Engineering Snapshot: High-Quality Molded Pulp Trays
A high-quality molded pulp tray is an engineered fiber product manufactured through
precision tooling, controlled pulp preparation, optimized fiber-length architecture,
and Critical-to-Quality (CTQ) process control. Surface smoothness, structural stiffness,
and batch consistency are achieved during forming—not through post-treatment.
In industrial production, premium molded pulp trays typically achieve surface roughness
between 2.3–6 μm (Ra), enabling direct printing, hot stamping, and
branding applications without coatings, while maintaining predictable mechanical performance.

Executive Summary
High-quality molded pulp trays are increasingly required to meet standards far beyond basic cushioning or containment. In applications such as premium electronics, branded food service, medical devices, and industrial components, molded pulp trays must deliver controlled surface finish, predictable mechanical strength, and consistent manufacturability at scale.
This white paper presents an engineering-level analysis of how high-quality molded pulp trays are produced. Drawing on fiber science, forming physics, and Bioleader’s large-scale manufacturing experience, it explains why surface smoothness, stiffness, and consistency are outcomes of a controlled system—not material selection alone.
1. Surface Quality Is Not Cosmetic: A Materials Engineering Perspective
From a user standpoint, the first quality judgment is often tactile. Smooth molded pulp surfaces are perceived as refined and precise, while rough surfaces are associated with low-end packaging. However, this perception is rooted in measurable microstructural differences.
1.1 Surface Roughness as a Quantifiable Property
Surface roughness in molded pulp trays is typically evaluated using Ra (arithmetical mean roughness), measured in micrometers (μm). In Bioleader’s internal testing and third-party inspections:
Standard low-density molded pulp trays often exhibit Ra values above 10–15 μm
High-precision molded pulp trays consistently achieve Ra values between 2.3–6 μm
Research in fiber-based materials engineering shows that below ~6 μm Ra, the human tactile system perceives surfaces as uniformly smooth, and visual fiber artifacts become negligible under standard lighting conditions.
This threshold also aligns with printing process requirements, enabling silk-screen printing, hot stamping, and pad printing without surface sealing.
 |  |
Engineering Definition: Molded Pulp Tray Quality
Molded pulp tray quality is defined by controlled surface roughness, structural stiffness,
and dimensional repeatability achieved through precision tooling, fiber engineering,
and CTQ-regulated forming processes.
2. Engineering Quality Metrics for Molded Pulp Trays
High-quality molded pulp trays must meet multi-dimensional performance criteria, not a single visual benchmark.
2.1 Surface and Visual Metrics
Surface roughness (Ra, μm)
Drainage pore visibility
Fiber clustering density
Edge definition consistency
Engineering Definition: Surface Smoothness (Ra)
Surface smoothness in molded pulp trays is quantified by Ra (μm) and reflects fiber packing
density and mold-side compression during forming, rather than surface coatings or
post-processing treatments.
2.2 Mechanical and Structural Metrics
Static compression resistance
Flexural stiffness
Load recovery after deformation
Dimensional tolerance under humidity cycling
2.3 Manufacturing Metrics
Cp/Cpk of key dimensions
Defect rate per thousand units
Batch-to-batch deviation in surface roughness
In Bioleader’s production environment, trays classified as “high-quality” must meet both surface Ra limits and mechanical performance windows, ensuring they are not visually smooth but structurally fragile.

Engineering Definition: Single-Smooth vs Double-Smooth Trays
Single-smooth molded pulp trays prioritize maximum surface density on one presentation face,
while double-smooth trays distribute moderate smoothness across both sides at the expense
of peak surface precision.
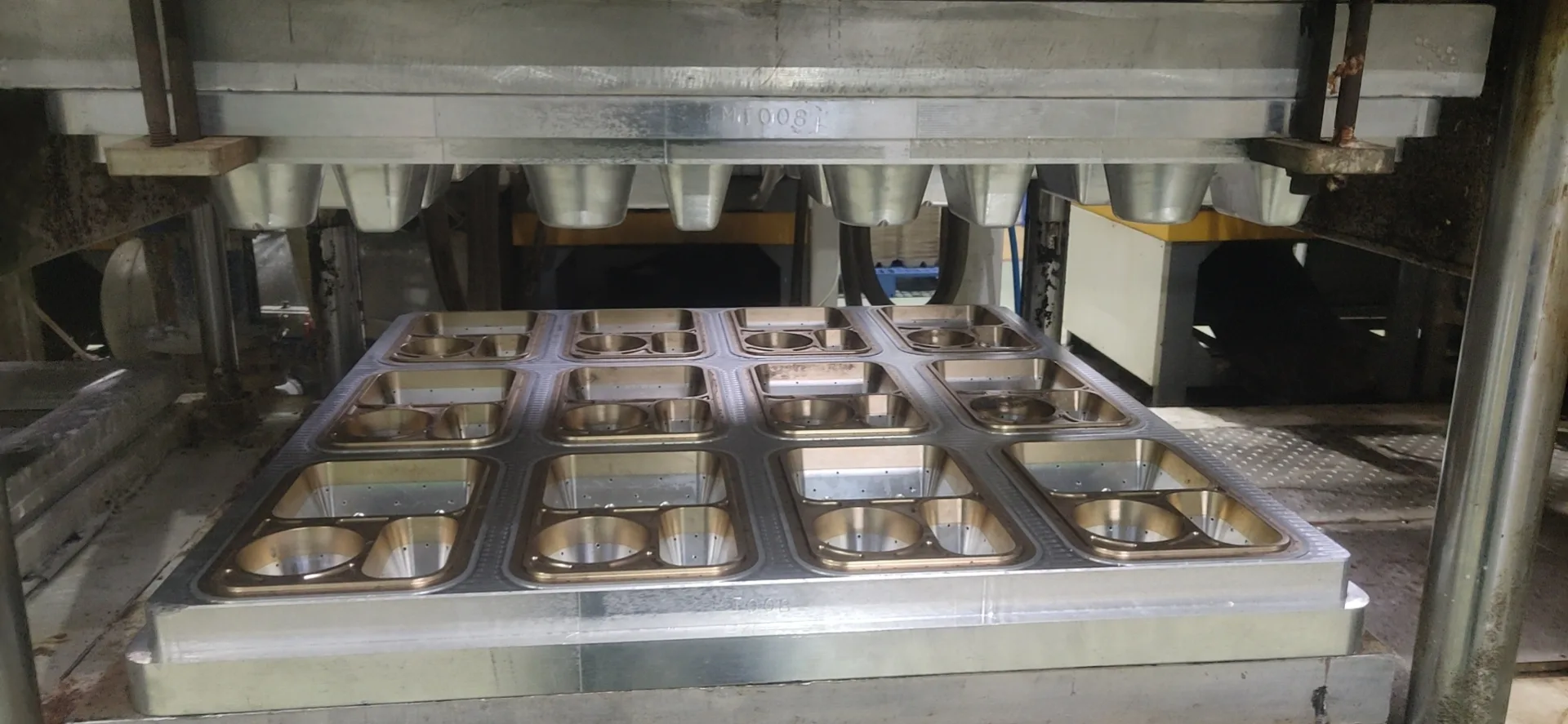
3. Precision Tooling: The Primary Determinant of Surface Integrity
3.1 Mold Gap Control and Fiber Deposition Physics
During forming, fibers are deposited onto the mold surface under vacuum. The effective mold gap governs:
Fiber packing density
Water evacuation rate
Final surface continuity
Bioleader’s tooling optimization studies show that even sub-0.1 mm deviations in critical mold zones can result in localized fiber thinning or clustering, directly affecting surface smoothness and strength.
3.2 Drainage Perforation and Its Trade-Offs
Vacuum-assisted forming requires drainage perforations. However:
Large or poorly distributed holes create visible pore imprints
Insufficient drainage leads to fiber floating and surface instability
To address this, high-quality trays use engineered micro-perforation patterns combined with mesh interfaces, redistributing fiber flow while maintaining drainage efficiency.
3.3 Mesh-Assisted Single-Smooth Technology
Bioleader’s production data confirms:
Non-mesh molds show clear pore impressions post-forming
Mesh-assisted molds reduce visible pore depth by over 40–60%, depending on fiber mix
Single-smooth designs intentionally optimize one presentation surface to achieve maximum surface density. While double-smooth trays exist, empirical measurements show that peak surface precision on the primary face is consistently higher in single-smooth designs.
Engineering Definition: Mesh-Assisted Forming
Mesh-assisted forming is a molding technique that redistributes fiber flow during vacuum
dewatering, significantly reducing visible drainage pore marks and improving surface
uniformity on the mold-facing side.
4. Pulp Preparation: Controlling Fiber Behavior Before Forming
4.1 Fiber Dispersion and Hydrolysis
Pulp preparation is often underestimated. In reality, it governs whether fibers behave as flexible bonding elements or rigid fragments.
Key parameters include:
Fiber hydration time
Degree of hydrolysis
Slurry consistency and shear stability
Bioleader’s internal process audits demonstrate that insufficient hydrolysis increases fiber stiffness, resulting in stacking rather than interweaving, which elevates surface roughness and reduces bonding strength.
4.2 Rheology Stability and Surface Uniformity
Stable pulp rheology ensures consistent fiber deposition during vacuum forming. Variations in viscosity—even at identical solids content—can lead to uneven fiber accumulation, producing micro-scale surface defects.
Engineering Definition: Pulp Hydrolysis
Pulp hydrolysis refers to the controlled softening of fiber surfaces prior to forming,
enabling fibers to interweave and conform under pressure instead of stacking rigidly,
which directly affects surface texture and bonding strength.
5. CTQ (Critical-to-Quality) Control: From Craft to Engineering Discipline
CTQ parameters convert manufacturing from experience-based operation into a repeatable engineering process.
5.1 Key CTQ Parameters
Mold temperature (affects fiber softening and water evaporation)
Forming pressure (controls compaction density)
Dwell and holding time (governs fiber consolidation)
Demolding sequence (affects edge integrity and warpage)
Bioleader’s production data shows that uncontrolled CTQ drift can increase surface roughness variance by over 30%, even when materials and tooling remain unchanged.
5.2 Repeatability at Scale
With CTQ control, high-quality trays achieve:
Consistent Ra distributions across production batches
Reduced dimensional deviation
Lower scrap and rework rates
For large-volume buyers, this consistency is often more valuable than marginal material cost savings.
Engineering Definition: CTQ (Critical-to-Quality)
CTQ parameters are measurable process variables—such as mold temperature, forming pressure,
and dwell time—that directly determine the final surface quality, mechanical performance,
and batch consistency of molded pulp trays.
6. Fiber Engineering: Designing the Internal Architecture
Molded pulp trays are fiber networks, not solid shells. Their performance depends on fiber length distribution.
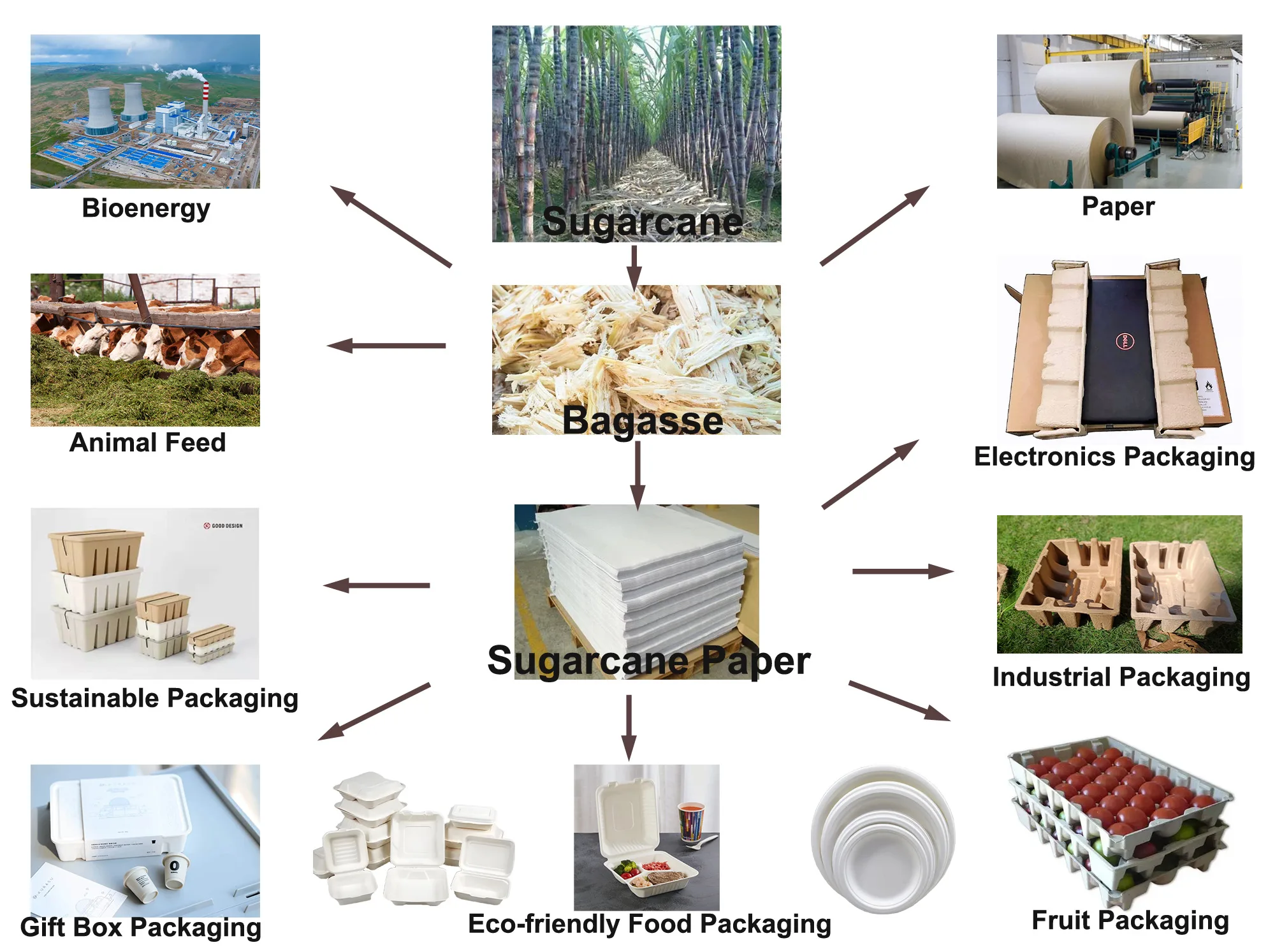
6.1 Fiber Length Characteristics
| Fiber Type | Avg. Length | Engineering Contribution |
|---|---|---|
| Sugarcane Fiber | ~0.48 mm | Surface filling, smoothness |
| Bamboo Fiber | ~0.64 mm | Strength and flexibility balance |
| Wood Fiber | ~0.68 mm | Structural reinforcement |
6.2 Fiber Blending as Structural Design
Short fibers improve surface density but reduce tensile strength. Long fibers enhance strength but increase surface irregularity. Optimized blends balance these effects.
Bioleader’s formulation trials confirm that multi-length fiber systems outperform single-fiber systems in both surface quality and load-bearing performance.
A practical analogy:
Short fibers function as cement
Medium fibers act as masonry
Long fibers provide reinforcement

Engineering Definition: Fiber Length Architecture
Fiber length architecture is the intentional blending of short, medium, and long fibers to
balance surface smoothness, internal bonding continuity, and load-bearing performance
in molded pulp products.
7. Engineering Surface Smoothness: Achievable Precision and Limits
7.1 Mechanisms of Surface Refinement
Fiber softening via hydrolysis
Mold-side compression
Controlled fiber orientation
7.2 Practical Precision Window
Under optimized conditions, molded pulp trays consistently achieve:
2.3–6 μm Ra on flat presentation surfaces
Below this range, further improvements yield diminishing visual returns while significantly increasing tooling and process complexity.
This precision window aligns with both functional branding needs and industrial manufacturability.
Engineering Definition: Engineering Surface Precision Window
In industrial molded pulp tray production, a surface roughness range of approximately
2.3–6 μm (Ra) represents the optimal balance between visual quality, printability,
and scalable manufacturability.
8. Application-Level Value of High-Quality Molded Pulp Trays
High-quality trays provide:
Improved stacking efficiency
Reduced deformation during transport
Enhanced brand presentation without coatings
Compatibility with automated packaging lines
For Bioleader’s international clients, these advantages often translate into lower total system cost, even when unit price is higher.
9. Common Misconceptions Clarified by Engineering Data
Double-smooth does not guarantee superior presentation quality
Raw material upgrades cannot compensate for poor tooling
Visual inspection alone cannot predict mechanical reliability
Observed price differences in molded pulp trays reflect engineering system capability, not merely fiber sourcing.
10. Conclusion: Molded Pulp Trays as Engineered Packaging Systems
High-quality molded pulp trays are the result of integrated engineering, combining:
Precision tooling
Controlled pulp preparation
Fiber length architecture
CTQ-driven manufacturing discipline
As global packaging standards evolve, molded pulp trays are transitioning from disposable components to engineered, specification-driven packaging solutions.
Bioleader’s manufacturing practice demonstrates that only system-level optimization—not isolated improvements—can deliver the consistency and performance demanded by modern markets.
FAQ
Q1: What makes a molded pulp tray “high quality” from an engineering perspective?
A high-quality molded pulp tray is defined by controlled surface roughness, structural stiffness, and manufacturing repeatability. These characteristics are achieved through precision tooling, optimized fiber-length architecture, controlled pulp preparation, and CTQ-regulated forming processes—not by post-treatment or coatings.
Q2: What surface roughness is considered acceptable for premium molded pulp trays?
In industrial production, a surface roughness range of approximately 2.3–6 μm (Ra) is widely regarded as optimal. Below this range, visual and tactile improvements become marginal, while tooling and process complexity increase significantly. This range also supports direct printing and hot stamping without surface coatings.
Q3: Why are high-quality molded pulp trays more expensive than standard trays?
Higher pricing reflects system-level manufacturing capability rather than raw material cost alone. Precision molds, multi-fiber engineering, tighter CTQ control, and lower defect rates all increase production cost but deliver consistent quality, better appearance, and predictable performance at scale—reducing total packaging risk for buyers.
Q4: Are high-quality molded pulp trays suitable for branded or retail packaging?
Yes. High-precision molded pulp trays with controlled surface roughness can support silk-screen printing, hot stamping, and pad printing, making them suitable for branded retail packaging, electronics packaging, and premium food applications where visual presentation matters.
Q5: Can molded pulp trays be customized for specific products or packaging designs?
Molded pulp trays are typically customized through dedicated tooling to match product geometry, load requirements, and presentation needs. Customization may include tray structure, cavity layout, surface finish level, and compatibility with automated packing lines, depending on project volume and specifications.
Q6: What order volumes are typically required for custom molded pulp trays?
Custom molded pulp trays generally require a minimum order volume to justify tooling investment and process setup. For B2B buyers, higher volumes enable better cost efficiency, tighter quality control, and stable long-term supply, especially for export-oriented or brand-sensitive packaging projects.
References
Smook, G. A.
Handbook for Pulp & Paper Technologists, Angus Wilde Publications.
(Pulp fiber morphology, fiber length distribution, and forming behavior)Biermann, C. J.
Handbook of Pulping and Papermaking, Academic Press.
(Fiber hydrolysis, bonding mechanisms, and pulp preparation fundamentals)TAPPI (Technical Association of the Pulp and Paper Industry)
TAPPI Paper Physics and Surface Properties Technical Reports.
(Surface roughness, Ra measurement, and fiber-based material performance)ISO (International Organization for Standardization)
ISO 4287: Geometrical Product Specifications (GPS) — Surface Texture.
(Surface roughness definitions and measurement methodology)ASTM International
ASTM D6868 & Fiber-Based Packaging Performance Standards.
(Fiber-based packaging performance and testing frameworks)Gibson, L. J., & Ashby, M. F.
Cellular Solids: Structure and Properties, Cambridge University Press.
(Fiber network mechanics and stiffness behavior)European Paper Recycling Council (EPRC)
Fiber Quality and Recycling Behavior Reports.
(Fiber structure, degradation, and mechanical implications)Packaging Europe Editorial Team
Technical Insights on Molded Fiber Packaging, Packaging Europe.
(Industrial trends and molded pulp packaging applications)



