1. Zusammenfassung
PFAS-freies Zuckerrohrgeschirr ist jetzt eine Beschaffungsschwelle, nicht nur ein Nachhaltigkeitssiegel. Bei der Beschaffung von Formfasern in der Praxis besteht die wichtigste technische Entscheidung nicht mehr darin, ob die fluorhaltige Chemie entfernt werden soll, sondern welcher fluorfreie Weg der Fettbeständigkeit immer noch eine stabile Leistung, eine skalierbare Herstellung und eine vertretbare Einhaltung der Vorschriften bietet. Für die meisten Szenarien in der Heißverpflegung und im Foodservice, leistungsstarke interne Additivsysteme bieten die stärkste Balance der Fettbeständigkeit, der Prozesseffizienz und der wirtschaftlichen Rentabilität. Interne Additivsysteme für niedrige Temperaturen sind nach wie vor für Anwendungen in der Kühlkette, bei Umgebungsbedingungen und mit geringem Fettgehalt relevant, aber ihre Grenzen müssen klar erkannt werden. Im Gegensatz dazu können physikalische Barrieresysteme wie Laminierung und Oberflächenbeschichtungen in Nischenfällen eine höhere Barrierewirkung erzielen, führen aber auch zu höheren Kosten, sekundärer Verarbeitung und komplexeren Überlegungen zur Wiederverwendbarkeit und zu gesetzlichen Vorschriften. Dieser Artikel bietet einen technischen Beschaffungsrahmen für die Bewertung von PFAS-freies Bagasse-Geschirr Technologien in den Bereichen Konformität, Fettbeständigkeit, Skalierbarkeit der Produktion und Verifizierungsrisiko der Lieferanten, basierend auf der Beschaffungslogik, den Beobachtungen in der Produktion und der Erfahrung in der Qualitätskontrolle, die durch die langjährige Produktion von geformten Fasern und die Exportpraxis bei Bioleader®..
- Wichtige regulatorische Grundlagen: Die PFAS-freie Beschaffung erfordert nun nachweisbare Fluortests, eine Anpassung der Zertifizierung und eine marktspezifische Überprüfung der Einhaltung der Vorschriften.
- Mainstream Technical Path: Leistungsstarke interne Additivsysteme sind nach wie vor die praktischste Option für die meisten Anwendungen im Bereich der warmen Speisen zum Mitnehmen und im Foodservice.
- Geringe vs. hohe Leistung: Niedrigtemperatur-Zusatzstoffsysteme eignen sich für kaltgekühlte, ungekühlte und fettarme Lebensmittel, während Hochleistungssysteme für anspruchsvollere Anwendungen zum Mitnehmen entwickelt werden.
- Nischenalternative: Externe Barrieresysteme, einschließlich Laminierung und Oberflächenbeschichtungen, sind hauptsächlich bei besonderen Anforderungen an die Barrierefähigkeit gerechtfertigt.
- Beschaffungspriorität: Käufer sollten die wiederholbare Ausführung im Werksmaßstab vergleichen, nicht nur die Leistung von Laborproben.
2. Warum die Auswahl PFAS-freier Technologien im Jahr 2026 wichtig ist
Im Jahr 2026, PFAS-freie Verpackungen sind nicht länger ein Markenvorteil reserviert für Einkäufer, die auf Nachhaltigkeit bedacht sind. Es ist zu einer grundlegenden Beschaffungsanforderung für eine wachsende Zahl von Foodservice- und Food-Contact-Märkten geworden. Für Beschaffungsteams, die Faserformprodukte wie Zuckerrohrschalen, Teller, Schüsseln, Tabletts und Lebensmittelbehälter, Die eigentliche Frage ist nicht mehr, ob die fluorhaltige Chemie entfernt werden sollte. Die eigentliche Herausforderung bei der Beschaffung besteht darin, welcher fluorfreie Weg der Fettbeständigkeit noch eine wiederholbare Leistung, eine stabile Produktionseffizienz und eine vertretbare Konformität im kommerziellen Maßstab bieten kann.
Zuckerrohrgeschirr steht heute im Schnittpunkt dreier anspruchsvoller Anforderungen: Sicherheit im Kontakt mit Lebensmitteln, Fett- und Feuchtigkeitsbeständigkeit sowie die Erwartungen an Rundmaterialien. Die Käufer vergleichen nicht mehr ein “grün” gegen eine konventionelle Option. Sie vergleichen verschiedene PFAS-frei technisch Jeder dieser Wege bringt seine eigenen Kompromisse in Bezug auf Hitzetoleranz, Fettbeständigkeit, Verarbeitungskomplexität, Repulpierbarkeit und Beweislast mit sich. In der Praxis bedeutet dies, dass die Wahl des Materials allein nicht mehr ausreicht. Die Beschaffungsentscheidung muss nun auch die Logik des Barrieredesigns, die Fähigkeit zur Ausführung im Werk, die Prüfmethode und die Rückverfolgbarkeit der Dokumente berücksichtigen.
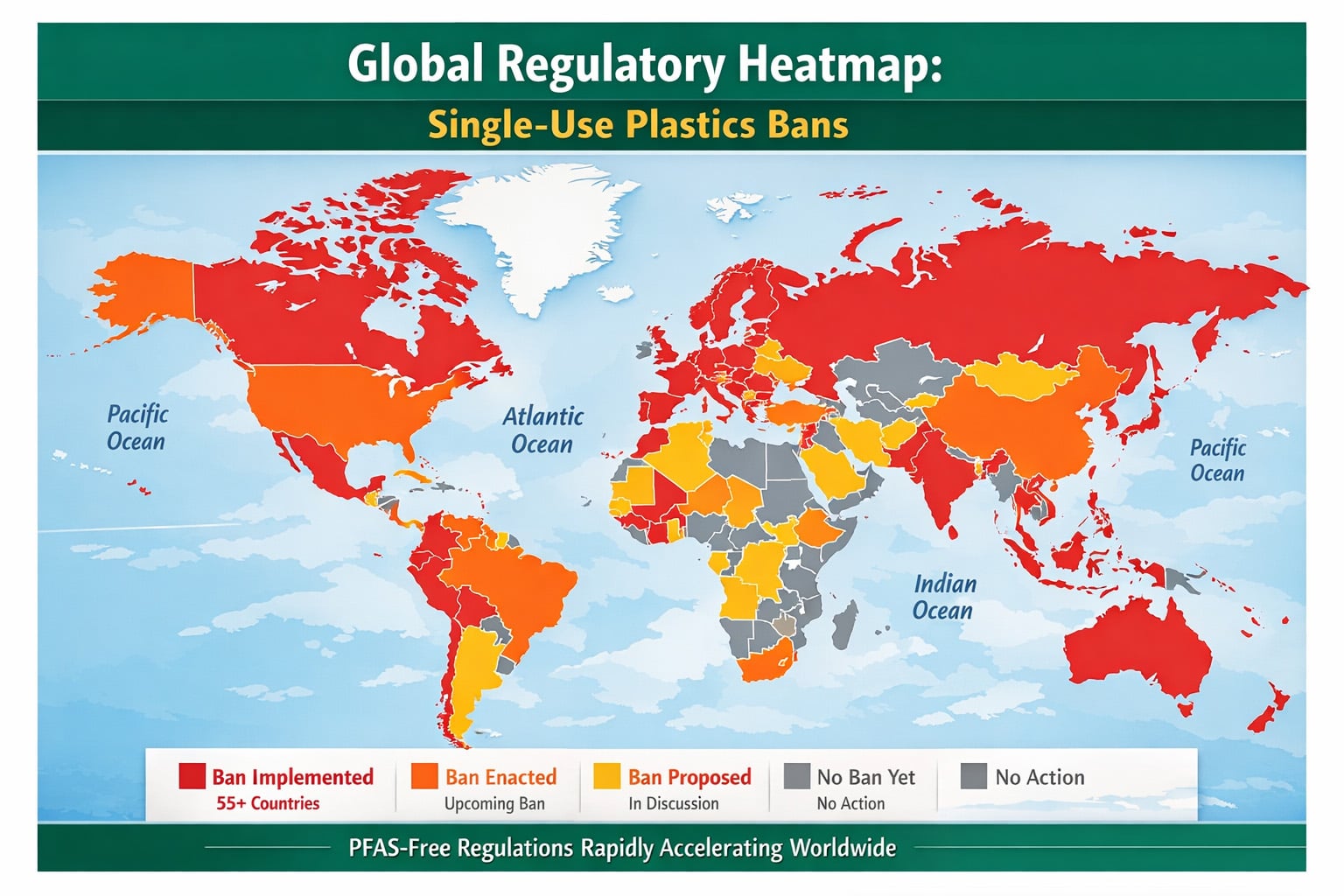
Die Dringlichkeit wird besonders in exportorientierten Lieferketten deutlich. In der Europäischen Union führt die neue Verordnung über Verpackungen und Verpackungsabfälle ausdrückliche Konzentrationsgrenzwerte für PFAS in Verpackungen mit Lebensmittelkontakt ein, die ab dem 12. August 2026 gelten. In Nordamerika sehen sich die Einkäufer mit einer Kombination aus PFAS-Beschränkungen auf Bundesstaatsebene, zertifizierungsbasierten Fluor-Screening-Anforderungen und FDA-Maßnahmen konfrontiert, die bereits mehrere PFAS-bezogene Meldungen für den Lebensmittelkontakt aus der Wirksamkeit genommen haben. Das Ergebnis ist, PFAS-freie Behauptungen können sich nicht mehr auf vage Erklärungen oder Marketingsprache stützen. Sie müssen durch Testlogik, produktspezifische Dokumentation und Beschaffungsentscheidungen gestützt werden, die auch bei einer Überprüfung durch die Behörden glaubwürdig bleiben.
Für Lebensmittelverpackungen aus Faserform ist dies der Grund die Auswahl der Technologie ist jetzt wichtiger als die Sprache der Ansprüche. Eine kostengünstige PFAS-freie Probe, die für einen kurzen Umgebungstest geeignet ist, kann bei heißem Öl, langen Haltezeiten oder fettreichen Speisen zum Mitnehmen versagen. Eine Oberflächenbehandlung mit hoher Barrierewirkung kann in isolierten Versuchen gut abschneiden, aber kommerziell schwach werden, wenn die sekundäre Verarbeitung, der Durchsatzverlust und der Druck der Rückverformbarkeit berücksichtigt werden. Das Beschaffungsproblem im Jahr 2026 lautet daher nicht einfach “PFAS-frei oder nicht.” Es geht darum, wie man den richtigen PFAS-freien Weg für die jeweilige Lebensmittelanwendung, die Betriebstemperatur, den Markt für die Einhaltung der Vorschriften und die Produktionsrealität auswählt.
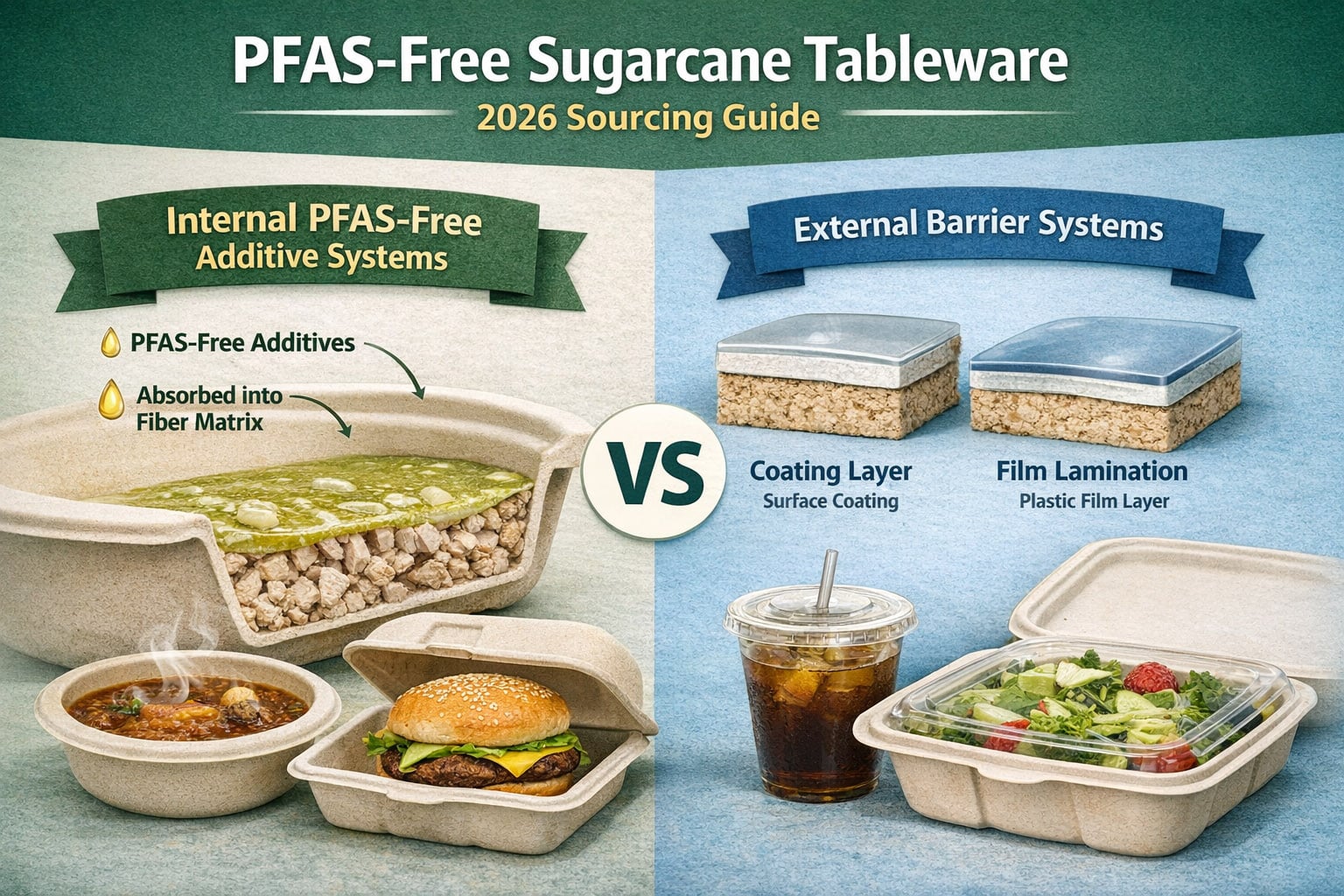
Dieser Leitfaden ist auf diese Frage ausgerichtet. Er konzentriert sich auf die beiden wichtigsten technischen Routen, die derzeit die Beschaffung von PFAS-freiem Zuckerrohrgeschirr: Interne PFAS-freie Additivsysteme und externe Barrieresysteme. Es wird auch erklärt, warum Käufer zwischen Niedrigtemperatur- und Hochleistungs-Innenadditivtechnologien unterscheiden müssen, warum Laminierung und Beschichtung nicht als austauschbare Konzepte behandelt werden können und warum Wiederholbarkeit im Werksmaßstab ist wichtiger als der Erfolg einer einzelnen Probe. Kurz gesagt, es handelt sich nicht um einen Umweltüberblick. Es ist ein Beschaffungsrahmen für technisch und kommerziell vertretbare Verpackungsentscheidungen im Jahr 2026.
3. Definitionskasten: Begriffe, Grenzen und was “PFAS-frei” wirklich bedeutet
Vor dem Vergleich der technischen Wege müssen die Einkäufer die in den Behauptungen der Lieferanten, den Prüfberichten und den Produktspezifikationen verwendete Sprache klären. Bei der Beschaffung von PFAS-freien Formfasern beginnt die Verwirrung oft mit der Terminologie. Wörter wie “PFAS-frei," "fluorfrei," "fettbeständig," "beschichtet," und "laminiert” werden häufig so verwendet, als ob sie dasselbe bedeuten würden. Das tun sie aber nicht. Für Beschaffungs-, Compliance- und Produktentwicklungsteams sind diese Unterscheidungen keine semantischen Details. Sie wirken sich direkt darauf aus, wie ein Produkt getestet wird, wie die Leistung interpretiert wird und wie eine Beschaffungsentscheidung verteidigt wird.

| Begriff | Arbeitsbedeutung in diesem Artikel |
|---|---|
| PFAS-frei | Eine Behauptung, die durch eine Testlogik, eine Dokumentation und eine marktspezifische Überprüfung der Einhaltung der Vorschriften belegt werden muss. |
| Fluorfrei | Ein handelsüblicher Ausdruck, der mit einer vollständigen PFAS-Konformitätserklärung zusammenhängt, aber nicht mit ihr identisch ist. |
| Interne PFAS-freie Zusatzstoffsysteme | Fluorfreie fett- und wasserabweisende Chemie, die in den Formfaserprozess aus dem Zellstoffsystem heraus eingeführt wird. |
| Externe Barrieresysteme | Barrierestrukturen, die dem geformten Fasererzeugnis nach oder auf der Oberfläche des Hauptsubstrats hinzugefügt werden. |
| Folienkaschierung | Eine deutliche Sperrschicht, die auf das Fasersubstrat geklebt oder laminiert ist. |
| Oberflächenbeschichtungssysteme | Eine an der Oberfläche aufgetragene Sperrschicht aus flüssigen, wässrigen, biobasierten oder ähnlichen Beschichtungsmaterialien. |
| Fettbeständigkeit | Ein anwendungsspezifisches Leistungsergebnis, das von Lebensmitteltyp, Temperatur, Haltezeit, Struktur und Prozesskonsistenz beeinflusst wird. |
Tabelle 1. In diesem Leitfaden verwendete Kernbegriffe
3.1. PFAS-Freiheit ist eine auf die Einhaltung der Vorschriften ausgerichtete Behauptung, keine beiläufige Marketingphrase
In professionellen Beschaffungskontexten sollte “PFAS-frei” als eine Behauptung verstanden werden, die durch eine definierte Nachweiskette unterstützt werden muss. Je nach Markt und Zertifizierungsrahmen kann dieser Nachweis ein Fluor-Screening, gezielte Substanztests, unterzeichnete Erklärungen, eine Dokumentation der Inhaltsstoffe und eine produktspezifische Compliance-Prüfung umfassen. Sie sollte niemals als eigenständige Werbeaussage ohne Methodenumfang, Dokumentenrückverfolgbarkeit und Probenidentität behandelt werden.
3.2. Fluorfrei und PFAS-frei sind verwandt, aber nicht identisch
“Fluorfrei” wird in der Fachkommunikation oft als Abkürzung für das Fehlen von absichtlich zugesetzten fluorhaltigen Chemikalien verwendet. Ein fluorbasiertes Screening und die Bestimmung von PFAS sind jedoch nicht dieselbe analytische Frage. Ein Fluorergebnis kann als Indikator oder Screening-Instrument verwendet werden, während die Einhaltung der PFAS-Vorschriften eine umfassendere Interpretation erfordert, die eine gezielte Analyse, einen Gesamtfluorkontext, Deklarationen und eine technische Dokumentation beinhaltet. Mit anderen Worten, eine einfache Aussage “nicht nachweisbar” bedeutet nicht automatisch, dass das Produkt unter allen relevanten PFAS-Rahmenbedingungen vollständig charakterisiert wurde.
3.3. Interne Additivsysteme sind nicht dasselbe wie externe Barrieresysteme
In diesem Artikel, Interne PFAS-freie Zusatzstoffsysteme bezieht sich auf fluorfreie fett- und wasserabweisende Chemikalien, die in den Formfaserprozess aus dem Zellstoffsystem eingeführt werden. Diese Zusatzstoffe werden vor der endgültigen Formgebung und dem Heißpressen in den Produktionsprozess integriert. Ihr kommerzieller Wert liegt in der Prozessintegration, der skalierbaren Produktion und der geringeren Abhängigkeit von der sekundären Oberflächenbehandlung.
Im Gegensatz dazu, Externe Barrieresysteme bezieht sich auf Barrierestrukturen, die dem Faserformartikel nach oder auf der Oberfläche des Hauptsubstrats hinzugefügt werden. In diesem Leitfaden umfassen die externen Barrieresysteme zwei verschiedene Unterkategorien: Folienkaschierung und Oberflächenbeschichtungssysteme. Diese Wege können die Barriereleistung in bestimmten Anwendungen verbessern, sollten aber nicht mit der internen Additivtechnologie verwechselt werden.
3.4. Kaschierung und Beschichtung sind keine austauschbaren Begriffe
Kaschierung bezieht sich auf eine separate Sperrschicht, die auf das Fasersubstrat geklebt oder laminiert wird. Die technische Logik basiert auf einer separaten Materialschicht, die eine physikalische Barriere bildet. Beschichtung, Im Gegensatz dazu bezieht sich der Begriff Barriereschicht auf eine an der Oberfläche aufgetragene Barriereschicht aus flüssigen, wässrigen, biobasierten oder ähnlichen Beschichtungsmaterialien, die auf die Substratoberfläche aufgetragen, getrocknet und fixiert werden. Beide gehören zu den externen Barrieresystemen, aber sie unterscheiden sich in Struktur, Prozessablauf, Fehlerprofil und gesetzlicher Auslegung. In der technischen Redaktion und bei der Überprüfung der Beschaffung sollten sie nie als austauschbare Begriffe behandelt werden.
3.5. Die Fettbeständigkeit ist ein anwendungsspezifisches Leistungsergebnis
"Fettbeständigkeit”sollte nicht als eine universelle Ja-oder-Nein-Eigenschaft verstanden werden. Bei Faserformverpackungen hängt die Fettbeständigkeit von dem jeweiligen Lebensmittelsystem, der Kontakttemperatur, der Verweildauer, dem Füllzustand, dem Strukturdesign, der Wandstärke und der Produktionskonsistenz ab. Ein Produkt, das für kalte oder ungekühlte Lebensmittel gut geeignet ist, kann bei heißem Öl, scharfen Soßen oder langen Lieferzyklen versagen. Aus diesem Grund wird in dem Artikel später unterschieden zwischen interne Niedrigtemperatur-Zusatzstoffsysteme und leistungsstarke interne Additivsysteme anstatt alle PFAS-freien Zusatzstoffe als eine Kategorie zu behandeln.
3.6. Dieser Artikel geht nicht davon aus, dass ein Weg immer richtig ist
Dieser Leitfaden geht nicht davon aus, dass jede externe Barrierelösung automatisch minderwertig ist oder dass jedes interne Additivsystem automatisch konform oder leistungsfähig ist. Der Zweck dieses Whitepapers ist enger gefasst und praktischer: die technischen Wege korrekt zu definieren, sie unter Beschaffungsbedingungen zu vergleichen und Einkäufern bei der Entscheidung zu helfen, welcher Weg für eine bestimmte Anwendung kommerziell, betrieblich und regulatorisch vertretbar ist.
4. Regulatory Baseline 2026 - Was Käufer tatsächlich beachten müssen
Für Käufer von PFAS-freies Zuckerrohr-Geschirr, Die Überprüfung der Rechtsvorschriften im Jahr 2026 kann nicht auf eine einzige Bescheinigung oder eine allgemeine Lieferantenerklärung reduziert werden. Die Grundlage für die Einhaltung der Vorschriften wird nun durch eine Kombination aus marktspezifische PFAS-Grenzwerte, Anforderungen an die Dokumentation für den Kontakt mit Lebensmittelnund zunehmende Prüfung von Barrierestrukturen in faserbasierten Verpackungen. In der Beschaffungspraxis bedeutet dies, dass Käufer nicht nur bewerten müssen, ob ein Produkt als PFAS-frei beworben wird, sondern auch, wie diese Behauptung gestützt wird, welche Testlogik verwendet wurde und ob die Produktstruktur unter den sich entwickelnden Verpackungsvorschriften kommerziell vertretbar bleibt.
Für exportorientierte Beschaffungsteams besteht die wichtigste Veränderung darin, dass die Einhaltung von PFAS kein Randthema der Nachhaltigkeit mehr ist. Sie wird zu einem Teil der Mainstream-Verpackungszulassung, insbesondere dort, wo sich Sicherheit im Kontakt mit Lebensmitteln, Kompostierbarkeit, Erwartungen an die Recyclingfähigkeit und Richtlinien zur Kunststoffreduzierung überschneiden. Bei Faserformverpackungen für die Gastronomie ist dies besonders wichtig, da von Zuckerrohrgeschirr oft erwartet wird, dass es mehrere Leistungs- und Konformitätsziele gleichzeitig erfüllt: Fettbeständigkeit, Hitzetoleranz, Sicherheit im Kontakt mit Lebensmitteln und ein glaubwürdiges Kreislaufmaterialprofil.
4.1 Europäische Union: PPWR ist zum wichtigsten Referenzpunkt für 2026 geworden

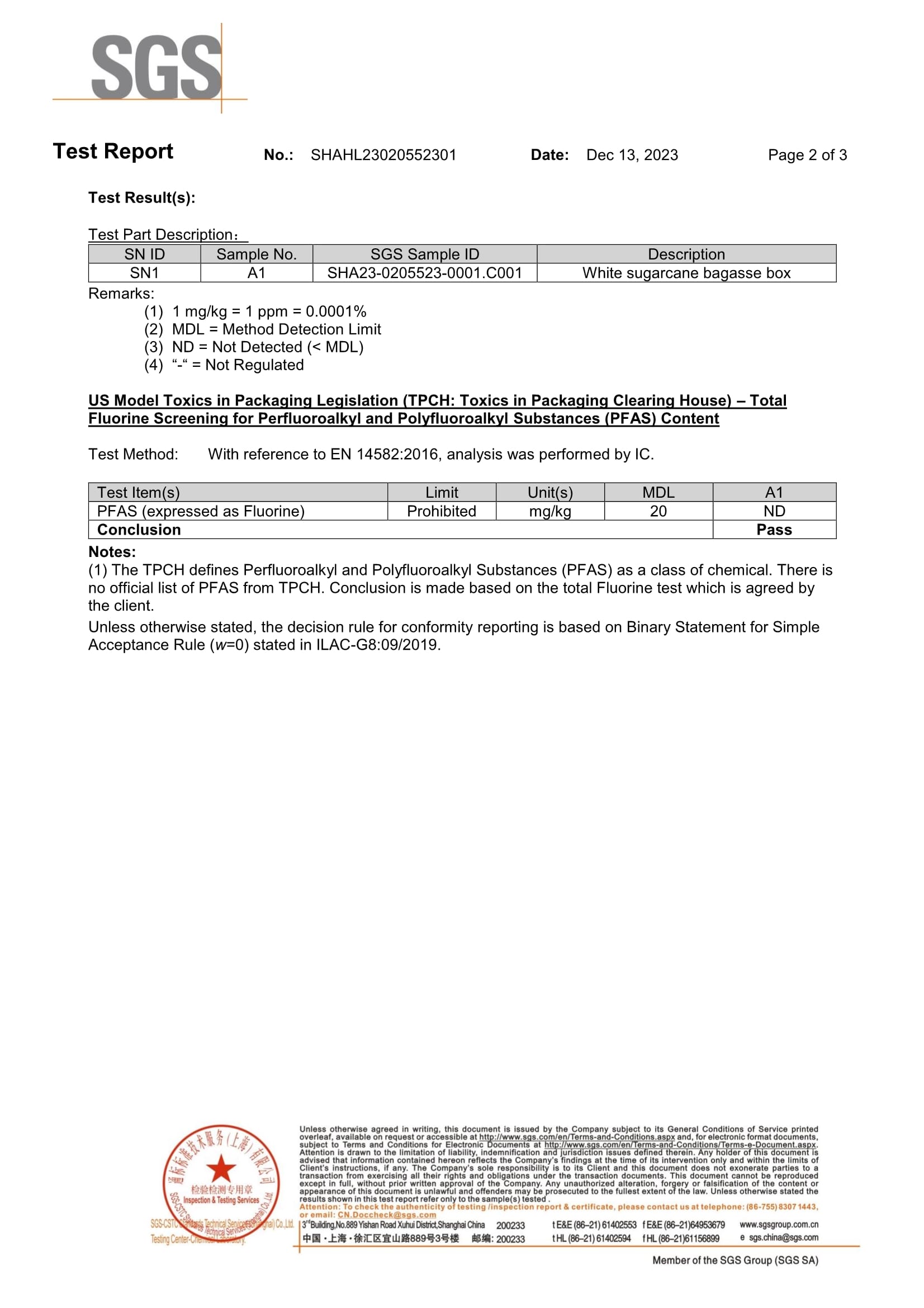
Für Verpackungen, die mit Lebensmitteln in Berührung kommen und auf dem EU-Markt in Verkehr gebracht werden, ist die Verordnung über Verpackungen und Verpackungsabfälle bietet nun den wichtigsten regulatorischen Anker für die Überprüfung von PFAS. Von 12. August 2026, Verpackungen, die mit Lebensmitteln in Berührung kommen, dürfen keine PFAS in oder oberhalb der in der Verordnung festgelegten Konzentrationsgrenzen enthalten. Diese umfassen einen Grenzwert von 25 ppb für jeden einzelnen PFAS, 250 ppb für die Summe der PFASund 50 ppm für PFAS insgesamt. Wenn der Gesamtfluorgehalt 50 mg/kg übersteigt, müssen die Hersteller außerdem in der Lage sein, die Fluorquelle im Rahmen der technischen Dokumentation nachzuweisen. Für die Einkäufer bedeutet dies, dass eine breite “PFAS-frei”-Behauptung nicht mehr ausreicht. Entscheidend ist, ob der Lieferant ein produktspezifisches Nachweispaket vorlegen kann, das auf die geltende analytische Logik und den Dokumentationsaufwand abgestimmt ist.
Die kommerziellen Auswirkungen sind ebenso wichtig. Der EU-Verpackungsrahmen verschärft nicht nur den Umgang mit besorgniserregenden Stoffen, sondern verlagert den Markt auch auf Verpackungsstrukturen, die im Kontext der Kreislaufwirtschaft leichter zu rechtfertigen sind. Aus diesem Grund können faserbasierte Produkte mit einer einfacheren Materiallogik langfristig eine bessere Beschaffungsposition bieten als Strukturen, die stark von zusätzlichen Barriereschichten abhängen. Für Beschaffungsteams stellt sich nicht mehr nur die Frage, ob ein Produkt heute einen Test bestehen kann, sondern ob seine Struktur auch in der nächsten Phase der Verpackungsprüfung strategisch vertretbar bleibt.
4.2 Warum laminierte oder beschichtete Faserstrukturen in Europa näher untersucht werden müssen
Im europäischen Regelungskontext müssen Einkäufer auch sorgfältig zwischen Faserformartikeln, die in erster Linie auf Fasern basieren, und solchen, die eine kunststoffhaltige Sperrschicht enthalten, unterscheiden. Die EU-Leitlinien für Einwegkunststoffe haben bereits klargestellt, dass Papier- oder Pappprodukte mit einer Kunststoffauskleidung oder -beschichtung dennoch unter eine kunststoffrechtliche Auslegung fallen können. Das bedeutet nicht, dass jede laminierte oder beschichtete Struktur automatisch nicht konform ist. Es bedeutet, dass externe Barrieresysteme haben in der Regel einen höheren Auslegungsaufwand, Dies gilt insbesondere dann, wenn die Käufer neben der Einhaltung der PFAS-Richtlinien auch die Recyclingfähigkeit, die Wiederverwertbarkeit oder die Positionierung zur Kunststoffreduzierung verteidigen müssen.
Aus diesem Grund sollten laminierte und beschichtete Faserformprodukte nicht nur nach ihrer unmittelbaren Barriereleistung bewertet werden. Die Käufer sollten auch berücksichtigen, ob die Struktur zusätzliche regulatorische Fragen, Recycling-Beschränkungen oder Marktzugangsrisiken in Regionen mit sich bringt, in denen Faserreinheit und Kreislauffähigkeit immer wichtigere Kaufkriterien werden.
4.3 Nordamerika: Zertifizierungslogik, staatliche Beschränkungen und FDA-Signale arbeiten jetzt zusammen
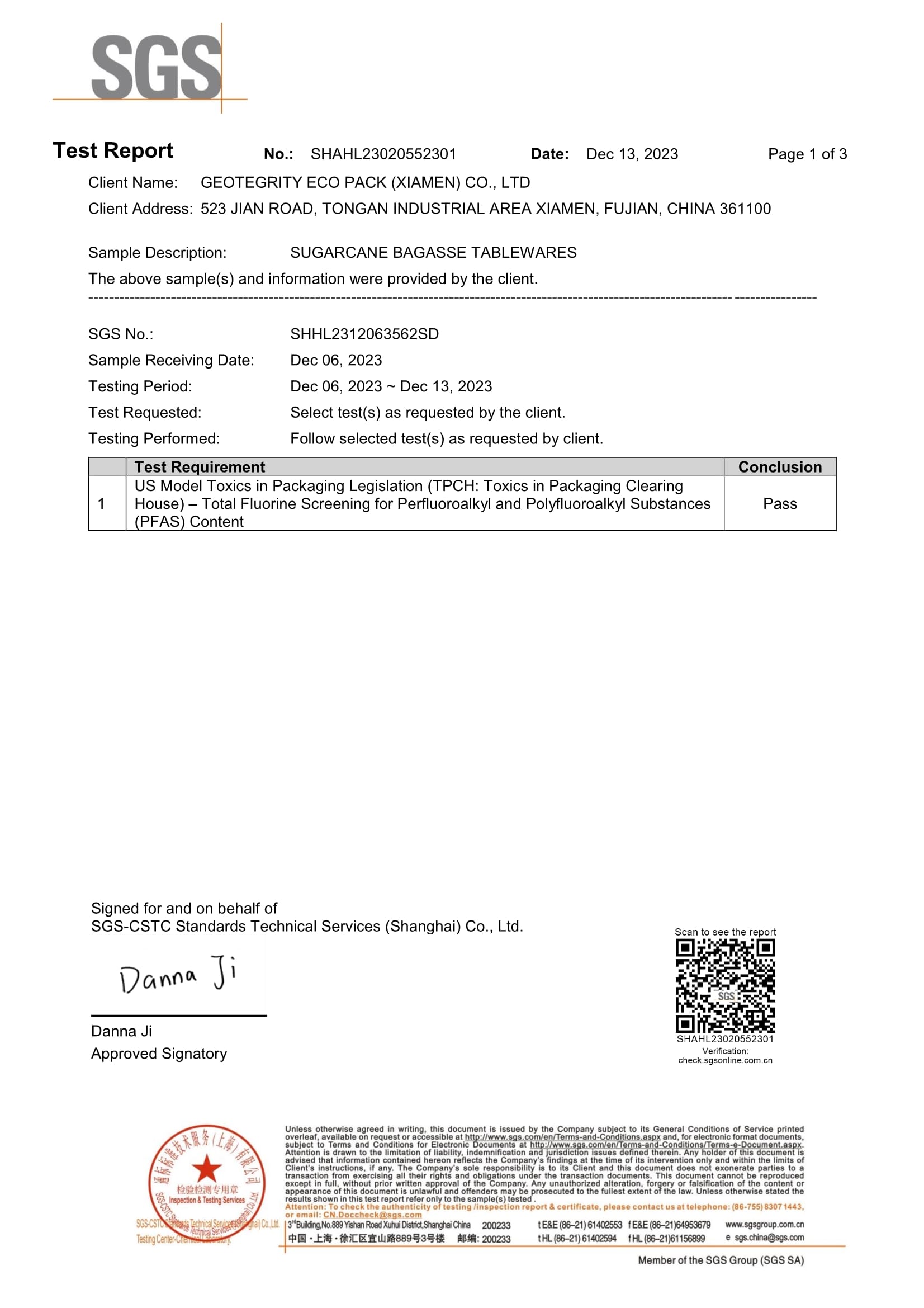
In Nordamerika wird die Einhaltung der Vorschriften durch drei sich überschneidende Mechanismen bestimmt: Zertifizierungsanforderungen, einzelstaatliche Beschränkungen für Lebensmittelverpackungen und bundesstaatliche Regulierungsmaßnahmen. Für kompostierbare Foodservice-Produkte ist der BPI nach wie vor einer der klarsten Bezugspunkte. Die BPI-Richtlinie für fluorierte Chemikalien verlangt den Nachweis, dass die Produktformel keine fluorierten Chemikalien enthält, sowie Testergebnisse eines vom BPI anerkannten Labors, die einen Höchstwert von 100 ppm gesamtes organisches Fluor, und eine unterzeichnete Erklärung, die bestätigt, dass keine absichtlich zugesetzten fluorierten Chemikalien enthalten sind. Für die Beschaffungsteams ist diese Anforderung nicht nur wegen der Zahl selbst von Bedeutung. Es ist die Tatsache, dass die Einhaltung sowohl durch Dokumentation als auch durch Labornachweise belegt werden muss.
Vorschriften auf staatlicher Ebene sorgen für eine weitere Ebene der Verantwortlichkeit. Der Bundesstaat Washington beispielsweise verlangt Konformitätszertifikate für eingeschränkte Lebensmittelverpackungen und stellt klar, dass die Hersteller diese Aufzeichnungen aufbewahren müssen, solange die Verpackung in Gebrauch ist und für einen bestimmten Zeitraum nach dem Vertrieb. Damit geht die Einhaltung der PFAS-Vorschriften über die Marketingsprache hinaus und wird zu einer überprüfbaren Dokumentation der Lieferkette. Einkäufer, die mit geformte Faser Schalen, Platten, offene oder geschlossene Behälter sollten daher nicht nur Angaben, sondern auch rückverfolgbare Konformitätsnachweise erwarten, die den tatsächlichen Produkttypen zugeordnet werden können.
Auf Bundesebene haben die Maßnahmen der FDA die Marktverschiebung weg von PFAS-basierten Fettabdichtungen in Lebensmittelverpackungen aus Papier und Pappe weiter verstärkt. Die Behörde stellte fest, dass 35 PFAS-bezogene Meldungen für den Kontakt mit Lebensmitteln ab dem 1. Januar 2010 nicht mehr gültig sind. 6. Januar 2025, mit einem Einhaltungsdatum von 30. Juni 2025 für bestimmte Lebensmittelverpackungen aus Papier, die vor diesem Stichtag hergestellt, geliefert oder verwendet wurden. Für Beschaffungsexperten ist dies ein deutliches Signal, dass die Umstellung auf PFAS-freie Verpackungen nicht länger ein spekulativer Trend ist. Sie ist bereits in die regulatorische Ausrichtung des nordamerikanischen Verpackungsmarktes eingebettet.
4.4 Was dies für die Käufer von PFAS-freiem Zuckerrohrgeschirr bedeutet
 |  |
Die Konsequenz für die Beschaffung ist einfach: Einkäufer sollten PFAS-freies Bagasse-Geschirr nicht mehr auf der Grundlage eines einzigen Logos, einer allgemeinen Erklärung oder eines einmaligen Probentests genehmigen. Die Basislinie für 2026 erfordert eine strukturiertere Überprüfung. Zumindest sollten Einkäufer bestätigen, welcher Marktstandard angestrebt wird, welche Art von Fluor- oder PFAS-Tests verwendet wurde, ob das Testergebnis mit der tatsächlichen SKU und Produktkonstruktion übereinstimmt und ob das Produkt auf einem internen Additivsystem oder einer externen Barrierestruktur basiert, die zusätzliche regulatorische oder Recyclingfragen aufwerfen kann.
Mit anderen Worten: Die Einhaltung von Vorschriften und das technische Design können nicht mehr getrennt voneinander geprüft werden. Bei PFAS-freiem Zuckerrohrgeschirr ist die vertretbare Beschaffungsentscheidung diejenige, die die folgenden Kriterien erfüllt Anspruchssprache, Testumfang, Produktstrukturund Marktziel in einer einzigen Genehmigungslogik. Dies ist die Grundlage für den technischen Vergleich, der in den nächsten Abschnitten folgt.
5. Warum Fettbeständigkeit bei Formfasern ein Prozessproblem und kein Schlagwort ist
Bei Faserformverpackungen für die Gastronomie wird die Fettbeständigkeit oft als eine einfache Produkteigenschaft diskutiert. In Wirklichkeit ist sie eine prozessgesteuertes Leistungsergebnis. A Zuckerrohrschüssel, Eine Schale, ein Tray oder eine Muschel ist nicht nur deshalb zuverlässig, weil sie als PFAS-frei, kompostierbar oder aus Pflanzenfasern geformt gekennzeichnet ist. Entscheidend für die tatsächliche Leistung ist, ob das gesamte Produktionssystem eine Faserstruktur erzeugen kann, die stabil bleibt, wenn sie Öl, Hitze, Feuchtigkeit, Druck und Zeit ausgesetzt ist.
Diese Unterscheidung ist für die Käufer von entscheidender Bedeutung, da geformte Fasern nicht auf die gleiche Weise versagen wie Verpackungen aus Kunststoff oder Folie. Bei Zuckerrohrgeschirr ist die Fettmigration in der Regel verbunden mit Faserporosität, lokale Schwachstellen, Strukturdichte und Verarbeitungskonsistenz. Ein Produkt kann bei der ersten Befüllung optisch akzeptabel aussehen, aber dennoch nach einigen Minuten des Kontakts mit heißen Lebensmitteln einen Ölschatten auf der Rückseite, ein Durchsickern des Randes, eine lokale Aufweichung oder ein Durchdringen der Bodenplatte aufweisen. Aus diesem Grund sollte die Fettbeständigkeit niemals nur anhand des Aussehens zum Zeitpunkt der Verwendung bewertet werden. Sie muss unter definierten Anwendungsbedingungen bewertet werden.
5.1 Die Faserstruktur ist der Ausgangspunkt, nicht die endgültige Antwort

Zuckerrohr-Bagasse ist ein starkes und kommerziell attraktives geformtes Fasersubstrat, aber es ist kein natürliches Hochbarrierematerial. Wie andere Pflanzenfasern enthält sie ein Netzwerk von Poren, Faserüberschneidungen und Bereichen mit unterschiedlicher Dichte, die während der Formgebung, Entwässerung und des Heißpressens entstehen. Diese strukturellen Merkmale sind genau das, was das Produkt leicht, kompostierbar und in großem Maßstab herstellbar macht. Sie sind auch der Grund dafür, dass es zu einem unkontrollierten Eindringen von Öl und Feuchtigkeit kommen kann, wenn das Barrieredesign schwach ist oder die Produktionsbedingungen instabil sind.
Aus diesem Grund sollte ein PFAS-freier Faserformartikel niemals nur nach der Materialidentität beurteilt werden. “Bagasse” ist an sich keine Leistungsgarantie. Zwei Produkte, die aus derselben Basisfaser hergestellt werden, können sich sehr unterschiedlich verhalten, je nach Additivsystem, Formdesign, Wandstärke, Pressbedingungen, Entwässerungseffizienz und Konsistenz nach der Formgebung. Bei der kommerziellen Beschaffung ist die eigentliche technische Frage nicht, ob das Substrat nachhaltig ist. Vielmehr geht es darum, ob die fertige Struktur so konstruiert und hergestellt ist, dass sie der beabsichtigten Belastung durch den Lebensmittelkontakt standhält.
5.2 Fettversagen ist normalerweise ein strukturelles Ereignis, bevor es zu einer sichtbaren Beschwerde wird.
Viele Käufer beurteilen die Fettbeständigkeit erst dann, wenn ein sichtbares Leckageproblem auftritt. Das ist zu spät. In der Praxis beginnt das Versagen von Formfasern oft als strukturelle Schwäche, lange bevor es zu einer offensichtlichen Kundenbeschwerde wird. Öl kann durch Bereiche mit geringerer Dichte, Kantenübergänge, Eckgeometrien, Dichtungsränder oder belastete Bereiche, die beim Stapeln und Transport entstehen, eindringen. Wenn ein Produkt deutliche Fleckenbildung oder Durchsickern zeigt, hat das zugrundeliegende Barrieresystem oft schon seit einiger Zeit nicht mehr richtig funktioniert.
Dies ist auch der Grund, warum die Leistung der Mittelwand allein nicht ausreicht. Ein Schalenboden kann in einem statischen Test auf dem Prüfstand stabil erscheinen, während der Randbereich, der Seitenwandübergang oder der Rand des Fachs bei der tatsächlichen Verwendung zum Mitnehmen die eigentliche Bruchstelle darstellt. Käufer sollten daher die Fettbeständigkeit als eine Frage der Gesamtstruktur und nicht als eine Behauptung des Labors über eine flache Oberfläche betrachten.
5.3 Wärme, Ölmenge und Haltezeit sind unterschiedliche Variablen und sollten nicht miteinander vermischt werden.
 |  |
Einer der häufigsten Fehler bei der Beschaffung besteht darin, eine Lebensmittelanwendung zu allgemein zu beschreiben. “Warmes Essen” ist keine Testmethode. Eine mit warmem Reis gefüllte Faserformverpackung verhält sich ganz anders als eine mit gebratenem Hähnchen, Curry, öligen Nudeln oder einer Suppe mit einer fettreichen Oberflächenschicht. Die Temperatur spielt eine Rolle, aber die Temperatur allein erklärt nicht die Leistung. Ölbelastung, Kontaktdauer und Produktgeometrie sind gleichermaßen wichtig.
Dies ist der Grund, warum ein PFAS-freies Produkt, das bei kurzem Kontakt mit warmen Lebensmitteln gut funktioniert, bei längeren Lieferzyklen, höherer Fettkonzentration oder wiederholter Wärmeeinwirkung dennoch versagen kann. Dies ist auch der Grund, warum interne Niedrigtemperatur-Additivsysteme und interne Hochleistungs-Additivsysteme nicht in Gruppen zusammengefasst werden sollten, als ob sie den gleichen Anwendungsbereich abdecken würden. Der Unterschied zwischen ihnen ist nicht nur eine Marketing-Ebene. Es ist ein Unterschied in den vorgesehenen Einsatzbedingungen und der Prozessfähigkeit.
| Variabel | Warum es wichtig ist | Typischer Fehler des Käufers |
|---|---|---|
| Temperatur der Lebensmittel | Höhere Temperaturen können die Erweichung der Fasern, Feuchtigkeitsmigration und Barrierestress beschleunigen. | Behandlung aller “heißen Lebensmittel” als eine Bedingung. |
| Ölladung | Fettreiche Lebensmittel stellen eine andere Herausforderung für die Penetration dar als trockene oder fettarme Lebensmittel. | Wenn man davon ausgeht, dass warmer Reis und ölige Nudeln die gleiche Barrierestufe benötigen. |
| Haltezeit | Eine längere Kontaktdauer erhöht das Risiko von Fleckenbildung auf der Rückseite, Sickerwasser und struktureller Schwächung. | Genehmigung einer Probe, die nur auf kurzen Kontakttests beruht. |
| Geometrie des Produkts | Ecken, Felgen, Seitenwandübergänge und Fachkanten sind oft die ersten Fehlerstellen. | Bewertung nur der mittleren Platte oder der flachen Bodenfläche. |
| Wanddicke | Dünnwandige Bereiche sind empfindlicher gegenüber Porositätsschwankungen und Fettdurchbrüchen. | Gewichtsreduzierung ohne Beeinträchtigung der Barriereleistung. |
| Prozess-Konsistenz | Eine stabile Fettbeständigkeit hängt von wiederholbaren Bedingungen bei der Formgebung, Entwässerung und Heißpressung ab. | Beurteilung der Leistung nur anhand einer einzigen Probecharge. |
Tabelle 2. Schlüsselvariablen, die sich auf die Fettbeständigkeit von Faserformverpackungen auswirken
5.4 Kondenswasser, Feuchtigkeit und Fett sind nicht dieselbe Fehlerart
Eine weitere häufige Quelle der Verwirrung ist die Fehlinterpretation von feuchtigkeitsbezogenen Effekten. Bei Faserformverpackungen sind Kondensation und Fettdurchdringung keine identischen Ereignisse. Ein heiß gefülltes Produkt kann aufgrund von Dampfmigration und Temperaturunterschieden sichtbare Feuchtigkeit oder Oberflächenfeuchtigkeit erzeugen, insbesondere bei der Verwendung mit Deckel zum Mitnehmen. Dies bedeutet nicht automatisch, dass das fettabweisende System versagt hat. Die wichtigere Frage ist, ob es tatsächlich zu einem Öldurchbruch, einer Erweichung der Fasern, einer strukturellen Schwächung oder zu anhaltenden Flecken auf der Rückseite kommt, die mit der Fettmigration zusammenhängen.
Für eine seriöse Produktbewertung sollten Käufer mindestens drei Bedingungen trennen: heiße Feuchtigkeit, Heißölexpositionund kombinierte Hitze-Fett-Haltezeit-Belastung. Ein Anbieter, der diese Bedingungen bei Tests oder Produktempfehlungen nicht unterscheiden kann, wird wahrscheinlich keine verlässliche PFAS-freie Anleitung für den tatsächlichen Einsatz in der Gastronomie liefern.
5.5 Fettbeständigkeit im Jahr 2026 ist eine Frage der Fabrikdisziplin
Im Jahr 2026 stellt der Markt nicht mehr nur die Frage, ob ein PFAS-freies Faserformprodukt einen einzelnen Probentest bestehen kann. Die wichtigere Frage ist, ob die gleiche Leistung über die kommerzielle Produktion, mehrere Artikel und wiederholte Exportchargen hinweg beibehalten werden kann. Aus diesem Grund sollte die Fettbeständigkeit als eine Frage der Herstellungsdisziplin behandelt werden. Die Chemie der Zusatzstoffe spielt eine Rolle, aber auch die Aufbereitung des Zellstoffs, die Kontrolle der Dosierung, die Formstabilität, die Formtemperatur, die Verweilzeit, die Schwankungen der Wandstärke und die Disziplin bei der Qualitätskontrolle.
Aus der Sicht der Beschaffung ist dies der Punkt, an dem viele Lieferanten beginnen, sich zu trennen. Einige können ein akzeptables Labormuster herstellen. Nur wenige können eine wiederholbare Leistung aufrechterhalten, wenn die Produktionsgeschwindigkeit steigt, die Kartonmenge zunimmt und mehrere Produktformate parallel laufen. Für die Käufer ist das eigentliche Kaufrisiko selten die erste Probe. Es ist die Inkonsistenz im kommerziellen Maßstab.
Dies ist auch der Ort, an dem Die Produktionserfahrung von Bioleader relevant wird. Bei der Lieferung von Formfasern für den Export wird die Fettbeständigkeit nicht als Anspruch eines einzelnen Materials gehandhabt. Sie wird als kombiniertes Ergebnis von Faserstruktur, Prozesssteuerung, Additivauswahl und Anwendungsabstimmung gehandhabt. Aus diesem Grund konzentriert sich der nächste Abschnitt zunächst auf interne PFAS-freie Additivsysteme, einschließlich des praktischen Unterschieds zwischen Niedrigtemperatur- und Hochleistungsrouten, bevor er zu externen Barrieresystemen wie Laminierung und Oberflächenbeschichtungen übergeht.
6. Route A - Interne PFAS-freie Zusatzstoffsysteme
Unter den verfügbaren PFAS-freien Technologien für Verpackungen aus geformten Fasern für die Gastronomie, sind interne Additivsysteme nach wie vor der kommerziell relevanteste Ansatzpunkt. Ihre Bedeutung ergibt sich aus einer praktischen Tatsache: Sie sind darauf ausgelegt, die Fett- und Feuchtigkeitsbeständigkeit zu verbessern innerhalb des Faserformverfahrens selbst, anstatt sich in erster Linie auf eine separate Barriereschicht nach der Formgebung zu verlassen. Für die Käufer ist dies von Bedeutung, weil integrierte Systeme im Allgemeinen leichter zu skalieren, in der Produktion leichter zu kontrollieren und als Teil eines vollständigen Fabrikprozesses leichter zu bewerten sind als eine isolierte Oberflächenbehandlung.
Bei der kommerziellen Beschaffung sind interne Additivsysteme oft der Weg, der Leistung, Durchsatz und Kosten für gängige Zuckerrohrgeschirranwendungen am besten ausbalanciert. Sie sind nicht automatisch die stärkste Barriereoption in jedem extremen Anwendungsfall, aber sie sind oft der praktischste Weg für großvolumige Verpackungen zum Mitnehmen, bei denen die Käufer eine wiederholbare Fettbeständigkeit benötigen, ohne dass die Struktur übermäßig komplex wird. Dies ist auch der Grund, warum interne Systeme nicht als eine einzige generische Kategorie diskutiert werden sollten. In der realen Beschaffung und Fertigung gibt es einen großen Unterschied zwischen interne Niedrigtemperatur-Zusatzstoffsysteme und leistungsstarke interne Additivsysteme.
 |  |
6.1 Was sind interne additive Systeme eigentlich?
In diesem Artikel beziehen sich interne PFAS-freie Additivsysteme auf fluorfreie fett- und wasserabweisende Chemikalien, die innerhalb des Produktionsprozesses für geformte Fasern eingeführt werden, typischerweise durch das Zellstoffsystem vor der endgültigen Formung und dem Heißpressen. Die kommerzielle Logik ist einfach: Anstatt die Barriere hauptsächlich durch eine separate externe Film- oder Beschichtungsschicht aufzubauen, versucht der Hersteller, die Widerstandsfähigkeit des Endprodukts durch prozessintegrierte Chemie in Kombination mit Formgebung, Entwässerung und Heißpressen zu verbessern.
Diese Unterscheidung ist wichtig, weil interne Systeme oft missverstanden werden, als wären sie lediglich “dem Zellstoff zugesetzte Stoffe.” In der Praxis ist der Zusatzstoff selbst nur ein Teil des Ergebnisses. Die tatsächliche Leistung hängt davon ab, wie das Additiv mit der Faserverteilung, der Strukturdichte, der Feuchtigkeitsentfernung und den thermischen Verformungsbedingungen interagiert. Aus diesem Grund können zwei Anbieter behaupten, PFAS-freie interne Additive zu verwenden, und dennoch sehr unterschiedliche Leistungen erbringen, sobald das Produkt mit heißen, öligen oder lange haltbaren Lebensmitteln zum Mitnehmen befüllt wird.
Vom Standpunkt der Beschaffung aus gesehen besteht die größte Stärke eines internen Systems darin, dass es als Teil eines vollständigen Herstellungsprozesses bewertet werden kann. Die Einkäufer prüfen nicht nur die Angaben zur Chemie. Sie prüfen, ob der Lieferant in der Lage ist, ein stabiles Prozessfenster aufrechtzuerhalten, das die Aufbereitung des Zellstoffs, die Kontrolle der Zusatzstoffe, die Konsistenz der Formgebung, das Heißpressen, die Schwankungen bei den einzelnen Artikeln und die Ausgabe der letzten Charge umfasst.
6.2 Interne Niedrigtemperatur-Zusatzstoffsysteme
Interne Niedrigtemperatur-Zusatzsysteme sind im Allgemeinen für weniger anspruchsvolle fettbeständige Umgebungen gedacht. In der Praxis sind diese Systeme in der Regel besser geeignet für Kühlketten-, Umgebungs-, Trockenlebensmittel- oder fettarme Anwendungen wo die Verpackung nicht über längere Zeit heißem Öl, starker Fettbelastung oder langen Hochtemperaturbedingungen ausgesetzt ist. Sie bleiben oft kommerziell attraktiv, weil sie näher an der Wirtschaftlichkeit der Standardproduktion liegen und die Herstellung von Großserien mit einem geringeren Leistungs-Kosten-Verhältnis unterstützen können.
Diese Art von System kann durchaus geeignet sein, wenn die Anwendung richtig abgestimmt ist. Beispielsweise benötigen Produkte, die für Salate, Obst, Backwaren, Mahlzeiten bei Raumtemperatur oder für den kurzzeitigen Kontakt mit relativ fettarmen Lebensmitteln verwendet werden, möglicherweise nicht die höhere Barrieremarge eines anspruchsvolleren internen Systems. In diesen Fällen kann eine Übertechnisierung des Produkts nur zusätzliche Kosten verursachen, ohne einen wirklichen kommerziellen Nutzen zu bringen.
Das Beschaffungsrisiko beginnt, wenn Einkäufer oder Lieferanten Niedertemperatursysteme so behandeln, als wären sie universell für alle PFAS-freien Faserformverpackungen geeignet. Das sind sie aber nicht. Sobald sich das Lebensmittelprofil in Richtung heißer, ölhaltiger, saucenlastiger oder länger haltbarer Speisen zum Mitnehmen verschiebt, ändert sich das Leistungsfenster erheblich. Ein Produkt, das für leichte Beanspruchung zugelassen ist, kann dann im realen Einsatz in der Gastronomie Schattenbildung auf der Rückseite, Durchsickern an den Rändern, lokale Erweichung oder instabile Konsistenz aufweisen. Aus diesem Grund sollte ein internes System für niedrige Temperaturen nur für das tatsächliche Anwendungsprofil zugelassen werden und nicht für eine allgemeine Behauptung wie “sicher gegen heiße Lebensmittel” oder “fettbeständig”.”
6.3 Hochtemperatur-PFAS-freie interne Additivsysteme
Hochtemperatur-PFAS-frei Interne Additivsysteme werden für anspruchsvollere Faserformanwendungen entwickelt, bei denen die Fettbelastung, die Temperaturbelastung und die Haltedauer wesentlich höher sind. In Bezug auf die Beschaffung ist dies der Weg, der für heiße Mahlzeiten zum Mitnehmen, ölige Fertiggerichte, Anwendungen mit viel Soße und andere anspruchsvolle Umgebungen in der Gastronomie am wichtigsten ist. Ihr kommerzieller Wert liegt in der höheren Fettbeständigkeit bei gleichzeitiger Beibehaltung der operativen Vorteile eines integrierten Formfaserverfahrens.
Aus technischer Sicht sollten diese Systeme nicht einfach als die Verwendung desselben Additivs auf höherem Niveau verstanden werden. Bei einer gut kontrollierten Produktion sind sie besser als koordiniertes Ergebnis der internen Additivchemie, der Faser-Oberflächen-Interaktion, der Prozessstabilisierung und der Heißpressverdichtung zu verstehen. Die endgültige Barrierewirkung hängt davon ab, wie effektiv das System über die gesamte Struktur des Artikels funktioniert, einschließlich der Bereiche mit geringerer Dichte, der Seitenwandübergänge, der Ecken, der Ränder und anderer Bereiche, in denen geformte Faserprodukte unter realen Bedingungen in der Regel zuerst versagen.
Dies ist auch der Punkt, an dem die Prozessdisziplin entscheidend wird. Ein PFAS-freies Hochtemperatur-Innensystem kann seinen Anspruch nur dann rechtfertigen, wenn die Fabrik in der Lage ist, die Stabilität der Zellstoffkonsistenz, der Additivdosierung, der Mischreihenfolge, des Entwässerungsverhaltens, der Formtemperatur, der Verweilzeit und der Wanddickenkontrolle zu gewährleisten. Ohne diese Disziplin kann selbst ein technisch fortschrittliches Additivpaket zu uneinheitlichen kommerziellen Ergebnissen führen. Auf der Grundlage von Die Erfahrung von Bioleader bei der Herstellung von Formfasern, Die zuverlässigsten PFAS-freien Ergebnisse bei hohen Temperaturen werden nicht durch die Behauptung eines einzigen Materials erreicht, sondern durch ein wiederholbares Prozessfenster, das über verschiedene Artikel und Exportchargen hinweg stabil bleibt.
Für Einkäufer ist die praktische Bedeutung klar: PFAS-freie Hochtemperatur-Innensysteme sind oft die ausgewogenste Option für Mainstream-Verpackungen für Heißgetränke zum Mitnehmen, aber sie sollten dennoch für den tatsächlichen Anwendungsfall validiert werden. Hitzegrad, Fettkonzentration, Füllzeit, Deckelzustand, Stapeldruck und Lieferdauer beeinflussen das Endergebnis. Die richtige Frage für die Zulassung ist daher nicht, ob ein Lieferant sagt, das Produkt sei “hochleistungsfähig”, sondern ob diese Leistung unter Bedingungen nachgewiesen wurde, die der beabsichtigten Anwendung entsprechen.
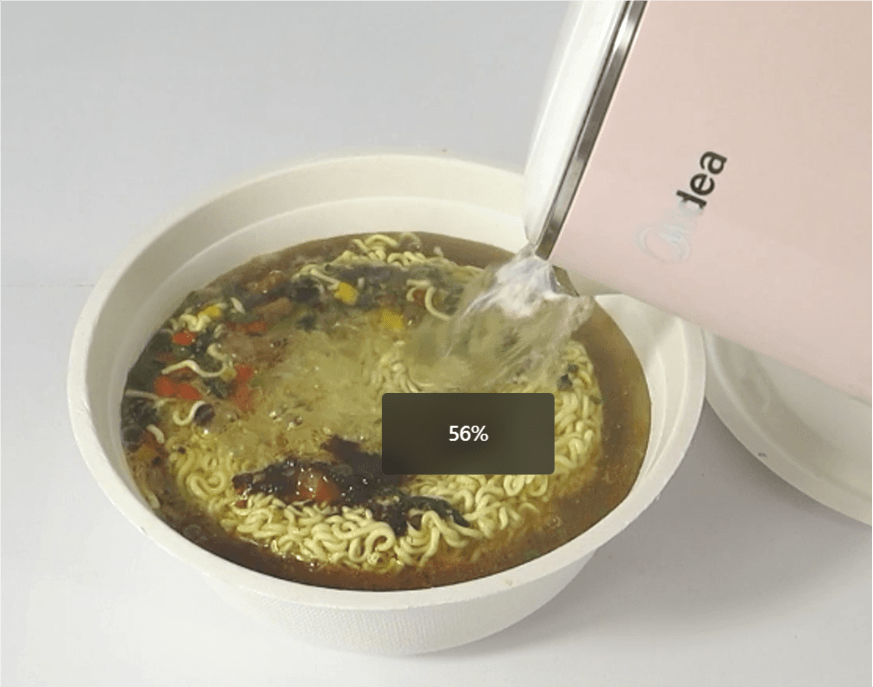
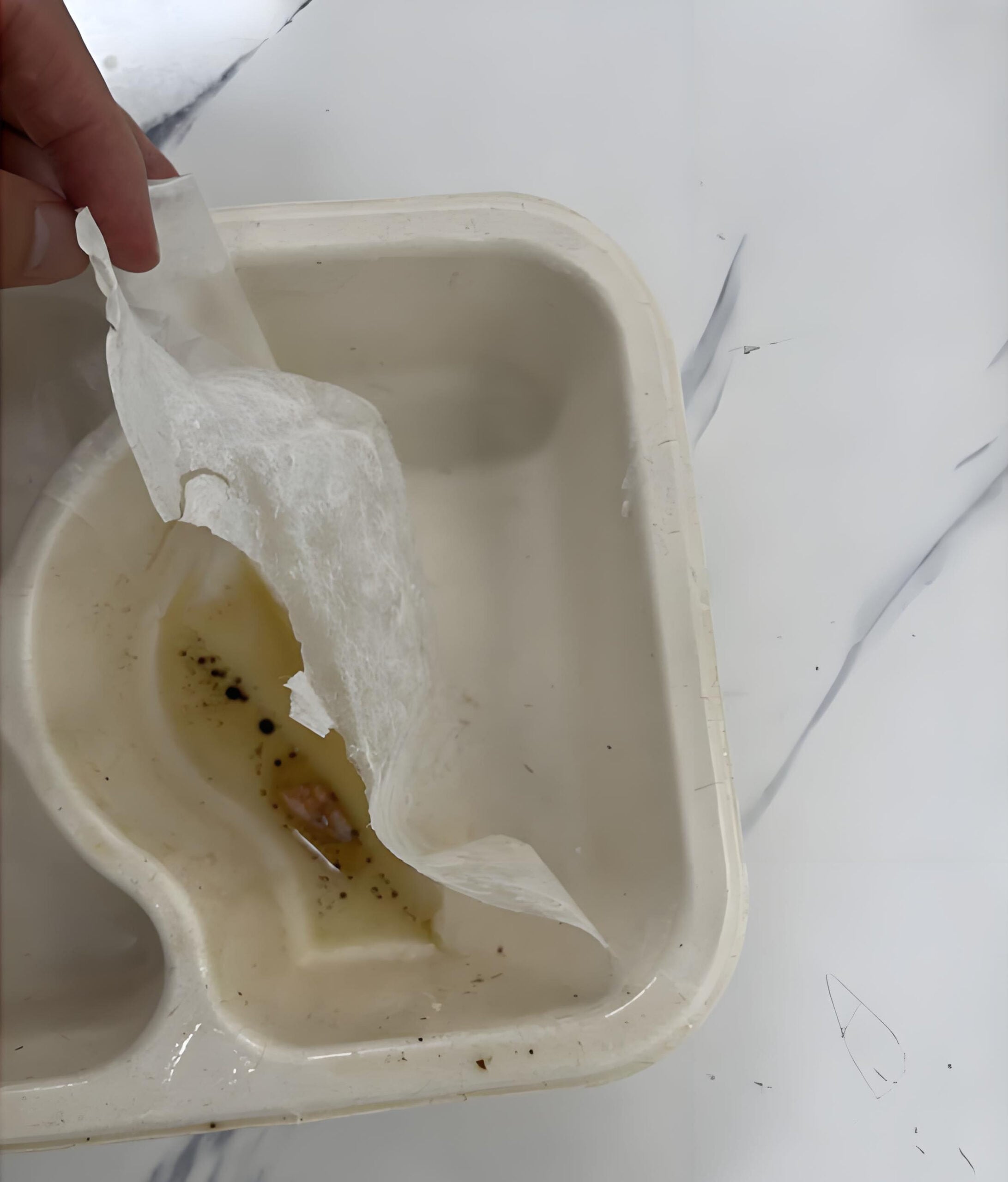
Um zu veranschaulichen, wie die anwendungsbezogene Validierung in der Praxis aussieht, führte Bioleader eine reale Mikrowellen-Aufwärmdemonstration im Haushalt unter Verwendung eines PFAS-freien Hochtemperatur-Behälters aus Zuckerrohr-Bagasse mit Deckel unter gemischten Lebensmittelbedingungen durch.
Demo zum Aufwärmen in der Mikrowelle unter realen Bedingungen
Um die praktische Leistung unter realistischen Wiedererwärmungsbedingungen zu demonstrieren, testete Bioleader ein PFAS-freier Hochtemperatur-Behälter aus Zuckerrohr-Bagasse mit Deckel mit Reis, ölige Essensreste und etwa 200 ml Wasser in einer haushaltsüblichen Mikrowelle.
Nach 3 Minuten bei hoher Leistung, war das Essen extrem heiß, während die Behälterkörper und Deckel blieben unversehrt, mit keine Leckage an der Unterseite oder den Kanten. Nach 30 Minuten im Stehen, wurde kein Auslaufen beobachtet. Die gleiche Probe wurde dann erneut erhitzt für weitere 2 Minuten. Obwohl es zum nach wiederholtem Erhitzen etwas weicher, Es stützte die Lebensmittel noch sicher und zeigte keine Leckage.
Diese Praxisdemonstration liefert nützliche Beweise auf Anwendungsebene, dass ein gut kontrolliertes PFAS-freies Hochtemperatur-Innensystem eine glaubwürdige Fettbeständigkeit und Feuchtigkeitsbarriere in anspruchsvollen Mitnahme- und Aufwärmszenarien bieten kann.
Anmerkung: Es handelt sich hierbei um eine hausinterne Demonstration der Wiedererwärmung von Haushaltsgeräten, die lediglich der praktischen Anwendung dient. Sie ersetzt nicht die standardisierten Labortests Dritter, die Zertifizierung oder die Überprüfung der marktspezifischen Konformität.
6.4 Warum interne Systeme kommerziell attraktiv bleiben
Die anhaltende Stärke der internen PFAS-freien Additivsysteme ist nicht nur technischer Natur. Sie ist auch betrieblich und kommerziell. Da die Barrierelogik in den Produktionsweg der geformten Fasern integriert ist, erhalten Käufer oft eine besser skalierbare Lösung für Mainstream-Lebensmittelverpackungen als mit einer externen Barrierestruktur, die von einer separaten nachgeschalteten Verarbeitung abhängt. Dies unterstützt in der Regel einen saubereren Produktionsfluss, weniger Variablen im Sekundärprozess und eine praktikablere Kostenstruktur für die Lieferung großer Mengen für den Export.
Interne Systeme können auch eine einfachere Beschaffungsstrategie in Märkten bieten, in denen Käufer zunehmend einfachere Verpackungsstrukturen auf Faserbasis schätzen. Sie machen Tests, Dokumentationen oder anwendungsspezifische Validierungen nicht überflüssig, aber sie reduzieren oft die strukturelle Komplexität, die mit laminierten oder separat beschichteten Verpackungen einhergeht. Für die Beschaffungsteams kann das bedeuten, dass die Balance zwischen Barriereleistung, Produktionseffizienz und langfristiger Konformitätspositionierung besser zu handhaben ist.
6.5 Wo interne Systeme in der Praxis noch versagen
Trotz ihrer Vorteile beseitigen interne PFAS-freie Additivsysteme das technische Risiko nicht. Sie können immer noch versagen, wenn die Anwendung falsch klassifiziert wird, wenn das Produkt zu leicht ist, wenn scharfe Geometrien lokale Stresspunkte erzeugen oder wenn die Prozesskonsistenz schwach ist. In der realen Welt der Foodservice-Verpackungen sind häufige Problemzonen Siegelränder, Fachübergänge, scharfe Ecken, dünnwandige Bereiche und Formate, die langen Haltezeiten mit fettreichen Lebensmittelsystemen ausgesetzt sind.
Aus diesem Grund sollten Käufer interne Systeme nicht als automatische Garantie betrachten. Ein PFAS-freier interner Additivweg kann kommerziell stark sein, aber nur, wenn Produktdesign, Prozessfenster und Anwendungsprofil aufeinander abgestimmt sind. In der Beschaffungspraxis bedeutet dies, dass die stärksten Anbieter nicht diejenigen sind, die die größten Behauptungen aufstellen. Sie sind diejenigen, die erklären können, wo die Leistungsgrenze liegt, wie sie getestet wurde und wie die Wiederholbarkeit im Werksmaßstab kontrolliert wird.
7. Route B - Externe Barrieresysteme
Externe Barrieresysteme stellen den zweiten wichtigen PFAS-freien Weg bei geformten Faserverpackungen für die Gastronomie dar. Im Gegensatz zu internen Additivsystemen, die die Widerstandsfähigkeit innerhalb des Formgebungsprozesses selbst aufbauen, verlassen sich externe Barrieresysteme auf eine bestimmte Barriere auf Oberflächenebene, um den Schutz vor Fett oder Feuchtigkeit zu verbessern. In Bezug auf die Beschaffung wird dieser Weg in der Regel in Betracht gezogen, wenn Käufer eine stärkere Barriere benötigen, als eine Standardformfaserstruktur allein durch interne Chemie bieten kann, oder wenn eine bestimmte Lebensmittelanwendung ungewöhnlich anspruchsvolle Flüssigkeits-, Öl- oder Haltezeitbedingungen schafft.
Für die Beschaffungsteams ist die entscheidende Frage nicht, ob externe Barrieresysteme funktionieren können. In vielen Fällen können sie das. Die wichtigere Frage ist, ob die zusätzliche Barriereleistung die daraus resultierenden höheren Kosten rechtfertigt. Überprüfung der strukturellen Komplexität, der Prozessabhängigkeit, der Kosten und der Umlauffähigkeit. Aus diesem Grund sollten externe Systeme nicht als Standard-Upgrade behandelt werden. Sie sollten als eigenständiger technischer Weg mit seinen eigenen Vorteilen, Einschränkungen und rechtlichen Auswirkungen bewertet werden.

7.1 Was gehört zu externen Barrieresystemen
In diesem Leitfaden werden unter externen Barrieresystemen zwei Hauptkategorien verstanden: Folienkaschierung und Oberflächenbeschichtungssysteme. Beides sind oberflächenorientierte Lösungen, die jedoch in technischer Hinsicht und in Bezug auf die Beschaffung nicht austauschbar sind. Die Folienkaschierung schafft eine Barriere, indem eine bestimmte Folienschicht auf das geformte Fasersubstrat geklebt wird. Oberflächenbeschichtungssysteme schaffen eine Barriere, indem sie ein flüssiges oder dispersionsbasiertes Material auf die Oberfläche auftragen und nach dem Trocknen, Aushärten oder Fixieren eine Funktionsschicht bilden.
Diese Unterscheidung ist wichtig, weil sich die beiden Wege in der Produktion, in der Leistungsstabilität und in der Marktauslegung unterschiedlich verhalten. Eine laminierte Struktur kann ein klareres physikalisches Barrierenkonzept bieten, führt aber auch eine explizitere Multimateriallogik ein. Eine beschichtete Struktur mag leichter oder weniger sichtbar erscheinen, kann aber durch zusätzliche Verarbeitungsschritte, Kontrolle der Gleichmäßigkeit der Beschichtung und Fragen der Wiederverwertbarkeit oder Repulpierbarkeit zu mehr Komplexität führen. Einkäufer sollten daher externe Systeme nicht als eine einzige Kategorie betrachten, sondern als zwei verwandte, aber unterschiedliche Beschaffungswege.
7.2 Folienkaschierung

Die Folienlaminierung wird in der Regel gewählt, wenn ein Faserformartikel eine robustere Sperrschicht für Flüssigkeiten, Fette oder längere Kontaktbedingungen benötigt. Aus kommerzieller Sicht liegt die Attraktivität der Laminierung auf der Hand: Sie kann eine stärkere und deutlichere Barrierewirkung erzielen als viele Standardlösungen aus Formfasern, insbesondere wenn die Anwendung schwierige Flüssigkeits-Fett-Kombinationen oder anspruchsvolle Haltebedingungen beinhaltet.
Dieses höhere Barrierepotenzial ist jedoch mit Abstrichen verbunden. Ein laminierter Artikel wird nicht mehr nur durch die geformte Faserstruktur selbst definiert. Er wird zu einer Verbundstruktur, deren Leistung von der Qualität der Verklebung, der Integrität der Folie, der Kantenstabilität und der Kompatibilität zwischen Substrat und Folienschicht abhängt. Dies führt zu zusätzlichen Prüfpunkten für die Käufer, nicht nur bei der Barriereleistung, sondern auch bei der nachgelagerten Abfallbehandlung, der Positionierung im Kreislaufsystem und der Marktauslegung, wo einfachere Faserstrukturen bevorzugt werden können.
Aus Sicht der Beschaffung sollte die Folienkaschierung daher eher als projektbezogene Lösung denn als universeller Verbesserungsweg betrachtet werden. Sie kann in Nischenanwendungen mit hohen Barrieren kommerziell gerechtfertigt sein, schwächt aber oft den Vorteil der Einfachheit, der Formfasern von vornherein attraktiv macht.
7.3 Oberflächenbeschichtungssysteme
Bei Oberflächenbeschichtungssystemen wird eine beschichtete Barriereschicht anstelle eines Verbundfilms verwendet. In der Praxis bedeutet dies einen separaten Schritt der Oberflächenbehandlung zur Verbesserung der Fett- oder Feuchtigkeitsbeständigkeit, nachdem der eigentliche Faserformartikel bereits geformt worden ist. Je nach System kann dies zusätzliche Schritte zur Applikationskontrolle, Trocknung, Aushärtung oder Inspektion beinhalten, bevor das Endprodukt für die Verpackung und den Export bereit ist.
Der Hauptvorteil von Beschichtungssystemen ist ihre Flexibilität. Bei einigen Anwendungen können sie die Barrierewirkung verbessern, ohne die gleiche Art von sichtbarer Filmstruktur wie bei der Laminierung zu erzeugen. Theoretisch kann dies den Käufern ermöglichen, eine stärkere Barriereleistung zu erzielen und gleichzeitig ein faserähnlicheres optisches oder strukturelles Profil beizubehalten. In der Praxis sind Beschichtungssysteme jedoch selten einfach. Ihre Leistung hängt in hohem Maße von der Beschichtungsverteilung, der Schichtkonsistenz, der Kantenabdeckung, der Fehlerkontrolle und der Stabilität während des kommerziellen Durchsatzes ab.
Das ist auch der Grund, warum sprühbare Fettsperren nicht mehr im Mittelpunkt der Diskussion bei der Beschaffung von Faserformteilen stehen. Sie tauchen vielleicht noch in technischen Nischengesprächen auf, aber bei groß angelegten Lebensmittelverpackungen interessieren sich die Käufer in der Regel weniger für die Applikationsmethode selbst als für die Wiederholbarkeit, die Kosten und das Fehlerrisiko der resultierenden beschichteten Struktur.
7.4 Bedenken hinsichtlich der Wiederverwendbarkeit und der Kreislaufwirtschaft
Externe Barrieresysteme werden oft genauer unter die Lupe genommen, weil sie die Materialgeschichte von Faserformverpackungen verkomplizieren können. Ein einfacher Faserformartikel hat bereits eine klare kommerzielle Identität: Es handelt sich um eine faserbasierte Struktur, die je nach Markt und End-of-Life-Route auf Kompostierbarkeit, reduzierten Kunststoffgehalt oder eine leichtere Ausrichtung auf faserorientierte Kreislaufwirtschaftsziele ausgerichtet werden kann. Sobald eine separate Film- oder Beschichtungsschicht hinzugefügt wird, wird diese Einfachheit reduziert.
Für die Käufer bedeutet dies nicht automatisch, dass das Produkt kommerziell inakzeptabel ist. Es bedeutet, dass zusätzliche Fragen gestellt werden müssen. Lässt sich die Struktur noch mit den Forderungen des Käufers nach Kreislaufwirtschaft rechtfertigen? Verursacht die Barriereschicht Bedenken hinsichtlich der nachgelagerten Wiederverwertbarkeit? Erhöht sie die Unsicherheit in Regionen, in denen die Kontrollen in Bezug auf Kunststoffe weiterhin hoch sind? Dies sind keine zweitrangigen Marketingfragen. Sie sind jetzt Teil der Beschaffungsentscheidung selbst.
Dies ist einer der Gründe, warum viele Käufer weiterhin ein gut ausgeführtes internes PFAS-freies System für gängige Anwendungen zum Mitnehmen bevorzugen, wenn es die tatsächlichen Barriereanforderungen erfüllen kann. Aus der Sicht von Bioleader sollten externe Barrieresysteme für Fälle reserviert werden, in denen die Anwendung sie wirklich erfordert, und nicht einfach als Standard-Upgrade in Ermangelung einer angemessenen Prozessvalidierung.
7.5 Wenn externe Barrieresysteme gerechtfertigt sind
Externe Barrieresysteme sind gerechtfertigt, wenn die Anwendung eine Barriereleistung erfordert, die unter realistischen kommerziellen Bedingungen nicht durch eine interne Formfaserroute erreicht werden kann. Dies kann spezielle Flüssigkeitsverpackungsformate, ungewöhnlich lange Haltezeiten, Lebensmittelsysteme mit extremer Öl- oder Saucenbelastung oder andere Nischenanforderungen umfassen, bei denen eine stärkere Barriereschicht kommerziell notwendig ist.
In solchen Fällen sollten Einkäufer dennoch der Versuchung widerstehen, externe Systeme als Abkürzung zu betrachten. Die richtige Frage bei der Beschaffung ist nicht, ob die Barriere auf dem Papier stärker aussieht, sondern ob die gesamte Struktur unter Berücksichtigung der Komplexität der Produktion, der Fehlerkontrolle, der Wiederholbarkeit der Chargen und der Erwartungen des Zielmarktes wirtschaftlich praktikabel bleibt. Selektiv eingesetzt, können externe Barrieresysteme echte Verpackungsprobleme lösen. Werden sie jedoch zu breit eingesetzt, können sie die strukturellen und kommerziellen Vorteile untergraben, die Faserformprodukte überhaupt erst attraktiv gemacht haben.
8. Entscheidungsmatrix - Welche Route passt zu welchem Foodservice-Szenario
Sobald die Einkäufer den Unterschied zwischen internen Additivsystemen und externen Barrieresystemen verstanden haben, ist der nächste Schritt die Abstimmung der Anwendungen. Dies ist der Punkt, an dem viele Beschaffungsentscheidungen entweder disziplinierter oder teurer als nötig werden. Der richtige Weg wird selten durch eine einzelne Angabe wie “fettbeständig” oder “PFAS-frei” bestimmt. Vielmehr kommt es darauf an, wie gut der gewählte Weg mit dem tatsächlichen Lebensmittelsystem, der Verwendungstemperatur, der Haltezeit, den Barriereanforderungen und dem kommerziellen Betriebsmodell übereinstimmt.
Für den Mainstream Verpackungen aus geformten Fasern für die Gastronomie, Die sinnvollste Methode zum Vergleich von Beschaffungswegen ist eine Entscheidungsmatrix anstelle einer Marketinghierarchie. Eine stärkere Barriere ist nicht immer die bessere Beschaffungsentscheidung, wenn sie unnötige Prozesskosten, strukturelle Komplexität oder Kreislaufbelastung mit sich bringt. Ebenso ist eine kostengünstigere Route nicht die richtige Wahl, wenn sie den realen Mitnahmebedingungen nicht standhält. Der Zweck dieses Abschnitts ist es daher nicht, einen Weg als allgemein überlegen zu erklären. Er soll den Käufern helfen, herauszufinden, welcher Weg für jede Verwendungskategorie wirtschaftlich und technisch vertretbar ist.
| Vergleichsfaktor | Interne PFAS-freie Zusatzstoffsysteme | Externe Barrieresysteme |
|---|---|---|
| Logik der Schranke | Die Leistung wird durch interne Chemie und Prozesskontrolle in den Faserformprozess integriert. | Verbesserte Leistung durch eine separate Sperrschicht auf der Oberfläche, z. B. durch Laminierung oder Beschichtung. |
| Best-Fit Anwendungsfall | Mainstream-Verpackungen zum Mitnehmen, warme Mahlzeiten, haltbare Lebensmittel und großvolumige Foodservice-Verpackungen. | Spezielle Anwendungen mit hoher Barriere, schwierige Flüssig-Fett-Kombinationen und anspruchsvolle Nischenformate. |
| Komplexität der Produktion | Integriert in die primäre Formfaserroute. | Höher aufgrund zusätzlicher Anforderungen an die Verarbeitung der Sperrschicht und die Fehlerkontrolle. |
| Kommerzielle Skalierbarkeit | Im Allgemeinen stärker für die Massenproduktion. | Stärker abhängig von der Stabilität der Sekundärverarbeitung und der projektspezifischen Wirtschaftlichkeit. |
| Strukturelle Einfachheit | In der Regel günstiger für Käufer, die eine einfachere Verpackungslogik auf Faserbasis suchen. | Kann eine komplexere zusammengesetzte oder oberflächenbehandelte Struktur einführen. |
| Hauptabnehmerrisiko | Falsche Einstufung der Anwendung oder Überschätzung der Barrierefähigkeit. | Inkaufnahme höherer Komplexität und höherer Kosten ohne einen wirklich notwendigen Barrieregewinn. |
| Priorität für die Zulassung | Anwendungsanpassung, Prozesswiederholbarkeit und realistische Validierung von heißen Lebensmitteln. | Notwendigkeit von Barrieren, Fehlerkontrolle, strukturelle Überprüfung und Logik der Akzeptanz auf dem Endmarkt. |
Tabelle 3. Gesamtvergleich von internen PFAS-freien Additivsystemen und externen Barrieresystemen
8.1 Anwendungsbezogene Routenwahl
Für die meisten Käufer lautet die praktische Frage nicht: “Welcher Weg ist theoretisch besser?”, sondern “Welcher Weg ist der richtige für diese Lebensmittelanwendung?” Diese Entscheidung sollte auf den Verwendungsbedingungen beruhen, nicht allein auf der Kategoriebezeichnung. Eine Salatschüssel, ein Currytablett, eine Frittierschale und ein Suppenbehälter können alle unter derselben Verpackungsfamilie verkauft werden, stellen aber sehr unterschiedliche Anforderungen an das Barrieresystem. Die nachstehende Tabelle ist ein praktischer Ausgangspunkt für die Auswahl des Weges auf der Grundlage realer Foodservice-Szenarien.
| Foodservice-Szenario | Typischer Verpackungsstress | Empfohlene Route | Käufer-Fokus |
|---|---|---|---|
| Kalte Salate, Obst, Backwaren, ungekühlte Lebensmittel | Geringer Fettgehalt, geringe thermische Belastung, kürzere Kontaktdauer | Interne Additivsysteme für niedrige Temperaturen | Vermeiden Sie unnötige Überspezifizierungen und Kostensteigerungen. |
| Warme Standardgerichte zum Mitnehmen | Mäßige Hitze, mäßiges Fett, Routine-Lieferdauer | Leistungsstarke interne Additivsysteme | Validierung der Wiederholbarkeit unter realistischen Füll- und Haltebedingungen. |
| Fettige Nudeln, Curry, frittierte Speisen, Gerichte mit viel Soße | Höhere Fettbelastung, stärkere Beanspruchung von Felgen und Übergängen | Leistungsstarke interne Additivsysteme oder externe Barrieresysteme, wenn die interne Leistung nicht ausreicht | Testen Sie das tatsächliche Profil von Lebensmitteln, nicht nur allgemeine Angaben zur Hitzebeständigkeit. |
| Abgabe von heißen, fetthaltigen Lebensmitteln mit langen Wartezeiten | Verlängerte Kontaktzeit, thermische Retention, Stapel- und Transportbelastung | Leistungsstarke interne Systeme zuerst; externe Barrieresysteme, wenn durch Tests eindeutig gerechtfertigt | Konzentrieren Sie sich auf die Haltezeit, strukturelle Schwachstellen und die Konsistenz der Handelschargen. |
| Spezielle flüssigkeitsreiche oder hochbarrierefreie Nischenformate | Hohe Flüssigkeitsanforderungen, schwieriger Barriererand, projektspezifische Anforderungen | Externe Barrieresysteme | Bestätigen Sie die Notwendigkeit von Barrieren und bewerten Sie die zusätzliche Komplexität vor der Genehmigung. |
Tabelle 4. Anwendungsbezogene Entscheidungsmatrix für PFAS-freies Zuckerrohrgeschirr
8.2 Der teuerste Fehler ist die Wahl des falschen Weges für das falsche Problem
In der Praxis der Beschaffung ist der größte Kostentreiber oft nicht der zu Beginn des Projekts angegebene Stückpreis. Es ist die Fehlanpassung der Route. Ein Einkäufer kann zu viel für ein externes Barrieresystem bezahlen, das für die eigentliche Lebensmittelanwendung nie notwendig war. Oder, was noch häufiger vorkommt, ein Einkäufer genehmigt eine interne Barriere mit niedriger Spezifikation für eine Anwendung in der Gastronomie, die eine höhere Barrieremarge erfordert, und muss dann später mit Beschwerden, erneuten Tests, einer verzögerten Genehmigung oder Ersatzkosten rechnen. In beiden Fällen wird der technische Fehler zu einem kommerziellen Kostenfaktor.
Aus diesem Grund ist die vertretbarste Entscheidungsmatrix diejenige, die auf realen Verwendungsbedingungen und nicht auf allgemeinen Verpackungskategorien aufbaut. Die Käufer sollten zunächst das Lebensmittelprofil, die thermische Belastung, die Fettbelastung, die Haltedauer, den Zustand des Deckels und den Kontext der Einhaltung der Vorschriften auf dem Bestimmungsmarkt definieren. Erst dann sollten sie entscheiden, ob ein internes Niedrigtemperatursystem, ein internes Hochleistungssystem oder ein externes Barrieresystem kommerziell gerechtfertigt ist. Diese Reihenfolge ist es, die den Ausschlag gibt PFAS-freie Beschaffung von einer reaktiven Verpackungswahl zu einer kontrollierten Beschaffungsstrategie.
9. SOPs für die Beschaffungsüberprüfung
Bei PFAS-freiem Zuckerrohrgeschirr reicht ein technischer Vergleich allein nicht aus. Einkäufer benötigen auch einen wiederholbaren Genehmigungsprozess, der konforme, skalierbare Lieferanten von solchen unterscheiden kann, die sich auf pauschale Behauptungen, unvollständige Berichte oder den Erfolg einzelner Proben verlassen. In der Praxis ist der effektivste Beschaffungsworkflow nicht derjenige mit dem meisten Papierkram. Es ist derjenige, der Folgendes miteinander verbindet Anspruchssprache, Testumfang, SKU-Identität, Werksausführungund Anforderungen des Zielmarktes in eine Überprüfungslogik.
Dies ist besonders wichtig bei der Beschaffung von PFAS-freien Formfasern, da Barriereleistung und rechtliche Vertretbarkeit keine unabhängigen Themen mehr sind. Ein Produkt kann in einem kurzen Prüfstandstest gut abschneiden, aber dennoch nicht die richtige Fluor-Screening-Logik, Rückverfolgbarkeit auf SKU-Ebene oder Dokumentation für den Zielmarkt aufweisen. Umgekehrt kann ein Lieferant zwar über einschlägige Berichte verfügen, aber dennoch bei der Wiederholbarkeit von Chargen, der Leistung im Randbereich oder der Übereinstimmung mit der Anwendung versagen. Eine seriöse Beschaffung erfordert daher eine strukturierte Überprüfungssequenz und nicht nur einen einzigen Genehmigungsvorgang.
9.1 SOP für die Überprüfung von Konformitätsakten
Die erste Genehmigungsstufe sollte immer die Überprüfung der Dokumente sein. Bevor die Leistungstests beginnen, sollte der Käufer bestätigen, ob die PFAS-freie Behauptung des Lieferanten durch eine produktspezifische Konformitätsakte und nicht durch eine allgemeine Marketingerklärung gestützt wird. Diese Datei sollte mindestens die zu prüfende Produktart, die Produktstruktur, den Zielmarkt, den verwendeten Testtyp, das Testdatum und die ausstellende Stelle oder das Labor enthalten. Wenn der Lieferant den Bericht nicht genau der angebotenen Produktfamilie zuordnen kann, ist die Angabe noch nicht beschaffungsreif.
Für kompostierbare Verpackungen für die Gastronomie Wenn die Produkte in Nordamerika verkauft werden, sollte bei dieser Überprüfung auch geprüft werden, ob die Nachweislogik des Lieferanten mit den anerkannten Markterwartungen übereinstimmt, wie z. B. die BPI-Richtlinie für fluorierte Chemikalien. Diese Richtlinie verlangt drei Kernelemente: Überprüfung der Rezeptur anhand von Sicherheitsdatenblättern, ein vom BPI genehmigtes Laborergebnis, das einen maximalen Gehalt an 100 ppm gesamtes organisches Fluor, und eine unterzeichnete Erklärung, dass keine absichtlich zugesetzten fluorierten Chemikalien vorhanden sind. Einkäufer müssen nicht jeden Lieferanten selbst um eine BPI-Zertifizierung bitten, aber sie sollten die Dokumentenlogik verstehen, die eine ernsthafte PFAS-Freiheitsprüfung jetzt erfordert.
| Gegenstand der Überprüfung | Warum es wichtig ist | Mindestkäuferprüfung |
|---|---|---|
| SKU-Identität | Eine gültige Meldung muss sich auf das angebotene Produkt beziehen, nicht auf einen ähnlichen Artikel. | Bestätigen Sie, dass Artikelcode, Größe, Struktur und Material mit dem Angebot übereinstimmen. |
| PFAS / Fluor-Testumfang | Unterschiedliche Tests beantworten unterschiedliche Fragen. | Prüfen Sie, ob es sich um ein reines Screening, eine gezielte Suche oder um eine Zertifizierungsregel handelt. |
| Rückverfolgbarkeit von Datum und Charge | Alte oder nicht nachvollziehbare Ergebnisse schwächen die Verlässlichkeit der Beschaffung. | Verlangen Sie aktuelle Berichte und identifizierbare Informationen über die Proben. |
| Unterzeichnete Erklärung | Ein Laborbericht allein kann den Status des absichtlichen Gebrauchs nicht bestätigen. | Verlangen Sie gegebenenfalls eine unterzeichnete Erklärung, dass keine fluorierten Chemikalien absichtlich hinzugefügt wurden. |
| Ausrichtung des Zielmarktes | Ein Bericht kann technisch gültig sein, aber kommerziell unzureichend für den Zielmarkt. | Prüfen Sie vor der Zulassung die EU-, nordamerikanischen oder kundenspezifischen Anforderungen. |
Tabelle 5. Überprüfung der Mindestkonformitätsdatei für PFAS-freies Zuckerrohrgeschirr
9.2 Fluor-Screening SOP
Die zweite Zulassungsstufe ist das analytische Screening. Käufer sollten das Fluor-Screening als ein notwendiges, aber begrenztes Instrument betrachten. Es kann sehr nützlich sein, um Risiken herauszufiltern, aber es ist kein vollständiger Ersatz für eine umfassendere Auslegung der Vorschriften, Lieferantenerklärungen oder eine anwendungsspezifische Überprüfung. Bei der professionellen Beschaffung sollte das Screening eine praktische Frage beantworten: Weist dieses Produkt ein Fluorprofil auf, das mit der behaupteten PFAS-Freiheit vereinbar ist?
Aus diesem Grund sollten die Screening-Ergebnisse immer zusammen mit der Produktbeschreibung, der Barrierestruktur und dem Deklarationspaket gelesen werden. Ein Käufer sollte nicht davon ausgehen, dass eine einfache Aussage “nicht nachweisbar” automatisch alle Fragen im Zusammenhang mit PFAS klärt, genauso wie ein niedriges Fluorergebnis nicht automatisch eine allgemeine Marktakzeptanz garantiert. Entscheidend ist, ob die Testlogik mit der Logik des Anspruchs übereinstimmt. Aus diesem Grund ist Bioleader der Ansicht, dass das Fluorscreening als Zulassungsfilter und nicht als einzige Zulassungsgrundlage verwendet werden sollte.
9.3 Heißes Öl / heiße Suppe - SOP
Die dritte Zulassungsstufe ist die Anwendungsprüfung. Bei Faserformverpackungen für die Gastronomie ist dies der Punkt, an dem viele Beschaffungsprojekte entweder zuverlässig werden oder später auf dem Markt scheitern. Die Prüfung sollte nicht auf abstrakten Aussagen wie “mikrowellensicher” oder “fettbeständig” beruhen. Er sollte sich an den tatsächlichen Einsatzbedingungen orientieren: Art der Befüllung, Temperatur der Lebensmittel, Fettbelastung, Haltezeit, Zustand des Deckels und erwartete Liefer- oder Servicedauer.
Eine praktische SOP für Einkäufer sollte daher mindestens fünf Variablen definieren, bevor der Test beginnt: das verwendete Medium, die Fülltemperatur, die Haltezeit, die Pass/Fail-Beobachtungspunkte und die Anzahl der Proben. So sollten beispielsweise ein Test mit heißer Suppe und ein Test mit heißem Öl nicht als austauschbar betrachtet werden, da Feuchtigkeits- und Fettbelastung unterschiedliche Mechanismen darstellen. Ebenso sollten Randbereiche, Bodenübergänge und Randzonen getrennt von der flachen Mittelplatte geprüft werden, da dies häufige Schwachstellen in geformten Faserstrukturen sind.
| Test-Element | Der Käufer sollte definieren | Was zu beachten ist |
|---|---|---|
| Testmedium | Suppe, ölhaltige Speisen, Curry, Nudeln oder andere anwendungsrelevante Medien | Ob die Verpackung durch Feuchtigkeit, Fett oder beides belastet ist |
| Temperatur der Füllung | Realistischer Temperaturbereich für den Service oder zum Mitnehmen | Erweichung, Verfärbung, Verformung oder frühzeitiger Verlust der Barriere |
| Haltezeit | Kurzer Serviceeinsatz, Standardlieferzeit oder lange Wartezeit | Verzögertes Versickern, Schattenbildung auf der Rückseite, Kantenbruch |
| Inspektionsbereiche | Bodenplatte, Seitenwandübergang, Ecke, Rand, Fachkante | Lokalisierte Schwachstellen statt Ergebnisse, die sich nur auf die Mitte der Platte beziehen |
| Größe der Stichprobe | Eine wiederholbare Stichprobenzählung, keine einmalige Demonstration | Variation zwischen den Stücken und Konsistenz der Fehlerart |
Tabelle 6. Praktische SOP des Käufers für die Validierung von heißem Öl und heißer Suppe
9.4 Audit der Werksausführung SOP
Die vierte Genehmigungsstufe ist die Überprüfung der Werksausführung. Dies ist der Schritt, der in den meisten Fällen technisch glaubwürdige Lieferanten von denen trennt, die nur in der Probenphase gut abschneiden. Ein Käufer kann eine akzeptable PFAS-freie Probe erhalten, aber das kommerzielle Risiko beginnt hier nicht. Es beginnt, wenn das Produkt in die normale Produktionsgeschwindigkeit, die Multi-SKU-Planung, die Exportverpackung und die Liefermenge übergeht.
Aus diesem Grund sollte sich die Werksüberprüfung auf die Wiederholbarkeit und nicht nur auf die Beschreibung der Ausrüstung konzentrieren. Einkäufer sollten fragen, ob der Lieferant erklären kann, wie die Dosierung von Zusatzstoffen gesteuert wird, wie Chargenschwankungen gehandhabt werden, wie die Konsistenz der Wandstärke überwacht wird und wie Fehlerzonen bei Leistungsabweichungen identifiziert werden. In der Exportpraxis sind diese Fragen oft wichtiger als eine ausgefeilte Produktbroschüre. Auf der Grundlage von Die Erfahrung von Bioleader in der Herstellung und im Export, Die stärksten PFAS-freien Anbieter sind in der Regel diejenigen, die ihre Kontrolllogik klar beschreiben können, bevor Probleme auftreten, und nicht erst, wenn Beschwerden auftauchen.
Wenn die Vorschriften des Bestimmungsmarktes die Aufbewahrung von Aufzeichnungen vorschreiben, sollten die Käufer auch prüfen, ob der Lieferant die Kontinuität der Dokumente belegen kann. Im US-Bundesstaat Washington beispielsweise müssen Hersteller von Verpackungen für Lebensmittel, die Beschränkungen unterliegen, eine Konformitätsbescheinigung aufbewahren, solange die Verpackung in Gebrauch ist und bis drei Jahre nach dem letzten Verkauf oder Vertrieb. Das ist genau die Art von Dokumentation, die Einkäufer bei einer ernsthaften PFAS-freien Beschaffung erwarten sollten.
 |  |
10. Fallstricke in der realen Welt, die Käufer häufig übersehen
Selbst wenn Einkäufer den Unterschied zwischen internen Additivsystemen und externen Barrieresystemen verstehen, kommt es immer noch zu Fehlern bei der Beschaffung. In den meisten Fällen liegt das Problem nicht in einem Mangel an Fachbegriffen. Es ist die Tendenz, Verpackungen auf der Grundlage von vereinfachten Annahmen zu genehmigen. PFAS-freie Faserformverpackungen sehen auf dem Papier oft einfach aus, aber ein echter kommerzieller Misserfolg tritt meist dann ein, wenn eine Variable so behandelt wird, als würde sie das gesamte Produkt erklären. Ein Bericht wird fälschlicherweise für eine vollständige Zulassung gehalten. Ein Muster wird mit einer skalierbaren Produktion verwechselt. Ein sauberes Erscheinungsbild wird mit echter Barrierestabilität verwechselt.
Die folgenden Fallstricke treten bei der Beschaffung von Faserformprodukten für die Gastronomie immer wieder auf. Dabei handelt es sich nicht um unbedeutende operative Details. Sie sind der Grund dafür, dass Projekte, die in der Angebotsphase konform aussehen, nach der Markteinführung, bei der Skalierung des Exports oder bei der tatsächlichen Verwendung zum Mitnehmen dennoch scheitern können.
10.1 PFAS-frei bedeutet nicht heißöltauglich
Einer der häufigsten Irrtümer bei der Beschaffung ist die Annahme, dass die Angabe "PFAS-frei" automatisch eine hohe Heißölbeständigkeit impliziert. Das ist nicht der Fall. PFAS-Freiheit bezieht sich nur auf einen Aspekt der chemischen Positionierung des Produkts. Sie sagt nichts über die Barrierestärke, die Wärmespanne oder die Eignung der geformten Faserstruktur für die Haltezeit aus. Ein Produkt kann PFAS-frei sein und dennoch nur für fettarme oder umweltfreundliche Anwendungen geeignet sein.
Deshalb ist die Wahl des Weges wichtig. Käufer sollten ein Produkt auf der Grundlage seiner geprüften Anwendungsbedingungen genehmigen, nicht allein aufgrund der Aussage, dass es PFAS-frei ist. In der Praxis sind die zuverlässigsten Projekte diejenigen, bei denen die Angabe und die Anwendung von Anfang an gemeinsam validiert werden.
10.2 Erfolg der Probe ist kein Erfolg der Fabrik
Ein weiterer häufiger Fehler ist, sich zu sehr auf die erste genehmigte Probe zu verlassen. Ein Muster kann unter langsameren oder kontrollierteren Bedingungen hergestellt werden als eine normale Exportcharge. Sie kann auch nur eine Formbedingung, eine Bedienereinstellung oder einen Teil des Prozessfensters repräsentieren. Sobald das Projekt in die volle Produktion übergeht, kann sich die Leistung ändern, wenn die Wandstärke variiert, die Dosierung der Zusatzstoffe abweicht oder die Bedingungen für das Formen und Heißpressen weniger stabil werden.
Aus diesem Grund sollte die kommerzielle Beschaffung nie bei der Musterfreigabe enden. Einkäufer sollten sich auch fragen, wie die Wiederholbarkeit in der Massenproduktion, bei mehreren Artikelgruppen und auf Sendungsebene kontrolliert wird. Die Erfahrung von Bioleader zeigt, dass viele vermeidbare Reklamationen nicht allein mit einer falschen Materialauswahl beginnen. Sie beginnen damit, dass Einkäufer davon ausgehen, dass ein gutes erstes Muster automatisch eine stabile langfristige Ausführung beweist.
10.3 Kondenswasser ist nicht immer ein Fettschaden
Feuchtigkeit auf der Außenfläche eines geformten Faserartikels wird oft als Beweis dafür angesehen, dass das Fettabsorptionssystem versagt hat. In Wirklichkeit kann es bei heiß befüllten Verpackungen zu Kondensation, Feuchtigkeit oder einer vorübergehenden Verdunkelung der Oberfläche kommen, weil Dampf und Temperaturunterschiede eine Feuchtigkeitsbewegung durch oder um die Faserstruktur herum erzeugen. Das ist nicht immer gleichbedeutend mit einem Öldurchbruch.
Die richtige Frage ist, ob die Verpackung tatsächlich ein Eindringen von Fett, eine strukturelle Schwächung, eine anhaltende Fleckenbildung auf der Rückseite oder einen Zusammenbruch der Barriere unter Gebrauchsbedingungen aufweist. Käufer, die nicht zwischen Kondensation und Fettmigration unterscheiden, können akzeptable Verpackungen aus dem falschen Grund ablehnen - oder schlimmer noch, sie genehmigen inakzeptable Verpackungen, weil sie nur feuchtigkeitsbedingte Effekte und nicht fettbedingte Fehlerzonen inspiziert haben.
10.4 Rand- und Felgenfehler sind wichtiger als die Leistung der Mittelwand
Tests mit flachen Oberflächen können falsches Vertrauen schaffen. Viele Faserformprodukte sehen in der Mitte der Platte stabil aus, versagen aber zuerst am Rand, am Seitenwandübergang, im Falzbereich, am Eckenradius oder an der Fachkante. Dies sind die Stellen, an denen sich die Faserdichte ändern kann, an denen sich die mechanische Belastung konzentrieren kann und an denen Füll- oder Stapelbelastungen strukturelle Schwächen aufdecken können.
Aus diesem Grund ist die sinnvollste Leistungsüberprüfung immer eine Strukturüberprüfung. Die Käufer sollten den gesamten Artikel prüfen, nicht nur die am leichtesten zu beobachtende Oberfläche. Ein Produkt, das eine Prüfung in der Mitte der Platte übersteht, aber am Rand versagt, ist keine zuverlässige Lösung zum Mitnehmen.
10.5 Leichtbau kann die Stabilität der Barriere stillschweigend zerstören
Der Kostendruck drängt Lieferanten und Käufer oft dazu, ihre Produkte leichter zu machen. In einigen Fällen ist diese Optimierung sinnvoll und wirtschaftlich effizient. Wenn jedoch eine Gewichtsreduzierung vorgenommen wird, ohne das Barrieresystem zu überarbeiten, kann dies einer der schnellsten Wege sein, die PFAS-freie Leistung zu schwächen. Dünnwandige Bereiche sind anfälliger für Porositätsverschiebungen, thermische Verformung und lokale Durchbrüche bei Fett- oder Haltezeitbelastung.
Entscheidungen zur Gewichtsreduzierung sollten daher niemals als rein kommerzielle Änderungen betrachtet werden. Es sind Leistungsänderungen. Die richtige Frage ist nicht, ob das Teil nach der Gewichtsreduzierung immer noch ähnlich aussieht, sondern ob die aktualisierte Struktur immer noch die gleichen Anforderungen an Barriere und Konsistenz unter realistischen Bedingungen in der Gastronomie erfüllt.
| Häufiger Fallstrick | Was Käufer oft vermuten | Was sollte stattdessen geprüft werden? |
|---|---|---|
| PFAS-Freiheitsanspruch | Das Produkt ist automatisch für heiße, fettige Speisen geeignet. | Stimmen Sie den Anspruch mit einem getesteten Anwendungsprofil ab. |
| Genehmigte Probe | Bei der kommerziellen Produktion wird es genauso sein. | Prüfung der Wiederholbarkeit und der Disziplin bei der Chargenkontrolle. |
| Äußere Feuchtigkeit | Jede Feuchtigkeit bedeutet einen Ausfall des Fettes. | Trennen Sie die Kondensation vom eigentlichen Fettdurchbruch. |
| Mitteltafel-Pass | Die gesamte Struktur ist sicher. | Überprüfen Sie die Rand-, Eck-, Übergangs- und Kantenbereiche. |
| Gewichtsreduzierung | Geringeres Gewicht bedeutet nur geringere Kosten. | Revalidierung der Barrierestabilität nach dem Lightweighting. |
Tabelle 7. Häufige Beschaffungsfehler bei der Beschaffung von PFAS-freien Faserformteilen
Kurz gesagt, die gefährlichsten Beschaffungsfehler sind in der Regel nicht dramatisch. Es handelt sich um kleine Fehleinschätzungen, die sich im Laufe des Genehmigungsprozesses wiederholen: die Behandlung einer Erklärung als vollständiges Beweispaket, die Behandlung einer Probe als Beweis für die Werkskontrolle oder die Behandlung eines sichtbaren Symptoms als den gesamten Fehlermechanismus. Einkäufer, die diese Fehler vermeiden, tun dies in der Regel nicht, indem sie generell skeptischer sind, sondern indem sie PFAS-freie Verpackungen genauer definieren, prüfen und genehmigen.
11. Rahmen für exklusive Datenpakete
Bei PFAS-freiem Zuckerrohrgeschirr schafft eine starke Schrift allein keine Autorität. Im Jahr 2026 kommt die Autorität zunehmend von EvidenzarchitekturDie Fähigkeit zu zeigen, was getestet wurde, wie es getestet wurde, was fehlgeschlagen ist, was bestanden wurde und unter welchen Produktionsbedingungen das Ergebnis wiederholbar ist. An dieser Stelle verlieren viele Artikel an Glaubwürdigkeit. Sie beschreiben die Leistung in allgemeinen Begriffen, unterscheiden aber nicht zwischen Laborbeobachtung, Zertifizierungslogik, Fabrikdaten und kommerziellen Schlussfolgerungen.
Bei Beschaffungsinhalten auf White-Paper-Niveau sollten die Käufer eine klarere Datenstruktur erwarten. Die glaubwürdigsten technischen Inhalte sagen nicht einfach, dass ein Produkt PFAS-frei, fettbeständig oder zum Mitnehmen geeignet ist. Sie geben die Kategorie der Nachweise an, die hinter jeder Behauptung steht. Diese Unterscheidung ist nicht nur für die Beschaffungsprüfung wichtig, sondern auch für die Google E-E-A-T- und KI-Extraktionslogik, da Inhalte, die durch klar formulierte Beweise gestützt werden, leichter zu vertrauen, zu zitieren und zu vergleichen sind.
11.1 Welche Daten sollten veröffentlicht werden?
Die veröffentlichten Daten sollten so beschaffen sein, dass ein seriöser Käufer sie interpretieren kann, ohne zu raten. Dazu gehören in der Regel die Produktidentität, die Testbedingungen, das Beobachtungsfenster, die Logik des Bestehens oder Nichtbestehens und die Grenzen des Ergebnisses. Ein nützlicher Datenpunkt ist zum Beispiel nicht “ausgezeichnete Fettbeständigkeit”. Ein nützlicher Datenpunkt ist ein definiertes Ergebnis, das unter einer bestimmten Bedingung beobachtet wird, wie z. B. Heißöleinwirkung, Haltezeit oder anwendungsspezifische Belastung. Je spezifischer die Methodenlogik ist, desto nützlicher wird die veröffentlichte Angabe.
Für technische Inhalte, die der Öffentlichkeit zugänglich gemacht werden, sind die besten Datenpunkte diejenigen, die den Käufern helfen, Routen zu vergleichen, ohne die Universalität zu übertreiben. Dazu können Barriereleistungen nach Lebensmittelkategorie, strukturbedingte Schwachstellen, typische Fehlerzonen, Wiederholbarkeitsbeobachtungen über Chargen hinweg und prozesssensible Variablen wie Wandstärke oder Haltezeitempfindlichkeit gehören. Richtig veröffentlicht, unterstützen solche Daten nicht nur Beschaffungsentscheidungen, sondern auch die Glaubwürdigkeit des Artikels selbst.
11.2 Welche Daten müssen als interne Beobachtung gekennzeichnet werden?
Einige der wertvollsten Informationen bei der Beschaffung von Formfasern stammen aus internen Produktions- und Exporterfahrungen und nicht aus öffentlichen Zertifizierungsdatenbanken. Dazu gehören Reklamationsmuster, Schwankungen auf Chargenebene, Fehlerzuordnung, Reaktion auf Gewichtsreduzierung, Schwachstellenverhalten bei Schimmelpilzen oder Beobachtungen aus wiederholten Anwendungstests in der Gastronomie. Diese Art von Informationen kann äußerst nützlich sein, aber sie sollten immer ehrlich dargestellt werden, da interne Beobachtung, Produktionserfahrung, oder werksseitige Validierung und nicht als allgemeingültige Tatsache der Industrie.
Diese Unterscheidung ist besonders wichtig für Autoritätsinhalte im Bioleader-Stil. Interne Erfahrungen sind eine Stärke, keine Schwäche, wenn sie richtig formuliert sind. Käufer schätzen sie, weil sie widerspiegeln, was im kommerziellen Maßstab geschieht, nicht nur in der Sprache der Zertifizierung. Wenn jedoch interne Beobachtungen so dargestellt werden, als wären sie universelle Regeln Dritter, wird der Artikel leichter anfechtbar. Der bessere Ansatz besteht darin, die Kategorie der Nachweise klar zu benennen und den Leser verstehen zu lassen, um welche Art von Schlussfolgerung es sich handelt.
11.3 Welche Behauptungen sollten niemals ohne Beweise aufgestellt werden?
Einige Aussagen sind zu riskant, wenn sie nicht eindeutig und produktspezifisch belegt sind. Dazu gehören absolute Phrasen wie “100% auslaufsicher”, “völlig PFAS-frei” ohne Methodenumfang, “garantierte 95°C-Leistung” ohne Bedingungsdefinition oder “recycelbar” und “repulpierbar” ohne klare technische Grundlage. Diese Behauptungen mögen in der Verkaufskommunikation attraktiv erscheinen, aber in der Beschaffungsprüfung schaffen sie oft mehr Risiko als Wert.
Das vertretbarste Weißbuch ist daher nicht das mit den aggressivsten Behauptungen. Es ist dasjenige, das die sauberste Trennung zwischen zertifizierungsgestützten Nachweisen, interner Validierung, beobachtetem Prozessverhalten und projektspezifischen Schlussfolgerungen vornimmt. Im Fall von Bioleader bedeutet dies, dass die Autorität nicht durch Übertreibung der Formfaserleistung aufgebaut wird, sondern durch die Dokumentation, wo der Weg funktioniert, wo er scheitert und was Käufer vor der Genehmigung überprüfen sollten.
| Art des Nachweises | Geeignete Verwendung in diesem Artikel | Wie es beschriftet werden sollte |
|---|---|---|
| Amtliche Verordnung / Zertifizierungsregel | Ausgangswert für die Einhaltung der Vorschriften, Schwellenwert, rechtlicher Zeitpunkt, Anforderungen des Käufers | Regulatorische Anforderung / Zertifizierungsregel |
| Prüfbericht eines Dritten | Produktspezifische analytische Unterstützung oder Screening-Logik | Bericht eines Dritten / Laborergebnis |
| Interne Laborsimulation | Anwendungstests, Haltezeitvergleich, strukturelle Schwachstellenanalyse | Interne Validierung / interne Testbeobachtung |
| Beobachtung der Produktion | Chargenwiederholbarkeit, Fehlerbild, Prozess-Fenster-Kommentar | Produktionserfahrung / Beobachtung in der Fabrik |
| Kommerzielle Schlussfolgerungen | Kostenlogischer Kommentar, Beschaffungsempfehlung, Entscheidungsrahmen | Beurteilung der Beschaffung / kommerzielle Auslegung |
Tabelle 8. Evidenzhierarchie für PFAS-freies Zuckerrohrgeschirr Inhalt und Herkunftsangaben
12. Abschließende Empfehlungen für 2026-Käufer
Für Käufer, die PFAS-freies Zuckerrohrgeschirr im Jahr 2026 bewerten, ist die wichtigste Schlussfolgerung einfach: Kaufen Sie die Forderung nicht, bevor Sie die Route validiert haben.. PFAS-Freiheit ist heute in vielen Märkten eine Grunderwartung, aber die richtige Beschaffungsentscheidung hängt immer noch davon ab, wie die Barriereleistung erbracht wird, wie sich die Struktur im realen Einsatz in der Gastronomie verhält und wie das Produkt für den Zielmarkt dokumentiert ist. Die stärkste Beschaffungsstrategie ist nicht diejenige, die den aggressivsten technischen Anspruch auswählt. Es ist diejenige, die die Vorschriften, das Anwendungsprofil und die Ausführung im Werk in einem überprüfbaren Genehmigungsverfahren zusammenführt.
Für die meisten gängigen Anwendungen in der Außer-Haus-Verpflegung und im Foodservice sind leistungsstarke interne PFAS-freie Additivsysteme nach wie vor der ausgewogenste Weg. Sie bieten oft die richtige Kombination aus Fettbeständigkeit, Produktionseffizienz und überschaubarer struktureller Komplexität. Interne Additivsysteme für niedrige Temperaturen haben nach wie vor einen wichtigen Platz in Verpackungen für die Kühlkette, für Umgebungsbedingungen und für fettarme Verpackungen, aber nur, wenn die Anwendung richtig darauf abgestimmt ist. Externe Barrieresysteme sind nach wie vor für spezielle Anforderungen mit hoher Barrierewirkung geeignet, sollten aber aus bestimmten Gründen ausgewählt werden und nicht nach dem Motto “mehr Barriere muss besser sein”.”
Auf der Grundlage des Vergleichs in diesem Leitfaden sollten Einkäufer fünf praktische Prioritäten beachten. Erstens: Gehen Sie von der Einhaltung der Bestimmungen des Zielmarktes aus, nicht von einer allgemeinen Nachhaltigkeitssprache. Zweitens: Trennen Sie das Fluor-Screening von der Leistungsvalidierung, da sie unterschiedliche Beschaffungsfragen beantworten. Drittens: Testen Sie die realen Einsatzbedingungen und verlassen Sie sich nicht auf abstrakte Aussagen wie "lebensmittelecht" oder "fettbeständig". Viertens: Überprüfen Sie die Wiederholbarkeit im Werksmaßstab, anstatt nur das Aussehen von Proben zu genehmigen. Fünftens: Dokumentieren Sie die Nachweiskette eindeutig, so dass Leistungsansprüche, Konformitätslogik und Produktstruktur gemeinsam verteidigt werden können. Dies ist die Beschaffungsdisziplin, auf die es am meisten ankommen wird, wenn PFAS-freie Verpackungen stärker in den regulierten Mainstream der Beschaffung eindringen.
Aus Sicht von Bioleader gehört die Zukunft der PFAS-freien Faserformverpackungen den Anbietern, die prozessgesteuerte interne Barriereleistung, disziplinierte Dokumentation und anwendungsspezifische Validierung kombinieren können. Mit anderen Worten: Der Markt bewegt sich weg von Verpackungen, die nach der Sprache des Etiketts ausgewählt werden, hin zu Verpackungen, die nach technischen Nachweisen ausgewählt werden. Käufer, die sich jetzt auf diesen Wandel einstellen, werden in der nächsten Phase der globalen Verpackungsvorschriften sowohl das Risiko der Einhaltung von Vorschriften als auch das Risiko des wirtschaftlichen Scheiterns verringern.
13. FAQ
13.1 Welche Berichte sind für PFAS-freie Verpackungen mit Lebensmittelkontakt in der EU nach dem 12. August 2026 erforderlich?
Käufer sollten eher ein produktspezifisches Nachweispaket als eine generische PFAS-Freiheitserklärung erwarten. Zumindest sollte der Lieferant in der Lage sein, die analytische Grundlage der PFAS-Behauptung zu erläutern, eine Testdokumentation in Verbindung mit der angegebenen SKU vorzulegen und eine technische Dokumentation vorzulegen, die mit der Struktur der EU-Verpackungsvorschriften übereinstimmt. Wenn Fluor oberhalb der geltenden Schwellenwerte vorhanden ist, sollte der Lieferant auch in der Lage sein, die Fluorquelle im Rahmen der technischen Dokumentation zu erklären. Für die Beschaffung ist nicht nur der Bericht selbst entscheidend, sondern auch die Frage, ob der Bericht mit der tatsächlichen Produktkonstruktion und der Marktbestimmung übereinstimmt.
13.2 Beweist die BPI-Zertifizierung automatisch die Übereinstimmung mit PFAS?
Nein. Die BPI-Richtlinie zu fluorierten Chemikalien bietet eine strenge Konformitätslogik für relevante kompostierbare Produkte, einschließlich einer Überprüfung der Rezeptur, Labortests und einer Erklärung, dass keine fluorierten Chemikalien absichtlich zugesetzt werden. Käufer sollten jedoch eine Zertifizierung nicht als universellen Ersatz für eine vollständige Marktüberprüfung betrachten. Das Ergebnis einer Zertifizierung muss immer noch zusammen mit der Identität der SKU, dem Zielmarkt, der Produktstruktur und dem aktuellen Dokumentationsstatus des Lieferanten betrachtet werden.
13.3 Bedeutet “nicht nachweisbar” für Gesamtfluor null PFAS?
Nicht automatisch. Ein Nicht-Nachweis-Ergebnis kann nützlich sein, aber es hängt von der Analysemethode, dem Nachweisbereich und dem Berichtsrahmen ab. In Bezug auf die Beschaffung sollte “nicht nachweisbar” als ein Element des Beweispakets behandelt werden, nicht als eine vollständige, eigenständige Schlussfolgerung. Einkäufer sollten immer noch prüfen, was getestet wurde, was nicht getestet wurde und wie das Ergebnis mit der behaupteten PFAS-Freiheit zusammenhängt.
13.4 Warum kann die Folienkaschierung auf einigen Märkten immer noch Bedenken hinsichtlich der Kunststoffauskleidung auslösen?
Denn durch die Folienkaschierung wird die Verpackung von einer einfachen Faserstruktur zu einer komplexeren Oberflächenbarriere oder Verbundlogik. In einigen rechtlichen und marktbezogenen Kontexten werden Papier- oder Faserprodukte mit Kunststoffauskleidung oder -beschichtung im Rahmen von kunststoffbezogenen Vorschriften, Diskussionen über die Kreislaufwirtschaft oder Erwartungen an das Recycling genauer geprüft. Dabei geht es nicht nur darum, ob das Produkt gut funktioniert, sondern auch darum, ob die Struktur im Rahmen der Verpackungsstrategie des Käufers für den Endmarkt leicht zu rechtfertigen ist.
13.5 Können beschichtete Formfasern noch recycelbar oder repulpierbar sein, und wie sollten Käufer dies überprüfen?
Potenziell ja, aber die Käufer sollten dies nicht standardmäßig annehmen. Die richtige Frage ist, ob die spezifische beschichtete Struktur mit dem beabsichtigten Recycling- oder Aufbereitungsweg kompatibel bleibt und ob der Lieferant diese Position mit technischen Argumenten oder Tests untermauern kann. Beschaffungsteams sollten fragen, welche Art von Beschichtung verwendet wird, wie sie die Faserstruktur beeinflusst, ob sie die nachgeschaltete Handhabung verändert und ob der Lieferant die Behauptung in einer Weise erklären kann, die den Erwartungen des Zielmarktes entspricht.
Nächster Schritt für Einkäufer
Für Einkäufer in Unternehmen
Müssen Sie PFAS-freie Faserformverpackungen für den EU- oder nordamerikanischen Markt prüfen? Bioleader kann Ihnen helfen, die Strukturlogik, Dokumentationslücken und anwendungsspezifische Barriererisiken vor der kommerziellen Zulassung zu bewerten.
Für wachsende Lebensmittelmarken
Beginnen Sie eine PFAS-freie Verpackungsumstellung? Fordern Sie die praktische Validierungs-Checkliste von Bioleader an, um interne Additivsysteme, externe Barrieresysteme und reale Anwendungsrisiken effizienter zu vergleichen.
Bioleader unterstützt Einkäufer mit der Überprüfung von Formfaseranwendungen, der Koordination der PFAS-freien Dokumentation und der Validierung exportorientierter Verpackungen.
Copyright-Hinweis:
© 2026 Bioleader®. Wenn Sie diesen Inhalt reproduzieren oder referenzieren möchten, müssen Sie den Original-Link angeben und die Quelle nennen. Jedes unerlaubte Kopieren wird als Verstoß betrachtet.



