1. Zusammenfassung
Die Entwicklung von individuellem Bagasse-Geschirr ist ein technischer Prozess, nicht nur eine Beschaffungsaufgabe. Im Jahr 2026 sind viele Käufer nicht mehr mit vorrätigen geformten Zellstoffartikeln mit Logodruck zufrieden. Sie wollen einen Lieferanten, der ein Projekt von Entwurf oder physische Probe zu Werkzeugbau, Musterabnahme und stabile Massenproduktion ohne Einbußen bei der Maßgenauigkeit, der strukturellen Funktion oder der Lieferfrist.
Die eigentliche Herausforderung bei kundenspezifisch geformtem Zellstoff ist nicht, ob ein Muster hergestellt werden kann. Es geht darum, ob das bewährte Konzept zu einem wiederholbares Produktionsprogramm mit praktikabler Mindestbestellmenge, realistischen Werkzeugkosten, kontrollierter Vorlaufzeit und gleichmäßiger Serienproduktion. Bei der Produktion von Faserformteilen kommt es auf die Geometrie an. Entformungswinkel, Wandstärke, Stapellogik, Deckelsitz und Schrumpfungsausgleich alle haben Einfluss darauf, ob ein kundenspezifisches Produkt in großem Maßstab herstellbar bleibt.
Deshalb ist es wichtig, dass geformtes Zellstoffgeschirr sollte als ein vollständige Entwicklungsreihe. Zu den kritischen Phasen gehören die Eingabe der Anforderungen, die Überprüfung der Machbarkeit, die Bestätigung der 2D- und 3D-Zeichnungen, die Werkzeugstrategie, die Bemusterung des Prototyps, die technische Überarbeitung, die Freigabe des Musters, die Validierung des Pilotprojekts und der Start der Massenproduktion. Fehler, die zu Beginn gemacht werden, werden in der Regel teurer, wenn der Werkzeugbau beginnt.
Für Einkäufer besteht die beste Beschaffungsstrategie nicht einfach darin, ein Angebot für eine Form anzufordern und auf Muster zu warten. Sie besteht darin, zu bewerten, ob der Lieferant die gesamte Entwicklungslogik vom Konzept bis zur Produktion bewältigen kann. Dieser Leitfaden folgt dieser Logik. Er erklärt, wie kundenspezifisches Geschirr aus Zuckerrohr-Bagasse von der Einreichung des Designs oder Musters über die Entwicklung der Form, die Musterfreigabe, die Planung der Mindestbestellmenge bis hin zur skalierbaren Fertigung abläuft. Der Leitfaden enthält auch Informationen über Bioleaders Erfahrung mit der Entwicklung von geformtem Zellstoff, der Koordination von Werkzeugen und der Exportproduktion in maßgeschneiderten Bagasse-Geschirr-Projekten.
2. Warum kundenspezifische Entwicklung im Jahr 2026 wichtig ist
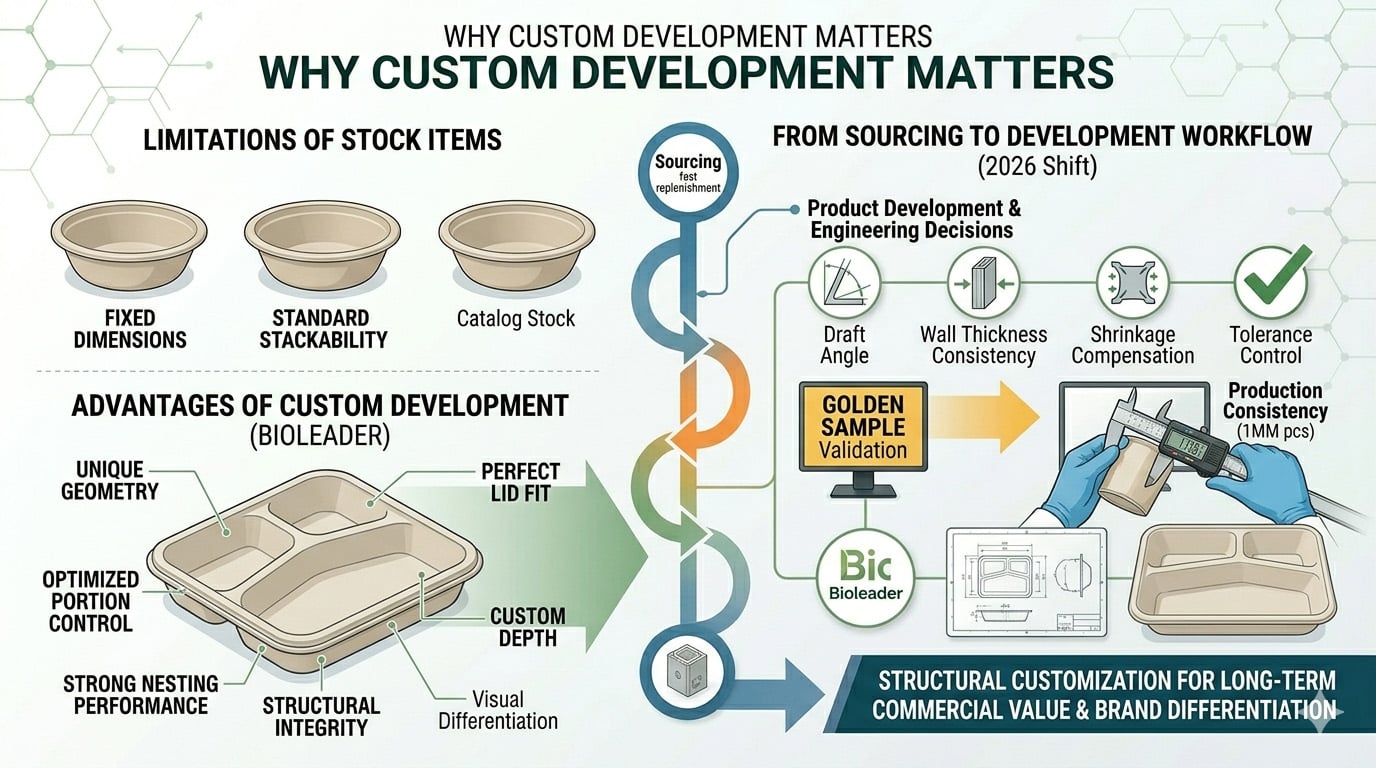
Die kundenspezifische Entwicklung wird im Jahr 2026 eine wichtigere Beschaffungsentscheidung sein. Faserformartikel auf Lager eignen sich nach wie vor für den schnellen Nachschub und den risikoarmen Einkauf. Aber sie erfüllen nicht alle Marken- oder Produktanforderungen. Immer mehr Käufer konkurrieren um Präsentation, Portionskontrolle, funktionale Passform und nachhaltigen Verpackungswert, maßgeschneidertes Geschirr aus Zuckerrohr-Bagasse wird zu einem praktischen kommerziellen Instrument, nicht zu einer Nischenoption.
Am deutlichsten wird dieser Wandel dort, wo Verpackungsform, Fülltiefe, Deckelsitz, Stapelbarkeit und visuelle Differenzierung das Kundenerlebnis oder die Leistung bei der Lebensmittelabgabe beeinflussen. Eine Marke braucht vielleicht eine tiefere Schale, um das Risiko des Verschüttens von Soße zu verringern. Sie braucht vielleicht eine neue Schalenform, die zum Portionsdesign passt. Möglicherweise ist ein überarbeiteter Rand erforderlich, damit der Deckel besser greift. In diesen Fällen, Bei der Anpassung geht es nicht nur um das Aussehen. Es geht darum, die Verpackung zu einem Teil des Produktsystems zu machen.
2.1 Lagerartikel können nicht jedes Marken- oder Anwendungsproblem lösen
Lagergeformte Zellstoffartikel verringern die Beschaffungszeit und die Entwicklungskosten. Das bleibt ihr Vorteil. Aber sie bringen auch Grenzen mit sich. Die Einkäufer müssen feste Abmessungen, eine feste Strukturlogik und Standardleistungsannahmen akzeptieren. Das funktioniert für viele allgemeine Anwendungen. Einschränkend wird es, wenn Lebensmittelformat, Abfüllmethode, Deckelanforderungen oder Markenpräsentation eine engere Abstimmung erfordern.
Viele kundenspezifische Projekte beginnen, wenn Standardkatalogartikel nicht mehr den tatsächlichen Geschäftsanforderungen entsprechen. Der Auslöser kann ein Deckelfehlanpassung, Schwache Stapelbarkeit, ineffiziente Portionsgröße, schlechte Regalpräsentation oder der Bedarf an einer unverwechselbaren Struktur in einem überfüllten Markt. An diesem Punkt geht das Projekt über den normalen Einkauf hinaus und wird Produktentwicklung.
2.2 Personalisierung ist nicht mehr nur der Druck von Logos
Ein weit verbreitetes Missverständnis ist, dass Individualisierung nur bedeutet, ein Logo auf einen bestehenden Artikel aufzubringen. Bei geformten Zellstoffverpackungen sind die höherwertigen Änderungen in der Regel struktureller Natur. Die Käufer benötigen möglicherweise eine andere Tiefe, ein neues Verhältnis der Fächer, eine veränderte Wandgeometrie, eine stärkere Verschachtelungsleistung, einen besseren Sitz des Deckels oder ein anderes Gleichgewicht zwischen Steifigkeit und Gewicht. Diese sind technische Entscheidungen, nicht nur Branding-Entscheidungen.

Aus diesem Grund sollte maßgeschneidertes Bagasse-Geschirr als eine Entwicklungs-Workflow. Die Konstruktion beeinflusst die Werkzeugherstellung. Die Werkzeugbestückung beeinflusst die Probenahme. Die Bemusterung beeinflusst die Toleranzbestätigung. Die Bestätigung der Toleranzen beeinflusst, ob das Projekt in eine stabile Produktion übergehen kann. Bei richtiger Handhabung verbessert die kundenspezifische Entwicklung nicht nur die visuelle Differenzierung, sondern auch die Passform der Verpackung, die betriebliche Leistung und den langfristigen kommerziellen Wert.
2.3 Warum kundenspezifische Projekte ohne technische Kontrolle scheitern
Viele kundenspezifische Zellstoffprojekte scheitern nicht, weil die Idee schwach ist. Sie scheitern, weil das Projekt zu früh in den Werkzeugbau geht. Ein Käufer liefert vielleicht nur eine visuelle Skizze ohne wichtige Abmessungen. Ein Muster kann ohne Toleranzdiskussion genehmigt werden. Das Team unterschätzt vielleicht die Wirkung von Schrumpfung, Entformungswinkel, Wandstärke oder Stapelbarkeit auf das Endprodukt. Diese Lücken bleiben oft verborgen, bis die Werkzeugkosten und die Vorlaufzeit bereits feststehen.
Maßgeschneiderte Entwicklung im Jahr 2026 erfordert mehr als reaktionsschnelle Vertriebskommunikation. Sie erfordert eine technische Überprüfung, Prozessdisziplin und eine realistische Projektabwicklung. Unter Bioleader, Stärkere kundenspezifische Programme beginnen in der Regel mit einer klaren Machbarkeitsprüfung, Werkzeuglogik, Mustererwartungen und Bedingungen für die Massenproduktion. Das macht aus einer kundenspezifischen Anfrage eher ein kontrolliertes kommerzielles Projekt als eine Versuch-und-Irrtum-Übung.
3. Projekteingangsphase - vom Entwurf, der Zeichnung oder dem Muster bis zur Durchführbarkeitsprüfung
Ein kundenspezifisches Zellstoffprojekt sollte mit einer Machbarkeitsprüfung beginnen, nicht mit einem Angebot für die Form. Bei der Herstellung von Faserformteilen wirkt sich die Geometrie direkt auf die Entformung, die Wanddickenverteilung, das Stapelverhalten und die Wiederholbarkeit der Abmessungen aus. Neuere Strukturforschungen zu geformtem Zellstoff zeigen auch, dass Geometrievariablen wie Entformungsschräge und Dicke die Leistung und Herstellbarkeit wesentlich beeinflussen. Deshalb lautet die erste technische Frage nicht “Wie viel kostet die Form?”, sondern “Kann dieses Design zuverlässig in großem Maßstab produziert werden?"
Unter Bioleader, Bevor die Werkzeugkosten bestätigt werden, durchlaufen kundenspezifische Projekte eine strukturierte Prüfung. Das Team prüft, ob das Konzept des Kunden geeignet ist für Herstellung von geformtem Zellstoff, ob die Hauptabmessungen vollständig sind und ob die Struktur wahrscheinlich Risiken in Bezug auf Freigabe, Schrumpfung, Deckelsitz, Verschachtelung oder Stabilität in der Massenproduktion birgt. Durch diese frühzeitige Prüfung werden unnötige Überarbeitungen der Form reduziert und der Weg zu funktionsfähigen Mustern in echten Exportprogrammen verkürzt.

3.1 Was Einkäufer beim Projektstart vorlegen sollten
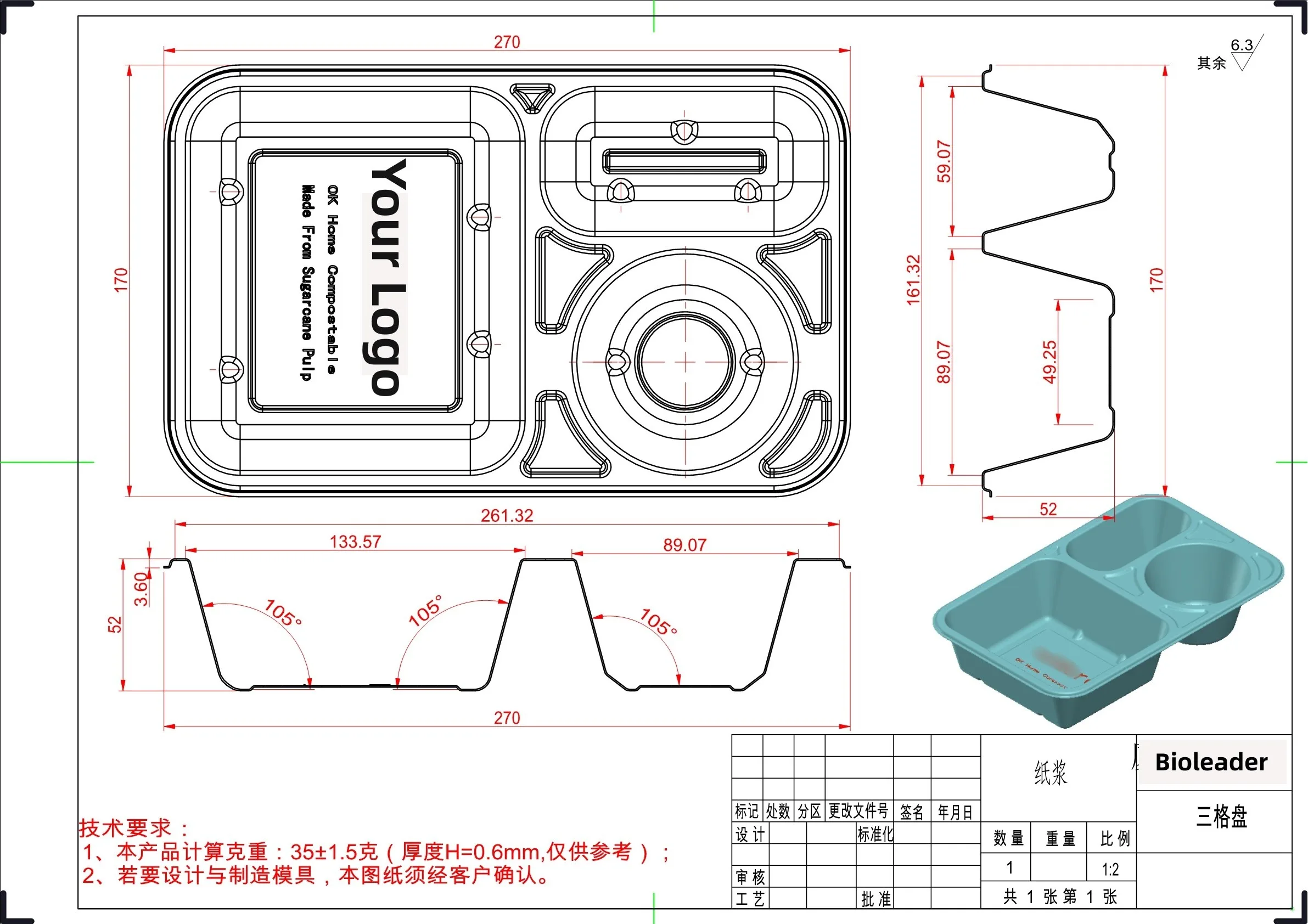
Der beste Projektinput ist ein 3D-Zeichnung sowie die wichtigsten Abmessungen und Hinweise zu den Anwendungsfällen. A 2D-Zeichnung, a physische Probe, oder sogar ein Marktreferenzartikel können ebenfalls verwendet werden, erfordern aber in der Regel mehr Klarheit. Zumindest sollten die Käufer den beabsichtigten Produkttyp, die Zielmaße, die Tiefe, die Anforderungen an den Deckel, die erwartete Verpackung, die geschätzte jährliche Nachfrage und die Anwendungsbedingungen wie heiße Speisen, Suppen, fettige Mahlzeiten oder PFAS-Frei Anforderungen.
Unvollständige Angaben führen zu teuren Annahmen. Fehlende Tiefendaten können die Formkonstruktion verzerren. Fehlende Deckelanforderungen können die Passformbestätigung verzögern. Fehlende Details zum Anwendungsfall können zu einer falschen Wandstruktur oder einem falschen Barriereziel führen. Bei kundenspezifischen Projekten bestimmt die Qualität des Kickoff-Pakets oft die Geschwindigkeit des gesamten Entwicklungszyklus.
3.2 Warum physische Muster die kundenspezifische Entwicklung beschleunigen können
A physische Probe ist oft die schnellste Abkürzung zur technischen Ausrichtung. Sie hilft dem Hersteller bei der Beurteilung der Felgenform, des Tiefenverhältnisses, der Verschachtelungsrichtung, der Kantengeometrie und der voraussichtlichen Komplexität der Werkzeuge. Bei vielen OEM- und ODM-Projekten ist ein physisches Muster auch der schnellste Weg, um festzustellen, welche Merkmale kopiert und welche geändert werden sollten und welche nicht direkt in die Formstoffproduktion übertragen werden können.
Bioleader verwendet häufig eine auf Mustern basierende Überprüfung, um die erste technische Entscheidung zu beschleunigen. Dies ist besonders effektiv, wenn ein Käufer ein bestehendes Konzept optimieren möchte, anstatt eine neue Geschirrstruktur von Grund auf zu entwickeln. Zeichnungen werden dadurch nicht ersetzt. Aber sie kann die Genauigkeit des ersten Angebots und der Werkzeugausrichtung erheblich verbessern.
3.3 Warum die Qualität des 3D-Designs wichtiger ist, als die meisten Käufer erwarten
Bei geformtem Zellstoff dient eine 3D-Datei nicht nur zur Genehmigung des Aussehens. Sie ist eine Herstellungsdokument. Die Geometrie muss die Entformung, eine stabile Faserverteilung, eine realistische Wanddickenkontrolle und eine praktikable Schwindungskompensation unterstützen. Die Forschung zu geformten Zellstoffstrukturen bestätigt, dass geometrische Parameter wie Höhe, Entformungswinkel und Dicke das Strukturverhalten beeinflussen. In der praktischen Produktion wirken sie sich auch darauf aus, ob ein kundenspezifisches Produkt gleichmäßig geformt und wiederholt werden kann.
Aus diesem Grund birgt eine schlechte 3D-Qualität versteckte Risiken. Ein Entwurf kann auf dem Bildschirm attraktiv aussehen, aber dennoch in Bezug auf Entformungslogik, lokale Wandübergänge, Randpräzision oder Stapelbarkeit versagen. Für individuelles Bagasse-Geschirr, Entwurfsqualität ist Produktionsqualität im Voraus.
3.4 Was sollte vor der Freigabe von Werkzeugen geprüft werden?
Bevor der Formenbau beginnt, sollte der Lieferant eine strukturierte Machbarkeitsprüfung durchführen. Bei dieser Prüfung sollte Folgendes überprüft werden Entformungsschräge, Wandstärkenlogik, Risiko unterbieten, Tiefe-Öffnung-Verhältnis, Nist- und Ausbruchsverhalten, Kompatibilität der Deckel, und die wahrscheinliche Auswirkung der Schrumpfung auf die endgültigen Abmessungen. Wenn diese Punkte unklar sind, kann die Probenahme immer noch möglich sein, aber das Projekt begibt sich auf einen risikoreicheren Weg mit mehr Korrekturrunden.
Diese Phase schafft einen echten kommerziellen Wert. Eine gute Machbarkeitsprüfung reduziert den Ausschuss an Werkzeugen, verkürzt die Zyklen zur Überarbeitung von Mustern und verbessert die Bereitschaft für die Massenproduktion. Für Bioleader, Dies ist eine der wichtigsten kundenspezifischen Fähigkeiten: nicht zu früh ja zu sagen, sondern zu erkennen, was herstellbar ist, was angepasst werden muss und was sich auf den Zeitplan, die Toleranzen und die Komplexität der Werkzeuge auswirken wird.
| Eingabe Position | Warum es wichtig ist | Gemeinsames fehlendes Detail | Auswirkungen auf die Entwicklung |
|---|---|---|---|
| 3D-Zeichnung | Unterstützt die Überprüfung des Entwurfswinkels, der Wanddicke und der Machbarkeit der Werkzeuge. | Keine Querschnittslogik, keine Toleranzangaben, unrealistische Geometrie. | Höheres Schimmelpilzrisiko und mehr Probenüberarbeitungszyklen. |
| 2D-Zeichnung | Enthält grundlegende Abmessungen und allgemeine Angaben zum Produkt. | Keine Tiefenlogik, keine strukturellen Übergangsdetails. | Erfordert vor der Angebotsabgabe eine genauere technische Auslegung. |
| Physische Probe | Beschleunigt die Überprüfung von Form, Rand, Tiefe und Stapelung. | Kein Hinweis darauf, was kopiert oder geändert werden muss. | Kann die Überprüfung beschleunigen, muss aber noch geklärt werden. |
| Beschreibung des Anwendungsfalles | Definiert die Deckellogik, das Barriereziel und den strukturellen Bedarf. | Keine Lebensmittelart, keine Wärme-/Öl-Erwartung, keine Marktanforderung. | Kann die falsche Validierungsrichtung verursachen. |
| Jährliche Nachfrageschätzung | Hilft bei der Bestimmung der Werkzeugroute, der MOQ-Logik und der Produktionsökonomie. | Es wird nur das Volumen erster Ordnung angegeben, keine Jahresprognose. | Die Werkzeugstrategie wird dadurch ungenauer. |
Tabelle 1. Erforderliche Mindestinformationen für ein Angebot für maßgeschneidertes Bagasse-Geschirr
4. Entwurf und technische Validierung
Ein gutes Werkzeug kann eine schlechte Konstruktion nicht retten. Bei Projekten für geformten Zellstoff ist die Entwurfsphase bereits eine Fertigungsphase im Voraus. Die Geometrie beeinflusst die Entformung, die Faserverteilung, die Stabilität der Wandstärke, das Schwindungsverhalten, die Passform des Deckels und die Stapelbarkeit. Jüngste Forschungen zu geformtem Zellstoff bestätigen, dass strukturelle Parameter wie Höhe, Entformungswinkel und Dicke das Verhalten des endgültigen Teils wesentlich beeinflussen.
Für Bioleader, Die technische Validierung beginnt, bevor das Werkzeug genehmigt wird. Das Ziel ist einfach: Bestätigen, ob die vorgeschlagene Struktur von der Zeichnung zum Muster und vom Muster zur stabilen Produktion übergehen kann, ohne vermeidbare Abweichungen zu verursachen. Dies ist der Punkt, an dem viele kundenspezifische Projekte entweder kontrollierbar werden oder teuer werden.
4.1 2D-Zeichnung vs. 3D-Zeichnung
A 2D-Zeichnung ist für die grundlegende Kommunikation nützlich. Sie definiert die Größe der Öffnung, die Gesamtabmessungen und das allgemeine Layout. Für eine vollständige Validierung des geformten Zellstoffs reicht dies jedoch nicht aus. A 3D-Zeichnung ist weitaus wertvoller, da es eine Überprüfung des Seitenwandwinkels, der Tiefenlogik, der Übergangszonen, der Felgenstruktur und der Schachtelgeometrie ermöglicht.
In der praktischen Entwicklung reicht 2D oft für eine erste Diskussion aus. Für eine abschließende technische Beurteilung ist es selten ausreichend. Eine 3D-Datei hilft dem Werk bei der Überprüfung, ob das Teil sauber entformt werden kann, ob die Form für den geformten Zellstoff realistisch ist und ob eine Schwindungskorrektur in die Werkzeugstrategie eingebaut werden kann. Bei maßgefertigtem Bagasse-Geschirr wirkt sich die 3D-Qualität direkt auf die Produktionsqualität aus.
4.2 Entformungswinkel, Wanddicke und Schwindungskontrolle
Tiefgangswinkel ist ein Auslösefaktor. Wenn der Winkel zu klein ist, steigt das Entformungsrisiko. Wenn er nicht auf Tiefe und Geometrie abgestimmt ist, kann das Teil kleben, sich verformen oder instabile Abmessungen aufweisen. Studien zum Formstoff und die allgemeine Praxis der Formkonstruktion zeigen, dass Wandgeometrie und Entformungswinkel die Herstellbarkeit beeinflussen.
Wandstärke ist ein Stabilitätsfaktor. Er beeinflusst die Steifigkeit, die Faserverteilung, das Trocknungsverhalten und die Konsistenz zwischen Muster und Produktion. Eine ungleichmäßige Dicke führt häufig zu lokalen Schwachstellen, Oberflächeninkonsistenzen oder Passformabweichungen. Bei geformten Faserprodukten hängt die Dicke auch von der Produktkategorie und dem Prozessweg ab. In Berichten über die Herstellung von Formstoff wird darauf hingewiesen, dass verschiedene Formstoffformate mit unterschiedlichen Dickenbereichen und strukturellen Erwartungen arbeiten.
Schrumpfungsausgleich ist ein Abmessungsfaktor. Ein geformtes Zellstoffteil hat beim Verlassen des Prozesses nicht genau die gleiche Größe wie das CAD-Modell. Formgebung, Entwässerung, Heißpressen und Trocknung beeinflussen das Endergebnis. Aus diesem Grund müssen bei kundenspezifischen Projekten realistische Maßtoleranzen geplant werden, bevor die erste Form geschnitten wird.
4.3 Gemeinsame Stichprobenstufenabweichungen
In der Stichprobenphase werden versteckte Probleme erstmals sichtbar. Die häufigsten Abweichungen sind Schrumpfungsdrift, Ungleichmäßigkeit der Wanddicke, Kantenverformung, Felgeninkongruenz, Passungsabweichungund schlechte Stapelbarkeit. Dies sind keine kleinen kosmetischen Probleme. Sie sind frühe Signale dafür, ob die Struktur produktionsreif ist.
Bioleader behandelt die Muster der ersten Runde als technischen Messwert und nicht nur als eine Möglichkeit zur Genehmigung. Wenn das Muster eine Kanteninstabilität, eine schlechte Verschachtelung oder eine Maßabweichung aufweist, lautet die richtige Frage nicht: “Kann der Kunde es noch akzeptieren?” Die richtige Frage lautet: “Was muss korrigiert werden, bevor das Produkt skalierbar wird?” Auf diese Weise schafft das Feedback aus der Bemusterungsphase einen Mehrwert, anstatt spätere Reklamationen zu verhindern.
4.4 Logik des goldenen Musters
Eine Probe ist nicht standardmäßig eine goldene Probe. Ein echtes goldenes Muster ist eine gesicherte Referenz. Es sollte die Abmessungen, die Randstruktur, die Passform des Deckels, die Stapelbarkeit, das Erscheinungsbild und die erforderlichen funktionellen Eigenschaften bestätigen. Ohne diese Referenz sind spätere Argumente über Produktionsabweichungen viel schwieriger zu kontrollieren.
Für kundenspezifische Projekte, Bioleader's Die bevorzugte Logik besteht darin, das goldene Muster nach der technischen Korrektur zu definieren, nicht nach dem ersten akzeptabel aussehenden Stück. Dieser Schritt ist wichtig, weil die Massenproduktion an einer festen Referenz gemessen werden sollte, nicht an der Erinnerung oder der Interpretation per E-Mail.
| Abweichung Typ | Typische Ursache | Auswirkungen auf das Projekt | Empfohlene Maßnahmen |
|---|---|---|---|
| Schwindungsdrift | Unzureichende Kompensation bei der Entwurfs- oder Werkzeugüberprüfung | Maßabweichungen, Probleme mit der Passform des Deckels | Überarbeitung der Werkzeugmaße und Bestätigung des Toleranzfensters |
| Uneinheitliche Wanddicke | Komplexe Geometrie oder instabile Formverteilung | Schwachstellen, visuelle Uneinheitlichkeit, strukturelles Risiko | Anpassung von Geometrie- oder Prozesszielen vor der Freigabe |
| Verformung von Kanten oder Rändern | Unzureichende Freisetzungslogik oder lokale Strukturschwäche | Unpassende Deckel, instabiles Aussehen | Verfeinern der Felgengeometrie und Überprüfen der Entformungsstrecke |
| Schlechte Stapelbarkeit | Verschachtelungslogik in der Entwurfsphase nicht validiert | Ineffizienz beim Verpacken, Entstapelungsprobleme | Profil, Konizität und Stapelrichtung erneut prüfen |
| Abweichung des Deckelsitzes | Toleranzabweichung zwischen Boden- und Deckelgeometrie | Funktionsausfall im Kundeneinsatz | Passungstoleranz vor der Zulassung der Massenproduktion |
Tabelle 2. Häufige technische Abweichungen in der Phase der Musterzulassung
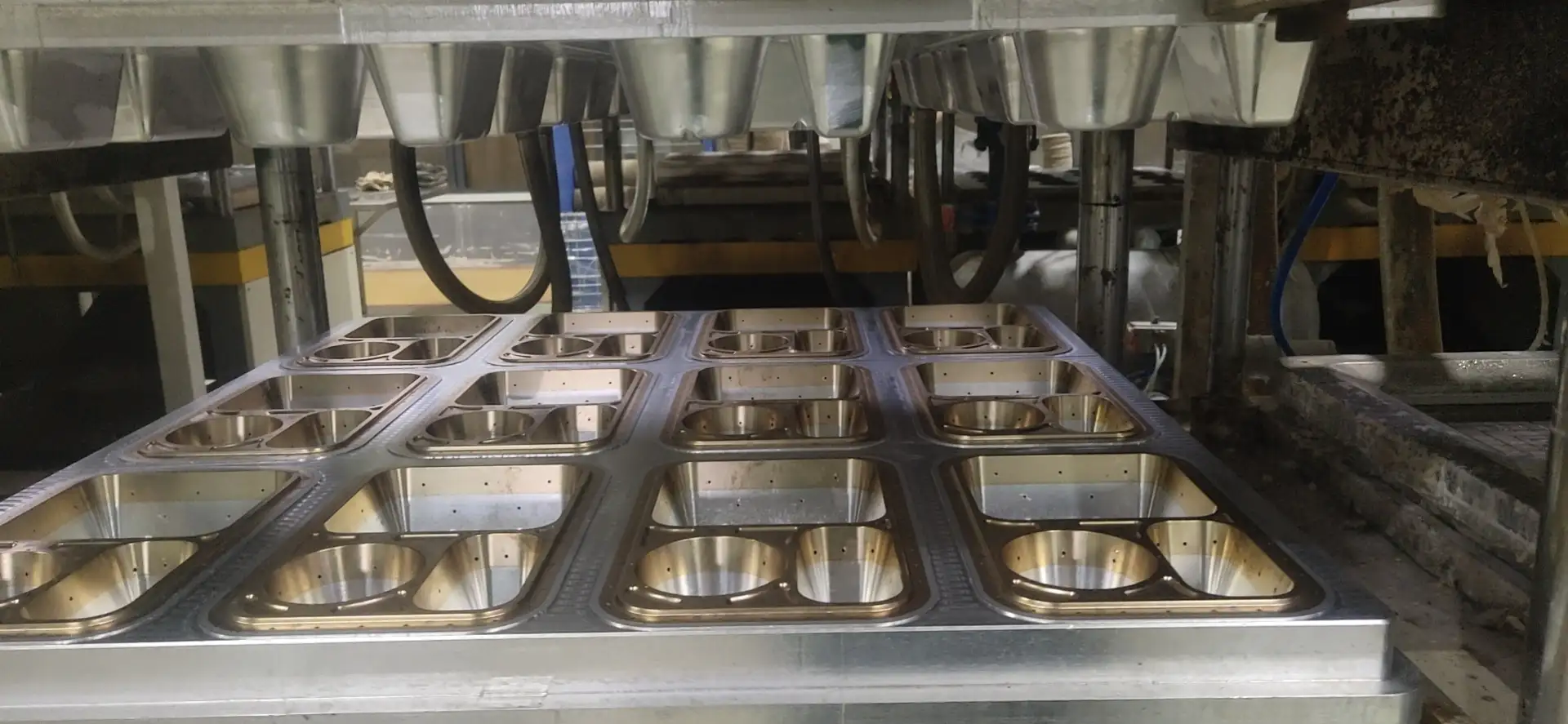
5. Tooling-Strategie - Der technische Kern von kundenspezifischen Projekten
Die Werkzeugstrategie bestimmt, ob ein kundenspezifisches Projekt wirtschaftlich skaliert werden kann. Bei der Entwicklung von Formstoffen ist die Form nicht nur ein Kostenfaktor. Sie beeinflusst die Geometriepräzision, die Trennstabilität, die Oberflächenqualität, das Zyklusverhalten, den Wartungsaufwand und die langfristige Beständigkeit. In Übersichten über die Herstellung von Formstoff wird darauf hingewiesen, dass zu den gängigen Formwerkstoffen gehören Aluminium, rostfreier Stahlund Bronze, Die Auswahl erfolgt in Abhängigkeit von den Anforderungen des Verfahrens und der Anwendung.
Für Bioleader, Die Tooling-Strategie ist Teil der Projektplanung. Sie ist nicht nur eine Frage des Budgets. Die richtige Werkzeugstrategie hängt von der Produktkomplexität, der Revisionswahrscheinlichkeit, dem Zielvolumen, der Toleranzempfindlichkeit und der erwarteten Produktionsintensität ab. Deshalb sollte bei ernsthaften kundenspezifischen Projekten klar unterschieden werden zwischen Prototyp-Werkzeuge und Produktionswerkzeuge.

5.1 Prototypenform vs. Produktionsform
A Prototypenform wird verwendet, um die Struktur zu bestätigen. Seine Aufgabe ist Schnelligkeit, nicht volle kommerzielle Ausdauer. Sie hilft bei der Überprüfung der Abmessungen, der allgemeinen Form, der Felgenlogik und der Frage, ob das Produkt zur Korrektur und Musterfreigabe freigegeben werden kann. A Produktionsform dient einem anderen Zweck. Sie muss Wiederholbarkeit, Zyklenstabilität, Wartungsplanung und kommerzielle Volumenproduktion unterstützen.
Viele Missverständnisse der Käufer beginnen hier. Ein gutes Muster aus dem Prototypenbau bedeutet nicht, dass das Projekt für eine langfristige Massenproduktion bereit ist. Die Produktionsform muss immer noch nach dem tatsächlichen Produktionsplan ausgewählt werden, nicht nur nach dem Ergebnis des ersten Musters.
5.2 Aluminium-Formen
Aluminium-Formen sind weit verbreitet, da sie für die Entwicklungsgeschwindigkeit und die gängigen Produktionsprogramme praktisch sind. Sie sind leichter zu bearbeiten, unterstützen relativ schnelle Werkzeugzyklen und eignen sich gut für viele Prototypen und mittelgroße Projekte. In den Berichten der Zellstoffindustrie wird Aluminium als eines der am häufigsten verwendeten Materialien für Werkzeuge genannt.
Im kommerziellen Bereich ist Aluminium oft die richtige Wahl, wenn das Projekt noch Revisionsflexibilität benötigt oder wenn das Volumen und die Struktur eine schwerere Werkzeugbauweise nicht rechtfertigen. Aber Aluminium ist nicht automatisch die beste Lösung für jedes kundenspezifische Programm. Die Entscheidung sollte immer noch von der Komplexität der Geometrie, dem Korrekturrisiko und der zu erwartenden Produktionslast abhängen.
5.3 Aluminiumformen mit Kupfereinsätzen
Aluminiumformen mit Kupfereinsätzen sind eine speziellere Option. In der Praxis sind sie nützlich, wenn das örtliche Wärmeübertragungsverhalten oder die Präzisionskontrolle empfindlicher werden. Dieser Weg ist nicht für jedes Projekt erforderlich. Sie ist relevanter, wenn eine Struktur eine höhere lokale Komplexität, tiefere Zonen oder eine höhere Qualitätsempfindlichkeit in bestimmten Bereichen aufweist.
Von Bioleaders individuelle Erfahrung, Diese Art von Werkzeugen ist am wertvollsten, wenn das Projekt eine präzisere lokale Kontrolle benötigt, als eine Standard-Aluminiumroute bequem liefern kann. Sie sollte als gezielte technische Lösung behandelt werden, nicht als Standard-Upgrade.
5.4 Formen aus einer Edelstahllegierung

Formen aus einer Edelstahllegierung werden in der Regel wegen ihrer Langlebigkeit, Korrosionsbeständigkeit und anspruchsvolleren langfristigen Produktionsbedingungen gewählt. Bei der Herstellung von geformtem Zellstoff ist Edelstahl weithin als robustes industrielles Material anerkannt, wo Feuchtigkeit, Hitze und wiederholte mechanische Beanspruchung Teil der Prozessumgebung sind.
Dieser Weg eignet sich in der Regel besser für größere und stabilere kundenspezifische Programme, insbesondere wenn der Käufer eine lange Produktionskontinuität und eine geringere Toleranz für Werkzeugverschleiß oder wiederholten Austausch erwartet. Die Vorabinvestition ist zwar höher, aber im richtigen Programm kann sie die langfristige Wirtschaftlichkeit verbessern, indem sie eine stabilere Produktion und ein längeres Servicefenster unterstützt.
5.5 Warum die Wahl der Form nicht nur eine technische, sondern auch eine wirtschaftliche Entscheidung ist
Die falsche Formstrategie kann den gesamten Business Case verzerren. Eine Werkzeugbestückung, die in der Angebotsphase billiger erscheint, kann später zu mehr Korrekturen, einer kürzeren Lebensdauer oder einer geringeren Produktionsstabilität führen. Eine schwerere Werkzeugbestückung kann anfangs teuer erscheinen, sich aber als wirtschaftlicher erweisen, wenn das Jahresprogramm groß und stabil ist.
Aus diesem Grund bewertet Bioleader die Wahl des Werkzeugs anhand der gesamten Projektlogik: erwarteter Jahresbedarf, Wahrscheinlichkeit einer Musteränderung, Komplexität der Geometrie, Toleranzempfindlichkeit und Produktionskontinuität. Die richtige Frage ist nicht nur “Welche Form kostet weniger?” Sie lautet “Welche Form bietet das beste Gleichgewicht zwischen Geschwindigkeit, Präzision und langfristiger Produktionseffizienz?"
| Form Typ | Hauptverwendung | Hauptvorteil | Best Fit Projekttyp |
|---|---|---|---|
| Prototyp / Musterform | Frühzeitige Strukturbestätigung und Überprüfung von Stichprobenstadien | Schnellere Iteration, bevor das Produktionswerkzeug gesperrt wird | Neue Projekte mit anstehenden technischen Anpassungen |
| Aluminium Form | Gemeinsamer Prototyp und viele Standardproduktionsprogramme | Praktische Bearbeitung und gute Entwicklungsgeschwindigkeit | Kundenspezifische Projekte mittlerer Komplexität und mäßiger Produktionsumfang |
| Aluminiumform mit Kupfereinsätzen | Projekte, die eine stärkere lokale Prozesskontrolle erfordern | gezieltere Leistungen in sensiblen lokalen Bereichen | Strukturen mit höherem Schwierigkeitsgrad und lokaler Präzisionsempfindlichkeit |
| Edelstahl-Legierung Form | Langfristige, hochintensive Produktionsprogramme | Höhere Haltbarkeit und bessere langfristige Produktionseignung | Große, stabile kundenspezifische Programme mit langer Produktionskontinuität |
Tabelle 3. Vergleich der Formtypen für kundenspezifische Bagasse-Geschirrprojekte
6. Projektzeitsteuerung - vom Konzept bis zur Massenproduktion
Die Kontrolle der Zeitachse ist eine Frage der Beschaffung, nicht nur eine Frage der Fabrik. Bei kundenspezifisch geformten Zellstoffprojekten sind Verzögerungen selten auf eine einzige Phase zurückzuführen. Sie sind in der Regel auf Revisionsschleifen, unvollständige Entwürfe, Musterkorrekturen, Formanpassungen oder Genehmigungslücken zwischen dem Käufer und dem Werk zurückzuführen. Deshalb sollte ein Projekt für kundenspezifisches Bagasse-Geschirr als ein Stufenprogramm mit klaren Ergebnissen verwaltet werden und nicht als ein einfacher Prozess, bei dem nur Aufträge ausgeführt werden.
Für Einkäufer betrifft die Kontrolle der Zeitplanung mehr als nur den Liefertermin. Sie wirkt sich auf die Produkteinführung, die Umstellung der Verpackung, die Erneuerung des Lagerbestands und die Kundenbindung aus. Bei praktischen Exportprojekten sind die Kosten für den Verlust von zwei oder drei Wochen oft viel höher als die Kosten für eine frühzeitige Designkorrektur. Eine langsame Genehmigung zum richtigen Zeitpunkt ist in der Regel billiger als ein schneller Fehler.
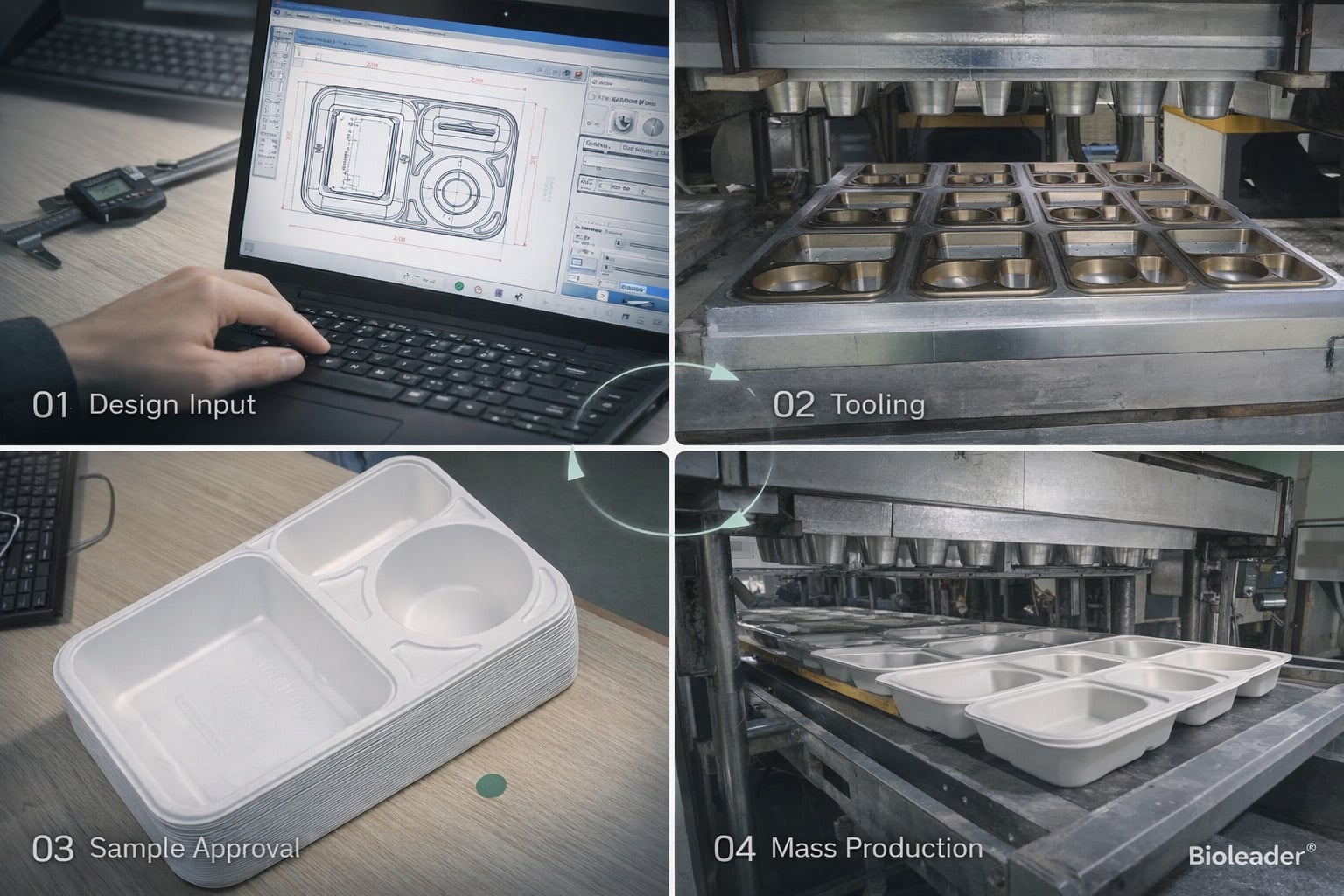
6.1 Die fünf Phasen eines maßgeschneiderten Zellstoffprojekts
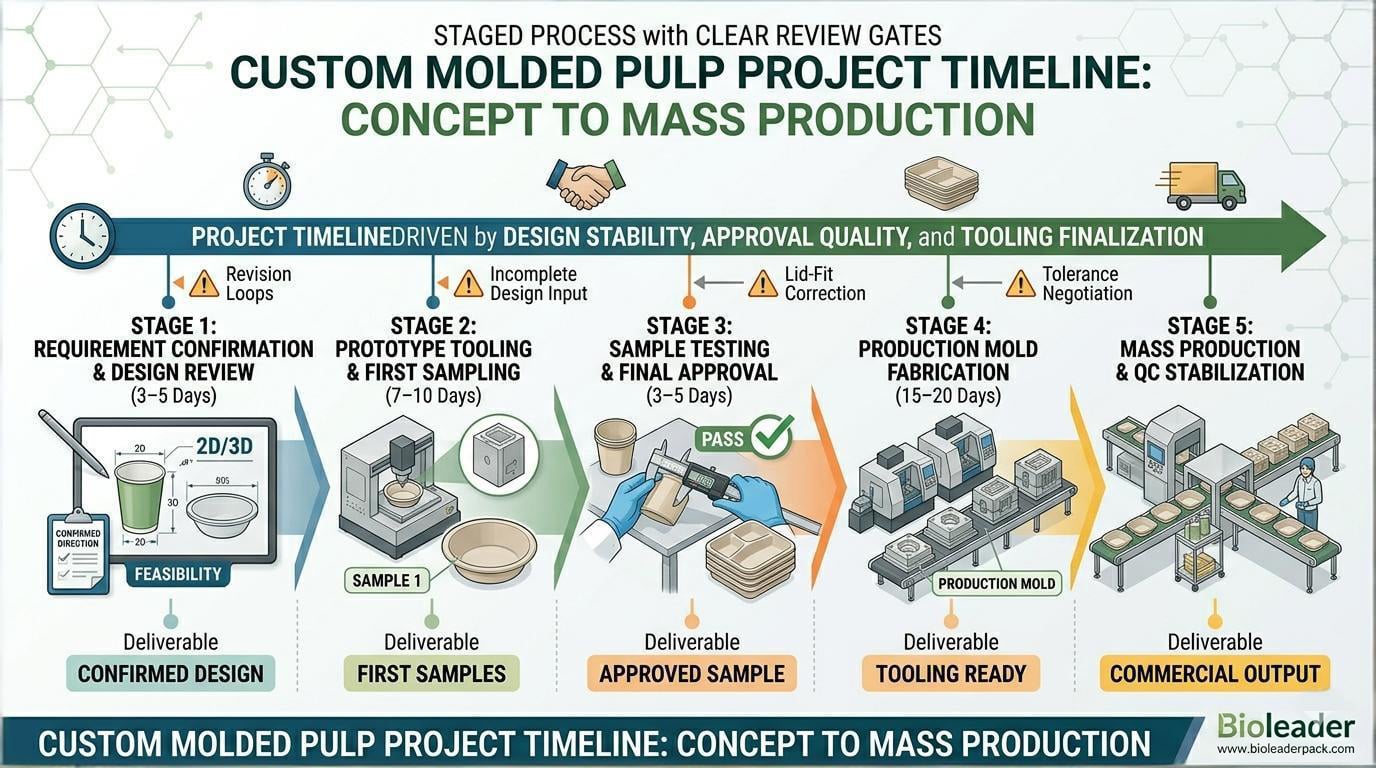
Die meisten maßgeschneiderten Bagasse-Geschirrprogramme folgen fünf Hauptphasen. Zuerst kommt Anforderungsbestätigung und Entwurfsprüfung. Dann kommt Prototypenbau und Erstbemusterung. Danach kommt Musterprüfung und -freigabe. Die vierte Stufe ist Herstellung von Produktionsformen. Die fünfte Stufe ist Einführung der Massenproduktion und Stabilisierung der Qualitätskontrolle.
Auf dem Papier sehen diese Phasen einfach aus. In der Praxis hängt jeder Schritt davon ab, dass der vorherige korrekt abgeschlossen wird. Wenn die Anforderungen unvollständig eingegeben werden, verlangsamt sich die Konstruktionsgenehmigung. Weist das Muster noch ungelöste Abweichungen auf, kann das Produktionswerkzeug nicht sicher verriegelt werden. Wenn das Produktionswerkzeug in Betrieb genommen wird, bevor Passform und Toleranz eingefroren sind, geht die Massenproduktion ein vermeidbares Risiko ein.
6.2 Wo die meisten Verzögerungen bei kundenspezifischen Projekten tatsächlich auftreten
Die häufigsten Verzögerungen treten in der Regel nicht nur bei der Bearbeitung auf. Sie treten auf bei Zeichnungsänderung, unklare dimensionalen Bestätigung, Beispiel-Feedback-Zyklen, Deckel-Fit-Korrekturund späte Toleranzaushandlung. Dies sind keine reinen Werksprobleme. Es handelt sich um Fragen der Koordinierung zwischen kaufmännischen, technischen und Zulassungs-Teams.
Bei Bioleader wird der Zeitplan für das Projekt verwaltet, indem jede Phase mit einem eindeutigen Prüfpunkt verknüpft wird. Wenn der Entwurf nicht stabil ist, sollte das Projekt nicht in die endgültige Werkzeugherstellung übergehen. Wenn das Muster immer noch strukturelle Abweichungen aufweist, sollte das Projekt nicht in die Produktionsabnahme übergehen. Diese Disziplin sorgt dafür, dass die Zeitplanung realistisch und nicht optimistisch ist.
6.3 Warum die Genehmigung von Proben nicht überstürzt werden sollte
Die Genehmigung von Proben ist der wichtigste Prüfpunkt im gesamten Zeitplan. Wenn ein Käufer sich zu früh abmeldet, werden die späteren Phasen teurer. Zögert ein Käufer die Rückmeldung zu lange hinaus, verliert das gesamte Programm an Schwung. Das Ziel ist nicht allein die Geschwindigkeit. Das Ziel ist es, die Musterphase mit einer klaren Ausrichtung auf Abmessungen, Passform, Stapelbarkeit, Aussehen und Funktion abzuschließen.
Aus diesem Grund ist ein guter Zeitplan nicht derjenige mit der kürzesten Probephase. Es ist derjenige mit den wenigsten Wiederholungskorrekturen, nachdem das Werkzeug bereits festgelegt wurde. Bei kundenspezifisch geformtem Zellstoff ist eine stabile Freigabe in der Regel wertvoller als eine schnelle Freigabe.
6.4 Was ein realistischer Zeitplan für ein Projekt normalerweise beinhaltet
Ein praktisches maßgeschneidertes Programm umfasst in der Regel 3 bis 5 Tage zur Anforderungsbestätigung und Entwurfsprüfung, 7 bis 10 Tage für die Herstellung von Prototypwerkzeugen und ersten Mustern, 3 bis 5 Tage für die Kundenprüfung und -freigabe, und um 15 bis 25 Tage für die Herstellung der Produktionsform, sobald der Entwurf eingefroren ist. Die Vorlaufzeit für die Massenproduktion hängt dann vom Auftragsvolumen, der Bereitschaft des Werkzeugs und der Planung der Produktionslinie ab.
Diese Bereiche sind Arbeitsreferenzen, keine festen Zusagen. Komplexe Geometrien, wiederholte Überarbeitungen, mehrteilige Deckelsysteme oder verzögertes Kundenfeedback können den Zyklus verlängern. Als Planungsregel sollten Käufer jedoch davon ausgehen, dass der Projektzeitraum hauptsächlich von folgenden Faktoren bestimmt wird Designstabilität, Qualität der Musterfreigabeund Fertigstellung der Werkzeuge.
| Bühne | Tätigkeit | Typischer Zeitplan | Wichtigstes Ergebnis |
|---|---|---|---|
| Stufe 1 | Anforderungsbestätigung & Entwurfsprüfung | 3-5 Tage | Bestätigung der Designrichtung und der Durchführbarkeit des Projekts |
| Stufe 2 | Prototyp-Werkzeugbau & Erstbemusterung | 7-10 Tage | Erste physische Proben für die technische Überprüfung |
| Stufe 3 | Musterprüfung und endgültige Genehmigung | 3-5 Tage | Genehmigte Probe und eingefrorene technische Anleitung |
| Stufe 4 | Produktion Formenbau | 15-25 Tage | Produktionswerkzeuge für die Markteinführung |
| Stufe 5 | Massenproduktion & QC-Stabilisierung | Basierend auf dem Volumen | Kommerzielle Produktion mit stabiler Produktionskontrolle |
Tabelle 4. Zeitplan des Projekts: Vom Konzept zur Massenproduktion
6.5 Warum die Zeitplan-Disziplin die Leistungsfähigkeit der Lieferanten widerspiegelt
Ein Anbieter, der kundenspezifische Projekte gut verwaltet, sollte in der Lage sein, zu erklären, wie viel Zeit aufgewendet wird, was verkürzt werden kann und was nicht überstürzt werden sollte. Dies ist eines der deutlichsten Signale für echte Anpassungsfähigkeit. Unter Bioleaders kundenspezifischer Arbeitsablauf für geformten Zellstoff, ist die Kontrolle der Zeitachse gebunden an technischer Abschluss, und nicht nur auf Kalenderversprechen. Aus diesem Grund wird der Projektplan um Review Gates herum aufgebaut, nicht um ideale Annahmen.
Für Einkäufer ist dies der richtige Weg, um die Zeitplanung eines Projekts zu verstehen. Der beste Anbieter von Sonderanfertigungen ist nicht derjenige, der in der ersten E-Mail den kürzesten Zeitplan verspricht. Es ist derjenige, der vom Entwurf bis zur Massenproduktion mit weniger Revisionsschleifen, klarere Genehmigungspunkte und eine stabilere Ausführung.
7. MOQ-Logik - Warum kundenspezifische Projekte eine andere Handelsschwelle benötigen
Maßgefertigte Zellstoffprojekte erfordern in der Regel eine höhere Mindestbestellmenge als Lagerware. Dies ist nicht nur eine Frage der Vertriebspolitik. Es ist eine projektwirtschaftliche Frage. Bei maßgefertigtem Bagasse-Geschirr muss die Handelsschwelle Werkzeugkosten, Kosten für Probenahme und Korrektur, Produktionsaufbaukosten, und die für eine stabile Massenproduktion erforderliche zusätzliche Koordination.
Aus diesem Grund sind maßgeschneiderte Projekte in der Regel besser realisierbar, wenn der Käufer über Nachfrage auf Containerebene oder einen stabilen langfristigen Mengenplan. In vielen praktischen Programmen liegt die monatliche Nachfrage im Bereich von 200.000 bis 300.000 Stück, oder die jährliche Nachfrage erreicht eine Million Stück oder mehr, Dies schafft eine realistischere Grundlage für die Verteilung der Investitionen in Werkzeuge und die Kontrolle der Stückkosten. Ohne diese Größenordnung ist eine kundenspezifische Entwicklung wirtschaftlich oft nur schwer zu rechtfertigen.
Dies ist auch der Grund, warum Bioleader die MOQ zusammen mit jährliche Nachfrage, Projektkomplexitätund Tooling-Strategie, anstatt die MOQ als eigenständige Verhandlungsnummer zu behandeln. Ein Projekt kann mit einem Container beginnen, aber die eigentliche Entscheidung sollte darauf basieren, ob das erwartete Volumen groß genug ist, um die Amortisation der Werkzeuge, die Produktionseffizienz und die langfristige Lieferstabilität zu unterstützen.
| MOQ-Treiber | Warum es wichtig ist | Auswirkungen auf die Planung des Käufers |
|---|---|---|
| Abschreibung von Werkzeugen | Die Kosten für die Form müssen auf ein ausreichendes Volumen verteilt werden. | Eine niedrige jährliche Nachfrage schwächt den Geschäftsnutzen von Anpassungen. |
| Kosten für die Einrichtung der Produktion | Sonderanfertigungen erfordern eine Vorbereitung, Anpassung und Kontrolle der Linie. | Kleine Auflagen führen in der Regel zu höheren Stückkosten. |
| Verpackung und Logistik | Die Exportwirtschaft ist auf Containerebene stärker. | Die containerbasierte Planung ist effizienter als eine fragmentierte Bestellung. |
| Kontinuität des Projekts | Ein stabiles Wiederholungsvolumen unterstützt eine bessere Werkzeugauslastung und Kostenkontrolle. | Die jährliche Volumenplanung ist wichtiger als eine einmalige Anfrage. |
Tabelle 5. Schlüsselfaktoren für MOQ in kundenspezifischen Zellstoffprojekten
8. Vom genehmigten Muster zur stabilen Massenproduktion
Ein genehmigtes Muster ist nicht das Ende der Entwicklung. Es ist der Beginn der Produktionskontrolle. Bei kundenspezifischen Zellstoffprojekten treten viele Probleme nicht in der ersten Musterphase auf. Sie treten auf, wenn das Projekt in die tatsächliche Produktionsgeschwindigkeit, die Werkzeugherstellung, die Wiederholungsläufe und die Exportverpackung übergeht. Deshalb muss auf die Musterfreigabe ein kontrollierter Übergang zur Massenproduktion folgen.
Für die Käufer ist dies einer der wichtigsten Risikopunkte des gesamten Projekts. Ein Muster mag in Bezug auf die Abmessungen und das Aussehen korrekt aussehen, aber die eigentliche Frage ist, ob das gleiche Ergebnis in allen Bereichen beibehalten werden kann. mehrere Produktionschargen, verschiedene Schichten, höhere Ausgangslautstärkeund Verpackung auf Sendungsebene. Wenn nicht, ist das Projekt noch nicht produktionsfähig.
 |  |
8.1 Warum die Musterzulassung keine Garantie für die Stabilität der Massenproduktion ist
Ein erstes zugelassenes Muster wird in der Regel unter kontrollierteren Bedingungen hergestellt als ein vollständiger kommerzieller Lauf. Das Produktionsvolumen ist geringer. Der Prozessfokus ist enger gefasst. Die Aufmerksamkeit für Korrekturen ist höher. Sobald das Projekt in die normale Produktion übergeht, ändert sich das Betriebsumfeld. Zu diesem Zeitpunkt, Maßabweichung, Passgenauigkeit der Deckel, Schachtelinkonsistenz, Kantenrauhigkeit, oder Erscheinungsbildschwankung erscheinen können.
Aus diesem Grund betrachten starke Lieferanten die Musterfreigabe nicht als endgültigen Beweis für die Produktionsreife. Sie betrachten sie als einen Referenzpunkt, der noch anhand der Stabilität der Werkzeuge, der Wiederholbarkeit des Prozesses und der Produktionsbedingungen validiert werden muss. Aus der Sicht von Bioleader sind die zuverlässigsten kundenspezifischen Projekte diejenigen, bei denen der Musterphase eine klare Produktionskontrolllogik folgt, nicht eine blinde Skalierung.
8.2 Testlauf und Überprüfung der ersten Produktionscharge
Ein Probelauf ist ein Kontrollschritt, keine Formalität. Sie soll bestätigen, ob die genehmigte Struktur unter realen Produktionsbedingungen reproduziert werden kann. In dieser Phase sollten Abmessungen, Passform, Stapelbarkeit, Packverhalten und visuelle Konsistenz überprüft werden, bevor das Projekt für die routinemäßige Massenproduktion freigegeben wird.
Für kundenspezifische Bagasse-Lebensmittelbehälter oder andere Arten von Geschirr, sollte die erste Produktionscharge mit dem genehmigten Muster oder dem goldenen Muster verglichen werden. Dieser Vergleich sollte sich nicht nur auf das Aussehen konzentrieren. Es sollte auch geprüft werden, ob das Produkt unter den Produktionsbedingungen noch die gleiche strukturelle Logik aufweist. Wenn sich das zugelassene Muster gut stapeln lässt, die erste Charge aber schlecht verschachtelt ist, ist das kein kleines Problem. Es ist ein frühzeitiges Warnsignal für eine Fehlanpassung in der Produktion.
8.3 Konsistenz der goldenen Probe gegenüber der Produktionsprobe
Die goldene Probe ist die Kontrollreferenz. Die Massenproduktion sollte sich daran messen lassen. Dazu gehören die Abmessungen, die Passform des Deckels, die Haptik der Wände, die Kantenverarbeitung, die Stapellogik und alle vereinbarten funktionalen Anforderungen. Ohne einen festen Vergleichsstandard wird die Überprüfung der Produktion subjektiv und ist schwer zu rechtfertigen.
Bioleader verwendet die Logik des goldenen Musters, um die Mehrdeutigkeit in benutzerdefinierten Projekten zu reduzieren. Das ist wichtig, weil die Produktionsunterschiede anfangs oft gering sind. Aber kleine Abweichungen können, wenn sie frühzeitig ignoriert werden, später zu Problemen auf Sendungsebene werden. Ein stabiles Projekt entsteht in der Regel dadurch, dass Abweichungen in der ersten Produktionsphase korrigiert werden, und nicht dadurch, dass sie nach dem Auftreten von Beschwerden erklärt werden.
8.4 Typische Produktionsabweichungen in der Frühphase
Die häufigsten Abweichungen in der Frühphase der Produktion sind Maßabweichung, Deckelfehlanpassung, Randinkonsistenz, Stapelinstabilität, unebenes Oberflächenbildund Verpackungsvariante. Diese Probleme treten häufig auf, weil das Projekt von der technischen Genehmigung in den Produktionsrhythmus übergeht. Das Ziel ist nicht, so zu tun, als ob sie nie auftreten würden. Das Ziel ist, sie zu erkennen und zu korrigieren, bevor sie zu kommerziellen Mängeln werden.
Aus diesem Grund schenken starke Auftragsfertiger den ersten Produktionszyklen große Aufmerksamkeit. Bei Bioleader wird diese Phase als Produktionsvalidierungsphase und nicht als Routineauftragsschritt behandelt. Hier beweist die Fabrik, ob das genehmigte kundenspezifische Konzept zu einem reproduzierbaren kommerziellen Produkt werden kann.
| Bühne | Hauptrisiko | Typische Abweichung | Kontrollmethode |
|---|---|---|---|
| Zugelassene Probe | Angenommen, das Projekt ist bereits produktionsreif | Ungeprüfte Wiederholbarkeit | Verwenden Sie die Probe als Referenz, nicht als endgültigen Nachweis der Stabilität |
| Testlauf | Diskrepanz zwischen genehmigtem Konzept und Produktionsbedingungen | Änderung der Passform, Änderung der Verschachtelung, Verschiebung des Aussehens | Überprüfung anhand des goldenen Musters vor der vollständigen Freigabe |
| Erste Produktionscharge | Kleine Abweichungen, die sich zu Inkonsistenzen auf Chargenebene ausweiten | Maßabweichung, falscher Deckel, uneinheitlicher Rand | Kontrollpunkte sperren und Abweichungen frühzeitig überprüfen |
| Massenproduktion | Output-Skala verbirgt frühe strukturelle Instabilität | Unterschiedliche Verpackung, instabile Stapelbarkeit, uneinheitliches Erscheinungsbild | Aufrechterhaltung der Überprüfung auf Chargenebene und der Produktionsdisziplin |
Tabelle 6. Vergleich des Risikos der Musterzulassung mit dem der Massenproduktion
9. Qualitätssicherung und technische Kontrollpunkte
Qualität Kontrolle bei kundenspezifisch geformtem Zellstoff ist in den Prozess integriert und wird nicht erst am Ende hinzugefügt. Ein fertiges Produkt kann nur dann stabil sein, wenn die kritischen Kontrollpunkte bereits beim Formen, Trocknen, Heißpressen, Beschneiden, Schachteln und Verpacken beherrscht werden. Bei maßgefertigtem Bagasse-Geschirr ist dies sogar noch wichtiger, da es sich bei dem Produkt nicht um ein Lagerformat handelt. Es trägt projektspezifische Geometrie, Passformlogik und Kundenerwartungen in sich.
Aus diesem Grund muss sich die Qualitätssicherung bei kundenspezifischen Projekten auf Folgendes konzentrieren Wiederholbarkeit, und nicht nur auf die visuelle Akzeptanz. Ein Produkt kann bei einer stichprobenartigen Inspektion akzeptabel aussehen und dennoch in Bezug auf Passform, Stapelung, Felgenstabilität oder Maßhaltigkeit versagen, wenn die Charge verpackt und versandt wird. Starke kundenspezifische Fähigkeiten bedeuten, die Variablen zu kontrollieren, bevor sie zu sichtbaren Mängeln werden.
 |  |
9.1 Kontrollpunkte während des Prozesses
Die wichtigsten Kontrollpunkte sind nicht auf die Endkontrolle beschränkt. Sie beginnen bereits während der Produktion. Das Werk sollte den Zustand der Formgebung, die Feuchtigkeitsentfernung, das Verhalten beim Heißpressen, die Kantenqualität nach dem Beschnitt, die Nesting-Stabilität und die Gleichmäßigkeit der Verpackung überwachen. Jede Stufe wirkt sich auf das fertige Teil aus. Wenn der Prozess frühzeitig außer Kontrolle gerät, kann die Endkontrolle das Problem erst entdecken, wenn der Wert bereits verloren gegangen ist.
 |  |
Unter Bioleader, Die kundenspezifische Produktionskontrolle konzentriert sich darauf, die genehmigte Struktur über den gesamten Prozessweg stabil zu halten. Das bedeutet, dass nicht nur geprüft wird, ob das Teil hergestellt wird, sondern auch, ob es auf die gleiche Weise und mit dem gleichen funktionalen Ergebnis über den gesamten Produktionslauf hinweg hergestellt wird.
9.2 Kritische Abmessungen und Passformkontrolle
Abmessungen und Passform sind die erste Linie der technischen Kontrolle. Bei vielen kundenspezifischen Produkten sind die empfindlichsten Punkte die Größe der Öffnung, die Tiefe, das Randprofil, der Eingriff des Deckels und die Stapelgeometrie. Wenn sich diese Punkte außerhalb des vereinbarten Bereichs bewegen, kann das Produkt zwar noch akzeptabel aussehen, aber bei der Verwendung, Verpackung oder Kundenakzeptanz versagen.
Aus diesem Grund sollten kritische Maße vor der Produktion festgelegt und während des Laufs überprüft werden. Je individueller die Struktur ist, desto weniger Spielraum gibt es für vage Toleranzannahmen. Bei vielen kundenspezifischen Projekten führt eine kleine Maßänderung im Rand- oder Deckelbereich zu einem viel größeren funktionalen Problem in der Marktphase.
9.3 Erforderliche funktionale Validierung
Einige kundenspezifische Projekte erfordern mehr als nur die Genehmigung der Abmessungen. Sie können auch Folgendes erfordern Fettbeständigkeit, Deckelrückhaltung, Stapelstabilität, oder andere anwendungsspezifische Prüfungen. Diese sollten als Teil der projektspezifischen Validierung überprüft werden, nicht als allgemeingültige Annahmen. Ein Produkt, das für trockene Backwaren bestimmt ist, benötigt nicht dieselbe Funktionskontrolle wie ein Produkt, das für warme Speisen zum Mitnehmen oder ölige Fertiggerichte bestimmt ist.
Dies ist einer der Gründe, warum Bioleader behandelt die kundenspezifische Entwicklung und die Produktionskontrolle als ein verbundenes System. Die Fabrik muss nicht nur die Form reproduzieren. Sie muss auch den genehmigten Gebrauchszustand reproduzieren.
9.4 Logik der Verpackung und Versandqualität
 |  |
Die Qualität der Sendungen beginnt bereits vor dem Beladen des Containers. Wenn die Verschachtelung instabil ist, wenn die Kartonverpackung uneinheitlich ist oder wenn das Erscheinungsbild der Einheiten über die gesamte Auflage hinweg schwankt, ist das Exportergebnis schwieriger zu kontrollieren. Bei Sonderanfertigungen ist die Verpackungsqualität besonders wichtig, da die kommerziellen Erwartungen an das Projekt oft strenger sind als bei Artikeln, die auf Lager sind.
Die Einkäufer sollten daher die Überprüfung der Verpackung als Teil der technischen Qualität und nicht nur als Lagerabwicklung betrachten. Bei kundenspezifisch geformtem Zellstoff kann eine schlechte Verschachtelung oder ungleichmäßige Verpackung die Wirtschaftlichkeit des gesamten Projekts beeinträchtigen, indem sie die Ineffizienz der Fracht erhöht, die Konsistenz der Kartons verringert und die Wahrnehmung des Kunden bei der Ankunft beeinträchtigt.
| Kontrollpunkt | Was kontrolliert werden muss | Warum es wichtig ist |
|---|---|---|
| Umformen und Pressen | Grundformbildung, Wandbeschaffenheit, strukturelle Stabilität | Frühe Prozessabweichungen führen zu späteren Chargeninkonsistenzen |
| Kritische Dimensionen | Öffnungsgröße, Tiefe, Felgengeometrie, Passpunkte | Kleine Dimensionsverschiebungen können große funktionale Probleme verursachen |
| Logik des Deckels und der Stapelung | Einrasten des Deckels, Verschachtelung, Entstapelung, Stapelstabilität | Wirkt sich direkt auf die Nutzungsleistung und die Verpackungseffizienz aus |
| Konsistenz des Erscheinungsbildes | Kantenbearbeitung, Gleichmäßigkeit der Oberfläche, allgemeine visuelle Stabilität | Beeinflusst die Kundenakzeptanz und die kommerzielle Präsentation |
| Verpackung und Versandbereitschaft | Kartonbeschaffenheit, Packungsdichte, Transporteignung | Schutz der Exportwirtschaft und der Ankunftsqualität |
Tabelle 7. Wichtigste QS-Prüfpunkte bei der Herstellung von kundenspezifischem Bagasse-Geschirr
10. Häufige Fehler von Käufern bei kundenspezifischen Zellstoffprojekten
Die meisten Fehlschläge bei kundenspezifischen Projekten beginnen nicht in der Produktion. Sie beginnen mit frühen Annahmen. Bei der Entwicklung von kundenspezifischem Bagasse-Geschirr konzentrieren sich Einkäufer oft auf den Preis der Form, das Aussehen des Musters oder den angestrebten Liefertermin, vernachlässigen aber die technischen Bedingungen, die darüber entscheiden, ob das Projekt reibungslos in die Praxis umgesetzt werden kann. Das Ergebnis ist nicht immer ein dramatischer Misserfolg. Häufiger sind Verzögerungen, wiederholte Überarbeitungen, instabile Passform oder ein Produkt, das teurer wird als erwartet.
10.1 Übermittlung nur visueller Referenzen ohne technische Details
Ein Foto, eine Skizze oder ein Marktreferenzartikel sind hilfreich, reichen aber selten allein aus. Ohne Abmessungen, Tiefenlogik, Deckelanforderungen, Verwendungshinweise oder jährliche Volumenerwartungen muss der Hersteller Annahmen treffen. Eine auf Annahmen basierende Entwicklung ist langsamer und risikoreicher als eine datengesteuerte Entwicklung.
10.2 Freigabe von Proben ohne Erörterung der Toleranz
Viele Einkäufer genehmigen ein Muster, weil es akzeptabel aussieht, aber sie definieren nicht, welcher Abmessungsbereich in der Produktion noch akzeptabel ist. Das wird später zu einem Problem. Bei kundenspezifisch geformtem Zellstoff können kleine Verschiebungen in der Randgröße, der Tiefe oder der Deckelpasszone zu viel größeren kommerziellen Problemen beim Verpacken, Stapeln oder bei der Endnutzung führen.
10.3 Konzentration auf die Werkzeugkosten, nicht auf die Werkzeugstrategie
Die billigste Form ist nicht immer die wirtschaftlichste Form. Ein Werkzeug, das anfangs billiger aussieht, kann zu mehr Korrekturrunden, einer schlechteren Wiederholbarkeit oder einer weniger stabilen Produktion führen. Die Auswahl der Werkzeuge sollte nach der Projektlogik erfolgen, nicht allein nach dem Angebot.
10.4 Unterschätzung des Zeitbedarfs für Revisionszyklen
Kundenspezifische Projekte gehen selten von der ersten Zeichnung direkt in die perfekte Produktion über. Musterrückmeldungen, Geometrieanpassungen, Deckelkorrekturen und Toleranzanpassungen benötigen allesamt Zeit. Einkäufer, die nur für den “Best-Case-Zeitplan” planen, erzeugen in der Regel genau in der falschen Phase Druck.
10.5 MOQ nur als Verhandlungsnummer behandeln
Die Mindestbestellmenge für kundenspezifisch geformten Zellstoff ist nicht nur eine Verkaufsschwelle. Sie spiegelt die Amortisation von Werkzeugen, die Einrichtungskosten, die Produktionseffizienz und die Exportwirtschaft wider. Ein Einkäufer, der die MOQ verhandelt, ohne die jährliche Nachfrage und den Gesamtwert des Projekts zu berücksichtigen, kann auf dem Papier eine niedrigere Zahl erhalten, aber in der Praxis den Geschäftsvorteil verlieren.
10.6 Annahme der Musterfreigabe gleich Produktionsreife
Dies ist einer der häufigsten und teuersten Fehler. Eine Probe kann die Richtung bestätigen. Sie beweist nicht automatisch die Wiederholbarkeit der Charge, die Stabilität der Verpackung oder die Konsistenz auf Sendungsebene. Die Produktionsbereitschaft muss überprüft und nicht vorausgesetzt werden.
11. Evidence Pack / Data Pack Framework
Ein Artikel über kundenspezifische Verpackungen auf White-Paper-Niveau braucht eine Evidenzstruktur, nicht nur starke Formulierungen. Im Jahr 2026 entsteht Autorität dadurch, dass aufgezeigt wird, was auf Vorschriften, was auf technischer Logik und was auf tatsächlicher Produktionserfahrung beruht. Ohne diese Trennung können selbst technisch korrekte Inhalte vage oder übertrieben klingen.
11.1 Was sollte durch öffentliche Nachweise oder Nachweise Dritter belegt werden?
Punkte wie gesetzliche Anforderungen, Zertifizierungslogik, grundlegende Materialklassifizierungen und allgemeine Zellstoff-Formteilverfahren Der Hintergrund sollte nach Möglichkeit mit öffentlichen Quellen oder Drittquellen verknüpft werden. Dadurch erhält der Artikel eine externe Referenzbasis und verringert das Risiko, selbstdefiniert zu klingen.
11.2 Was ist unter interner Produktionsbeobachtung zu verstehen?
Einige der wertvollsten Inhalte bei der Entwicklung von kundenspezifisch geformtem Zellstoff stammen aus der Erfahrung in der Fabrik. Dazu gehören Musterabweichungen, das Verhalten von Werkzeugkorrekturen, Probleme mit der Konsistenz auf Chargenebene und der Zeitplan für das Projekt. Diese Punkte sind sehr nützlich, aber sie sollten ehrlich dargestellt werden als interne Produktionsüberwachung oder projektbegleitende Erfahrung, nicht als allgemeines Industriegesetz.
11.3 Was niemals ohne projektspezifische Nachweise behauptet werden sollte
Bestimmte Aussagen sind zu absolut, um sie ohne klare Beweise zu verwenden. Dazu gehören “garantierte Nullabweichung”, “feste Formenlebensdauer für jedes Projekt”, “universelle Mindestbestellmenge für alle kundenspezifischen Artikel” oder “exakter Zeitplan für die Massenproduktion unabhängig von der Revisionsstufe”.” Starke B2B-Autorität entsteht durch definierte Grenzen, nicht durch übertriebene Gewissheit.
Für Bioleader besteht der beste Weg, Vertrauen zu schaffen, darin, klar zwischen der öffentlichen Logik der Einhaltung von Vorschriften, dem technischen Urteilsvermögen und der internen Erfahrung mit kundenspezifischen Projekten zu unterscheiden. Das macht die Inhalte für Käufer vertretbarer und für Suchmaschinen und KI-Systeme glaubwürdiger.
12. Abschließende Empfehlungen für Einkäufer
Das richtige Projekt für individuell geformten Zellstoff beginnt mit der Machbarkeit, nicht mit der Begeisterung. Einkäufer sollten sich zunächst vergewissern, ob das Konzept herstellbar ist, ob das jährliche Volumen die Wirtschaftlichkeit der Werkzeugherstellung unterstützt und ob das Projekt die Musterfreigabe ohne ungelöstes Toleranzrisiko durchlaufen kann. Dies ist die Grundlage für ein stabiles kundenspezifisches Programm.
Zweitens: Behandlung Tooling-Strategie eine kommerzielle Entscheidung, nicht nur eine technische Wahl. Die Art des Werkzeugs wirkt sich auf die Vorlaufzeit, die Revisionsflexibilität, die Produktionsstabilität und die langfristige Wirtschaftlichkeit aus. Drittens: Betrachten Sie ein genehmigtes Muster nicht als das Ende des Prozesses. Verwenden Sie es als Grundlage für ein goldenes Muster und eine Kontrolllogik von der Pilot- zur Serienproduktion. Viertens: Planen Sie die MOQ auf der Grundlage der jährlichen Nachfrage und der Effizienz des Angebots auf Containerebene, nicht nur der Menge erster Ordnung. Fünftens: Halten Sie Zeitpuffer für Revisionen und technische Abschlüsse ein. Bei kundenspezifisch geformtem Zellstoff ist kontrollierter Fortschritt in der Regel profitabler als erzwungene Geschwindigkeit.
Aus der Sicht von Bioleader sind die stärksten Projekte für maßgeschneidertes Bagasse-Geschirr diejenigen, die sich an Entwurfsabsicht, Werkzeugweg, Mustervalidierung, MOQ-Logik und Produktionsdisziplin bevor der Auftrag das volle Volumen erreicht. Das ist es, was eine Anfrage für eine kundenspezifische Verpackung in ein kommerziell stabiles Langzeitprogramm verwandelt.
13. FAQ
13.1 Kann ich Bagasse-Geschirr auf der Grundlage meiner Zeichnung oder eines Musters individuell gestalten?
Ja. Ein kundenspezifisches Projekt kann auf der Grundlage einer 2D-Zeichnung, einer 3D-Zeichnung, eines Musters oder eines Referenzartikels beginnen. Das Werk benötigt jedoch genügend technische Informationen, um die Geometrie, die Toleranzen, die Logik des Deckels und die Machbarkeit der Produktion zu bewerten, bevor die Werkzeugherstellung bestätigt wird.
13.2 Was ist der Unterschied zwischen einer Musterform und einer Produktionsform?
Eine Musterform wird hauptsächlich zur Bestätigung der Struktur und zur frühen technischen Überprüfung verwendet. Eine Produktionsform ist für die Wiederholbarkeit, den Volumenausstoß und die Stabilität über längere Zeiträume gedacht. Die beiden Formen dienen unterschiedlichen Zwecken und sollten nicht als austauschbar betrachtet werden.
13.3 Wie wirken sich der Formentyp und das Werkzeugmaterial auf Kosten und Vorlaufzeit aus?
Das Material der Werkzeuge wirkt sich auf die Bearbeitungsgeschwindigkeit, die Haltbarkeit, das Präzisionsverhalten und die Produktionstauglichkeit aus. Aluminium ist oft für eine schnellere Entwicklung und viele mittelgroße Projekte geeignet. Werkzeuge aus rostfreien Stahllegierungen eignen sich in der Regel besser für Programme mit langen Laufzeiten und hoher Bearbeitungsintensität. Die richtige Wahl hängt von der Projektkomplexität und dem erwarteten Volumen ab.
13.4 Warum ist das MOQ für kundenspezifisch geformte Zellstoffprodukte höher als für Lagerartikel?
Denn bei kundenspezifischen Projekten müssen Werkzeugkosten, Einrichtungskosten, Korrekturkosten und Produktionskoordination übernommen werden. Bei vielen kommerziellen Programmen ist eine Nachfrage auf Containerniveau oder ein stabiles Jahresvolumen erforderlich, um diese Kosten effizient zu verteilen.
13.5 Garantiert die Musterfreigabe eine gleichbleibende Massenproduktion?
Nein. Ein genehmigtes Muster bestätigt die Richtung. Sie garantiert nicht automatisch die Wiederholbarkeit von Chargen, die Stabilität der Verpackung oder die Konsistenz auf Sendungsebene. Die Produktionsstabilität muss noch durch eine Pilotprüfung und eine frühe Chargenkontrolle überprüft werden.
13.6 Welche technischen Details sollten vor dem Öffnen einer Form bestätigt werden?
Zumindest sollte das Projekt die Abmessungen, die Tiefe, den Entformungswinkel, die Wandstärkenlogik, die Kompatibilität der Deckel, das Stapelverhalten, die Toleranzerwartung und die Zielanwendung bestätigen. Bleiben diese Punkte unklar, geht das Projekt mit einem höheren Revisionsrisiko in den Werkzeugbau.
13.7 Wie lange dauert es in der Regel, bis ein individuelles Bagasse-Geschirr-Projekt vom Entwurf bis zur Massenproduktion abgeschlossen ist?
Der Zeitrahmen hängt von der Qualität des Entwurfs, den Revisionszyklen, dem Weg zur Werkzeugherstellung und der Geschwindigkeit der Genehmigung ab. Bei vielen praktischen Projekten dauern die Bestätigung der Anforderungen und die Überprüfung des Entwurfs mehrere Tage, die Herstellung von Prototypen und Erstmustern etwa ein bis zwei Wochen, und die Herstellung von Produktionswerkzeugen kann weitere zwei bis drei Wochen dauern, sobald die Struktur eingefroren ist.
Nächster Schritt für kundenspezifische Projekte
Unabhängig davon, ob Sie bereits eine Zeichnung, ein physisches Muster oder nur ein frühes Konzept haben, sollte der nächste Schritt eine Machbarkeitsprüfung sein - keine blinde Formöffnung.
Für Einkäufer mit Zeichnungen oder Mustern
Laden Sie Ihre Zeichnung, Größendetails oder physische Musterreferenz hoch. Bioleader kann die Herstellbarkeit, die Werkzeugausrichtung, die Dimensionsrisiken und den geschätzten Projektzeitplan prüfen, bevor die Werkzeugentwicklung beginnt.
Für Marken, die ein neues kundenspezifisches Programm planen
Sind Sie noch dabei, MOQ, Formtyp, Entwicklungszeitpunkt oder Jahresvolumen zu bewerten? Beginnen Sie mit dem untenstehenden Formular und Bioleader wird Ihren Projektumfang überprüfen, bevor die Werkzeug- oder Musterarbeiten beginnen.
Bioleader unterstützt kundenspezifische Zellstoffprojekte mit Machbarkeitsprüfung, Werkzeugkoordination, Mustervalidierung und exportorientierter Produktionsplanung.
Übermitteln Sie uns Ihre individuellen Projektdetails
Laden Sie Ihre Zeichnung, Musterbilder oder individuellen Designanforderungen hoch. Je vollständiger die Informationen sind, desto schneller kann Bioleader die Machbarkeit, die Werkzeugausrichtung, die MOQ-Logik und den Projektzeitplan prüfen.
Copyright-Hinweis:
© 2026 Bioleader®. Wenn Sie diesen Inhalt reproduzieren oder referenzieren möchten, müssen Sie den Original-Link angeben und die Quelle nennen. Jedes unerlaubte Kopieren wird als Verstoß betrachtet.