Quick Summary
- Selected sugarcane bagasse clamshells, plates, trays and other molded-fiber products can be customized with logos, operating marks and brand graphics.
- Exterior and non-food-contact areas are normally the preferred print zones, especially for products intended for the European market.
- A water-based ink is not automatically food-safe, compostable or suitable for every food type, temperature and contact time.
- Third-party FDA, LFGB or EU-related ink reports support only the submitted ink sample, stated test methods and specified conditions.
- Final approval should match the exact ink series, color, print coverage, product model, food application, destination market and production process.
Custom printed sugarcane bagasse tableware allows restaurants, takeaway chains, distributors and foodservice brands to apply logos, menu identifiers, handling instructions or disposal guidance directly to selected molded-fiber packaging. However, a professional printing project involves substantially more than placing artwork on a container. Buyers must evaluate the ink formulation, printable surface, direct or indirect food-contact risk, color performance, abrasion resistance, drying conditions and destination-market requirements.
Bioleader® manufactures and supplies a broad range of
sugarcane bagasse tableware
for global wholesale, OEM and private-label programs. Custom printing is reviewed as a project-specific packaging specification rather than a universal option applied identically to every product.
Core buyer takeaway: Do not approve a printed bagasse product only because a supplier uses the terms “water-based ink,” “FDA ink” or “LFGB ink.” The supporting report must be matched to the actual ink formulation, color, printing position, food type, temperature, contact time and finished application.
What Is Custom Printed Sugarcane Bagasse Tableware?
Custom printed bagasse tableware is molded-fiber food packaging on which selected branding, product information or operational graphics are applied to an approved printing area. The underlying tableware is typically manufactured from processed sugarcane fiber, while the printing system is selected separately according to the product surface and intended use.
The printing process does not change the fundamental molded-fiber structure of the product, but it introduces another material system into the finished article. The ink, pigment, additives, applied quantity, drying conditions and print location must therefore become part of the product assessment.
Buyers unfamiliar with the material can review Bioleader’s
sugarcane bagasse tableware manufacturing and sourcing overview
before comparing individual printing options.
Can Sugarcane Bagasse Containers and Plates Be Printed?
Yes. Selected bagasse food containers, burger boxes, plates, trays and molded-fiber packaging can be printed when the product geometry provides a sufficiently stable and accessible print area. Flat or gently curved surfaces generally provide more consistent results than hinges, deep ribs, vertical walls and highly textured corners.
Common applications include restaurant logos, brand names, product identification, order-selection fields, recycling or disposal instructions and simple one-color or two-color graphics. Simple artwork with stronger lines and clear spacing normally performs more reliably than very small text, fine reverse lettering, complex gradients or large areas of dense color.
A more focused explanation of the available methods and surface limitations is available in Bioleader’s guide:
Can You Print on Bagasse?
Recommended Printing Zones
| Printing zone | Typical suitability | Key consideration |
|---|---|---|
| Exterior top of a clamshell lid | Generally preferred for logos and branding | The area should be sufficiently flat and free from deep reinforcing ribs. |
| Exterior bottom of a container | Suitable for traceability, disposal instructions or private-label information | The print must not interfere with stacking, carton packing or product stability. |
| Underside of a plate or tray | Often suitable for branding and product identification | The printable area depends on the base structure and molded texture. |
| Inside of a lid | Requires additional technical review | Condensation, steam, food splash and possible direct contact must be considered. |
| Interior food-contact base | Not treated as a standard printing position | A separate market-specific migration and application assessment is required, and exterior printing should be preferred for EU-bound products. |
| Hinges, ribs and deep curves | Usually not recommended | Uneven pressure and surface variation can reduce clarity, registration and ink coverage. |

Important print-zone warning: Bioleader® normally recommends exterior or non-food-contact printing for standard international projects. Printing inside a container requires separate assessment of the ink formulation, food type, contact time, temperature, migration risk and destination-market rules. For EU-bound packaging, printed surfaces should not be positioned for direct contact with food.
Which Bagasse Products Are Most Suitable for Custom Printing?
Printable performance varies by product design. The best candidate is not necessarily the largest product; it is the product with the most stable and accessible print area. Buyers should evaluate the molded geometry before finalizing the artwork.
| Product type | Typical print area | Expected print performance | Common application |
|---|---|---|---|
| Bagasse clamshell box | Exterior lid or selected base panel | Good when the panel is flat and not heavily ribbed | Burgers, takeaway meals, meal kits and delivery brands |
| Bagasse plate | Underside, rim or selected central zone | Good for simple logos and one-color graphics | Catering, events, restaurant chains and private labels |
| Bagasse tray | Exterior base or flat flange area | Depends on depth, rim structure and tray curvature | Supermarkets, airline meals, catering and food processors |
| Bagasse bowl | Exterior base or limited side area | More restricted because of curvature | Salads, rice bowls, soups and prepared meals |
| Compartment container | Exterior lid or bottom panel | Internal dividers do not normally provide suitable print surfaces | Meal preparation, institutional catering and delivery meals |
Importers comparing clamshell formats can review Bioleader’s
bagasse food container range,
while foodservice buyers requiring printed serving formats can explore the
bagasse plate collection.

What Type of Ink Is Used on Printed Bagasse Tableware?
Water-based ink is one available system for molded-fiber food packaging, but the term “water-based” describes the primary carrier system rather than the complete safety or environmental profile of the finished ink. A complete ink formulation can include pigments, binders, additives, defoamers, drying aids and other functional components.
Food-contact suitability depends on the complete formulation, applied ink quantity, curing or drying process, substrate interaction, print location and intended conditions of use. A water-based ink should therefore not automatically be described as food-safe, compostable, biodegradable or suitable for direct food contact.
Manufacturer Insight: Ink Selection Is a System Decision
Bioleader® evaluates printing as a combination of substrate, ink, artwork, equipment, print coverage and end-use conditions. An ink report is useful only when the purchasing record, supplier declaration, ink series, color and actual production batch can be connected to the tested formulation.
Water-Based Does Not Automatically Mean Compostable
The environmental performance of the base bagasse product and the environmental profile of the ink are related but separate questions. A small quantity of compatible printing ink may be acceptable within a compostability assessment, but a water-based carrier alone does not prove that the finished printed article meets a compostability standard.
Buyers making compostability claims should confirm whether the selected ink formulation, applied loading and finished printed construction are covered by relevant supplier documentation or finished-article testing.
Ink Testing Does Not Replace Base-Material Testing
Ink migration testing does not establish the complete food-safety profile of the molded-fiber substrate. The base material, processing aids, oil-resistance treatment and possible fluorine content must be assessed separately. Buyers concerned about fluorinated chemistry should also review the
PFAS-free bagasse tableware food-safety guide.
How the Molded-Fiber Surface Affects Print Quality
Molded sugarcane fiber is more textured and absorbent than coated paper, plastic film or a pressure-sensitive label. Artwork that prints clearly on a paper cup or PET cup may require adjustment before it can be reproduced consistently on bagasse packaging.
| Design factor | Effect on printed bagasse | Buyer recommendation |
|---|---|---|
| Fiber texture | Edges can appear softer than printing on smooth plastic or coated paper. | Use clear lines, larger text and simplified graphics. |
| White or natural substrate | The base color changes the perceived brightness and contrast of the ink. | Approve physical samples on the actual selected product color. |
| Fine reverse text | Small unprinted gaps can close or lose definition. | Increase letter size and stroke spacing. |
| Gradient artwork | Transitions may not appear as smooth as on coated paper. | Convert complex gradients into simplified tonal areas where possible. |
| Large solid coverage | Natural variation in fiber absorption may produce visible density differences. | Evaluate coverage limits during sampling. |
| QR codes and barcodes | Texture and distortion can reduce scanning reliability. | Increase code size and complete scan testing on production samples. |
| Strict brand colors | The final color can differ from a Pantone reference because of substrate tone and absorption. | Use the Pantone value as a target and approve a physical color standard. |
Print-quality rule: A molded-fiber print sample should be evaluated on the actual product model and substrate color. A digital artwork proof cannot fully predict texture, absorption, edge sharpness or final color appearance.
US FDA 21 CFR 176.170 Ink Test Report Explained
The available US report concerns a submitted food-contact ink sample. The result page identifies the tested application as “Print Pattern Position” with the description “Pulp tableware.” The report references US FDA 21 CFR 176.170 and evaluates chloroform-soluble extractives under four test media and conditions.
The listed test media represent different exposure categories, including water, alcoholic simulants and n-heptane for fatty-food-related extraction conditions. The reported result was below the report’s stated limit in all four listed conditions.
| Test medium | Report condition | Reported result | Reported limit |
|---|---|---|---|
| Distilled water | 150°F for 2 hours | <0.1 mg/in² | <0.5 mg/in² |
| 8% alcohol | 150°F for 2 hours | <0.1 mg/in² | <0.5 mg/in² |
| 50% alcohol | 150°F for 2 hours | <0.1 mg/in² | <0.5 mg/in² |
| n-Heptane | 100°F for 30 minutes | <0.1 mg/in² | <0.5 mg/in² |

Correct FDA wording: The report supports the submitted ink sample under the listed test method and conditions. It should be described as “tested with reference to US FDA 21 CFR 176.170,” not as an FDA-issued certification, FDA approval of all ink colors or FDA certification of every Bioleader® printed product.
What the FDA-Related Report Does Not Establish
- The report does not cover every available ink color, pigment or future formulation.
- The report does not establish that all printed bagasse products use the identical tested ink series.
- The report does not replace a finished-product evaluation for the actual print coverage and food application.
- The report does not prove abrasion resistance, microwave stability, odor performance or compostability.
- The report does not constitute an FDA certificate issued directly to Bioleader®.
View the complete US FDA food-contact ink test report PDF.
LFGB and EU-Related Migration Testing for Aqueous Ink
The second report concerns a submitted aqueous ink sample described for paper. Its cover page lists testing for overall migration, specific migration of heavy metals, specific migration of phthalates and residual vinyl chloride monomer. The report gives an overall PASS conclusion for the listed testing program.
Overall Migration Results
The overall migration page lists three food simulants and three repeated results for each condition. Every reported migration result is ND, meaning not detected at the applicable reporting level, while the stated overall migration limit is 10 mg/dm².
| Food simulant | Report condition | Reported results | Reported limit |
|---|---|---|---|
| 3% acetic acid | 100°C for 24 hours | ND in the first, second and third migration results | 10 mg/dm² |
| 10% ethanol | 70°C for 24 hours | ND in the first, second and third migration results | 10 mg/dm² |
| Substitute test with 95% ethanol | 60°C for 24 hours | ND in the first, second and third migration results | 10 mg/dm² |

Heavy-Metal Migration
The report lists migration testing for elements including aluminum, antimony, arsenic, barium, cadmium, chromium, cobalt, copper, lead, lithium, manganese, mercury, nickel and zinc. The listed results were reported as ND, with a PASS comment for the tested sample and stated conditions.
Phthalates and Related Plasticizers
The report also lists testing for multiple phthalates and related substances, including DBP, DEHP, BBP, DEHA, DEHT and DINCH. The reported values were below the listed quantification levels or stated requirements for the submitted sample.
Residual Vinyl Chloride Monomer
Residual vinyl chloride monomer was tested using 95% ethanol under the condition stated in the report. The result was reported as not detected, with a PASS comment.
EU scope clarification: Commission Regulation (EU) No. 10/2011 is a specific regulation for plastic food-contact materials. A molded sugarcane-fiber product should not be described as fully certified under EU No. 10/2011 merely because an ink report references selected methods or limits from that regulation. The report is best treated as supporting migration data) No. 10/2011 is a specific regulation for plastic food-contact materials. A molded sugarcane-f for the submitted aqueous-ink sample.
Technical report review note: One heading on page 2 of the complete report refers to Resolution ResAP(2004)5 on silicones, while the sample is identified as aqueous ink on paper. Bioleader® does not use that heading as a bagasse or ink compliance claim. Buyers requiring formal EU documentation should rely on the actual sample description, test methods, conditions and measured results, and should request laboratory clarification or a corrected report where necessary.
View the complete LFGB and EU-related aqueous-ink test report PDF.
What the Two Ink Reports Do and Do Not Demonstrate
| The reports can support | The reports cannot independently prove |
|---|---|
| The submitted ink samples completed the test items listed in the respective reports. | Every Bioleader® printed bagasse product has received an FDA, LFGB or EU certification. |
| The listed extractives or migration results received PASS conclusions under the specified conditions. | Every color, pigment, formulation and production batch is covered by the same report. |
| The reports can form part of a technical documentation package for project review. | The printed surface may contact every food type under unlimited temperature and time conditions. |
| The tested ink system may be considered for additional product and application assessment. | The finished printed article is automatically compliant in the United States, Germany, the EU, the UK and every other market. |
| The reports provide measured data for selected aqueous, alcoholic, acidic or fatty-food-related conditions. | The ink has passed abrasion, microwave, oven, freezer, odor or finished-article compostability testing. |
| The complete PDF can be reviewed by a buyer’s quality or regulatory team. | The report remains applicable if the supplier changes the ink formulation, pigment, production site or product code. |
Why Printing Position Matters for Food-Contact Compliance
Print location is one of the most important compliance decisions. For EU projects, good manufacturing practice for printing inks focuses on printing applied to the non-food-contact side and requires control against transfer through the substrate or set-off during stacking and storage.
Set-off occurs when a printed surface contacts another product surface during stacking and transfers ink components to an area that may later contact food. A compliant printing program must therefore consider drying, stacking orientation, storage time, pressure, heat and packaging configuration.
Recommended Market Positioning
| Market or application | Recommended approach |
|---|---|
| European Union and Germany | Prefer exterior or non-food-contact printing and assess migration, set-off, GMP documentation and national requirements. |
| United States | Match the ink and finished application to relevant FDA requirements and the actual food type, temperature and contact time. |
| United Kingdom | Review applicable retained and domestic food-contact rules together with buyer-specific documentation requirements. |
| Global restaurant chain | Apply the strictest approved group specification across markets where practical and maintain an artwork and ink approval record. |
| Direct interior food-contact print | Do not treat as a standard option; conduct a separate regulatory and finished-application assessment before approval. |
Printing Safety Is Only One Part of the Compliance Package
A reliable printed bagasse program should assess the complete finished construction rather than reviewing the ink report in isolation.
| Compliance layer | What buyers should verify |
|---|---|
| Bagasse substrate | Material composition, food-contact suitability, process controls and intended temperature range. |
| Oil- and water-resistance system | PFAS status, fluorine test method, performance grade and intended hot-oil or hot-water exposure. |
| Printing ink | Supplier, ink series, color, formulation declaration, migration report and production-batch traceability. |
| Finished printed application | Print position, coverage, drying, abrasion, odor, set-off risk and actual food-contact conditions. |
| Compostability claim | Whether the finished printed construction or relevant ink loading is covered by suitable documentation. |
| Destination market | Applicable national law, buyer specification, labeling and required declaration format. |
The same system-level approach applies to other fiber-based packaging. For example, the interaction between substrate, coating, lid and printing also matters in
plastic-free paper cups with bagasse pulp lids,
although the material construction and testing program are different.

Print Performance Tests Buyers Should Request
Migration reports primarily address chemical transfer under stated laboratory conditions. They do not automatically demonstrate whether the printed design will remain clear during production, transportation, filling, takeaway delivery or reheating.
Recommended Sample Evaluation
| Evaluation item | Suggested check | Why it matters |
|---|---|---|
| Dry-rub resistance | Rub the printed area for a defined number of cycles using a consistent method. | Identifies visible smearing, pigment transfer or weak adhesion. |
| Wet-rub resistance | Repeat the rub check with a damp cloth or agreed test medium. | Evaluates the effect of moisture, condensation and handling. |
| Oil contact | Expose the relevant area to the intended food oil or agreed simulant. | Checks visible bleeding, transfer and loss of legibility. |
| Hot-water exposure | Test at the intended temperature and contact time. | Confirms that the application remains visually stable during hot-food use. |
| Condensation test | Chill or refrigerate the filled package and evaluate the printed area after condensation forms. | Relevant for chilled meals, salads and cold-chain distribution. |
| Microwave evaluation | Test the actual printed product under the intended microwave conditions. | Migration data alone does not prove post-microwave print appearance or odor performance. |
| Adhesion check | Use an agreed tape or surface-adhesion comparison method. | Helps identify peeling or weak bonding to the molded-fiber surface. |
| Color comparison | Compare the sample with the approved physical master under controlled lighting. | Controls substrate-related variation and production consistency. |
| QR-code scanning | Scan multiple production samples with different devices. | Confirms that fiber texture and print spread do not reduce code readability. |
| Odor assessment | Evaluate sealed samples after production and storage. | Supports foodservice acceptance and finished-product quality control. |
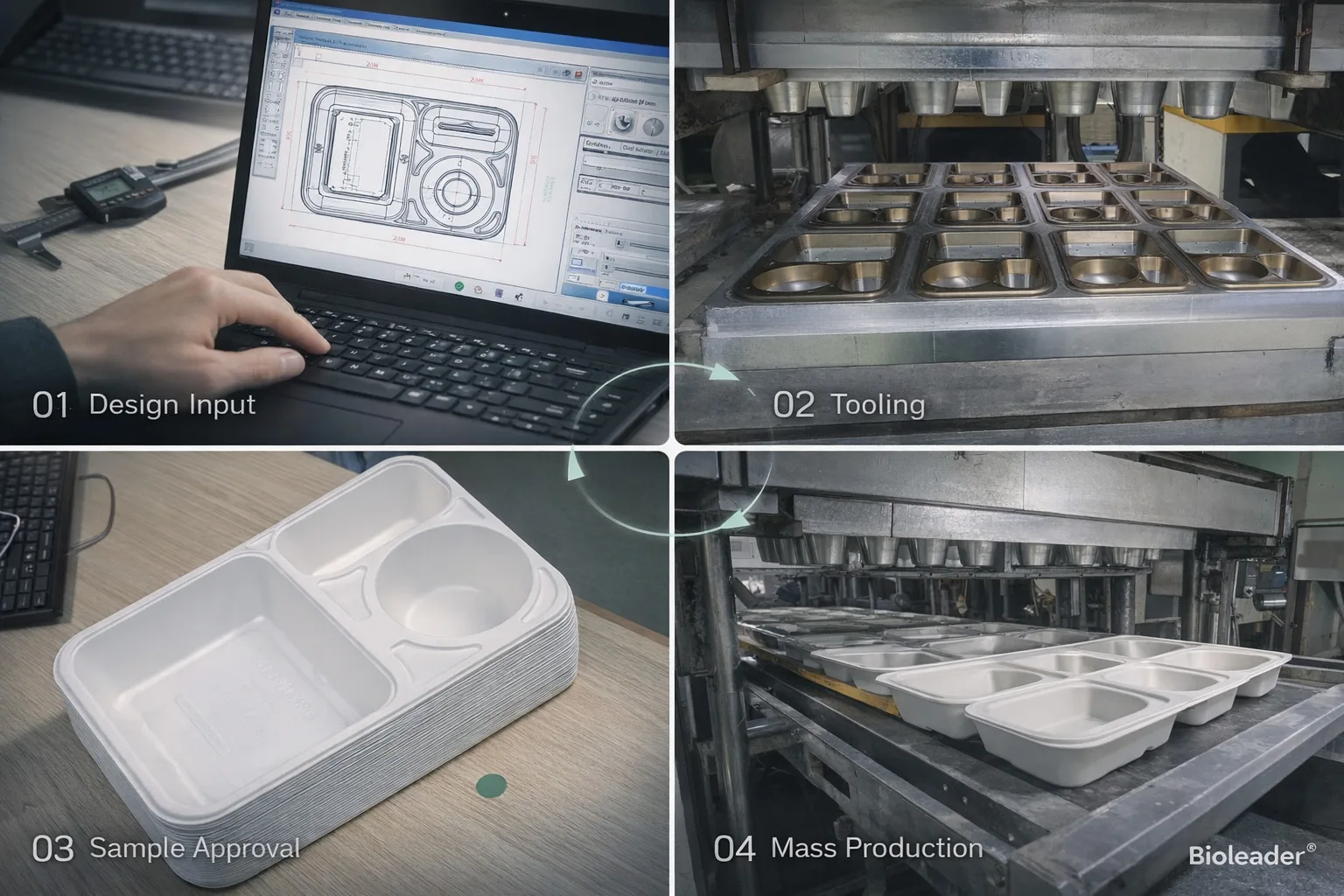
Bioleader® Custom Printing Project Workflow
OEM Printing and Export Supply Process
- Product and print-zone review: Bioleader® confirms the exact product model, molded geometry, intended print location and potential food-contact exposure.
- Artwork evaluation: The team reviews AI, EPS or editable PDF artwork, including font size, line thickness, color count, QR codes, gradients and total ink coverage.
- Ink-system selection: The selected ink system is evaluated according to destination market, product color, food type, temperature and required supporting documents.
- Sample or print-proof approval: The buyer confirms position, dimensions, color appearance, clarity and overall visual performance before mass production.
- Mass-production control: Production checks can include artwork version, print position, color standard, missing print, smearing, registration, drying and visual defects.
- Finished-product evaluation: Project-specific checks may include rubbing, oil exposure, condensation, odor, stacking and intended-use testing.
- Export documentation: Available reports, specifications, declarations and packing information are organized according to the confirmed product and customer requirement.
- Bulk packing and shipment planning: Carton packing, mixed-container planning, pallet requirements and export loading are confirmed before shipment.
Why Pre-Production Approval Matters
Molded-fiber texture, substrate color and product curvature can change the final appearance of the same digital artwork. Bioleader® recommends an approved physical print sample or signed production proof for projects with strict logo position, small text, QR codes or brand-color requirements.
Information Required for a Custom Printing Quotation
Buyer Checklist
| Required information | Example or explanation |
|---|---|
| Product model | 9×9-inch bagasse clamshell, plate, bowl or tray model. |
| Product color | White or natural molded fiber. |
| Order quantity | Quantity per product model and per print design. |
| Number of print colors | One color, two colors or a more complex design requiring assessment. |
| Artwork format | Editable AI, EPS or vector PDF is preferred. |
| Printing position | Exterior lid, exterior bottom, plate underside or another proposed area. |
| Printing size | Maximum width and height of the intended graphic. |
| Food application | Burger, hot meal, oily food, salad, dessert or another use. |
| Temperature and contact time | Hot filling, room temperature, chilled storage, reheating or microwave use. |
| Destination market | United States, Germany, EU, UK, Australia or another country. |
| Required documents | Ink report, supplier declaration, food-contact documents, PFAS information or customer-specific form. |
| Packing and shipment | Carton marking, private label, pallet preference, mixed loading, FOB China or other Incoterm. |
Custom-printing MOQ depends on the selected product, printing method, color count, artwork coverage and production arrangement. Buyers should not assume that the MOQ for a plain stock item will be identical to the MOQ for an OEM printed version.
Documentation Buyers Should Match Before Ordering
| Document or record | Matching requirement |
|---|---|
| Ink supplier declaration | The declaration should identify the actual ink series, intended application and relevant restrictions. |
| Third-party ink report | The tested sample, formulation or product code should correspond to the ink used in production. |
| Color or pigment coverage | The buyer should confirm whether the report covers all selected colors or only one submitted ink sample. |
| Production purchase record | The purchased ink batch should be traceable to the approved supplier and series. |
| Artwork approval | The final file, version number, dimensions, color and printing position should be recorded. |
| Finished-product specification | The specification should state the product model, print zone and intended-use limitations. |
| Change-control record | A formulation, pigment, supplier or process change should trigger a new technical review. |
Report-age and formulation warning: The supplied US report was issued in 2022 and the aqueous-ink report was issued in 2023. Before relying on either report for a new project, buyers should confirm that the current ink formulation, production location, pigment system and supplier product code remain unchanged. Retesting may be appropriate where the formulation or required market scope has changed.
Commercial and Procurement Considerations
Technical suitability must be combined with commercial feasibility. Print cost is influenced by the selected product, total order quantity, color count, artwork coverage, sampling requirements, production efficiency and inspection standard.
A lower-cost printing option may not be the best purchasing decision if it creates weak color control, unreadable text, high rejection rates or incomplete compliance documentation. Large importers and restaurant groups should define the approved sample, acceptable visual variation and documentation package before placing a bulk order.
For a broader analysis of molded-fiber market development, compliance priorities and sourcing risks, buyers can review the
2026 Global Sugarcane Bagasse Packaging White Paper.
Verified Bioleader® Custom Printing Capabilities
Bioleader® supports project-specific custom printing on selected sugarcane bagasse tableware for wholesale, OEM and private-label programs. The following specifications are based on Bioleader’s current production and export-service standards. Final feasibility is confirmed according to the selected product model, molded surface, artwork, color requirements, order quantity and destination market.
Bioleader® Bagasse Printing Capability Table
| Capability item | Verified Bioleader® specification |
|---|---|
| Supported printing methods | Custom logo and graphic printing on selected molded-fiber surfaces. The exact printing process and production setup are confirmed according to the product model, printable area, artwork coverage and color requirements. |
| Suitable products | Selected sugarcane bagasse clamshells, burger boxes, food containers, plates and trays. Bowls and other curved products are evaluated individually according to surface geometry and available printing area. |
| Standard color options | One-color and two-color artwork is generally more suitable for molded-fiber surfaces. Projects with additional colors, gradients, large solid coverage or complex graphics require separate production assessment. |
| Artwork formats | Editable AI, EPS or vector PDF files are preferred. Fonts should be outlined, and all artwork dimensions, colors and print positions should be clearly identified. |
| Printable areas | Exterior lid surfaces, exterior bases, container undersides, plate undersides and other approved non-food-contact areas. Hinges, deep ribs, steep curves and unstable molded areas are normally avoided. |
| Interior printing | Interior or potential food-contact printing is not treated as a standard option. It requires separate evaluation of the ink system, food type, contact time, temperature, migration risk and destination-market requirements. |
| Custom-printing MOQ | Normally 50,000 pieces per product model and print design. Final MOQ depends on the selected item, printing setup, number of colors, artwork coverage and production arrangement. |
| Printed sample lead time | Approximately 30 days after the product model, artwork, printing position, color requirements and sample payment are confirmed. |
| Printed sample cost | Typically USD 150–200 per artwork, depending on the product, printing setup and design complexity. Plain white samples can normally be supplied at up to two pieces per item without product charge, excluding courier costs. |
| Mass-production lead time | Normally 30–40 days after sample or print-proof approval, deposit receipt and confirmation of all production specifications. |
| Color approval | Pantone references may be used as production targets, but final color appearance is approved through a physical printed sample or production proof on the selected white or natural bagasse substrate. |
| Print-quality inspection | Inspection can include print position, artwork version, clarity, color consistency, registration, missing print, smearing, visible ink transfer, surface defects and general rub resistance. |
| Application evaluation | Project-specific evaluation may include dry rubbing, wet rubbing, oil exposure, condensation, hot-food conditions, odor, stacking and intended-use testing. |
| Available technical documents | Depending on the confirmed project, Bioleader® may provide selected ink supplier test reports, product specifications, material declarations, PFAS or fluorine-related documents, food-contact supporting information and export packing records. |
| Wholesale and shipment support | Standard export cartons, OEM or private-label coordination, mixed-product container planning, carton marking and FOB China shipment support are available according to the order structure. |
Manufacturer Verification Principle
Bioleader® does not treat a digital artwork file or an ink supplier report as final production approval. Each printed project should be connected to an exact product model, approved print zone, ink system, artwork version, physical sample and production specification before mass manufacturing.
Specification note: Printing methods, available colors, MOQ, sampling requirements and lead times can vary by product design and order structure. The values above represent Bioleader’s current standard project parameters and remain subject to final factory confirmation.
Final Buyer Recommendation
Custom printing can convert plain sugarcane bagasse tableware into functional branded packaging, but a successful program requires more than an attractive logo. The buyer must coordinate the molded-fiber substrate, ink formulation, print zone, artwork, drying process, food-contact conditions and destination-market requirements.
Third-party migration and extractives reports provide useful supporting evidence, but they must be interpreted according to their actual sample scope. They should not be presented as blanket FDA, LFGB or EU certification of every printed Bioleader® product.
Before requesting a quotation, buyers should provide the product model, artwork, print colors, printing position, order quantity, food type, use temperature, contact time, destination market and required documents. Bioleader® can then evaluate the printable area, sample requirements, production feasibility and available compliance support.
Frequently Asked Questions
Can a logo be printed on sugarcane bagasse containers?
Yes. Selected bagasse clamshells, plates, trays and bowls can support custom logos and graphics where the molded surface provides a stable printing area. Exterior lids, outside bases and plate undersides are usually more suitable than hinges, ribs or deep curves. Final print quality should be approved on a physical sample.
Is water-based ink automatically safe for food packaging?
No. Water-based describes the primary carrier system, not the complete safety profile. Food-contact suitability depends on the full formulation, pigments, additives, ink coverage, drying process, substrate, print location, food type, temperature and contact time. Supporting migration data and application-specific review are still required.
Is printed bagasse tableware FDA certified?
A third-party report referencing US FDA 21 CFR 176.170 is not the same as an FDA-issued product certificate. The available report supports a submitted food-contact ink sample and the listed test conditions. Buyers must confirm that the actual production ink, color, print position and finished application match the report scope.
Can printing be placed inside a bagasse food container?
Interior printing is not treated as a standard option. It requires separate evaluation of direct food contact, migration, food type, temperature, contact time and destination-market rules. Bioleader® normally recommends exterior or non-food-contact printing, particularly for packaging intended for the European market.
Does water-based printing preserve compostability?
Not automatically. A water-based carrier does not prove that every pigment, binder or additive is compatible with a compostability claim. Where certified compostability is required, buyers should confirm that the selected ink formulation and applied loading are covered by suitable documentation or finished-article assessment.
Can Bioleader® match a Pantone color on bagasse packaging?
A Pantone reference can be used as a production target, but the final appearance is affected by the white or natural fiber color, surface texture, absorption and drying conditions. Bioleader® recommends approving a physical printed sample rather than relying only on the digital Pantone value.
Do the ink reports cover every printed product and color?
No. A test report normally covers the submitted sample and specified testing program. Different colors, pigments, formulations, ink suppliers or applied quantities may require additional confirmation. The current production ink should be traceable to the tested series and supported by supplier documentation.
References and Supporting Documents
- Electronic Code of Federal Regulations: 21 CFR 176.170, Components of Paper and Paperboard in Contact with Aqueous and Fatty Foods
- Regulation (EC) No. 1935/2004 on Materials and Articles Intended to Come into Contact with Food
- Commission Regulation (EC) No. 2023/2006 on Good Manufacturing Practice for Food-Contact Materials
- Commission Regulation (EU) No. 10/2011 on Plastic Materials and Articles Intended to Come into Contact with Food
- German Food and Feed Code, LFGB Section 30
- German Food and Feed Code, LFGB Section 31
- Supplier-Provided US FDA Food-Contact Ink Test Report
- Supplier-Provided LFGB and EU-Related Aqueous-Ink Test Report