetrazione del grasso. | Ridurre il peso senza rivalutare le prestazioni della barriera. |
| Coerenza del processo | La stabilità della resistenza al grasso dipende dalla ripetibilità delle condizioni di formatura, disidratazione e pressatura a caldo. | Giudicare le prestazioni solo da un singolo lotto campione. |
Tabella 2. Variabili chiave che influenzano la resistenza al grasso negli imballaggi in fibra stampata
5.4 Condensa, umidità e grasso non sono la stessa modalità di guasto.
Un'altra fonte comune di confusione è l'errata interpretazione degli effetti legati all'umidità. Negli imballaggi in fibra stampata, la condensazione e la penetrazione di grasso non sono eventi identici. Un prodotto riempito a caldo può generare un'umidità visibile o una superficie umida a causa della migrazione del vapore e della differenza di temperatura, soprattutto durante l'uso con coperchio. Questo non significa automaticamente che il sistema di resistenza al grasso sia fallito. La questione più importante è se si verifica un'effettiva penetrazione dell'olio, un ammorbidimento delle fibre, un indebolimento strutturale o una macchia persistente sul retro legata alla migrazione del grasso.
Per una seria valutazione del prodotto, gli acquirenti dovrebbero separare almeno tre condizioni: esposizione all'umidità a caldo, esposizione all'olio caldo, e stress combinato calore-grasso-tempo di mantenimento. Un fornitore che non è in grado di distinguere queste condizioni nei test o nelle raccomandazioni di prodotto difficilmente potrà fornire indicazioni affidabili sull'assenza di PFAS per l'uso reale nei servizi di ristorazione.
5.5 La resistenza al grasso nel 2026 è una questione di disciplina di fabbrica
Entro il 2026, il mercato non si chiederà più solo se un prodotto in fibra stampata privo di PFAS possa superare un test su un campione isolato. La domanda più importante è se le stesse prestazioni possono essere mantenute nella produzione commerciale, in più SKU e in lotti di esportazione ripetuti. Ecco perché la resistenza al grasso dovrebbe essere trattata come un problema di disciplina di produzione. La chimica degli additivi è importante, ma lo sono anche la preparazione della pasta, il controllo del dosaggio, la stabilità di formatura, la temperatura dello stampo, il tempo di permanenza, la variazione dello spessore delle pareti e la disciplina del controllo qualità.
Dal punto di vista dell'approvvigionamento, questo è il punto in cui molti fornitori iniziano a separarsi. Alcuni possono produrre un campione di laboratorio accettabile. Pochi sono in grado di mantenere prestazioni ripetibili quando la velocità di produzione aumenta, la quantità di cartoni cresce e più formati di prodotto vengono eseguiti in parallelo. Per gli acquirenti, il vero rischio di acquisto è raramente il primo campione. È l'incoerenza su scala commerciale.
Questo è anche il punto in cui L'esperienza produttiva di Bioleader diventa rilevante. Nella fornitura di fibre stampate per l'esportazione, la resistenza al grasso non è gestita come un'affermazione di un singolo materiale. È gestita come risultato combinato della struttura della fibra, del controllo del processo, della selezione degli additivi e della corrispondenza con l'applicazione. Per questo motivo, la prossima sezione si concentra innanzitutto sui sistemi di additivi interni PFAS-Free, compresa la differenza pratica tra i percorsi a bassa temperatura e ad alte prestazioni, prima di passare ai sistemi di barriera esterni come la laminazione e i rivestimenti superficiali.
6. Percorso A - Sistemi di additivi interni privi di PFAS
Tra i percorsi tecnologici disponibili per l'assenza di PFAS per Imballaggi per ristorazione in fibra stampata, I sistemi di additivi interni rimangono il punto di partenza più rilevante dal punto di vista commerciale. La loro importanza deriva da un fatto pratico: sono progettati per costruire prestazioni di resistenza al grasso e all'umidità. all'interno del processo di stampaggio della fibra stessa, piuttosto che affidarsi principalmente a uno strato barriera post-forming separato. Per gli acquirenti, questo è importante perché i sistemi integrati sono generalmente più facili da scalare, più facili da controllare in produzione e più facili da valutare come parte di un processo industriale completo piuttosto che come trattamento superficiale isolato.
Nell'ambito dell'approvvigionamento commerciale, i sistemi di additivi interni sono spesso la strada che meglio concilia prestazioni, produttività e costi per le applicazioni tradizionali di stoviglie in canna da zucchero. Non sono automaticamente l'opzione di barriera più forte in ogni caso d'uso estremo, ma sono spesso la strada più pratica per gli imballaggi da asporto ad alto volume, dove gli acquirenti hanno bisogno di una resistenza ripetibile al grasso senza aggiungere un'eccessiva complessità strutturale. Questo è anche il motivo per cui i sistemi interni non dovrebbero essere discussi come un'unica categoria generica. Nella realtà degli appalti e della produzione, c'è una grande differenza tra sistemi di additivazione interna a bassa temperatura e sistemi di additivi interni ad alte prestazioni.
 |  |
6.1 Cosa significano i sistemi di additivazione interna
In questo articolo, i sistemi di additivi interni PFAS-Free si riferiscono alla chimica di resistenza al grasso e all'acqua priva di fluoro introdotta all'interno del processo di produzione della fibra stampata, in genere attraverso il sistema di pasta prima della formatura finale e dello stampaggio a caldo. La logica commerciale è semplice: piuttosto che costruire la barriera principalmente attraverso un film esterno separato o uno strato di rivestimento, il produttore cerca di migliorare le prestazioni di resistenza dell'articolo finale attraverso una chimica integrata nel processo, combinata con la formatura, la disidratazione e il controllo della pressatura a caldo.
Questa distinzione è importante perché i sistemi interni sono spesso fraintesi, come se fossero semplicemente “sistemi".“materiali aggiunti alla pasta.” In pratica, l'additivo stesso è solo una parte del risultato. Le prestazioni reali dipendono da come l'additivo interagisce con la distribuzione delle fibre, la densità strutturale, la rimozione dell'umidità e le condizioni di formatura termica. Ecco perché due fornitori possono dichiarare di utilizzare additivi interni privi di PFAS, ma fornire prestazioni molto diverse una volta che il prodotto viene riempito con alimenti caldi, oleosi o da asporto a lunga conservazione.
Dal punto di vista dell'approvvigionamento, il principale punto di forza di un sistema interno è che può essere valutato come parte di un percorso produttivo completo. Gli acquirenti non si limitano a esaminare una dichiarazione chimica. Stanno valutando se il fornitore è in grado di mantenere una finestra di processo stabile attraverso la preparazione della pasta, il controllo degli additivi, la consistenza della formatura, la pressatura a caldo, la variazione degli SKU e la produzione del lotto finale.
6.2 Sistemi di additivazione interna a bassa temperatura
I sistemi di additivi interni a bassa temperatura sono generalmente destinati ad ambienti meno esigenti in termini di resistenza al grasso. In pratica, questi sistemi sono in genere più adatti a catena del freddo, ambiente, alimenti secchi o applicazioni a basso contenuto di grasso dove la confezione non è esposta a olio caldo prolungato, a un forte carico di grassi o a lunghe condizioni di mantenimento ad alta temperatura. Spesso rimangono interessanti dal punto di vista commerciale perché sono più vicini alle economie di produzione standard e possono supportare la produzione di volumi mainstream con un onere inferiore in termini di prestazioni e costi.
Questo tipo di sistema può essere del tutto appropriato quando l'applicazione è correttamente abbinata. Ad esempio, i prodotti utilizzati per insalate, frutta, prodotti da forno, pasti a temperatura ambiente o contatti di breve durata con alimenti relativamente poco grassi possono non richiedere il margine di barriera più elevato di un sistema interno più esigente. In questi casi, un'eccessiva ingegnerizzazione del prodotto può solo aggiungere costi senza fornire un reale valore commerciale.
Il rischio di approvvigionamento inizia quando gli acquirenti o i fornitori trattano i sistemi a bassa temperatura come se fossero universalmente adatti a tutti gli imballaggi in fibra stampata privi di PFAS. Non è così. Una volta che il profilo alimentare si sposta verso un uso più caldo, ricco di olio, ricco di salse o da asporto a lunga conservazione, la finestra delle prestazioni cambia in modo significativo. Un prodotto approvato per condizioni di utilizzo leggere può mostrare ombreggiature sul retro, infiltrazioni sui bordi, ammorbidimento locale o consistenza instabile nell'uso reale nel settore della ristorazione. Per questo motivo, un sistema interno a bassa temperatura dovrebbe essere approvato solo in base all'effettivo profilo di applicazione, non in base a un'indicazione generica come “sicuro per i cibi caldi” o “resistente ai grassi”.”
6.3 Sistemi di additivi interni privi di PFAS per alte temperature
Senza PFAS per alte temperature I sistemi di additivi interni sono sviluppati per applicazioni in fibra stampata più impegnative, in cui il carico di grasso, la sollecitazione della temperatura e il tempo di mantenimento sono materialmente più elevati. In termini di approvvigionamento, questo è il percorso più pertinente per i pasti caldi da asporto, i cibi preparati oleosi, le applicazioni con salse e altri ambienti di ristorazione esigenti. Il loro valore commerciale consiste nell'offrire prestazioni più elevate di resistenza ai grassi, pur mantenendo i vantaggi operativi di un processo integrato di fibre stampate.
Da un punto di vista tecnico, questi sistemi non vanno intesi come un semplice utilizzo dello stesso additivo a un livello superiore. In una produzione ben controllata, sono meglio compresi come risultato coordinato della chimica interna dell'additivo, dell'interazione fibra-superficie, della stabilizzazione del processo e della densificazione a caldo. L'effetto barriera finale è influenzato dall'efficacia del sistema nell'intera struttura dell'articolo, comprese le regioni a bassa densità, le transizioni tra i fianchi, gli angoli, i bordi e altre aree in cui i prodotti in fibra stampata di solito falliscono per primi nell'uso reale.
Questo è anche il punto in cui la disciplina di processo diventa decisiva. Un sistema interno privo di PFAS ad alta temperatura può giustificare le sue affermazioni solo se la fabbrica è in grado di mantenere la stabilità della consistenza della pasta, del dosaggio degli additivi, dell'ordine di miscelazione, del comportamento di disidratazione, della temperatura dello stampo, del tempo di permanenza e del controllo dello spessore della parete. Senza questa disciplina, anche un pacchetto di additivi tecnicamente avanzato può produrre risultati commerciali incoerenti. Sulla base di L'esperienza di Bioleader nella produzione di fibre stampate, I risultati più affidabili in termini di assenza di PFAS ad alta temperatura non si ottengono attraverso una dichiarazione di un singolo materiale, ma attraverso una finestra di processo ripetibile che rimane stabile tra diversi SKU e lotti di esportazione.
Per gli acquirenti, il significato pratico è chiaro: i sistemi interni PFAS-Free ad alta temperatura sono spesso l'opzione più equilibrata per gli imballaggi da asporto caldi mainstream, ma devono comunque essere convalidati rispetto al caso d'uso effettivo. Il livello di calore, la concentrazione di grasso, il tempo di riempimento, le condizioni del coperchio, la pressione di impilamento e la durata della consegna influiscono sul risultato finale. La domanda giusta per l'approvazione non è quindi se un fornitore dichiara che il prodotto è “ad alte prestazioni”, ma se tali prestazioni sono state dimostrate in condizioni che riflettono l'applicazione prevista.
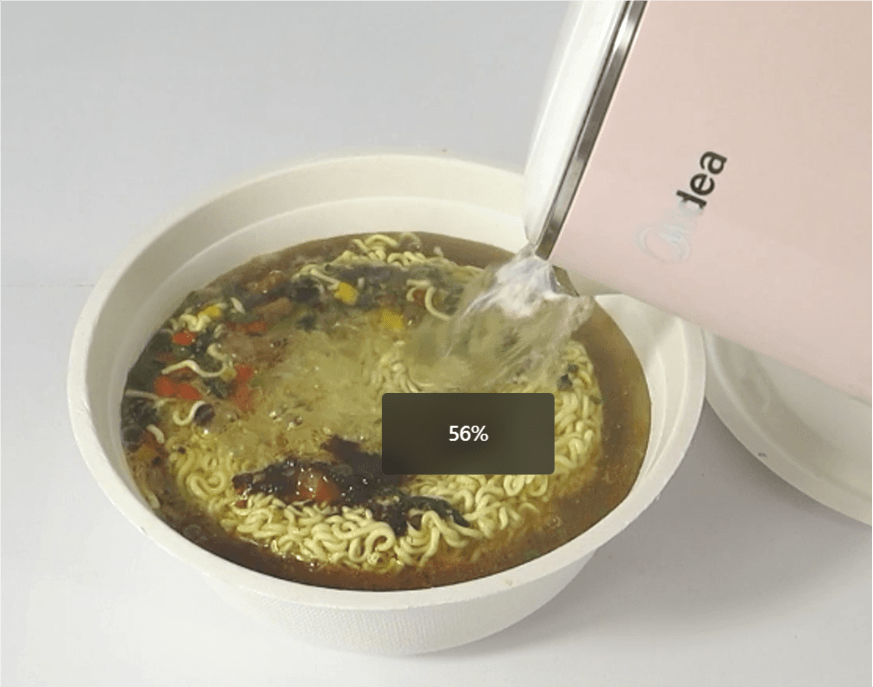
Per illustrare l'aspetto pratico della convalida basata sull'applicazione, Bioleader ha condotto una dimostrazione di riscaldamento domestico a microonde utilizzando un contenitore di bagassa di canna da zucchero senza PFAS ad alta temperatura con coperchio, in condizioni di cibo misto.
Dimostrazione del riscaldamento a microonde in condizioni reali
Per dimostrare le prestazioni pratiche in condizioni realistiche di riscaldamento, Bioleader ha testato un contenitore per alte temperature senza PFAS di bagassa di canna da zucchero con coperchio utilizzando riso, avanzi di piatti oleosi e circa 200 ml di acqua in un microonde domestico standard.
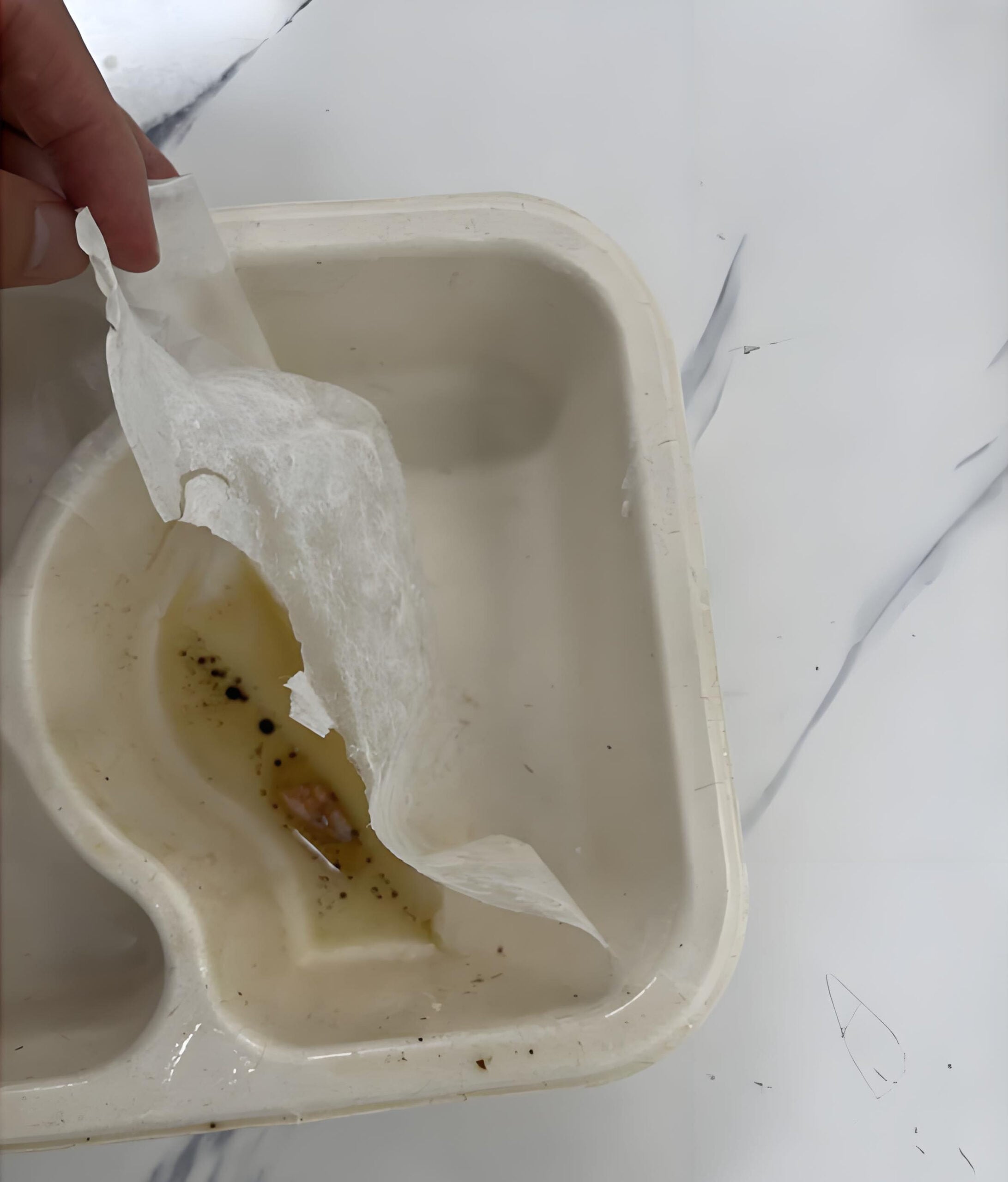
Dopo 3 minuti ad alta potenza, Il cibo era estremamente caldo, mentre il il corpo e il coperchio del contenitore sono rimasti intatti, con nessuna perdita dal fondo o dai bordi. Dopo 30 minuti in piedi, Non è stata osservata alcuna perdita. Lo stesso campione è stato poi riscaldato per altri 2 minuti. Anche se è diventato leggermente più morbido dopo ripetuti riscaldamenti, ma ha comunque supportato il cibo in modo sicuro e ha mostrato nessuna perdita.
Questa dimostrazione reale fornisce un'utile prova a livello applicativo che un sistema interno PFAS-Free ben controllato ad alta temperatura può fornire prestazioni credibili di resistenza al grasso e di barriera all'umidità in scenari impegnativi di asporto e riscaldamento.
Nota: Si tratta di una dimostrazione interna di riscaldamento domestico, solo come riferimento per l'applicazione pratica. Non sostituisce i test di laboratorio standardizzati di terze parti, la certificazione o la verifica di conformità specifica del mercato.
6.4 Perché i sistemi interni rimangono interessanti dal punto di vista commerciale
La forza continua dei sistemi interni di additivi senza PFAS non è solo tecnica. È anche operativo e commerciale. Poiché la logica della barriera è integrata nel processo di produzione della fibra stampata, gli acquirenti spesso ottengono una soluzione più scalabile per gli imballaggi mainstream del settore alimentare rispetto a una struttura di barriera esterna che dipende da una lavorazione separata a valle. In genere, ciò favorisce un flusso di produzione più pulito, un minor numero di variabili di processo secondario e una struttura dei costi più pratica per la fornitura di alti volumi di esportazione.
I sistemi interni possono anche offrire una soluzione più semplice per l'approvvigionamento nei mercati in cui gli acquirenti apprezzano sempre più le strutture di imballaggio in fibra più semplici. Non eliminano la necessità di test, documentazione o convalida specifica dell'applicazione, ma spesso riducono la complessità strutturale che deriva dagli imballaggi laminati o rivestiti separatamente. Per i team di approvvigionamento, ciò può significare un equilibrio più gestibile tra prestazioni di barriera, efficienza produttiva e posizionamento di conformità a lungo termine.
6.5 Dove i sistemi interni falliscono ancora nella pratica
Nonostante i vantaggi, i sistemi di additivi interni privi di PFAS non eliminano i rischi tecnici. Possono ancora fallire quando l'applicazione viene classificata in modo errato, quando il prodotto è stato sovraccaricato di peso, quando la geometria tagliente crea punti di stress locali o quando la coerenza del processo è debole. Nel mondo degli imballaggi per la ristorazione, le zone problematiche più comuni sono i bordi di chiusura, le transizioni tra i compartimenti, gli angoli vivi, le regioni a pareti sottili e i formati esposti a lunghi tempi di conservazione con sistemi alimentari ad alto contenuto di grassi.
Per questo motivo gli acquirenti dovrebbero evitare di considerare i sistemi interni come una garanzia automatica. Un percorso di additivi interni senza PFAS può essere commercialmente forte, ma solo se il design del prodotto, la finestra del processo e il profilo dell'applicazione sono allineati. In pratica, questo significa che i fornitori più forti non sono quelli che fanno le affermazioni più ampie. Sono quelli che possono spiegare dove si trova il limite delle prestazioni, come è stato testato e come la ripetibilità è controllata su scala industriale.
7. Percorso B - Sistemi di barriere esterne
I sistemi a barriera esterna rappresentano il secondo principale percorso PFAS-Free negli imballaggi per ristorazione in fibra stampata. A differenza dei sistemi di additivi interni, che creano prestazioni di resistenza all'interno del processo di formatura stesso, i sistemi di barriera esterna si basano su una barriera distinta a livello superficiale per migliorare la protezione dal grasso o dall'umidità. In termini di approvvigionamento, questo percorso viene solitamente preso in considerazione quando gli acquirenti hanno bisogno di un margine di barriera più forte di quello che una struttura standard in fibra stampata può fornire attraverso la sola chimica interna, o quando una specifica applicazione alimentare crea condizioni di liquidi, olio o tempo di permanenza insolitamente impegnative.
Per i team di approvvigionamento, la questione principale non è se i sistemi di barriera esterni possano funzionare. In molti casi possono funzionare. La domanda più importante è se le prestazioni della barriera aggiuntiva giustifichino l'aumento di costi che ne deriva. complessità strutturale, dipendenza dai processi, costi e circolarità.. Per questo motivo i sistemi esterni non dovrebbero essere considerati come un aggiornamento predefinito. Devono essere valutati come un percorso tecnico distinto, con i propri vantaggi, limiti e implicazioni normative.

7.1 Cosa appartiene ai sistemi di barriere esterne
In questa guida, i sistemi di barriera esterna comprendono due categorie principali: laminazione di film e sistemi di rivestimento superficiale. Entrambe sono soluzioni orientate alla superficie, ma non sono intercambiabili in termini tecnici o di approvvigionamento. La laminazione di film crea una barriera incollando uno strato di film distinto sul substrato di fibra stampata. I sistemi di rivestimento superficiale creano una barriera applicando un materiale liquido o in dispersione sulla superficie e formando uno strato funzionale dopo l'essiccazione, l'indurimento o il fissaggio.
Questa distinzione è importante perché i due percorsi si comportano in modo diverso nella produzione, nella stabilità delle prestazioni e nell'interpretazione del mercato. Una struttura laminata può fornire un concetto di barriera fisica più chiaro, ma introduce anche una logica multi-materiale più esplicita. Una struttura rivestita può apparire più leggera o meno visibile nell'aspetto finale, ma può comunque aggiungere complessità attraverso fasi di lavorazione aggiuntive, controllo dell'uniformità del rivestimento e questioni di riciclabilità o repulpabilità. Gli acquirenti dovrebbero quindi valutare i sistemi esterni non come un'unica categoria, ma come due percorsi di approvvigionamento correlati ma distinti.
7.2 Laminazione del film

La laminazione del film viene solitamente scelta quando un articolo in fibra stampata richiede uno strato barriera più robusto per liquidi, grassi o condizioni di contatto prolungate. In termini commerciali, l'attrattiva della laminazione è chiara: può creare un effetto barriera più forte ed evidente rispetto a molte soluzioni standard in fibra stampata, in particolare quando l'applicazione prevede combinazioni difficili di liquidi e grassi o condizioni di tenuta impegnative.
Tuttavia, questo potenziale di barriera più elevato comporta dei compromessi. Un articolo laminato non è più definito solo dalla struttura in fibra stampata. Diventa una struttura composita le cui prestazioni dipendono dalla qualità dell'incollaggio, dall'integrità del film, dalla stabilità dei bordi e dalla compatibilità tra substrato e strato di film. Ciò introduce ulteriori punti di revisione per gli acquirenti, non solo per quanto riguarda le prestazioni della barriera, ma anche per quanto riguarda la gestione dei rifiuti a valle, il posizionamento della circolarità e l'interpretazione del mercato, dove possono essere favorite strutture di fibre più semplici.
Dal punto di vista dell'approvvigionamento, la laminazione del film dovrebbe quindi essere considerata una soluzione basata su un progetto piuttosto che una via di miglioramento universale. Può essere commercialmente giustificata in applicazioni di nicchia e ad alta barriera, ma spesso indebolisce il vantaggio di semplicità che rende la fibra stampata attraente in primo luogo.
7.3 Sistemi di rivestimento superficiale
I sistemi di rivestimento superficiale utilizzano uno strato barriera rivestito piuttosto che un film incollato. In termini pratici di produzione, questo percorso introduce una fase separata di trattamento della superficie volta a migliorare la resistenza al grasso o all'umidità dopo che l'articolo principale in fibra stampata è già stato formato. A seconda del sistema, ciò può comportare ulteriori fasi di controllo dell'applicazione, asciugatura, polimerizzazione o ispezione prima che il prodotto finale sia pronto per l'imballaggio e l'esportazione.
Il principale vantaggio dei sistemi di rivestimento è la flessibilità. In alcune applicazioni, possono migliorare le prestazioni della barriera senza introdurre lo stesso tipo di struttura visibile del film associata alla laminazione. In teoria, ciò può consentire agli acquirenti di ottenere un risultato barriera più forte pur mantenendo un profilo visivo o strutturale più simile a quello delle fibre. In pratica, però, i sistemi di rivestimento sono raramente semplici. Le loro prestazioni dipendono in larga misura dalla distribuzione del rivestimento, dalla consistenza dello strato, dalla copertura dei bordi, dal controllo dei difetti e dalla stabilità durante la produzione commerciale.
Questo è anche il motivo per cui le barriere antigrasso applicate a spruzzo non sono più al centro delle discussioni nell'ambito dell'approvvigionamento di fibre stampate. Possono ancora comparire in conversazioni tecniche di nicchia, ma per gli imballaggi per la ristorazione su larga scala, gli acquirenti di solito si preoccupano meno del metodo di applicazione in sé e più della ripetibilità, del costo e del rischio di difetti della struttura rivestita risultante.
7.4 Problemi di riproducibilità e circolarità
I sistemi di barriera esterni sono spesso oggetto di un esame più attento perché possono complicare la storia materiale degli imballaggi in fibra stampata. Un semplice articolo in fibra stampata ha già una chiara identità commerciale: è una struttura a base di fibra che può essere posizionata in base alla compostabilità, alla riduzione del contenuto di plastica o a un più facile allineamento con gli obiettivi di circolarità orientati alle fibre, a seconda del mercato e del percorso di fine vita. Una volta aggiunto un film o uno strato di rivestimento separato, questa semplicità si riduce.
Per gli acquirenti, questo non significa automaticamente che il prodotto diventi commercialmente inaccettabile. Significa che è necessario porsi ulteriori domande. La struttura può ancora essere giustificata in base alle richieste di circolarità dell'acquirente? Lo strato barriera crea problemi di repulpabilità a valle? Aggiunge incertezza nelle regioni in cui il controllo della plastica rimane elevato? Queste non sono questioni di marketing secondarie. Sono ormai parte integrante della decisione di approvvigionamento.
Questo è uno dei motivi per cui molti acquirenti continuano a preferire un sistema interno PFAS-Free ben eseguito per le applicazioni mainstream di asporto, quando è in grado di soddisfare il reale requisito di barriera. Dal punto di vista di Bioleader, i sistemi di barriera esterni dovrebbero essere riservati ai casi in cui l'applicazione lo richieda realmente, non semplicemente come aggiornamento predefinito in assenza di un'adeguata convalida del processo.
7.5 Quando i sistemi di barriera esterna sono giustificati
I sistemi di barriera esterni sono giustificati quando l'applicazione richiede un livello di prestazioni di barriera che non può essere fornito in modo coerente da un percorso interno in fibra stampata in condizioni commerciali realistiche. Ciò può includere formati speciali di confezionamento di liquidi, condizioni di tempo di permanenza insolitamente lunghe, sistemi alimentari con un carico estremo di olio o salsa o altri requisiti di nicchia in cui uno strato barriera più resistente è necessario dal punto di vista commerciale.
In questi casi, gli acquirenti dovrebbero comunque resistere alla tentazione di considerare i sistemi esterni come una scorciatoia. La domanda corretta per l'approvvigionamento non è se la barriera sembra più resistente sulla carta, ma se la struttura completa rimane commercialmente praticabile dopo aver tenuto conto della complessità della produzione, del controllo dei difetti, della ripetibilità dei lotti e delle aspettative del mercato di destinazione. Se usati in modo selettivo, i sistemi di barriera esterna possono risolvere problemi reali di imballaggio. Se usati in modo troppo ampio, possono compromettere i vantaggi strutturali e commerciali che hanno reso interessante la fibra stampata.
8. Matrice decisionale - Quale percorso si adatta a quale scenario di ristorazione collettiva
Una volta che gli acquirenti hanno compreso la differenza tra sistemi additivi interni e sistemi barriera esterni, il passo successivo è l'abbinamento delle applicazioni. È qui che molte decisioni di approvvigionamento diventano più disciplinate o più costose del necessario. Il percorso corretto è raramente determinato da una singola indicazione, come “resistente ai grassi” o “privo di PFAS”. È determinato da quanto il percorso selezionato si adatti all'effettivo sistema alimentare, alla temperatura di utilizzo, al tempo di conservazione, alla richiesta di barriera e al modello operativo commerciale.
Per il mainstream imballaggi per ristorazione in fibra stampata, il modo più utile per confrontare i percorsi è una matrice decisionale piuttosto che una gerarchia di marketing. Una barriera più forte non è sempre la scelta di approvvigionamento migliore se aggiunge inutili costi di processo, complessità strutturale o oneri di circolarità. Allo stesso modo, un percorso a basso costo non è la scelta giusta se non è in grado di sopravvivere alle condizioni reali di asporto. Lo scopo di questa sezione non è quindi quello di dichiarare un percorso universalmente superiore. Si tratta di aiutare gli acquirenti a identificare quale percorso è commercialmente e tecnicamente difendibile per ogni categoria di utilizzo.
| Fattore di confronto | Sistemi di additivi interni privi di PFAS | Sistemi di barriere esterne |
|---|---|---|
| Logica della barriera | Prestazioni integrate nel processo delle fibre stampate grazie alla chimica interna e al controllo del processo. | Prestazioni migliorate grazie a uno strato barriera separato a livello superficiale, come la laminazione o il rivestimento. |
| Caso d'uso più adatto | Confezioni da asporto, pasti caldi, cibi ambientati e confezioni per grandi volumi. | Applicazioni speciali ad alta barriera, difficili combinazioni liquido-grasso e formati di nicchia esigenti. |
| Complessità della produzione | Integrato nel percorso primario della fibra stampata. | Maggiore a causa della lavorazione aggiuntiva dello strato barriera e dei requisiti di controllo dei difetti. |
| Scalabilità commerciale | Generalmente più forte per la produzione mainstream di alti volumi. | Dipende maggiormente dalla stabilità della lavorazione secondaria e dall'economia specifica del progetto. |
| Semplicità strutturale | Di solito è più favorevole per gli acquirenti che cercano una logica di imballaggio più semplice basata sulla fibra. | Può introdurre una struttura composita o trattata in superficie più complessa. |
| Principale rischio dell'acquirente | Errata classificazione dell'applicazione o sopravvalutazione della capacità della barriera. | Accettare una complessità e un costo maggiori senza un guadagno di barriera veramente necessario. |
| Priorità di approvazione | Corrispondenza delle applicazioni, ripetibilità del processo e convalida realistica dei cibi caldi. | Necessità di barriere, controllo dei difetti, revisione strutturale e logica di accettazione del mercato finale. |
Tabella 3. Confronto tra sistemi di additivi interni privi di PFAS e sistemi di barriera esterni
8.1 Selezione del percorso basata sull'applicazione
Per la maggior parte degli acquirenti, la domanda più pratica non è “Quale percorso è migliore in teoria?”, ma “Quale percorso è migliore in teoria?".“Qual è il percorso giusto per questa applicazione alimentare?” La decisione dovrebbe basarsi sulle condizioni d'uso, non sulle sole etichette di categoria. Un'insalatiera, un vassoio per il curry, un guscio per fritti e un contenitore per zuppe possono essere venduti sotto la stessa famiglia di confezioni, eppure richiedono requisiti molto diversi al sistema di barriera. La tabella seguente fornisce un punto di partenza pratico per la selezione dei percorsi, basato su scenari reali di ristorazione.
| Scenario della ristorazione | Sollecitazioni tipiche dell'imballaggio | Percorso consigliato | Focus acquirenti |
|---|---|---|---|
| Insalate fredde, frutta, panetteria, alimenti per l'ambiente | Basso grasso, basso stress termico, durata del contatto più breve | Sistemi di additivazione interna a bassa temperatura | Evitare inutili sovraspecificazioni e inflazioni dei costi. |
| Pasti caldi da asporto standard | Calore moderato, grasso moderato, durata della consegna di routine | Sistemi di additivi interni ad alte prestazioni | Convalidare la ripetibilità in condizioni realistiche di riempimento e mantenimento. |
| Tagliatelle grasse, curry, cibi fritti, pietanze ricche di salsa | Carico di grasso più elevato, sollecitazione più difficile su cerchi e transizioni | Sistemi di additivi interni ad alte prestazioni o sistemi di barriera esterni se le prestazioni interne sono insufficienti. | Testate il profilo effettivo dell'alimento, non solo le dichiarazioni generiche di resistenza al calore. |
| Consegna a lungo con sistemi di alimenti caldi e grassi | Tempo di contatto prolungato, ritenzione termica, stress da impilamento e trasporto | Sistemi interni ad alte prestazioni in primo luogo; sistemi esterni a barriera se chiaramente giustificati da test. | Concentratevi sul tempo di attesa, sui punti deboli della struttura e sulla consistenza dei lotti commerciali. |
| Formati di nicchia speciali ricchi di liquidi o ad alta barriera | Elevata sfida ai liquidi, margine di barriera difficile, esigenze specifiche del progetto | Sistemi di barriera esterna | Confermare la necessità della barriera e valutare la complessità aggiunta prima dell'approvazione. |
Tabella 4. Matrice decisionale basata sull'applicazione per stoviglie di canna da zucchero prive di PFAS
8.2 L'errore più costoso è quello di scegliere il percorso sbagliato per il problema sbagliato
Nel sourcing pratico, il principale fattore di costo spesso non è il prezzo unitario indicato all'inizio del progetto. È la mancata corrispondenza dei percorsi. Un acquirente può pagare troppo per un sistema di barriera esterno che non è mai stato necessario per l'applicazione alimentare reale. Oppure, più comunemente, un acquirente può approvare un percorso interno a basse specifiche per un uso alimentare che richiede un margine di barriera più elevato, solo per dover affrontare in seguito reclami, nuovi test, ritardi nell'approvazione o costi di sostituzione. In entrambi i casi, l'errore tecnico diventa un costo commerciale.
Ecco perché la matrice decisionale più difendibile è quella costruita sulle condizioni di utilizzo reali, non su categorie generiche di imballaggi. Gli acquirenti devono innanzitutto definire il profilo dell'alimento, il carico termico, il carico di grasso, il tempo di conservazione, le condizioni del coperchio e il contesto di conformità del mercato di destinazione. Solo a questo punto dovrebbero decidere se un sistema interno a bassa temperatura, un sistema interno ad alte prestazioni o un sistema a barriera esterno sono commercialmente giustificati. Questa sequenza è ciò che trasforma Approvvigionamento senza PFAS da una scelta di imballaggio reattiva a una strategia di approvvigionamento controllata.
9. SOP di verifica degli appalti
Per le stoviglie in canna da zucchero prive di PFAS, il solo confronto tecnico non è sufficiente. Gli acquirenti hanno anche bisogno di un flusso di approvazione ripetibile, in grado di separare i fornitori conformi e scalabili da quelli che si affidano a dichiarazioni generiche, a rapporti incompleti o al successo di un solo campione. In pratica, il flusso di lavoro più efficace per gli acquisti non è quello con il maggior numero di documenti. È quello che collega lingua di rivendicazione, ambito di prova, Identità SKU, esecuzione in fabbrica, e requisiti del mercato di destinazione in un'unica logica di revisione.
Questo aspetto è particolarmente importante nell'approvvigionamento di fibre stampate prive di PFAS, perché le prestazioni della barriera e la difendibilità normativa non sono più argomenti indipendenti. Un prodotto può ottenere buone prestazioni in un breve test al banco, ma non dispone della giusta logica di screening del fluoro, della tracciabilità a livello di SKU o della documentazione relativa al mercato di destinazione. Al contrario, un fornitore può essere in possesso di report rilevanti ma non riuscire a garantire la ripetibilità dei lotti, le prestazioni delle aree marginali o la corrispondenza con le applicazioni. Un approvvigionamento serio richiede quindi una sequenza di verifica strutturata piuttosto che un singolo evento di approvazione.
9.1 SOP per la revisione dei file di conformità
Il primo passo per l'approvazione dovrebbe essere sempre la revisione dei documenti. Prima di iniziare i test di performance, l'acquirente deve verificare se l'affermazione del fornitore sull'assenza di PFAS è supportata da un file di conformità specifico per il prodotto piuttosto che da una dichiarazione di marketing generica. Come minimo, il file deve identificare l'attuale SKU in esame, la struttura del prodotto, il mercato di destinazione, il tipo di test utilizzato, la data del test e l'ente o il laboratorio che lo ha rilasciato. Se il fornitore non è in grado di mappare il rapporto all'esatta famiglia di prodotti che viene citata, la dichiarazione non è ancora pronta per gli appalti.
Per imballaggi compostabili per la ristorazione venduto in Nord America, questo esame dovrebbe anche verificare se la logica delle prove del fornitore è in linea con le aspettative riconosciute del mercato, come la politica sui prodotti chimici fluorurati del BPI. Tale politica richiede tre elementi fondamentali: la revisione della formula attraverso la documentazione della scheda di sicurezza, un risultato di laboratorio approvato da BPI che dimostri un massimo di 100 ppm di fluoro organico totale, e una dichiarazione firmata che attesti l'assenza di sostanze chimiche fluorurate aggiunte intenzionalmente. Gli acquirenti non hanno bisogno di chiedere a ogni fornitore la certificazione BPI, ma dovrebbero comprendere la logica dei documenti che una seria revisione PFAS-Free ora richiede.
| Voce di verifica | Perché è importante | Controllo minimo dell'acquirente |
|---|---|---|
| Identità SKU | Un rapporto valido deve corrispondere al prodotto quotato, non a un articolo simile. | Verificare che il codice dell'articolo, le dimensioni, la struttura e il materiale corrispondano all'offerta. |
| Portata del test PFAS / fluoro | Test diversi rispondono a domande diverse. | Controllare se il risultato è solo di screening, mirato o legato a una regola di certificazione. |
| Tracciabilità della data e del lotto | Risultati vecchi o non rintracciabili indeboliscono la difendibilità degli appalti. | Richiedere rapporti recenti e informazioni identificabili sui campioni. |
| Dichiarazione firmata | Il solo referto di laboratorio non può confermare lo stato di uso intenzionale. | Se necessario, richiedere una dichiarazione firmata di non aggiunta intenzionale di sostanze chimiche fluorurate. |
| Allineamento destinazione-mercato | Un rapporto può essere tecnicamente valido ma commercialmente insufficiente per il mercato di destinazione. | Prima dell'approvazione, verificare i requisiti UE, nordamericani o specifici del cliente. |
Tabella 5. Esame del fascicolo di conformità minima per le stoviglie di canna da zucchero prive di PFAS
9.2 SOP per lo screening del fluoro
La seconda porta di approvazione è lo screening analitico. Gli acquirenti devono considerare lo screening del fluoro come uno strumento necessario ma limitato. Può essere molto utile per filtrare il rischio, ma non sostituisce completamente un'interpretazione normativa più ampia, le dichiarazioni del fornitore o la revisione specifica dell'applicazione. Nell'approvvigionamento professionale, lo screening deve rispondere a una domanda pratica: questo prodotto presenta un profilo di fluoro compatibile con l'indicazione PFAS-Free?
Per questo motivo, i risultati dello screening devono sempre essere letti insieme alla descrizione del prodotto, alla struttura della barriera e al pacchetto di dichiarazioni. L'acquirente non deve pensare che una semplice dichiarazione di “non rilevamento” risolva automaticamente ogni questione relativa ai PFAS, così come un risultato a basso contenuto di fluoro non garantisce automaticamente l'accettazione universale del mercato. L'importante è che la logica del test corrisponda alla logica della dichiarazione. Per questo motivo Bioleader ritiene che lo screening del fluoro debba essere utilizzato come filtro di approvazione, non come unica base di approvazione.
9.3 Prestazioni dell'olio caldo / zuppa calda SOP
La terza fase di approvazione è il test dell'applicazione. Per gli imballaggi in fibra stampata per il settore alimentare, è qui che molti progetti di sourcing diventano affidabili o falliscono in seguito sul mercato. Il test non deve basarsi su affermazioni astratte come “sicuro per le microonde” o “resistente ai grassi”. Deve basarsi sulle condizioni di utilizzo effettive: tipo di riempimento, temperatura degli alimenti, carico di grasso, tempo di mantenimento, condizioni del coperchio e durata prevista della consegna o del servizio.
Una SOP pratica per l'acquirente dovrebbe quindi definire almeno cinque variabili prima dell'inizio del test: il mezzo utilizzato, la temperatura di riempimento, il tempo di mantenimento, i punti di osservazione pass/fail e il numero di campioni. Ad esempio, il test della zuppa calda e il test dell'olio caldo non dovrebbero essere considerati intercambiabili, perché lo stress da umidità e lo stress da grasso sono meccanismi diversi. Allo stesso modo, le aree dei bordi, le transizioni della base e le zone del bordo devono essere ispezionate separatamente dal pannello centrale piatto, poiché si tratta di punti deboli comuni nelle strutture in fibra stampata.
| Elemento di prova | L'acquirente deve definire | Cosa osservare |
|---|---|---|
| Terreno di prova | Zuppa, cibo ricco di olio, curry, noodles o altro supporto rilevante per l'applicazione | Se l'imballaggio è sollecitato dall'umidità, dal grasso o da entrambi |
| Temperatura di riempimento | Intervallo di temperatura di servizio o d'asporto realistico | Ammorbidimento, macchie, deformazioni o perdita precoce di barriera |
| Tempo di mantenimento | Utilizzo del servizio breve, tempi di consegna standard o condizioni di attesa prolungate | Infiltrazione ritardata, ombreggiatura posteriore, cedimento dei bordi |
| Zone di ispezione | Pannello inferiore, transizione della parete laterale, angolo, bordo, bordo del vano | Punti deboli localizzati piuttosto che risultati solo per il pannello centrale |
| Dimensione del campione | Un campione ripetibile, non una dimostrazione di un singolo pezzo. | Variazione tra i pezzi e coerenza della modalità di guasto |
Tabella 6. SOP dell'acquirente pratico per la convalida dell'olio caldo / della zuppa calda
9.4 SOP per l'audit dell'esecuzione in fabbrica
La quarta fase di approvazione è la revisione dell'esecuzione in fabbrica. Questa è la fase che più spesso separa i fornitori tecnicamente credibili da quelli che si comportano bene solo in fase di campionamento. Un acquirente può ricevere un campione accettabile privo di PFAS, ma il rischio commerciale non inizia lì. Inizia quando il prodotto passa alla normale velocità di produzione, alla programmazione multi-SKU, all'imballaggio per l'esportazione e alla quantità di spedizione.
Per questo motivo, la revisione dello stabilimento dovrebbe concentrarsi sulla ripetibilità piuttosto che sulla sola descrizione delle apparecchiature. Gli acquirenti dovrebbero chiedere se il fornitore è in grado di spiegare come viene controllato il dosaggio degli additivi, come viene gestita la variazione dei lotti, come viene monitorata la consistenza dello spessore delle pareti e come vengono identificate le zone di guasto quando le prestazioni si discostano. Nella pratica dell'esportazione, queste domande sono spesso più importanti di una lucida brochure del prodotto. Basato su L'esperienza di Bioleader nella produzione e nell'esportazione, I fornitori più forti di PFAS-free sono di solito quelli che possono descrivere chiaramente la loro logica di controllo prima che si verifichino i problemi, non dopo la comparsa dei reclami.
Quando le regole del mercato di destinazione richiedono la conservazione dei documenti, gli acquirenti devono anche verificare che il fornitore sia in grado di dimostrare la continuità dei documenti. Nello Stato di Washington, ad esempio, i produttori di imballaggi per alimenti soggetti a restrizioni devono conservare un certificato di conformità finché l'imballaggio è in uso e per tre anni dopo l'ultima vendita o distribuzione. Questo è esattamente il tipo di documentazione che gli acquirenti devono aspettarsi per un serio approvvigionamento di prodotti privi di PFAS.
 |  |
10. Le insidie del mondo reale che gli acquirenti comunemente non colgono
Anche quando gli acquirenti comprendono la differenza tra sistemi additivi interni e sistemi barriera esterni, si commettono comunque errori di approvvigionamento. Nella maggior parte dei casi, il problema non è la mancanza di termini tecnici. È la tendenza ad approvare gli imballaggi sulla base di ipotesi semplificate. Gli imballaggi in fibra stampata privi di PFAS sembrano spesso semplici sulla carta, ma il vero fallimento commerciale si verifica quando una variabile viene trattata come se spiegasse l'intero prodotto. Un rapporto viene scambiato per un'approvazione completa. Un campione viene scambiato per una produzione scalabile. Un aspetto pulito viene scambiato per una reale stabilità della barriera.
Le seguenti insidie compaiono ripetutamente nell'approvvigionamento di alimenti in fibra stampata. Non si tratta di piccoli dettagli operativi. Sono le ragioni per cui i progetti che sembrano conformi in fase di preventivo possono ancora fallire dopo il lancio, durante la scalabilità delle esportazioni o nell'uso effettivo da asporto.
10.1 Privo di PFAS non significa pronto per l'olio caldo
Uno degli errori più comuni negli acquisti è quello di ritenere che un'indicazione PFAS-Free implichi automaticamente una forte resistenza all'olio caldo. Non è così. L'assenza di PFAS riguarda solo un aspetto del posizionamento chimico del prodotto. Non definisce di per sé la forza di barriera, il margine termico o l'idoneità al tempo di permanenza della struttura in fibra stampata. Un prodotto può essere privo di PFAS e tuttavia essere adatto solo per applicazioni a basso contenuto di grasso o in ambiente.
Ecco perché la scelta del percorso è importante. Gli acquirenti dovrebbero approvare un prodotto in base alle condizioni d'uso testate, non solo in base all'esistenza di una dichiarazione di assenza di PFAS. In pratica, i progetti più affidabili sono quelli in cui la dichiarazione e l'applicazione sono convalidate insieme fin dall'inizio.
10.2 Il successo del campione non è il successo della fabbrica
Un altro errore comune è quello di affidarsi eccessivamente al primo campione approvato. Un campione può essere realizzato in condizioni più lente o più controllate rispetto a un normale lotto di esportazione. Può anche rappresentare solo una condizione dello stampo, un'impostazione dell'operatore o una parte della finestra di processo. Una volta che il progetto passa alla piena produzione, le prestazioni possono cambiare se lo spessore delle pareti varia, il dosaggio degli additivi varia o le condizioni di formatura e pressatura a caldo diventano meno stabili.
Ecco perché l'approvvigionamento commerciale non dovrebbe mai fermarsi all'approvazione dei campioni. Gli acquirenti dovrebbero anche chiedersi come viene controllata la ripetibilità nella produzione in serie, in più SKU e a livello di spedizione. Secondo l'esperienza di Bioleader, molti reclami evitabili non iniziano solo con una selezione sbagliata del materiale. Iniziano quando gli acquirenti presumono che un buon primo campione dimostri automaticamente un'esecuzione stabile a lungo termine.
10.3 La condensa non è sempre un guasto al grasso
L'umidità sulla superficie esterna di un articolo in fibra stampata viene spesso interpretata come una prova del fallimento del sistema di resistenza al grasso. In realtà, gli imballaggi riempiti a caldo possono generare condensa, umidità o un temporaneo imbrunimento della superficie perché il vapore e la differenza di temperatura creano un movimento di umidità attraverso o intorno alla struttura della fibra. Ciò non equivale sempre alla penetrazione di olio.
La domanda corretta è se la confezione mostra un'effettiva penetrazione di grasso, un indebolimento strutturale, una macchia persistente sul retro o un collasso della barriera in condizioni di utilizzo. Gli acquirenti che non riescono a distinguere la condensa dalla migrazione del grasso possono rifiutare una confezione accettabile per il motivo sbagliato o, peggio, approvare una confezione inaccettabile perché hanno ispezionato solo gli effetti legati all'umidità e non le zone di cedimento legate al grasso.
10.4 I guasti ai bordi e ai cerchioni contano più delle prestazioni del pannello centrale
I test su superfici piane possono creare una falsa sicurezza. Molti prodotti in fibra stampata sembrano forti al centro del pannello, ma si guastano prima in corrispondenza del bordo, della transizione laterale, dell'area di piegatura, del raggio d'angolo o del bordo del comparto. Questi sono i punti in cui la densità delle fibre può cambiare, le sollecitazioni meccaniche possono concentrarsi e i carichi di riempimento o di impilamento possono rivelare la debolezza strutturale.
Per questo motivo, l'esame delle prestazioni più utile è sempre quello della struttura. Gli acquirenti devono ispezionare l'intero articolo, non solo la superficie più facile da osservare. Un prodotto che sopravvive a un controllo del pannello centrale ma che si guasta intorno al bordo non è una soluzione d'asporto affidabile.
10.5 L'alleggerimento può distruggere silenziosamente la stabilità della barriera
La pressione sui costi spesso spinge fornitori e acquirenti verso l'alleggerimento. In alcuni casi, questa ottimizzazione è valida e commercialmente efficiente. Ma se la riduzione del peso viene introdotta senza rivalutare il sistema barriera, può diventare uno dei modi più rapidi per indebolire le prestazioni PFAS-Free. Le aree a parete sottile sono più vulnerabili alle variazioni di porosità, alle distorsioni termiche e alla rottura locale sotto stress da grasso o da tempo di permanenza.
Le decisioni in materia di alleggerimento non devono quindi mai essere considerate come cambiamenti puramente commerciali. Si tratta di modifiche delle prestazioni. La domanda corretta non è se il pezzo sia ancora simile dopo la riduzione del peso, ma se la struttura aggiornata continui a superare gli stessi requisiti di barriera e consistenza in condizioni realistiche di ristorazione.
| Trappola comune | Cosa pensano spesso gli acquirenti | Cosa si dovrebbe controllare invece |
|---|---|---|
| Dichiarazione di assenza di PFAS | Il prodotto è automaticamente adatto a cibi caldi e grassi. | Abbinare la richiesta a un profilo applicativo testato. |
| Campione approvato | La produzione commerciale si comporterà allo stesso modo. | Verifica della ripetibilità e della disciplina del controllo dei lotti. |
| Umidità esterna | Qualsiasi umidità significa guasto al grasso. | Separare la condensa dall'effettiva fuoriuscita di grasso. |
| Passaggio del pannello centrale | La struttura completa è sicura. | Ispezionare le zone del bordo, degli angoli, delle transizioni e dei bordi. |
| Riduzione del peso | Un peso inferiore significa solo un costo inferiore. | Convalidare la stabilità della barriera dopo l'alleggerimento. |
Tabella 7. Errori comuni nell'approvvigionamento di fibre stampate prive di PFAS
In breve, gli errori di approvvigionamento più pericolosi di solito non sono drammatici. Si tratta di piccoli errori di lettura che si ripetono nel corso del processo di approvazione: trattare una dichiarazione come un pacchetto di prove completo, trattare un campione come prova del controllo in fabbrica o trattare un sintomo visibile come l'intero meccanismo di guasto. Gli acquirenti che evitano questi errori di solito lo fanno non essendo più scettici in generale, ma essendo più precisi nel definire, testare e approvare gli imballaggi privi di PFAS.
11. Quadro del pacchetto dati esclusivo
Per le stoviglie in canna da zucchero prive di PFAS, la scrittura forte da sola non crea autorità. Nel 2026, l'autorità verrà sempre più da architettura delle proveLa capacità di mostrare cosa è stato testato, come è stato testato, cosa è fallito, cosa è passato e in quali condizioni di produzione il risultato è ripetibile. È qui che molti articoli perdono credibilità. Descrivono le prestazioni in termini generali, ma non distinguono tra osservazione di laboratorio, logica di certificazione, dati di fabbrica e deduzione commerciale.
Per i contenuti di sourcing a livello di white-paper, gli acquirenti devono aspettarsi una struttura dei dati più chiara. I contenuti tecnici più credibili non si limitano a dire che un prodotto è privo di PFAS, resistente ai grassi o adatto all'asporto. Identifica la categoria di prove alla base di ogni affermazione. Questa distinzione è importante non solo per la revisione degli acquisti, ma anche per la logica di estrazione di Google E-E-A-T e AI, perché i contenuti supportati da prove chiaramente inquadrate sono più facili da fidare, citare e confrontare.
11.1 Quali dati pubblicare
I dati pubblicati devono essere del tipo che un acquirente serio può interpretare senza tirare a indovinare. Di solito includono l'identità del prodotto, la condizione del test, la finestra di osservazione, la logica di superamento o fallimento e il limite del risultato. Ad esempio, un dato utile non è “eccellente resistenza al grasso”. Un dato utile è un risultato definito osservato in una determinata condizione, come l'esposizione all'olio caldo, il tempo di mantenimento o lo stress specifico dell'applicazione. Quanto più specifica è la logica del metodo, tanto più utile diventa l'indicazione pubblicata.
Per i contenuti tecnici rivolti al pubblico, i dati migliori sono quelli che aiutano gli acquirenti a confrontare i percorsi senza esagerare con l'universalità. Questi dati possono includere le prestazioni della barriera per categoria di alimenti, i punti deboli della struttura, le zone di guasto tipiche, le osservazioni sulla ripetibilità tra i lotti e le variabili sensibili al processo, come lo spessore della parete o la sensibilità al tempo di mantenimento. Pubblicati correttamente, questi dati supportano non solo le decisioni di approvvigionamento, ma anche la credibilità dell'articolo stesso.
11.2 Quali dati devono essere identificati come osservazione interna?
Alcune delle informazioni più preziose per l'approvvigionamento di fibre stampate provengono dalla produzione interna e dall'esperienza di esportazione, piuttosto che dai database pubblici di certificazione. Queste informazioni possono includere i modelli di tasso di reclamo, la variazione a livello di lotto, la mappatura dei difetti, la risposta all'alleggerimento, il comportamento dei punti deboli legati alla muffa o le osservazioni derivanti da ripetuti test di applicazioni di ristorazione. Questo tipo di informazioni può essere estremamente utile, ma deve sempre essere presentato in modo onesto come osservazione interna, esperienza di produzione, o validazione lato fabbrica piuttosto che come fatto industriale universale.
Questa distinzione è particolarmente importante per i contenuti di autorità in stile Bioleader. L'esperienza interna è un punto di forza, non una debolezza, quando è inquadrata correttamente. Gli acquirenti la apprezzano perché riflette ciò che accade su scala commerciale, non solo nel linguaggio della certificazione. Ma se le osservazioni interne vengono presentate come se fossero regole universali di terzi, l'articolo diventa più facile da contestare. L'approccio più efficace consiste nel nominare chiaramente la categoria di prove e far capire al lettore che tipo di conclusione si sta facendo.
11.3 Quali affermazioni non dovrebbero mai essere fatte senza prove?
Alcune affermazioni sono troppo rischiose da fare a meno che le prove siano esplicite e specifiche del prodotto. Tra queste vi sono frasi assolute come “100% a prova di perdite”, “completamente privo di PFAS” senza un campo di applicazione del metodo, “prestazioni garantite a 95°C” senza una definizione delle condizioni, o “riciclabile” e “ripulibile” senza una chiara base tecnica. Queste affermazioni possono sembrare attraenti nella comunicazione di vendita, ma nella revisione degli appalti spesso creano più rischi che valore.
Il libro bianco più difendibile non è quindi quello con le affermazioni più aggressive. È quello che opera la separazione più netta tra prove sostenute da certificazioni, convalida interna, comportamento osservato del processo e deduzione specifica del progetto. Nel caso di Bioleader, ciò significa costruire l'autorità non esagerando con le prestazioni delle fibre stampate, ma documentando dove il percorso funziona, dove fallisce e cosa gli acquirenti dovrebbero verificare prima dell'approvazione.
| Tipo di prova | Uso appropriato in questo articolo | Come dovrebbe essere etichettato |
|---|---|---|
| Regolamento ufficiale / norma di certificazione | Conformità di base, soglia, tempistica legale, requisiti dell'acquirente | Requisito normativo / norma di certificazione |
| Rapporto di prova di terzi | Supporto analitico o logica di screening specifici per il prodotto | Rapporto di terzi / risultato di laboratorio |
| Simulazione di laboratorio interno | Test di applicazione, confronto dei tempi di attesa, analisi dei punti deboli strutturali | Convalida interna / osservazione del test interno |
| Osservazione della produzione | Ripetibilità dei lotti, modello dei difetti, commento della finestra di processo | Esperienza di produzione / osservazione in fabbrica |
| Inferenza commerciale | Commento logico-costiero, raccomandazione di sourcing, quadro decisionale | Giudizio sull'approvvigionamento / interpretazione commerciale |
Tabella 8. Gerarchia delle prove per le indicazioni di contenuto e provenienza delle stoviglie di canna da zucchero prive di PFAS
12. Raccomandazioni finali per gli acquirenti del 2026
Per gli acquirenti che valutano le stoviglie in canna da zucchero senza PFAS nel 2026, la conclusione più importante è semplice: non acquistare la richiesta di risarcimento prima di aver convalidato il percorso. L'assenza di PFAS è ormai un'aspettativa di base in molti mercati, ma la corretta decisione di approvvigionamento dipende ancora dal modo in cui vengono fornite le prestazioni della barriera, da come la struttura si comporta nell'uso reale nei servizi di ristorazione e da come il prodotto viene documentato per il mercato di destinazione. La strategia di approvvigionamento più efficace non è quella che seleziona l'affermazione tecnica più aggressiva. È quella che allinea la normativa, il profilo applicativo e l'esecuzione in fabbrica in un unico processo di approvazione verificabile.
Per la maggior parte delle applicazioni mainstream da asporto e di ristorazione, i sistemi di additivi interni PFAS-Free ad alte prestazioni rimangono la strada più equilibrata. Spesso offrono la giusta combinazione di resistenza ai grassi, efficienza produttiva e complessità strutturale gestibile. I sistemi di additivi interni a bassa temperatura hanno ancora un posto importante nella catena del freddo, nell'ambiente e negli imballaggi a basso contenuto di grassi, ma solo quando l'applicazione è correttamente abbinata. I sistemi di barriera esterna rimangono commercialmente validi per requisiti speciali di alta barriera, ma devono essere scelti per motivi ben precisi e non come presupposto predefinito che “più barriera deve essere meglio”.”
Sulla base del confronto di questa guida, gli acquirenti dovrebbero seguire cinque priorità pratiche. In primo luogo, partire dalla conformità del mercato di destinazione, non da un linguaggio generico sulla sostenibilità. In secondo luogo, separare lo screening del fluoro dalla convalida delle prestazioni, perché rispondono a domande di approvvigionamento diverse. Terzo, verificare le condizioni di utilizzo reali piuttosto che affidarsi a dichiarazioni astratte come sicurezza per gli alimenti caldi o resistenza al grasso. Quarto, verificare la ripetibilità su scala industriale piuttosto che approvare solo in base all'aspetto del campione. Quinto, documentare chiaramente la catena di prove in modo da poter difendere insieme le dichiarazioni di prestazione, la logica di conformità e la struttura del prodotto. Questa è la disciplina di approvvigionamento che avrà maggiore importanza man mano che gli imballaggi privi di PFAS entreranno a far parte degli appalti regolamentati.
Dal punto di vista di Bioleader, il futuro degli imballaggi in fibra stampata privi di PFAS apparterrà ai fornitori in grado di combinare prestazioni di barriera interna controllate dal processo, documentazione disciplinata e convalida specifica dell'applicazione. In altre parole, il mercato si sta spostando dagli imballaggi scelti in base al linguaggio dell'etichetta verso quelli scelti in base alle prove tecniche. Gli acquirenti che si adeguano ora a questo cambiamento ridurranno sia il rischio di conformità che il rischio di fallimento commerciale nella prossima fase di regolamentazione globale degli imballaggi.
13. DOMANDE FREQUENTI
13.1 Quali rapporti sono necessari per gli imballaggi senza PFAS destinati al contatto con gli alimenti nell'UE dopo il 12 agosto 2026?
Gli acquirenti devono aspettarsi un pacchetto di prove specifiche per il prodotto piuttosto che una generica dichiarazione di assenza di PFAS. Come minimo, il fornitore deve essere in grado di spiegare la base analitica dell'affermazione PFAS, fornire la documentazione di prova legata alla SKU citata e mostrare una documentazione tecnica coerente con la struttura delle regole di confezionamento dell'UE. Se il fluoro è presente al di sopra della logica di soglia applicabile, il fornitore deve anche essere in grado di spiegare la fonte del fluoro nell'ambito della documentazione tecnica. Per l'approvvigionamento, la questione chiave non è solo il rapporto in sé, ma se il rapporto corrisponde all'effettiva costruzione del prodotto e alla sua destinazione sul mercato.
13.2 La certificazione BPI dimostra automaticamente la conformità ai PFAS?
No. La politica di BPI sulle sostanze chimiche fluorurate prevede una forte logica di conformità per i prodotti compostabili rilevanti, che comprende la revisione della formula, i test di laboratorio e una dichiarazione di assenza di sostanze chimiche fluorurate aggiunte intenzionalmente. Tuttavia, gli acquirenti non devono considerare una singola certificazione come un sostituto universale di un'analisi completa del mercato. Il risultato di una certificazione deve essere letto insieme all'identità del prodotto, al mercato di destinazione, alla struttura del prodotto e allo stato attuale della documentazione del fornitore.
13.3 “non rilevabile” per il fluoro totale significa zero PFAS?
Non automaticamente. Un risultato non negativo può essere utile, ma dipende dal metodo analitico, dall'ambito di rilevamento e dal quadro di riferimento. In termini di approvvigionamento, il “non-detect” deve essere considerato come un elemento del pacchetto di prove, non come una conclusione completa a sé stante. Gli acquirenti devono comunque esaminare cosa è stato testato, cosa non è stato testato e come il risultato si collega all'indicazione di assenza di PFAS.
13.4 Perché la laminazione dei film può ancora suscitare preoccupazioni per il rivestimento in plastica in alcuni mercati?
Perché la laminazione del film trasforma l'imballaggio da una semplice struttura in fibra a una logica più complessa di barriera superficiale o composita. In alcuni contesti normativi e di mercato, i prodotti in carta o in fibra con rivestimento in plastica vengono esaminati più attentamente in base alle norme sulla plastica, alle discussioni sulla circolarità o alle aspettative di riciclaggio. La questione non è solo se il prodotto ha buone prestazioni, ma anche se la struttura rimane facile da giustificare nell'ambito della strategia di imballaggio del mercato finale dell'acquirente.
13.5 La fibra stampata rivestita può essere ancora riciclabile o ripulibile e come devono verificarlo gli acquirenti?
Potenzialmente sì, ma gli acquirenti non dovrebbero darlo per scontato. La domanda corretta è se la specifica struttura rivestita rimanga compatibile con il percorso di riciclaggio o ripulitura previsto e se il fornitore sia in grado di sostenere questa posizione con argomentazioni tecniche o test. I team di acquisto dovrebbero chiedere che tipo di rivestimento viene utilizzato, come influisce sulla struttura della fibra, se cambia la gestione a valle e se il fornitore è in grado di spiegare l'affermazione in modo da soddisfare le aspettative del mercato di destinazione.
Il prossimo passo per gli acquirenti
Per gli acquirenti aziendali
Avete bisogno di rivedere gli imballaggi in fibra stampata privi di PFAS per i mercati dell'UE o del Nord America? Bioleader può aiutarvi a valutare la logica della struttura, le lacune della documentazione e i rischi di barriera specifici dell'applicazione prima dell'approvazione commerciale.
Per i marchi alimentari in crescita
State iniziando una transizione verso un imballaggio privo di PFAS? Richiedete la pratica checklist di convalida di Bioleader per confrontare in modo più efficiente i sistemi di additivi interni, i sistemi di barriera esterni e i rischi di applicazione reali.
Bioleader supporta gli acquirenti con la revisione delle applicazioni delle fibre stampate, il coordinamento della documentazione PFAS-Free e la convalida degli imballaggi orientati all'esportazione.
Avviso di copyright:
© 2026 Bioleader®. Se si desidera riprodurre o fare riferimento a questo contenuto, è necessario fornire il link originale e accreditare la fonte. Qualsiasi copia non autorizzata sarà considerata una violazione.



