1. Resumen ejecutivo
El desarrollo de vajillas de bagazo a medida es un proceso de ingeniería, no sólo una tarea de aprovisionamiento. En 2026, muchos compradores ya no se conforman con artículos de pasta moldeada en stock más impresión de logotipos. Quieren un proveedor que pueda llevar un proyecto de diseño o muestra física a utillaje, aprobación de muestras y producción en serie estable sin perder precisión dimensional, función estructural ni plazos de entrega.
El verdadero reto de la pasta moldeada a medida no es si se puede fabricar una muestra. Es si el concepto aprobado puede convertirse en programa de producción repetible con un MOQ viable, un coste de utillaje realista, un plazo de entrega controlado y una producción de lotes constante. En la producción de fibra moldeada, la geometría importa. Ángulo de inclinación, grosor de pared, lógica de apilamiento, ajuste de la tapa y compensación de la contracción todo ello influye en que un producto personalizado siga siendo fabricable a escala.
Por este motivo, los vajilla de pulpa moldeada debe gestionarse como un secuencia completa de desarrollo. Las fases críticas incluyen la introducción de requisitos, la revisión de la viabilidad, la confirmación de los planos 2D y 3D, la estrategia de utillaje, el muestreo de prototipos, la revisión técnica, la aprobación de muestras, la validación de pilotos y el lanzamiento de la producción en serie. Los errores cometidos al principio suelen salir más caros una vez iniciado el utillaje.
Para los compradores, la estrategia de aprovisionamiento más sólida no consiste simplemente en solicitar un presupuesto de moldes y esperar a recibir muestras. Es evaluar si el proveedor puede gestionar toda la lógica de desarrollo, desde el concepto hasta la producción. Esta guía sigue esa lógica. Explica cómo las vajillas personalizadas de bagazo de caña de azúcar pasan del diseño o la presentación de muestras al desarrollo de moldes, la aprobación de muestras, la planificación de las cantidades mínimas de producción y la fabricación a escala. También se basa en Experiencia de Bioleader en el desarrollo de pasta moldeada, la coordinación de herramientas y la producción para la exportación en proyectos personalizados de vajilla de bagazo.
2. Por qué es importante el desarrollo a medida en 2026
El desarrollo a medida se ha convertido en una decisión de aprovisionamiento más importante en 2026. Los artículos de fibra moldeada en stock siguen siendo útiles para una reposición rápida y una compra de menor riesgo. Pero no resuelven todas las necesidades de las marcas o los productos. Cada vez más compradores compiten en presentación, control de porciones, ajuste funcional y valor de envasado sostenible, vajilla personalizada de bagazo de caña de azúcar se está convirtiendo en una herramienta comercial práctica, no en una opción de nicho.
Este cambio es más visible cuando la forma del envase, la profundidad de llenado, el ajuste de la tapa, la apilabilidad y la diferenciación visual afectan a la experiencia del cliente o al rendimiento de la entrega de alimentos. Una marca puede necesitar un recipiente más profundo para reducir el riesgo de que se derrame la salsa. Puede necesitar una nueva forma de bandeja que se adapte al diseño de las porciones. Puede necesitar un borde revisado para mejorar la sujeción de la tapa. En estos casos, la personalización no es sólo apariencia. Se trata de convertir el envase en parte del sistema del producto.
2.1 Los artículos de stock no pueden resolver todos los problemas de las marcas o aplicaciones
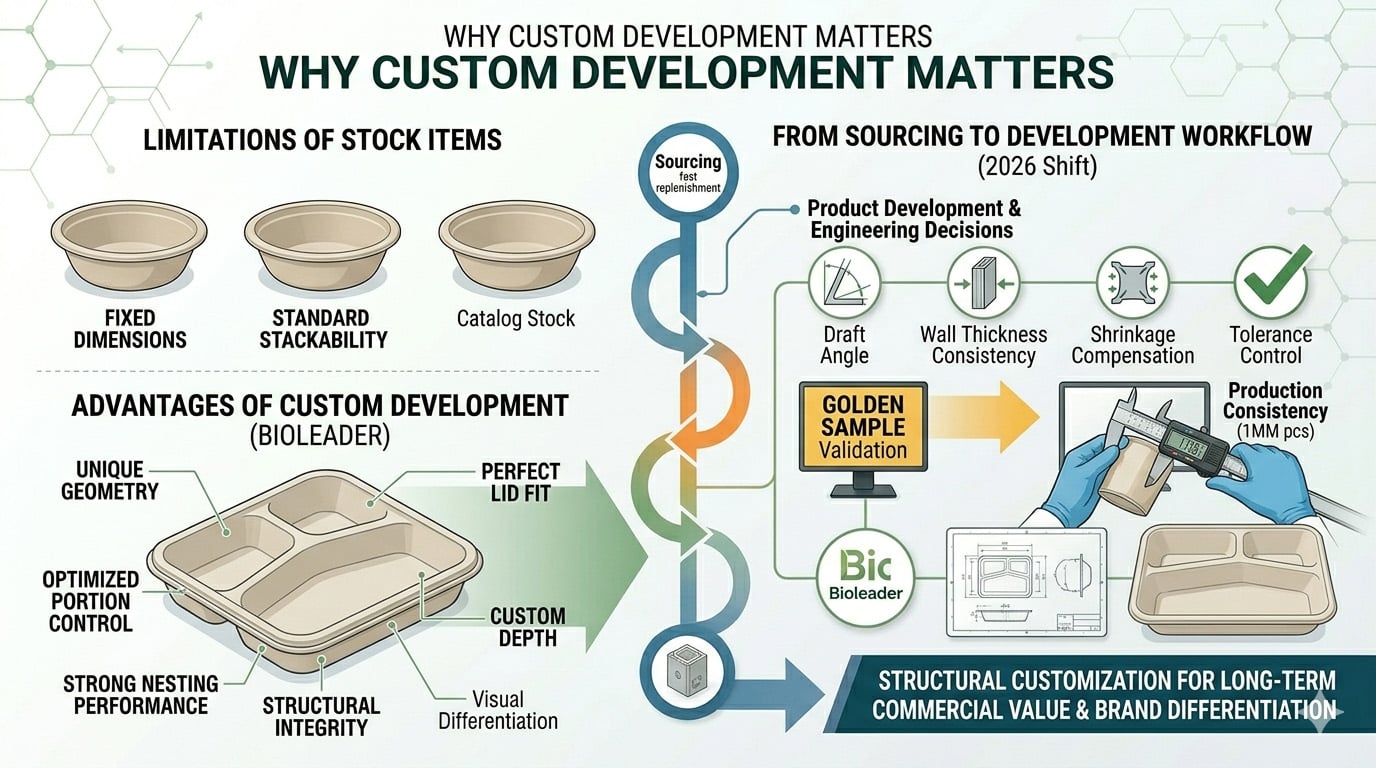
Los artículos de pulpa moldeada en stock reducen el tiempo de aprovisionamiento y el coste de desarrollo. Ésa sigue siendo su ventaja. Pero también imponen límites. Los compradores deben aceptar unas dimensiones fijas, una lógica de estructura fija y unos supuestos de rendimiento estándar. Esto funciona para muchas aplicaciones generales. Pero se vuelve restrictivo cuando el formato del alimento, el método de llenado, los requisitos de la tapa o la presentación de la marca requieren un ajuste más estricto.
Muchos proyectos personalizados comienzan cuando los artículos de catálogo estándar dejan de ajustarse a la necesidad real de la empresa. El desencadenante puede ser una desajuste de la tapa, Por ejemplo, la escasa capacidad de apilamiento, el ajuste ineficiente de las porciones, la mala presentación en los estantes o la necesidad de una estructura más distintiva en un mercado saturado. En ese momento, el proyecto va más allá de la compra normal y entra en desarrollo de productos.
2.2 La personalización ya no se limita a la impresión de logotipos
Un malentendido común es que la personalización sólo significa añadir un logotipo a un artículo existente. En los envases de pasta moldeada, los cambios de mayor valor suelen ser estructurales. Los compradores pueden necesitar una profundidad diferente, una nueva relación de compartimentos, una geometría de pared modificada, un rendimiento de anidado más fuerte, un mejor ajuste de la tapa o un equilibrio diferente entre rigidez y peso. Se trata de decisiones de ingeniería, no sólo de marca.

Por este motivo, la vajilla de bagazo a medida debe tratarse como un flujo de trabajo de desarrollo. El diseño afecta al utillaje. El utillaje influye en el muestreo. El muestreo afecta a la confirmación de la tolerancia. La confirmación de la tolerancia afecta a la posibilidad de que el proyecto pase a una producción estable. Si se gestiona correctamente, el desarrollo a medida no sólo mejora la diferenciación visual, sino también el ajuste del envase, el rendimiento operativo y el valor comercial a largo plazo.
2.3 Por qué fracasan los proyectos a medida sin control de ingeniería
Muchos proyectos de pulpa moldeada a medida no fracasan porque la idea sea débil. Fracasan porque el proyecto entra en el utillaje demasiado pronto. Un comprador puede proporcionar sólo un boceto visual sin las dimensiones clave. Puede que se apruebe una muestra sin discutir la tolerancia. El equipo puede subestimar el efecto de contracción, ángulo de desmoldeo, espesor de pared o apilabilidad en el producto final. A menudo, estas lagunas permanecen ocultas hasta que el coste del utillaje y el plazo de entrega ya están comprometidos.
El desarrollo personalizado en 2026 requiere algo más que una comunicación comercial receptiva. Requiere una revisión de ingeniería, disciplina en los procesos y una puesta en escena realista del proyecto. En Bioleader, Los programas a medida más sólidos suelen comenzar con un análisis claro de la viabilidad, la lógica de las herramientas, las expectativas de las muestras y las condiciones de producción en serie. Esto es lo que convierte una solicitud personalizada en un proyecto comercial controlado en lugar de un ejercicio de ensayo y error.
3. Etapa de entrada del proyecto - Desde el diseño, el dibujo o la muestra hasta la revisión de la viabilidad
Un proyecto de pulpa moldeada a medida debe comenzar con la revisión de la viabilidad, no con el presupuesto del molde. En la fabricación de fibras moldeadas, la geometría afecta directamente al desmoldeo, la distribución del grosor de las paredes, el comportamiento del apilamiento y la repetibilidad dimensional. La investigación estructural reciente sobre la pulpa moldeada también muestra que las variables de geometría como ángulo de calado y espesor afectan materialmente al rendimiento y la fabricabilidad. Por eso la primera pregunta técnica no es “¿Cuánto cuesta el molde?”, sino “¿Se puede producir este diseño a gran escala de forma fiable?"
En Bioleader, los proyectos personalizados entran en una revisión estructurada antes de que se confirme el coste del utillaje. El equipo comprueba si el concepto del cliente es adecuado para producción de pasta moldeada, Si la estructura puede crear riesgos de desmoldeo, contracción, ajuste de la tapa, anidado o estabilidad en la producción en serie. Esta revisión temprana reduce las revisiones innecesarias de los moldes y acorta el camino para obtener muestras viables en programas de exportación reales.

3.1 Qué deben presentar los compradores al inicio del proyecto
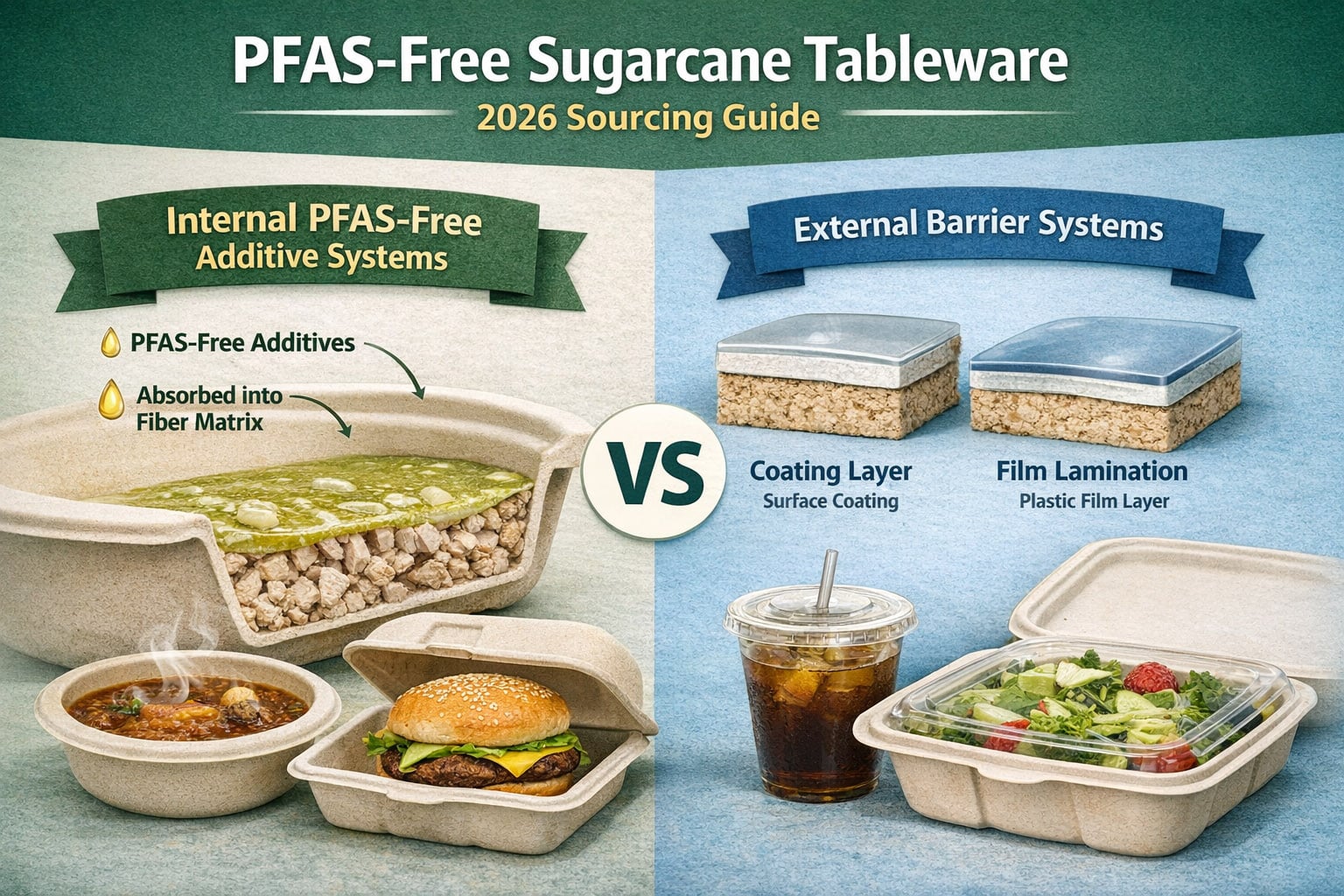
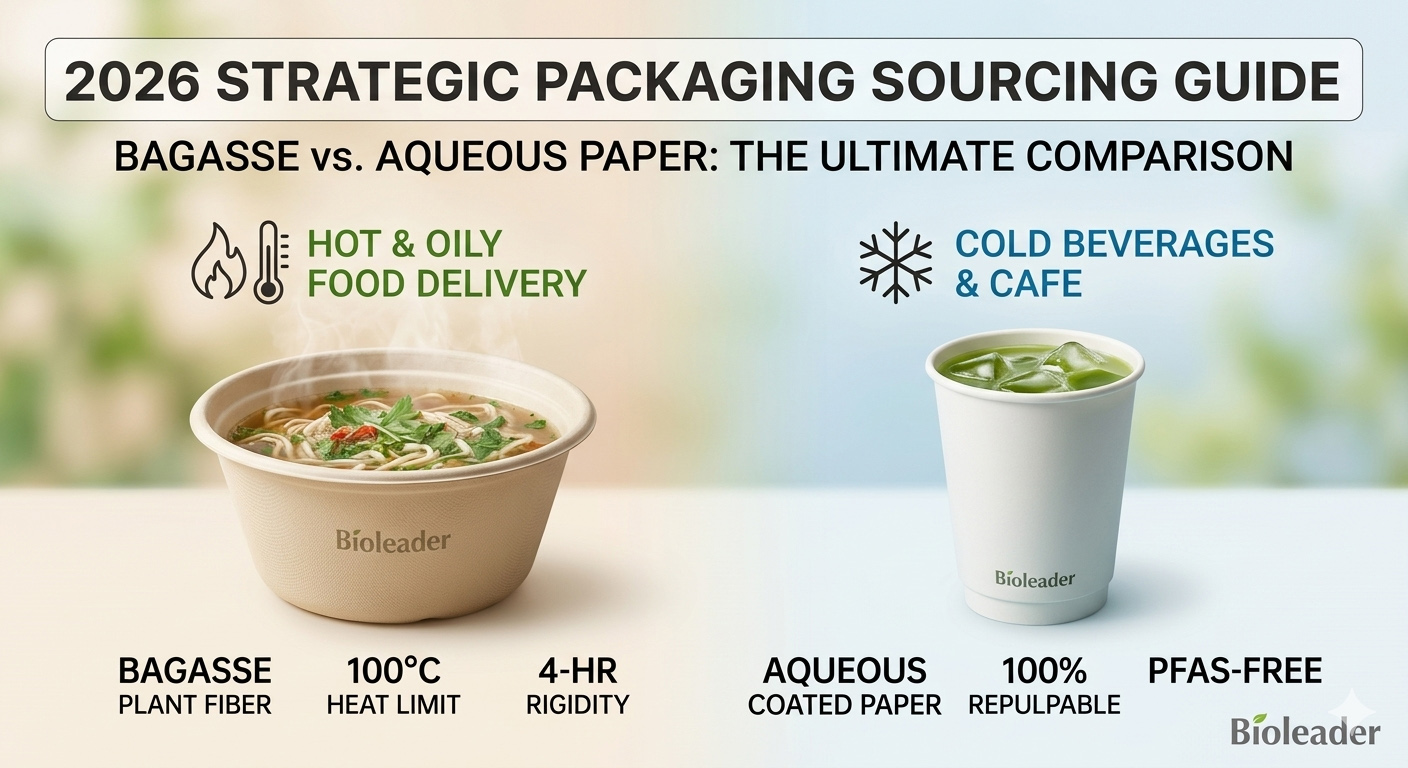
La mejor aportación al proyecto es un Dibujo 3D además de dimensiones clave y notas sobre casos de uso. A Dibujo 2D, a muestra física, o incluso un artículo de referencia en el mercado también pueden funcionar, pero suelen requerir más aclaraciones. Como mínimo, los compradores deben indicar el tipo de producto previsto, las dimensiones objetivo, la profundidad, los requisitos de tapa, las expectativas de envasado, la estimación de la demanda anual y las condiciones de aplicación, como comida caliente, sopa, comidas aceitosas, o PFSin AS requisitos.
Los datos incompletos generan suposiciones costosas. La falta de datos de profundidad puede distorsionar el diseño del molde. La falta de los requisitos de la tapa puede retrasar la confirmación del ajuste. Si faltan detalles sobre el caso de uso, la estructura de la pared o el objetivo de la barrera pueden ser incorrectos. En los proyectos personalizados, la calidad del paquete inicial suele determinar la velocidad de todo el ciclo de desarrollo.
3.2 Por qué las muestras físicas pueden acelerar el desarrollo a medida
A muestra física suele ser el atajo más rápido para la alineación técnica. Ayuda a la fábrica a evaluar la forma de la llanta, la proporción de profundidad, la dirección de anidamiento, la geometría de los bordes y la posible complejidad del utillaje. Para muchos proyectos de OEM y ODM, una muestra física es también la forma más rápida de identificar qué características deben copiarse, cuáles deben modificarse y cuáles no pueden transferirse directamente a la producción de pasta moldeada.
Bioleader utiliza a menudo una revisión basada en muestras para acelerar la primera decisión de ingeniería. Esto es especialmente eficaz cuando un comprador quiere optimizar un concepto existente en lugar de desarrollar una nueva estructura de vajilla desde cero. No sustituye a los planos. Pero puede mejorar significativamente la precisión del primer presupuesto y la dirección del utillaje.
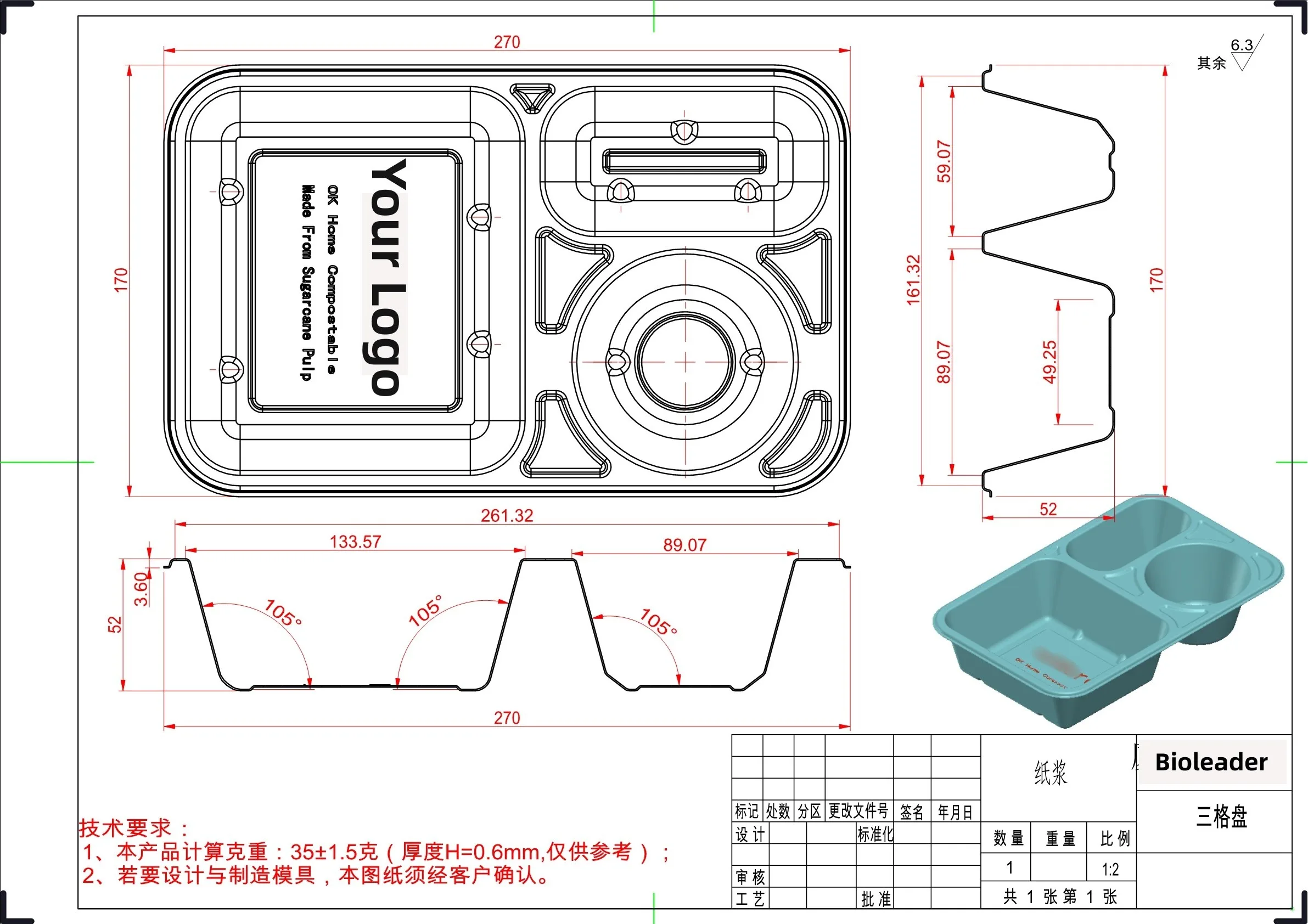
3.3 Por qué la calidad del diseño 3D importa más de lo que esperan la mayoría de los compradores
En la pasta moldeada, un archivo 3D no sólo sirve para aprobar el aspecto. Es un documento de fabricación. La geometría debe permitir el desmoldeo, una distribución estable de las fibras, un control realista del grosor de la pared y una compensación viable de la contracción. La investigación sobre estructuras de pasta moldeada confirma que parámetros geométricos como la altura, el ángulo de desmoldeo y el grosor afectan al comportamiento estructural. En la producción práctica, también afectan a la posibilidad de moldear y repetir un producto a medida de forma consistente.
Por eso, una calidad 3D deficiente crea un riesgo oculto. Un diseño puede parecer atractivo en la pantalla, pero fallar en la lógica del desmoldeo, la transición de la pared local, la precisión del borde o la apilabilidad. Para vajillas de bagazo personalizadas, la calidad del diseño es la calidad de la producción por adelantado.
3.4 Qué debe comprobarse antes de aprobar el utillaje
Antes de iniciar la fabricación del molde, el proveedor debe llevar a cabo una revisión estructurada de la viabilidad. Esta revisión debe comprobar ángulo de calado, lógica del grosor de pared, reducir el riesgo, relación profundidad-apertura, comportamiento de anidación y denidación, compatibilidad de la tapa, y el efecto probable de la contracción en las dimensiones finales. Si estos puntos no están claros, el muestreo puede seguir siendo posible, pero el proyecto entra en una vía de mayor riesgo con más rondas de corrección.
Esta fase crea un valor comercial real. Una buena revisión de la viabilidad reduce el desperdicio de utillaje, acorta los ciclos de revisión de muestras y mejora la preparación para la producción en serie. Para Bioleader, Esta es una de las capacidades personalizadas más importantes: no decir que sí demasiado pronto, sino identificar lo que es fabricable, lo que necesita ajustes y lo que afectará a los plazos, la tolerancia y la complejidad de las herramientas.
| Entrada | Por qué es importante | Detalle común que falta | Impacto en el desarrollo |
|---|---|---|---|
| Dibujo 3D | Admite la revisión del ángulo de desmoldeo, la comprobación del espesor de pared y la viabilidad del utillaje. | Sin lógica seccional, sin notas de tolerancia, geometría irreal. | Mayor riesgo de moho y más ciclos de revisión de muestras. |
| Dibujo 2D | Proporciona las dimensiones básicas y la intención general del producto. | Sin lógica de profundidad, sin detalles de transición estructural. | Requiere más interpretación técnica antes del presupuesto. |
| Muestra física | Acelera la revisión de la forma, el borde, la profundidad y el apilamiento. | Ninguna nota sobre lo que debe copiarse o modificarse. | Puede acelerar la revisión, pero aún necesita aclaraciones. |
| Descripción del caso práctico | Define la lógica de la tapa, el objetivo de la barrera y la demanda estructural. | Ningún tipo de alimento, ninguna expectativa de calor/aceite, ningún requisito del mercado. | Puede provocar una dirección de validación errónea. |
| Estimación de la demanda anual | Ayuda a determinar la ruta de las herramientas, la lógica MOQ y la economía de producción. | Sólo se da el volumen de primer orden, sin previsión anual. | Hace que la estrategia de utillaje sea menos precisa. |
Tabla 1. Información mínima necesaria para una oferta de vajilla de bagazo a medida
4. Diseño y validación técnica
Un buen utillaje no puede salvar un diseño deficiente. En los proyectos de pulpa moldeada, la fase de diseño es ya una fase previa de fabricación. La geometría afecta a la salida del molde, la distribución de las fibras, la estabilidad del grosor de la pared, el comportamiento de contracción, el ajuste de la tapa y la apilabilidad. Las investigaciones recientes sobre pasta moldeada confirman que parámetros estructurales como altura, ángulo de tiro y grosor afectar materialmente al comportamiento de la pieza final.
Para Bioleader, La validación técnica comienza antes de que se apruebe el utillaje. El objetivo es sencillo: confirmar si la estructura propuesta puede pasar del dibujo a la muestra y de la muestra a la producción estable sin crear desviaciones evitables. Aquí es donde muchos proyectos a medida se vuelven controlables o se encarecen.
4.1 Dibujo 2D frente a dibujo 3D
A Dibujo 2D es útil para la comunicación básica. Define el tamaño de la abertura, las dimensiones totales y la disposición general. Pero no basta para una validación completa de la pasta moldeada. A Dibujo 3D es mucho más valioso porque permite revisar el ángulo de los flancos, la lógica de la profundidad, las zonas de transición, la estructura de la llanta y la geometría de anidamiento.
En el desarrollo práctico, el 2D suele bastar para un debate preliminar. Rara vez es suficiente para un juicio final de ingeniería. Un archivo 3D ayuda a la fábrica a revisar si la pieza puede liberarse limpiamente, si la forma es realista para la pulpa moldeada y si la corrección de la contracción puede incorporarse a la estrategia de utillaje. En el caso de las vajillas de bagazo personalizadas, la calidad 3D afecta directamente a la calidad de la producción.
4.2 Ángulo de desmoldeo, espesor de pared y control de la contracción
Ángulo de calado es un factor de desmoldeo. Si el ángulo es demasiado pequeño, aumenta el riesgo de desmoldeo. Si no se ajusta a la profundidad y la geometría, la pieza puede pegarse, deformarse o crear dimensiones inestables. Tanto los estudios sobre pulpa moldeada como la práctica general de diseño de moldes demuestran que la geometría de la pared y el ángulo de desmoldeo afectan a la fabricabilidad.
Grosor de la pared es un factor de estabilidad. Afecta a la rigidez, la distribución de las fibras, el comportamiento de secado y la consistencia entre la muestra y la producción. Un grosor desigual suele crear zonas débiles locales, incoherencias en la superficie o variaciones en el ajuste. En los productos de fibra moldeada, el espesor también está ligado a la categoría del producto y a la ruta del proceso. Las revisiones de la fabricación de pulpa moldeada señalan que los diferentes formatos de pulpa moldeada operan con diferentes rangos de grosor y expectativas estructurales.
Compensación de la contracción es un factor dimensional. Una pieza de pasta moldeada no sale del proceso exactamente del mismo tamaño que el modelo CAD. El conformado, la deshidratación, el prensado en caliente y el secado influyen en el resultado final. Por eso, los proyectos a medida necesitan una planificación realista de las tolerancias dimensionales antes de cortar el primer molde.
4.3 Desviaciones comunes de la etapa de muestreo
En la fase de muestreo es donde los problemas ocultos se hacen visibles por primera vez. Las desviaciones más comunes son desviación por contracción, inconsistencia del espesor de pared, deformación de los bordes, desajuste de la llanta, desviación del ajuste de la tapay escasa apilabilidad. No se trata de problemas estéticos menores. Son señales tempranas de si la estructura está lista para la producción.
Bioleader trata las muestras de la primera ronda como una lectura técnica, no sólo como una oportunidad de aprobación. Si la muestra muestra inestabilidad en los bordes, mala anidación o desviación dimensional, la pregunta correcta no es “¿Puede aceptarla aún el cliente?”. La pregunta correcta es “¿Qué debe corregirse antes de que el producto sea escalable?”. Así es como la retroalimentación en la fase de muestra crea valor en lugar de quejas posteriores.
4.4 Lógica de la muestra dorada
Una muestra no es una muestra dorada por defecto. Una muestra dorada real es una referencia segura. Debe confirmar las dimensiones, la estructura del borde, el ajuste de la tapa, la apilabilidad, el nivel de apariencia y cualquier rendimiento funcional requerido. Sin esa referencia, los argumentos posteriores sobre la desviación de la producción resultan mucho más difíciles de controlar.
Para proyectos a medida, Bioleader La lógica preferida es definir la muestra de oro después de la corrección técnica, no después de la primera pieza de aspecto aceptable. Ese paso es importante porque la producción en serie debe medirse con una referencia fija, no con la memoria o la interpretación del correo electrónico.
| Tipo de desviación | Causa típica | Impacto en el proyecto | Acción recomendada |
|---|---|---|---|
| Deriva de contracción | Compensación insuficiente en la revisión del diseño o las herramientas | Desajuste dimensional, problemas de ajuste de la tapa | Revisar las dimensiones de las herramientas y confirmar la ventana de tolerancia |
| Incongruencia del grosor de la pared | Complejidad geométrica o distribución inestable de la formación | Zonas débiles, incoherencia visual, riesgo estructural | Ajustar la geometría o los objetivos de proceso antes de la aprobación |
| Deformación del borde o de la llanta | Mala lógica de liberación o debilidad estructural local | Desajuste de la tapa, aspecto inestable | Afinar la geometría de la llanta y revisar la ruta de desmoldeo |
| Escasa apilabilidad | Lógica de anidamiento no validada en la fase de diseño | Ineficacia del envasado, problemas de desnaturalización | Vuelva a comprobar el perfil, la conicidad y la dirección de apilamiento |
| Desviación del ajuste de la tapa | Desajuste de tolerancia entre la geometría de la base y la tapa | Fallo funcional en el uso del cliente | Tolerancia de ajuste de la cerradura antes de la aprobación de la producción en serie |
Tabla 2. Desviaciones técnicas habituales en la fase de aprobación de la muestra
5. Estrategia de utillaje - El núcleo de ingeniería de los proyectos a medida
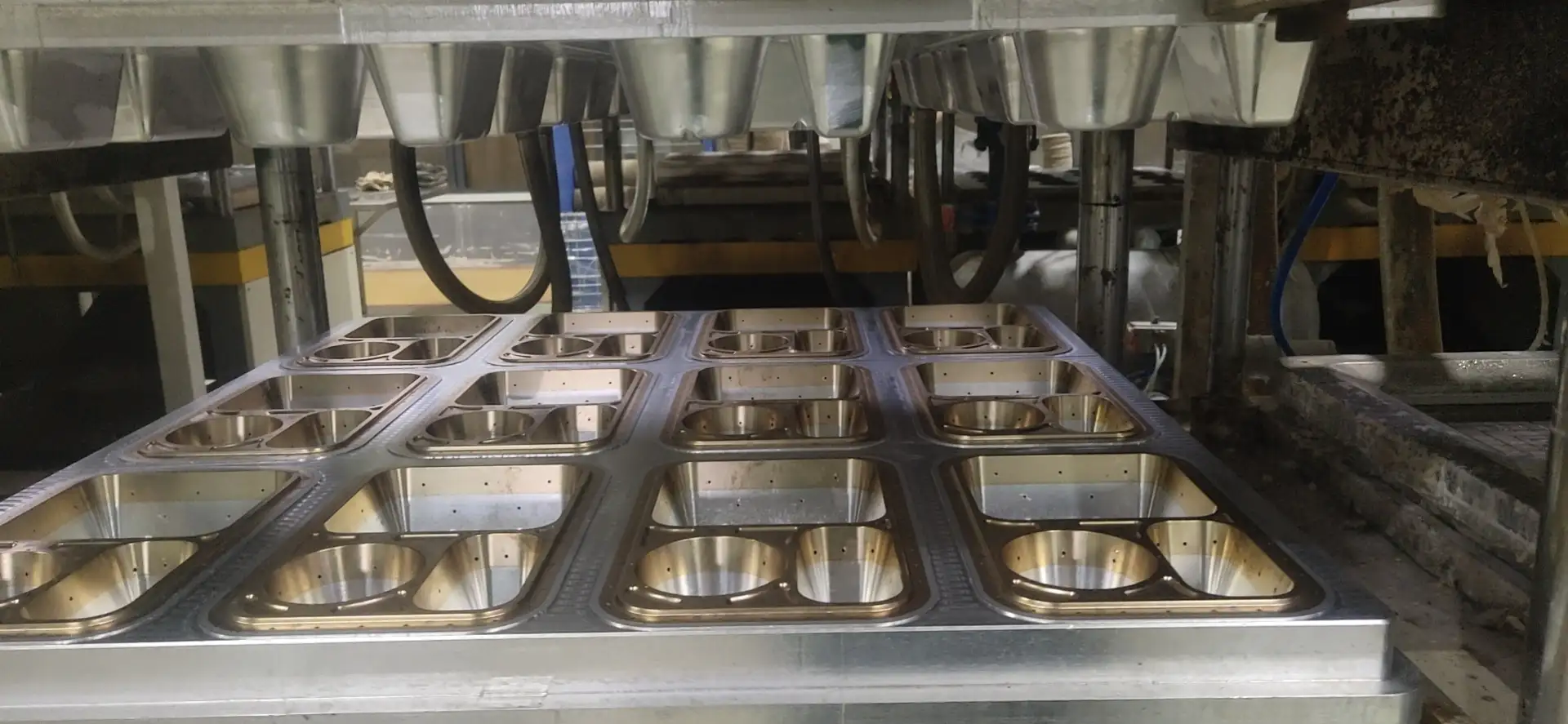
La estrategia de utillaje determina si un proyecto personalizado puede ampliarse económicamente. En el desarrollo de pasta moldeada, el molde no es sólo un elemento de coste. Afecta a la precisión de la geometría, la estabilidad del desmoldeo, la calidad de la superficie, el comportamiento del ciclo, la carga de mantenimiento y la consistencia a largo plazo. Las revisiones de la producción de pasta moldeada señalan que los materiales de molde más comunes incluyen aluminio, acero inoxidabley bronce, La selección está vinculada a las necesidades del proceso y de la aplicación.
Para Bioleader, la estrategia de utillaje forma parte del diseño del proyecto. No es algo que se elija sólo por presupuesto. La ruta correcta del molde depende de la complejidad del producto, la probabilidad de revisión, el volumen objetivo, la sensibilidad a las tolerancias y la intensidad de producción prevista. Por eso, los proyectos personalizados serios deben distinguir claramente entre utillaje para prototipos y utillaje de producción.

5.1 Molde prototipo frente a molde de producción
A molde prototipo se utiliza para confirmar la estructura. Su función es la velocidad, no la resistencia comercial total. Ayuda a verificar las dimensiones, la forma general, la lógica de la llanta y si el producto puede pasar a la fase de corrección y aprobación de muestras. A molde de producción tiene una finalidad distinta. Debe permitir la repetibilidad, la estabilidad de los ciclos, la planificación del mantenimiento y la producción de volúmenes comerciales.
Muchos malentendidos de los compradores empiezan aquí. Una buena muestra del utillaje prototipo no significa que el proyecto esté listo para la producción en serie a largo plazo. El molde de producción debe seleccionarse en función del plan de producción real, no solo en función del resultado de la primera muestra.
5.2 Moldes de aluminio
Moldes de aluminio se utilizan mucho porque son prácticos para la velocidad de desarrollo y los programas de producción habituales. Son más fáciles de mecanizar, admiten ciclos de utillaje relativamente rápidos y funcionan bien para muchos proyectos de prototipos y de mediana escala. Las revisiones de la industria de la pasta moldeada incluyen el aluminio entre los materiales de utillaje más comunes.
Comercialmente, el aluminio es a menudo la elección correcta cuando el proyecto sigue necesitando flexibilidad de revisión o cuando el volumen y la estructura no justifican una ruta de utillaje más pesada. Pero el aluminio no es automáticamente la mejor respuesta para todos los programas personalizados. La decisión debe seguir dependiendo de la complejidad de la geometría, el riesgo de corrección y la carga de producción prevista.
5.3 Moldes de aluminio con insertos de cobre
Moldes de aluminio con insertos de cobre son una opción más especializada. En la práctica, son útiles cuando el comportamiento local de la transferencia de calor o el control de precisión son más delicados. Esta vía no es necesaria para todos los proyectos. Es más pertinente cuando una estructura tiene una mayor complejidad local, zonas más profundas o una sensibilidad de calidad más estricta en zonas específicas.
En Experiencia personalizada de Bioleader, Este tipo de utillaje es más valioso cuando el proyecto necesita un control local más preciso del que puede ofrecer cómodamente una ruta de aluminio estándar. Debe tratarse como una solución de ingeniería específica, no como una mejora por defecto.
5.4 Moldes de aleación de acero inoxidable

Moldes de aleación de acero inoxidable se eligen generalmente por su mayor durabilidad, resistencia a la corrosión y condiciones de producción más exigentes a largo plazo. En la fabricación de pasta moldeada, el acero inoxidable está ampliamente reconocido como un material industrial robusto en el que la humedad, el calor y la tensión mecánica repetida forman parte del entorno del proceso.
Esta vía suele ser más adecuada para programas a medida más grandes y estables, especialmente cuando el comprador espera una larga continuidad de la producción y una menor tolerancia al desgaste de las herramientas o a su sustitución repetida. La inversión inicial es mayor, pero en el programa adecuado puede mejorar la economía a largo plazo al permitir una producción más estable y un periodo de servicio más largo.
5.5 Por qué la elección del molde es una decisión comercial, no sólo técnica
Una estrategia de moldes equivocada puede distorsionar todo el argumento comercial. Una ruta de utillaje que parece más barata en la fase de oferta puede generar más correcciones, una vida útil más corta o una estabilidad de producción más débil más adelante. Una ruta de utillaje más pesado puede parecer cara al principio, pero resultar más económica si el programa anual es amplio y estable.
Por ello, Bioleader evalúa la elección del molde en función de la lógica total del proyecto: demanda anual prevista, probabilidad de revisión de muestras, complejidad de la geometría, sensibilidad a las tolerancias y continuidad de la producción. La pregunta correcta no es sólo “¿Qué molde cuesta menos?”. Es “¿Qué molde ofrece el mejor equilibrio entre velocidad, precisión y eficacia de producción a largo plazo?"
| Tipo de molde | Uso principal | Ventaja principal | Tipo de proyecto más adecuado |
|---|---|---|---|
| Prototipo / Molde de muestra | Confirmación temprana de la estructura y revisión de la fase de muestreo | Iteración más rápida antes de bloquear el utillaje de producción | Nuevos proyectos con ajustes técnicos pendientes |
| Molde de aluminio | Prototipo común y muchos programas de producción estándar | Mecanizado práctico y buena velocidad de desarrollo | Proyectos a medida de complejidad media y escala de producción moderada |
| Molde de aluminio con insertos de cobre | Proyectos que necesitan un mayor control local del proceso | Mejor actuación específica en zonas locales sensibles | Estructuras de mayor dificultad con sensibilidad de precisión local |
| Molde de aleación de acero inoxidable | Programas de producción de larga duración y alta intensidad | Mayor durabilidad y mayor aptitud para la producción a largo plazo | Programas personalizados grandes y estables con una larga continuidad de producción |
Tabla 3. Comparación de tipos de moldes para proyectos de vajilla de bagazo a medida
6. Control del calendario del proyecto: del concepto a la producción en serie
El control de los plazos es una cuestión de abastecimiento, no sólo de fábrica. En los proyectos de pulpa moldeada a medida, los retrasos rara vez proceden de una sola etapa. Suelen provenir de bucles de revisión, aportaciones incompletas al diseño, corrección de muestras, ajuste de moldes o lagunas de aprobación entre el comprador y la fábrica. Por eso, un proyecto de vajilla de bagazo a medida debe gestionarse como un programa por etapas con entregas claras, no como un simple proceso de seguimiento de pedidos.
Para los compradores, el control de los plazos afecta a algo más que a la fecha de entrega. Afecta al lanzamiento del producto, la transición del embalaje, la reposición del inventario y el compromiso del cliente. En los proyectos prácticos de exportación, el coste de perder dos o tres semanas suele ser mucho mayor que el de una corrección de diseño hecha antes de tiempo. Una aprobación lenta en el momento oportuno suele ser más barata que un error rápido.
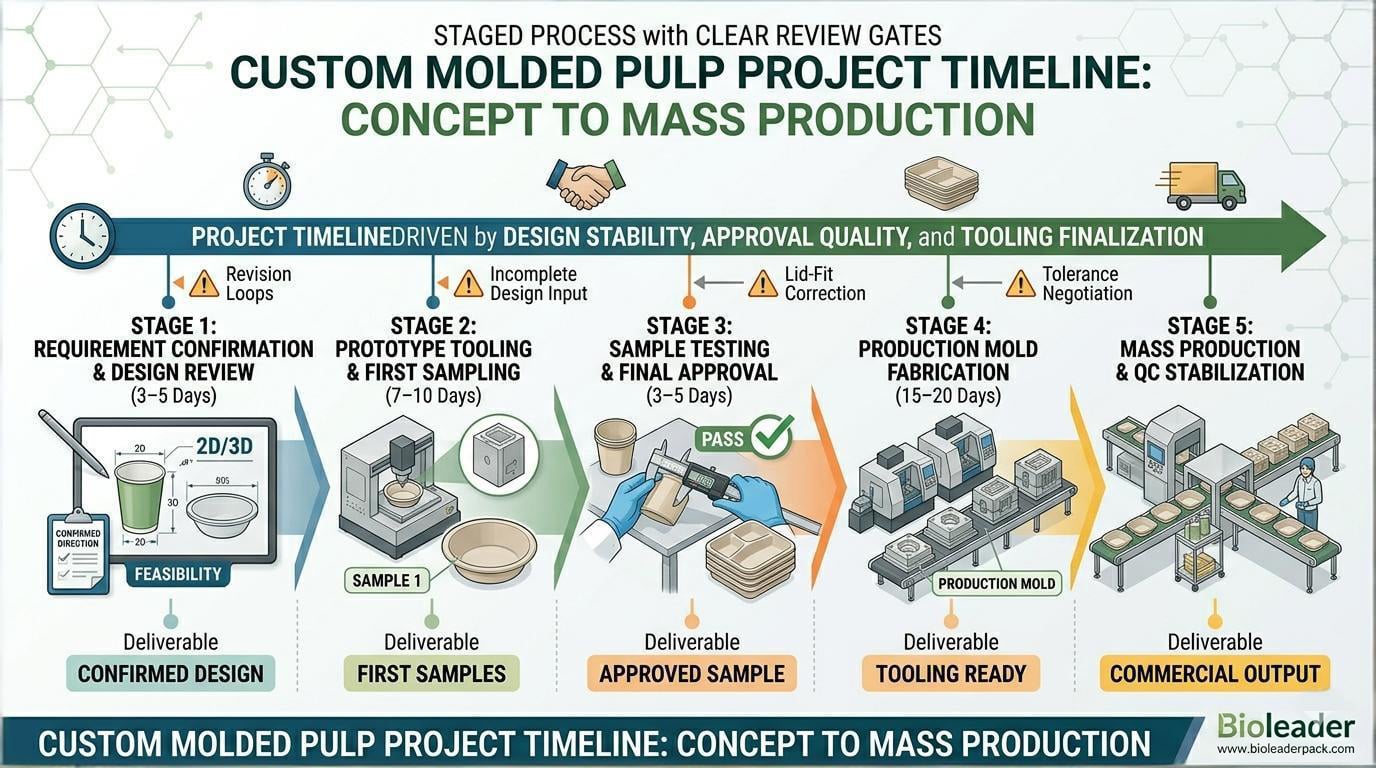
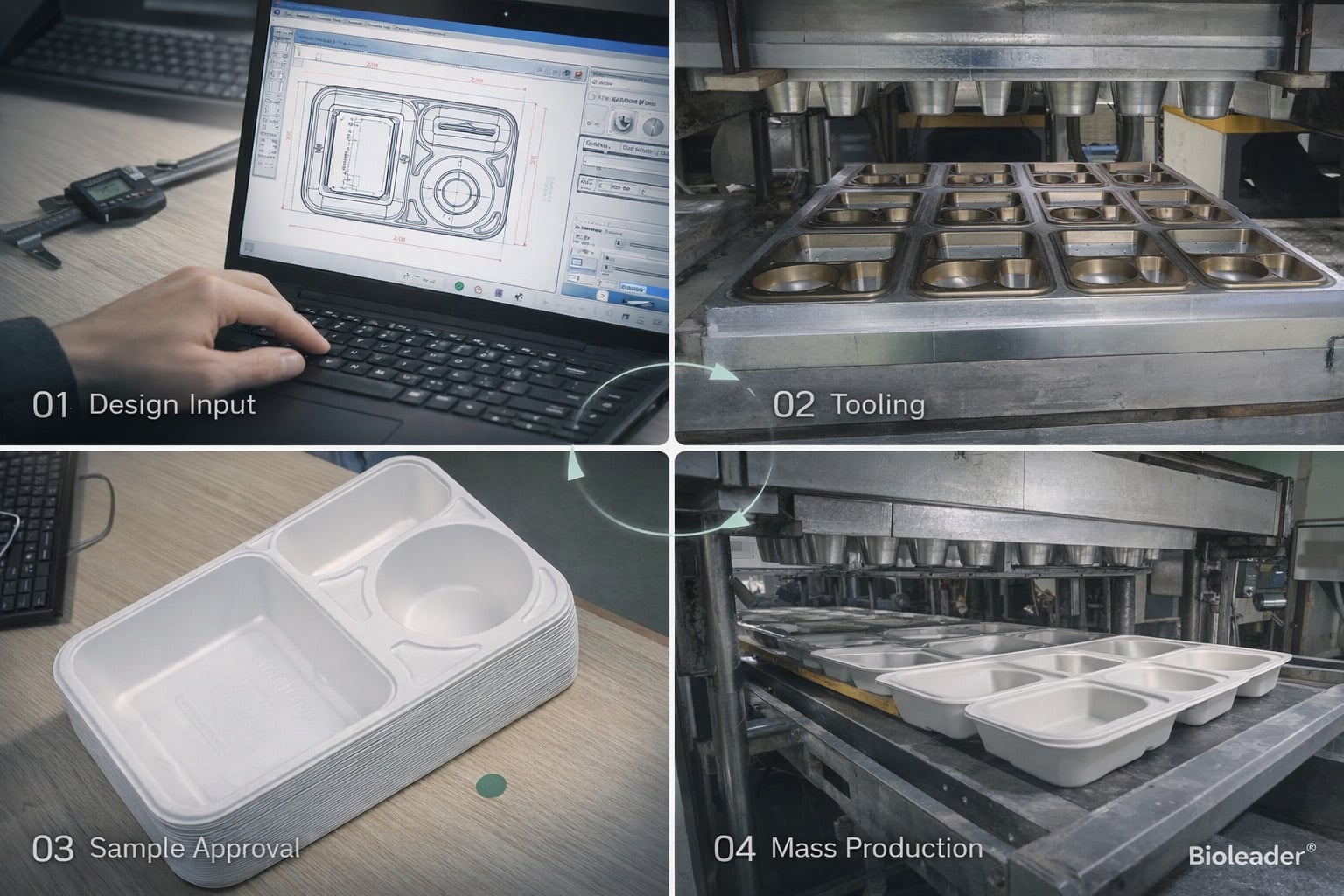
6.1 Las cinco etapas de un proyecto de celulosa moldeada a medida
La mayoría de los programas de vajillas de bagazo personalizadas siguen cinco etapas principales. En primer lugar confirmación de requisitos y revisión del diseño. Luego viene utillaje prototipo y primera toma de muestras. Después viene ensayo y aprobación de muestras. La cuarta etapa es fabricación de moldes de producción. La quinta etapa es lanzamiento de la producción en serie y estabilización del control de calidad.
Estas etapas parecen sencillas sobre el papel. En la práctica, cada una depende de que la anterior se cierre correctamente. Si la introducción de requisitos es incompleta, la aprobación del diseño se ralentiza. Si la muestra aún presenta desviaciones sin resolver, el utillaje de producción no puede bloquearse con seguridad. Si el utillaje de producción se pone en marcha antes de congelar el ajuste y la tolerancia, la producción en serie heredará un riesgo evitable.
6.2 Dónde se producen realmente la mayoría de los retrasos en los proyectos a medida
Los retrasos más comunes no suelen producirse únicamente en el mecanizado. Ocurren en revisión de dibujos, confirmación dimensional confusa, ejemplos de ciclos de retroalimentación, corrección del ajuste de la tapay negociación tardía de la tolerancia. No se trata de problemas exclusivos de la fábrica. Son problemas de coordinación entre los equipos comerciales, de ingeniería y de homologación.
En Bioleader, los plazos del proyecto se gestionan vinculando cada fase a un punto de revisión claro. Si el diseño no es estable, el proyecto no debe pasar al utillaje final. Si la muestra sigue presentando desviaciones estructurales, el proyecto no debe pasar a la fase de producción. Esta disciplina hace que el control de los plazos sea realista y no optimista.
6.3 Por qué no hay que precipitarse en la aprobación de las muestras
La aprobación de la muestra es el punto de control más importante de todo el proceso. Si un comprador se da de baja demasiado pronto, las fases posteriores resultan más caras. Si un comprador retrasa demasiado la respuesta, el programa completo pierde impulso. El objetivo no es sólo la velocidad. El objetivo es cerrar la fase de muestra con una alineación clara en cuanto a dimensiones, ajuste, apilabilidad, aspecto y función.
Por esta razón, un buen calendario no es el que tiene la etapa de muestreo más corta. Es el que tiene el menor número de correcciones repetidas después de que el utillaje ya está comprometido. En la pulpa moldeada a medida, una aprobación estable suele ser más valiosa que una aprobación rápida.
6.4 Qué suele incluir un calendario de proyecto realista
Un programa práctico a medida suele incluir De 3 a 5 días para confirmar los requisitos y revisar el diseño, De 7 a 10 días para el utillaje de prototipos y las primeras muestras, De 3 a 5 días para pruebas y aprobación de los clientes, y en torno a De 15 a 25 días para la fabricación de moldes de producción una vez que el diseño está congelado. El plazo de producción en serie depende del volumen del pedido, la preparación del molde y la programación de la línea.
Estas gamas son referencias de trabajo, no promesas fijas. La geometría compleja, las revisiones repetidas, los sistemas de tapas de varias piezas o el retraso en la respuesta del cliente pueden alargar el ciclo. Pero, como norma de planificación, los compradores deben esperar que el plazo del proyecto se rija principalmente por estabilidad de diseño, aprobación de muestras calidady finalización del utillaje.
| Escenario | Actividad | Calendario típico | Principales resultados |
|---|---|---|---|
| Fase 1 | Confirmación de requisitos y revisión del diseño | 3-5 días | Confirmación de la orientación del diseño y la viabilidad del proyecto |
| Fase 2 | Prototipos y primeras muestras | 7-10 días | Primeras muestras físicas para revisión técnica |
| Fase 3 | Pruebas de muestras y aprobación final | 3-5 días | Muestra aprobada y dirección técnica congelada |
| Fase 4 | Fabricación de moldes de producción | 15-25 días | Herramientas de producción listas para el lanzamiento |
| Etapa 5 | Producción en serie y estabilización del control de calidad | En función del volumen | Producción comercial con control de producción estable |
Tabla 4. Calendario del proyecto: Del concepto a la producción en serie
6.5 Por qué la disciplina temporal refleja la capacidad del proveedor
Un proveedor que gestiona bien los proyectos a medida debe ser capaz de explicar en qué se emplea el tiempo, qué puede acortarse y qué no debe apresurarse nunca. Esta es una de las señales más claras de una verdadera capacidad de personalización. En Flujo de trabajo de pulpa moldeada a medida de Bioleader, El control de la línea de tiempo está vinculado a cierre técnico, y no sólo a las promesas del calendario. Por eso el plan del proyecto se construye en torno a puertas de revisión, no en torno a supuestos ideales.
Para los compradores, esta es la forma correcta de leer los plazos de los proyectos. El mejor proveedor no es el que promete el plazo más corto en el primer correo electrónico. Es el que puede pasar del diseño a la producción en serie con menos bucles de revisión, puntos de aprobación más claros y ejecución más estable.
7. Lógica MOQ - Por qué los proyectos personalizados necesitan un umbral comercial diferente
Los proyectos de pulpa moldeada a medida suelen requerir un MOQ superior al de los artículos de stock. No se trata sólo de una política de ventas. Es una cuestión de economía de proyecto. En las vajillas de bagazo a medida, el umbral comercial debe absorber coste de utillaje, coste de muestreo y corrección, coste de preparación de la producción, y la coordinación adicional necesaria para una producción en serie estable.
Por este motivo, los proyectos a medida suelen ser más viables cuando el comprador dispone de demanda de contenedores o un plan de volumen estable a largo plazo. En muchos programas prácticos, la demanda mensual en el rango de De 200.000 a 300.000 piezas, o la demanda anual que alcanza un millón de piezas o más, El desarrollo a medida crea una base más realista para distribuir la inversión en utillaje y controlar el coste unitario. Sin esa escala, el desarrollo a medida suele ser difícil de justificar económicamente.
Esta es también la razón por la que Bioleader revisa los MOQ junto con demanda anual, complejidad del proyectoy estrategia de utillaje, en lugar de tratar el MOQ como un número de negociación independiente. Un proyecto puede empezar con un contenedor, pero la decisión real debe basarse en si el volumen previsto es lo suficientemente importante como para permitir la amortización de las herramientas, la eficiencia de la producción y la estabilidad del suministro a largo plazo.
| MOQ Conductor | Por qué es importante | Implicación de la planificación del comprador |
|---|---|---|
| Amortización de herramientas | El coste del moho debe repartirse en un volumen suficiente. | La baja demanda anual debilita los argumentos comerciales a favor de la personalización. |
| Coste de preparación de la producción | Las tiradas personalizadas requieren la preparación, el ajuste y el control de la línea. | Las tiradas pequeñas suelen conllevar un mayor coste unitario. |
| Embalaje y logística | La economía de exportación es más fuerte a nivel de contenedores. | La planificación basada en contenedores es más eficaz que los pedidos fragmentados. |
| Continuidad del proyecto | Un volumen de repetición estable favorece una mejor utilización de los moldes y el control de los costes. | La planificación anual del volumen es más importante que una consulta puntual. |
Tabla 5. Principales impulsores de las MOQ en los proyectos de celulosa moldeada a medida
8. De la muestra aprobada a la producción en serie estable
Una muestra aprobada no es el final del desarrollo. Es el inicio del control de la producción. En los proyectos de pasta moldeada a medida, muchos problemas no aparecen en la primera fase de muestreo. Aparecen cuando el proyecto pasa a la velocidad de producción real, el utillaje de producción, las tiradas repetidas y el embalaje para exportación. Por eso, la aprobación de las muestras debe ir seguida de una transición controlada a la producción en serie.
Para los compradores, éste es uno de los puntos de riesgo más importantes de todo el proyecto. Una muestra puede parecer correcta en cuanto a dimensiones y aspecto, pero la verdadera cuestión es si se puede mantener el mismo resultado en todo el proyecto. varios lotes de producción, diferentes turnos, mayor volumen de saliday embalaje a nivel de envío. Si no es así, el proyecto aún no es apto para la producción.
 |  |
8.1 Por qué la aprobación de una muestra no garantiza la estabilidad de la producción en serie
Una primera muestra aprobada suele realizarse en condiciones más controladas que una tirada comercial completa. El volumen de producción es menor. El enfoque del proceso es más estrecho. La atención a la corrección es mayor. Una vez que el proyecto pasa a la producción normal, el entorno operativo cambia. En ese momento, deriva dimensional, variación del ajuste de la tapa, incoherencia de anidamiento, rugosidad del bordeo fluctuación de aspecto pueden empezar a aparecer.
Por este motivo, los proveedores fuertes no consideran la aprobación de la muestra como la prueba final de la preparación para la producción. La consideran un punto de referencia que aún debe validarse con respecto a la estabilidad del utillaje, la repetibilidad del proceso y las condiciones de producción. Desde la perspectiva de Bioleader, los proyectos a medida más fiables son aquellos en los que la fase de muestreo va seguida de una lógica clara de control de la producción, no de un escalado ciego.
8.2 Prueba piloto y revisión del primer lote de producción
Una prueba piloto es un paso de control, no una formalidad. Su objetivo es confirmar si la estructura aprobada puede reproducirse en condiciones reales de producción. Esta fase debe verificar las dimensiones, el ajuste, la apilabilidad, el comportamiento de embalaje y la coherencia visual antes de que el proyecto pase a la producción en serie rutinaria.
Por encargo envases alimentarios de bagazo u otros tipos de vajilla, el primer lote de producción debe compararse con la muestra aprobada o la muestra dorada. Esta comparación no debe centrarse únicamente en la apariencia. También debe comprobar si el producto sigue manteniendo la misma lógica estructural en condiciones de producción. Si la muestra aprobada se apila bien pero el primer lote se anida mal, no es un problema menor. Es una alerta temprana de desajuste en la producción.
8.3 Coherencia entre la muestra dorada y la muestra de producción
La muestra dorada es la referencia de control. La producción en serie debe juzgarse en función de ella. Esto incluye las dimensiones, el ajuste de la tapa, el tacto de la pared, el acabado de los bordes, la lógica de apilamiento y cualquier requisito funcional acordado. Sin una norma de comparación fija, la revisión de la producción se vuelve subjetiva y difícil de defender.
Bioleader utiliza la lógica de la muestra dorada para reducir la ambigüedad en los proyectos personalizados. Esto es importante porque las diferencias de producción suelen ser pequeñas al principio. Pero las pequeñas desviaciones, si se ignoran al principio, pueden convertirse en problemas a nivel de envío más adelante. Un proyecto estable suele construirse corrigiendo la variación en la primera fase de producción, no explicándola después de que aparezcan las quejas.
8.4 Desviaciones típicas de la fase inicial de producción
Las desviaciones más comunes en la fase inicial de producción son deriva dimensional, desajuste de la tapa, inconsistencia de la llanta, inestabilidad de apilamiento, aspecto irregular de la superficiey variación de embalaje. Estos problemas son habituales porque el proyecto pasa de la aprobación técnica al ritmo de producción. El objetivo no es fingir que nunca ocurren. El objetivo es detectarlos y corregirlos antes de que se conviertan en defectos comerciales.
Por esta razón, los fabricantes a medida más fuertes prestan mucha atención a los primeros ciclos de producción. En Bioleader, esta fase se trata como una etapa de validación de la producción más que como un paso rutinario del pedido. Es ahí donde la fábrica prueba si el concepto personalizado aprobado puede convertirse en un producto comercial repetible.
| Escenario | Riesgo principal | Desviación típica | Método de control |
|---|---|---|---|
| Muestra aprobada | Suponiendo que el proyecto ya esté listo para la producción | Repetibilidad no verificada | Utilizar la muestra como referencia, no como prueba final de estabilidad. |
| Carrera piloto | Desajuste entre el concepto aprobado y las condiciones de producción | Cambio de ajuste, cambio de anidamiento, cambio de aspecto | Comparación con la muestra de oro antes de la publicación completa |
| Primer lote de producción | Una pequeña variación se convierte en una incoherencia a nivel de lote | Desviación de las dimensiones, desajuste de la tapa, incoherencia del borde | Bloquee los puntos de control y revise pronto las desviaciones |
| Producción en serie | La escala de producción oculta la inestabilidad estructural temprana | Variaciones en el envasado, apilabilidad inestable, aspecto incoherente | Mantener la revisión a nivel de lote y la disciplina de producción |
Tabla 6. Comparación entre el riesgo de aprobación de muestras y el de producción en serie
9. Garantía de calidad y puntos de control técnico
Calidad control en pulpa moldeada a medida se incorpora al proceso, no se añade al final. Un producto acabado sólo puede ser estable si ya se han controlado los puntos críticos de control durante el conformado, el secado, el prensado en caliente, el recorte, el encajado y el embalaje. En el caso de las vajillas de bagazo personalizadas, esto es aún más importante porque el producto no es un formato de stock. Conlleva una geometría, una lógica de ajuste y unas expectativas de cliente específicas del proyecto.
Por eso, la garantía de calidad en los proyectos a medida debe centrarse en repetibilidad, y no sólo en la aceptación visual. Un producto puede parecer aceptable en una inspección aleatoria y, sin embargo, fallar en el ajuste, el apilamiento, la estabilidad de la llanta o la consistencia dimensional una vez que el lote se ha embalado y enviado. Una sólida capacidad de personalización significa controlar las variables antes de que se conviertan en defectos visibles.
 |  |
9.1 Puntos de control en curso
Los puntos de control más importantes no se limitan a la inspección final. Comienzan durante la producción. La fábrica debe supervisar el estado del conformado, la eliminación de la humedad, el comportamiento del prensado en caliente, la calidad de los bordes tras el recorte, la estabilidad del anidado y la uniformidad del embalaje. Cada etapa afecta a la pieza final. Si el proceso pierde el control al principio, la inspección final sólo puede descubrir el problema cuando ya se ha perdido valor.
 |  |
En Bioleader, El control de la producción a medida se centra en mantener estable la estructura aprobada a lo largo de todo el proceso. Eso significa comprobar no solo si la pieza se fabrica, sino si se fabrica de la misma manera, con el mismo resultado funcional, en todo el recorrido de producción.
9.2 Dimensiones críticas y control de ajuste
Las dimensiones y el ajuste son la primera línea de control técnico. En muchos productos personalizados, los puntos más delicados son el tamaño de la abertura, la profundidad, el perfil del borde, el encaje de la tapa y la geometría del apilado. Si estos puntos se salen del rango acordado, el producto puede seguir pareciendo aceptable pero fallar en su uso, embalaje o aceptación por parte del cliente.
Por este motivo, las dimensiones críticas deben definirse antes de la producción y volver a comprobarse durante la misma. Cuanto más personalizada es la estructura, menos margen hay para suposiciones vagas de tolerancia. En muchos proyectos personalizados, un pequeño cambio de dimensiones en el borde o en la zona de la tapa crea un problema funcional mucho mayor en la fase de comercialización.
9.3 Validación funcional en caso necesario
Algunos proyectos personalizados requieren algo más que la aprobación de las dimensiones. También pueden requerir resistencia a la grasa, retención de la tapa, estabilidad de apilamiento, u otras comprobaciones específicas de la aplicación. Estos deben revisarse como parte de la validación específica del proyecto, no como suposiciones universales. Un producto destinado a productos secos de panadería no necesita el mismo control de funcionamiento que uno destinado a comidas calientes para llevar o alimentos preparados aceitosos.
Esta es una de las razones Bioleader trata el desarrollo a medida y el control de la producción como un único sistema vinculado. La fábrica no sólo debe reproducir la forma. Debe reproducir las condiciones de uso aprobadas.
9.4 Lógica de embalaje y calidad de envío
 |  |
La calidad del envío comienza antes de cargar el contenedor. Si el anidado es inestable, si el embalaje de cartón es incoherente o si el aspecto de las unidades fluctúa a lo largo de la tirada, el resultado de la exportación es más difícil de controlar. En el caso de los artículos personalizados, la calidad del embalaje es especialmente importante porque el proyecto suele tener unas expectativas comerciales más estrictas que los artículos de reposición de existencias.
Por lo tanto, los compradores deben tratar la revisión del embalaje como parte de la calidad técnica, no sólo como manipulación de almacén. En la pasta moldeada a medida, un anidado deficiente o un embalaje desigual pueden perjudicar la economía de todo el proyecto al aumentar la ineficacia del transporte, reducir la consistencia del cartón y debilitar la percepción del cliente a su llegada.
| Punto de control | Lo que debe controlarse | Por qué es importante |
|---|---|---|
| Moldeado y prensado | Formación de la forma básica, consistencia de la pared, estabilidad estructural | La desviación temprana del proceso crea incoherencias posteriores en los lotes |
| Dimensiones críticas | Tamaño de la abertura, profundidad, geometría de la llanta, puntos de ajuste | Los pequeños cambios de dimensión pueden crear problemas funcionales importantes |
| Tapa y lógica de apilamiento | Enganche de la tapa, anidamiento, desanidamiento, estabilidad de la pila | Afecta directamente al rendimiento de uso y a la eficacia del embalaje |
| Consistencia del aspecto | Acabado de los bordes, uniformidad de la superficie, estabilidad visual general | Afecta a la aceptación del cliente y a la presentación comercial |
| Embalaje y preparación del envío | Consistencia del cartón, densidad del embalaje, idoneidad para el transporte | Protege la economía de las exportaciones y la calidad de las llegadas |
Tabla 7. Puntos básicos de control de calidad en la producción de vajilla de bagazo a medida
10. Errores comunes que cometen los compradores en los proyectos de celulosa moldeada a medida
La mayoría de los fracasos de los proyectos personalizados no empiezan en la producción. Empiezan con las primeras suposiciones. En el desarrollo de vajillas de bagazo a medida, los compradores suelen centrarse en el precio del molde, el aspecto de la muestra o la fecha de entrega prevista, pero pasan por alto las condiciones técnicas que realmente determinan si el proyecto puede pasar sin problemas a escala. El resultado no siempre es un fracaso espectacular. Lo más frecuente es un retraso, revisiones repetidas, un ajuste inestable o un producto más caro de lo esperado.
10.1 Enviar sólo referencias visuales sin detalles técnicos
Una foto, un croquis o un artículo de referencia del mercado son útiles, pero rara vez bastan por sí solos. Sin dimensiones, lógica de profundidad, requisitos de la tapa, notas de uso o expectativas de volumen anual, la fábrica debe hacer suposiciones. El desarrollo basado en suposiciones es más lento y arriesgado que el basado en datos.
10.2 Aprobación de muestras sin discutir la tolerancia
Muchos compradores aprueban una muestra porque parece aceptable, pero no definen qué rango dimensional sigue siendo aceptable en la producción. Esto se convierte en un problema más adelante. En la pulpa moldeada a medida, pequeños cambios en el tamaño del borde, la profundidad o la zona de ajuste de la tapa pueden crear problemas comerciales mucho mayores durante el envasado, el apilamiento o el uso final.
10.3 Centrarse sólo en el coste del utillaje, no en su estrategia
El molde más barato no siempre es el más económico. Una ruta de utillaje que parece más barata al principio puede crear más rondas de corrección, una repetibilidad más débil o una producción menos estable. El utillaje debe elegirse en función de la lógica del proyecto, no sólo del presupuesto.
10.4 Subestimación del tiempo necesario para los ciclos de revisión
Los proyectos personalizados rara vez pasan del primer plano directamente a la producción perfecta. La toma de muestras, el ajuste geométrico, la corrección de tapas y la alineación de tolerancias llevan su tiempo. Los compradores que solo planifican el “mejor calendario posible” suelen ejercer presión en la fase equivocada.
10.5 Tratar las MOQ sólo como un número de negociación
El MOQ en la pasta moldeada a medida no es sólo un umbral de ventas. Refleja la amortización de las herramientas, los costes de preparación, la eficacia de la producción y los aspectos económicos de la exportación. Un comprador que negocia el MOQ sin tener en cuenta la demanda anual y el valor total del proyecto puede obtener una cifra menor sobre el papel, pero perder el caso de negocio en la práctica.
10.6 Suponiendo que la aprobación de la muestra equivale a la preparación para la producción
Este es uno de los errores más comunes y más caros. Una muestra puede confirmar la dirección. No prueba automáticamente la repetibilidad del lote, la estabilidad del envasado o la consistencia a nivel de envío. La preparación de la producción debe verificarse, no suponerse.
11. Evidence Pack / Data Pack Framework
Un artículo de envasado personalizado de nivel de libro blanco necesita una estructura de pruebas, no sólo una redacción sólida. En 2026, la autoridad proviene de mostrar qué se basa en la normativa, qué en la lógica de la ingeniería y qué en la experiencia real de producción. Sin esa separación, incluso los contenidos técnicamente correctos pueden parecer vagos o exagerados.
11.1 Lo que debe apoyarse en pruebas públicas o de terceros
Elementos como requisitos normativos, lógica de certificación, clasificaciones básicas de materiales y proceso de pasta moldeada Siempre que sea posible, los antecedentes deben estar vinculados a fuentes públicas o de terceros. Así se dota al artículo de una base de referencia externa y se reduce el riesgo de parecer autodefinido.
11.2 ¿Qué debe enmarcarse en la observación de la producción interna?
Algunos de los contenidos más valiosos en el desarrollo de pasta moldeada a medida proceden de la experiencia en fábrica. Esto incluye los patrones de desviación de la etapa de muestra, el comportamiento de corrección del molde, los retos de consistencia a nivel de lote y las realidades de los plazos del proyecto. Estos puntos son muy útiles, pero deben presentarse honestamente como observación de la producción interna o experiencia en proyectos, no como ley industrial universal.
11.3 Lo que nunca debe reclamarse sin pruebas específicas del proyecto
Algunas afirmaciones son demasiado absolutas para utilizarlas sin pruebas claras. Por ejemplo, “desviación cero garantizada”, “vida útil del molde fija para cada proyecto”, “MOQ universal para todos los artículos personalizados” o “calendario exacto de producción en serie independientemente de la fase de revisión”.” Una autoridad B2B fuerte procede de unos límites definidos, no de una certeza exagerada.
Para Bioleader, la forma más sólida de generar confianza es distinguir claramente entre la lógica de cumplimiento pública, el juicio de ingeniería y la experiencia interna en proyectos personalizados. Esto hace que el contenido sea más defendible para los compradores y más creíble para los motores de búsqueda y los sistemas de IA.
12. Recomendaciones finales para los compradores
El proyecto adecuado de pasta moldeada a medida empieza por la viabilidad, no por el entusiasmo. En primer lugar, los compradores deben confirmar si el concepto es fabricable, si el volumen anual es rentable desde el punto de vista del utillaje y si el proyecto puede pasar por la aprobación de muestras sin riesgos de tolerancia no resueltos. Esta es la base de un programa a medida estable.
En segundo lugar, tratar estrategia de utillaje como una decisión comercial, no sólo una elección de ingeniería. La ruta del molde afecta al plazo de entrega, la flexibilidad de revisión, la estabilidad de la producción y la economía a largo plazo. En tercer lugar, no considere una muestra aprobada como el final del proceso. Utilícela como base para una muestra dorada y una lógica de control de piloto a producción. En cuarto lugar, hay que planificar las cantidades máximas disponibles en función de la demanda anual y la eficiencia del suministro a nivel de contenedor, y no sólo de la cantidad de primer orden. En quinto lugar, hay que mantener un margen de tiempo para la revisión y el cierre técnico. En la pulpa moldeada a medida, el progreso controlado suele ser más rentable que la velocidad forzada.
Desde la perspectiva de Bioleader, los proyectos de vajilla de bagazo personalizados más sólidos son los que se alinean intención de diseño, ruta de utillaje, validación de muestras, lógica de MOQ y disciplina de producción antes de que el pedido alcance su volumen total. Eso es lo que convierte una consulta sobre envasado a medida en un programa comercial estable a largo plazo.
13. FAQ
13.1 ¿Puedo personalizar la vajilla de bagazo a partir de mi dibujo o muestra física?
Sí. Un proyecto a medida puede comenzar a partir de un dibujo en 2D, un dibujo en 3D, una muestra física o un artículo de referencia del mercado. Sin embargo, la fábrica sigue necesitando suficiente información técnica para evaluar la geometría, la tolerancia, la lógica de la tapa y la viabilidad de la producción antes de confirmar el utillaje.
13.2 ¿Cuál es la diferencia entre un molde de muestra y un molde de producción?
Un molde de muestra se utiliza principalmente para la confirmación de la estructura y la revisión técnica inicial. Un molde de producción está pensado para la repetibilidad, el volumen de producción y la estabilidad a largo plazo. Ambos sirven para fines distintos y no deben considerarse intercambiables.
13.3 ¿Cómo afectan el tipo de molde y el material de las herramientas al coste y al plazo de entrega?
El material de las herramientas afecta a la velocidad de mecanizado, la durabilidad, el comportamiento de la precisión y la idoneidad para la producción. El aluminio suele ser práctico para un desarrollo más rápido y muchos proyectos a media escala. El utillaje de aleación de acero inoxidable suele ser más adecuado para programas de larga duración y alta intensidad. La elección correcta depende de la complejidad del proyecto y del volumen previsto.
13.4 ¿Por qué el MOQ de los productos de pasta moldeados a medida es mayor que el de los artículos en stock?
Porque los proyectos a medida deben absorber los costes de utillaje, preparación, corrección y coordinación de la producción. En muchos programas comerciales, se necesita una demanda a nivel de contenedor o un volumen anual estable para repartir estos costes de forma eficiente.
13.5 ¿Garantiza la aprobación de muestras la coherencia de la producción en serie?
No. Una muestra aprobada confirma la dirección. No garantiza automáticamente la repetibilidad de los lotes, la estabilidad del envasado ni la coherencia de los envíos. La estabilidad de la producción sigue necesitando una revisión piloto y un control de los primeros lotes.
13.6 ¿Qué detalles técnicos deben confirmarse antes de abrir un molde?
Como mínimo, el proyecto debe confirmar las dimensiones, la profundidad, el ángulo de desmoldeo, la lógica del grosor de pared, la compatibilidad de las tapas, el comportamiento de apilamiento, las expectativas de tolerancia y la aplicación de destino. Si estos puntos siguen sin estar claros, el proyecto entra en el utillaje con un mayor riesgo de revisión.
13.7 ¿Cuánto suele durar un proyecto de vajilla de bagazo a medida desde el diseño hasta la producción en serie?
El plazo depende de la calidad del diseño, los ciclos de revisión, la ruta del utillaje y la velocidad de aprobación. En muchos proyectos prácticos, la confirmación de los requisitos y la revisión del diseño tardan varios días, el utillaje para prototipos y las primeras muestras tardan entre una y dos semanas, y el utillaje de producción puede tardar otras dos o tres semanas una vez congelada la estructura.
Siguiente paso para proyectos personalizados
Tanto si ya tiene un dibujo, una muestra física o simplemente un concepto inicial, el siguiente paso debe ser una revisión de la viabilidad, no una apertura ciega del molde.
Para compradores con planos o muestras
Cargue su dibujo, detalles de tamaño o referencia de muestra física. Bioleader puede revisar la posibilidad de fabricación, la dirección de las herramientas, los riesgos dimensionales y el tiempo estimado del proyecto antes de que comience el desarrollo del molde.
Para marcas que planean un nuevo programa personalizado
¿Todavía está evaluando el MOQ, el tipo de molde, los plazos de desarrollo o el volumen anual? Comience con el siguiente formulario y Bioleader revisará el alcance de su proyecto antes de que comience el trabajo de herramientas o muestras.
Bioleader apoya los proyectos de pulpa moldeada a medida con la revisión de la viabilidad, la coordinación de herramientas, la validación de muestras y la planificación de la producción orientada a la exportación.
Envíe los detalles de su proyecto personalizado
Cargue sus dibujos, imágenes de muestra o requisitos de diseño personalizados. Cuanto más completa sea la información, más rápido Bioleader puede revisar la viabilidad, la dirección de herramientas, la lógica MOQ, y el calendario del proyecto.
Aviso de derechos de autor:
2026 Bioleader®. Si desea reproducir o hacer referencia a este contenido, debe proporcionar el enlace original y citar la fuente. Cualquier copia no autorizada se considerará una infracción.