Resumen rápido
- Ciertas cajas tipo clamshell, platos, bandejas y otros productos de fibra moldeada fabricados con bagazo de caña de azúcar pueden personalizarse con logotipos, marcas operativas e imágenes de marca.
- Las zonas exteriores y aquellas que no entran en contacto con los alimentos suelen ser las zonas de impresión preferidas, especialmente en el caso de los productos destinados al mercado europeo.
- Una tinta al agua no es, por sí sola, apta para uso alimentario, compostable ni adecuada para todo tipo de alimentos, temperaturas y tiempos de contacto.
- Los informes de terceros sobre tintas relacionados con la FDA, la LFGB o la UE solo avalan la muestra de tinta presentada, los métodos de ensayo indicados y las condiciones especificadas.
- La aprobación definitiva debe coincidir exactamente con la serie de tintas, el color, la cobertura de impresión, el modelo del producto, la aplicación alimentaria, el mercado de destino y el proceso de producción.
La vajilla de bagazo de caña de azúcar con impresión personalizada permite a restaurantes, cadenas de comida para llevar, distribuidores y marcas del sector de la restauración aplicar logotipos, identificadores de menú, instrucciones de manipulación o indicaciones de eliminación directamente sobre determinados envases de fibra moldeada. Sin embargo, un proyecto de impresión profesional implica mucho más que simplemente colocar un diseño gráfico en un envase. Los compradores deben evaluar la formulación de la tinta, la superficie imprimible, el riesgo de contacto directo o indirecto con los alimentos, el rendimiento del color, la resistencia a la abrasión, las condiciones de secado y los requisitos del mercado de destino.
Bioleader® fabrica y suministra una amplia gama de
vajilla de bagazo de caña de azúcar
para programas globales de venta al por mayor, OEM y de marca blanca. La impresión personalizada se analiza como una especificación de embalaje específica para cada proyecto, en lugar de como una opción universal que se aplica de forma idéntica a todos los productos.
Conclusión clave para el comprador: No apruebes un producto de bagazo impreso únicamente porque un proveedor utilice los términos “tinta al agua”, “tinta FDA” o “tinta LFGB”. El informe justificativo debe corresponder a la formulación real de la tinta, el color, la posición de impresión, el tipo de alimento, la temperatura, el tiempo de contacto y la aplicación final.
¿Qué son los artículos de mesa de bagazo de caña de azúcar con impresión personalizada?
La vajilla de bagazo con impresión personalizada consiste en envases alimentarios de fibra moldeada en los que se aplican, en una zona de impresión autorizada, elementos de marca seleccionados, información del producto o gráficos operativos. La vajilla en sí se fabrica normalmente a partir de fibra de caña de azúcar procesada, mientras que el sistema de impresión se selecciona por separado en función de la superficie del producto y el uso previsto.
El proceso de impresión no altera la estructura fundamental de fibra moldeada del producto, pero introduce otro sistema de materiales en el artículo acabado. Por lo tanto, la tinta, el pigmento, los aditivos, la cantidad aplicada, las condiciones de secado y la ubicación de la impresión deben tenerse en cuenta en la evaluación del producto.
Los compradores que no estén familiarizados con el material pueden consultar la guía de Bioleader
Resumen sobre la fabricación y el abastecimiento de vajilla de bagazo de caña de azúcar
antes de comparar las distintas opciones de impresión.
¿Se pueden imprimir los envases y platos de bagazo de caña de azúcar?
Sí. Se puede imprimir en determinados envases alimentarios de bagazo, cajas para hamburguesas, platos, bandejas y envases de fibra moldeada, siempre que la geometría del producto ofrezca una superficie de impresión lo suficientemente estable y accesible. Las superficies planas o ligeramente curvadas suelen ofrecer resultados más uniformes que las bisagras, las nervaduras profundas, las paredes verticales y las esquinas muy texturizadas.
Entre sus aplicaciones más habituales se incluyen los logotipos de restaurantes, los nombres de marcas, la identificación de productos, los campos de selección de pedidos, las instrucciones de reciclaje o eliminación de residuos y los gráficos sencillos de uno o dos colores. Las ilustraciones sencillas, con líneas más marcadas y un espaciado claro, suelen ofrecer un rendimiento más fiable que el texto muy pequeño, las letras finas en negativo, los degradados complejos o las grandes áreas de color denso.
En la guía de Bioleader se ofrece una explicación más detallada de los métodos disponibles y las limitaciones de superficie:
¿Puedes imprimir sobre bagazo?
Zonas de impresión recomendadas
| Zona de impresión | Idoneidad típica | Aspecto clave a tener en cuenta |
|---|---|---|
| Parte superior exterior de una tapa tipo concha | Se suele preferir para logotipos e imagen de marca | La superficie debe ser lo suficientemente plana y no presentar nervaduras de refuerzo profundas. |
| Parte inferior exterior de un contenedor | Adecuado para la trazabilidad, las instrucciones de eliminación o la información sobre marcas blancas | La impresión no debe interferir en el apilado, el embalaje en cajas de cartón ni la estabilidad del producto. |
| Parte inferior de un plato o una bandeja | A menudo resulta adecuado para la imagen de marca y la identificación de productos | El área imprimible depende de la estructura base y de la textura moldeada. |
| Interior de una tapa | Requiere una revisión técnica adicional | Hay que tener en cuenta la condensación, el vapor, las salpicaduras de comida y el posible contacto directo. |
| Base interior en contacto con los alimentos | No se considera una posición de impresión estándar | Es necesario realizar una evaluación específica de la migración y de las aplicaciones para cada mercado, y se debe dar preferencia a la impresión exterior en el caso de los productos destinados a la UE. |
| Bisagras, nervaduras y curvas pronunciadas | Por lo general, no es recomendable | Una presión desigual y las variaciones en la superficie pueden reducir la nitidez, el registro y la cobertura de la tinta. |

Advertencia importante sobre la zona de impresión: Bioleader® suele recomendar la impresión en exteriores o sin contacto con alimentos para proyectos internacionales estándar. La impresión en el interior de un envase requiere una evaluación específica de la formulación de la tinta, el tipo de alimento, el tiempo de contacto, la temperatura, el riesgo de migración y la normativa del mercado de destino. En el caso de los envases destinados a la UE, las superficies impresas no deben estar en contacto directo con los alimentos.
¿Qué productos de bagazo son los más adecuados para la impresión personalizada?
El rendimiento de impresión varía en función del diseño del producto. La mejor opción no es necesariamente el producto más grande, sino aquel que presente un área de impresión más estable y accesible. Los compradores deben evaluar la geometría del molde antes de dar por finalizado el diseño.
| Tipo de producto | Área de impresión habitual | Rendimiento de impresión previsto | Solicitud común |
|---|---|---|---|
| Caja bivalva de bagazo | Tapa exterior o panel de base seleccionado | Es adecuado cuando el panel es plano y no tiene muchas nervaduras | Hamburguesas, comida para llevar, kits de comida y marcas de comida a domicilio |
| Plato de bagazo | Parte inferior, borde o zona central seleccionada | Ideal para logotipos sencillos y gráficos de un solo color | Servicios de catering, eventos, cadenas de restaurantes y marcas propias |
| Bandeja de bagazo | Base exterior o zona de la brida plana | Depende de la profundidad, la estructura del borde y la curvatura de la bandeja | Supermercados, comidas a bordo de aviones, servicios de catering y empresas de transformación de alimentos |
| Cuenco de bagazo | Base exterior o superficie lateral limitada | Más limitado debido a la curvatura | Ensaladas, platos de arroz, sopas y comidas preparadas |
| Contenedor con compartimentos | Tapa exterior o panel inferior | Los separadores internos no suelen ofrecer superficies adecuadas para la impresión. | Preparación de comidas, catering para centros y reparto de comidas a domicilio |
Los importadores que deseen comparar formatos de envase tipo clamshell pueden consultar los de Bioleader
Gama de envases alimentarios de bagazo,
Por su parte, los compradores del sector de la restauración que necesiten formatos impresos para el servicio pueden consultar la
Colección de platos de bagazo.

¿Qué tipo de tinta se utiliza en la vajilla de bagazo estampada?
La tinta al agua es uno de los sistemas disponibles para los envases alimentarios de fibra moldeada, pero el término “al agua” se refiere al sistema portador principal y no al perfil completo de seguridad o medioambiental de la tinta final. Una formulación completa de tinta puede incluir pigmentos, aglutinantes, aditivos, antiespumantes, agentes secantes y otros componentes funcionales.
La idoneidad para el contacto con alimentos depende de la formulación completa, la cantidad de tinta aplicada, el proceso de curado o secado, la interacción con el sustrato, la ubicación de la impresión y las condiciones de uso previstas. Por lo tanto, una tinta al agua no debe describirse automáticamente como apta para el contacto con alimentos, compostable, biodegradable o apta para el contacto directo con alimentos.
Perspectiva del fabricante: la elección de la tinta es una decisión sistémica
Bioleader® evalúa la impresión como una combinación de sustrato, tinta, diseño gráfico, equipo, cobertura de impresión y condiciones de uso final. Un informe sobre la tinta solo resulta útil cuando es posible vincular el registro de compra, la declaración del proveedor, la serie de tinta, el color y el lote de producción real con la formulación sometida a ensayo.
Que sea a base de agua no significa automáticamente que sea compostable
El comportamiento medioambiental del producto básico de bagazo y el perfil medioambiental de la tinta son cuestiones relacionadas, pero distintas. Una pequeña cantidad de tinta de impresión compatible puede ser aceptable en el marco de una evaluación de la compostabilidad, pero el mero hecho de que el vehículo sea a base de agua no demuestra que el artículo impreso final cumpla una norma de compostabilidad.
Los compradores que hagan declaraciones sobre la compostabilidad deben confirmar si la formulación de tinta seleccionada, la dosis aplicada y el producto impreso final están respaldados por la documentación pertinente del proveedor o por ensayos realizados sobre el producto acabado.
Las pruebas de tinta no sustituyen a las pruebas del material de base
Las pruebas de migración de tinta no determinan el perfil completo de seguridad alimentaria del sustrato de fibra moldeada. El material base, los coadyuvantes de procesamiento, el tratamiento de resistencia al aceite y el posible contenido de flúor deben evaluarse por separado. Los compradores preocupados por los compuestos fluorados también deberían revisar el
Guía de seguridad alimentaria para vajillas de bagazo sin PFAS.
Cómo influye la superficie de fibra moldeada en la calidad de impresión
La fibra de caña de azúcar moldeada tiene más textura y es más absorbente que el papel estucado, el film plástico o una etiqueta autoadhesiva. Los diseños que se imprimen con claridad en un vaso de papel o de PET pueden requerir ajustes antes de que puedan reproducirse de forma consistente en envases de bagazo.
| Factor de diseño | Efecto sobre el bagazo prensado | Recomendación del comprador |
|---|---|---|
| Textura de la fibra | Los bordes pueden parecer más difuminados que al imprimir sobre plástico liso o papel estucado. | Utiliza líneas claras, letra más grande y gráficos simplificados. |
| Sustrato blanco o natural | El color de fondo modifica la percepción del brillo y el contraste de la tinta. | Aprobar las muestras físicas en el color real del producto seleccionado. |
| Texto en relieve fino | Los pequeños espacios sin imprimir pueden cerrarse o perder nitidez. | Aumenta el tamaño de la letra y el espaciado entre trazos. |
| Ilustración con degradado | Es posible que las transiciones no se vean tan fluidas como en el papel estucado. | Siempre que sea posible, convierte los degradados complejos en zonas tonales simplificadas. |
| Amplia cobertura completa | Las variaciones naturales en la absorción de la fibra pueden dar lugar a diferencias visibles en la densidad. | Evalúa los límites de cobertura durante el muestreo. |
| Códigos QR y códigos de barras | La textura y la distorsión pueden reducir la fiabilidad del escaneo. | Aumentar el tamaño del código y realizar pruebas de escaneo completas con muestras de producción. |
| Colores de marca estrictos | El color final puede diferir de una referencia Pantone debido al tono y la absorción del sustrato. | Utiliza el valor Pantone como referencia y aprueba un estándar de color físico. |
Regla de calidad de impresión: Una muestra de impresión sobre fibra moldeada debe evaluarse en el modelo real del producto y con el color del sustrato. Una prueba digital del diseño no permite predecir con total precisión la textura, la absorción, la nitidez de los bordes ni el aspecto final del color.
Explicación del informe de ensayo de tintas según la norma 21 CFR 176.170 de la FDA de EE. UU.
El informe estadounidense disponible se refiere a una muestra de tinta destinada al contacto con alimentos que se ha presentado. En la página de resultados, la aplicación sometida a ensayo se identifica como “Posición del patrón de impresión”, con la descripción “Vajilla de celulosa”. El informe hace referencia al artículo 21 CFR 176.170 de la FDA de EE. UU. y evalúa los extractos solubles en cloroformo en cuatro medios y condiciones de ensayo.
Los medios de ensayo enumerados representan diferentes categorías de exposición, entre los que se incluyen el agua, los simulantes alcohólicos y el n-heptano para condiciones de extracción relacionadas con alimentos grasos. El resultado obtenido se situó por debajo del límite establecido en el informe en las cuatro condiciones enumeradas.
| Medio de ensayo | Informar del estado | Resultado comunicado | Límite declarado |
|---|---|---|---|
| Agua destilada | 150 °F durante 2 horas | <0,1 mg/pulg² | <0,5 mg/pulg² |
| Alcohol 8% | 150 °F durante 2 horas | <0,1 mg/pulg² | <0,5 mg/pulg² |
| Alcohol 50% | 150 °F durante 2 horas | <0,1 mg/pulg² | <0,5 mg/pulg² |
| n-heptano | 100 °F durante 30 minutos | <0,1 mg/pulg² | <0,5 mg/pulg² |

Redacción correcta según la FDA: El informe avala la muestra de tinta presentada con arreglo al método de ensayo y las condiciones indicadas. Debe describirse como “ensayada con arreglo a la norma 21 CFR 176.170 de la FDA de EE. UU.”, y no como una certificación expedida por la FDA, una aprobación por parte de la FDA de todos los colores de tinta ni una certificación de la FDA de cada producto impreso con Bioleader®.
Lo que no establece el informe relacionado con la FDA
- El informe no abarca todos los colores de tinta, pigmentos o formulaciones futuras disponibles.
- El informe no confirma que todos los productos de bagazo impresos utilicen la misma serie de tintas sometida a ensayo.
- El informe no sustituye a una evaluación del producto final en lo que respecta a la cobertura real de impresión y a su aplicación en el sector alimentario.
- El informe no demuestra la resistencia a la abrasión, la estabilidad en el microondas, el comportamiento frente a los olores ni la compostabilidad.
- El informe no constituye un certificado de la FDA expedido directamente a Bioleader®.
Pruebas de migración relacionadas con la normativa LFGB y la UE para tintas acuosas
El segundo informe se refiere a una muestra de tinta acuosa presentada, destinada al papel. En su portada se enumeran los ensayos de migración global, migración específica de metales pesados, migración específica de ftalatos y monómero de cloruro de vinilo residual. El informe ofrece una conclusión global de «APROBADO» para el programa de ensayos indicado.
Resultados generales de la migración
En la página dedicada a la migración global se enumeran tres simulantes alimentarios y tres resultados repetidos para cada condición. Todos los resultados de migración comunicados son «ND», lo que significa que no se ha detectado nada en el nivel de notificación aplicable, mientras que el límite de migración global establecido es de 10 mg/dm².
| Simulador de alimentos | Informar del estado | Resultados comunicados | Límite declarado |
|---|---|---|---|
| Ácido acético 3% | 100 °C durante 24 horas | ND en los resultados de la primera, segunda y tercera migración | 10 mg/dm |
| Etanol 10% | 70 °C durante 24 horas | ND en los resultados de la primera, segunda y tercera migración | 10 mg/dm |
| Prueba sustitutiva con etanol 95% | 60 °C durante 24 horas | ND en los resultados de la primera, segunda y tercera migración | 10 mg/dm |

Migración de metales pesados
El informe recoge los ensayos de migración de elementos como el aluminio, el antimonio, el arsénico, el bario, el cadmio, el cromo, el cobalto, el cobre, el plomo, el litio, el manganeso, el mercurio, el níquel y el zinc. Los resultados indicados figuran como «ND», con un comentario de «APROBADO» para la muestra analizada y las condiciones especificadas.
Ftalatos y plastificantes relacionados
El informe también recoge los resultados de los análisis de múltiples ftalatos y sustancias relacionadas, entre ellas el DBP, el DEHP, el BBP, el DEHA, el DEHT y el DINCH. Los valores registrados se situaban por debajo de los niveles de cuantificación indicados o de los requisitos establecidos para la muestra presentada.
Monómero de cloruro de vinilo residual
El monómero de cloruro de vinilo residual se analizó utilizando etanol 95% en las condiciones indicadas en el informe. El resultado se indicó como «no detectado», con el comentario «APROBADO».
Aclaración sobre el ámbito de aplicación de la UE: El Reglamento (UE) n.º 10/2011 de la Comisión es un reglamento específico para los materiales plásticos en contacto con alimentos. Un producto moldeado de fibra de caña de azúcar no debe describirse como totalmente certificado con arreglo al Reglamento (UE) n.º 10/2011 por el mero hecho de que un informe sobre tintas haga referencia a métodos o límites seleccionados de dicho reglamento. Lo más adecuado es considerar el informe como datos de migración complementarios. El Reglamento (UE) n.º 10/2011 es un reglamento específico para los materiales plásticos en contacto con alimentos. Un producto moldeado de fibra de caña de azúcar para la muestra de tinta acuosa presentada.
Nota sobre la revisión del informe técnico: Un epígrafe de la página 2 del informe completo hace referencia a la Resolución ResAP(2004)5 sobre siliconas, mientras que la muestra se identifica como tinta acuosa sobre papel. Bioleader® no utiliza ese epígrafe para alegar el cumplimiento de los requisitos relativos al bagazo o a la tinta. Los compradores que necesiten documentación oficial de la UE deben basarse en la descripción real de la muestra, los métodos de ensayo, las condiciones y los resultados medidos, y deben solicitar una aclaración al laboratorio o un informe corregido cuando sea necesario.
Lo que demuestran y lo que no demuestran los dos informes de Ink
| Los informes pueden servir de apoyo a | Los informes no pueden demostrar por sí solos |
|---|---|
| Las muestras de tinta presentadas cumplieron con los criterios de ensayo indicados en los respectivos informes. | Todos los productos de bagazo impresos con la marca Bioleader® cuentan con la certificación de la FDA, la LFGB o la UE. |
| Los resultados de extracción o migración indicados han recibido la calificación «APROBADO» en las condiciones especificadas. | Todos los colores, pigmentos, formulaciones y lotes de producción están incluidos en el mismo informe. |
| Los informes pueden formar parte de un expediente de documentación técnica para la revisión del proyecto. | La superficie impresa puede entrar en contacto con cualquier tipo de alimento, sin restricciones de temperatura ni de tiempo. |
| El sistema de tinta sometido a ensayo podría tenerse en cuenta para una evaluación adicional del producto y de su aplicación. | El artículo impreso final cumple automáticamente con la normativa vigente en Estados Unidos, Alemania, la UE, el Reino Unido y cualquier otro mercado. |
| Los informes proporcionan datos de medición correspondientes a determinadas condiciones relacionadas con alimentos acuosos, alcohólicos, ácidos o grasos. | La tinta ha superado las pruebas de resistencia a la abrasión, al microondas, al horno, al congelador, a los olores y de compostabilidad del producto acabado. |
| El PDF completo puede ser revisado por el equipo de calidad o el equipo regulador del comprador. | El informe seguirá siendo válido aunque el proveedor modifique la formulación de la tinta, el pigmento, la planta de producción o el código del producto. |
Por qué la posición de impresión es importante para el cumplimiento de la normativa sobre contacto con alimentos
La elección del lugar de impresión es una de las decisiones más importantes en materia de cumplimiento normativo. En el caso de los proyectos de la UE, las buenas prácticas de fabricación para las tintas de impresión se centran en la impresión aplicada a la cara que no entra en contacto con los alimentos y exigen medidas de control para evitar la transferencia a través del sustrato o el traspaso durante el apilado y el almacenamiento.
La transferencia de tinta se produce cuando una superficie impresa entra en contacto con la superficie de otro producto durante el apilado y transfiere componentes de la tinta a una zona que posteriormente podría entrar en contacto con los alimentos. Por lo tanto, un programa de impresión que cumpla con la normativa debe tener en cuenta el secado, la orientación del apilado, el tiempo de almacenamiento, la presión, el calor y la configuración del envase.
Posicionamiento recomendado en el mercado
| Mercado o aplicación | Enfoque recomendado |
|---|---|
| La Unión Europea y Alemania | Opte por la impresión en superficies exteriores o que no entren en contacto con alimentos y evalúe la migración, el traspaso de tinta, la documentación relativa a las buenas prácticas de fabricación (GMP) y los requisitos nacionales. |
| Estados Unidos | La tinta y la aplicación final deben ajustarse a los requisitos pertinentes de la FDA, así como al tipo de alimento concreto, la temperatura y el tiempo de contacto. |
| Reino Unido | Revisa la normativa vigente en materia de productos retenidos y de uso doméstico que entran en contacto con alimentos, así como los requisitos de documentación específicos del comprador. |
| Cadena mundial de restaurantes | Aplicar las especificaciones de grupo aprobadas más estrictas en todos los mercados en los que sea posible y llevar un registro de las aprobaciones de maquetación y tintas. |
| Impresión directa en interiores en contacto con alimentos | No lo considere una opción estándar; realice una evaluación normativa y de la solicitud definitiva por separado antes de su aprobación. |
La seguridad en la impresión es solo una parte del conjunto de medidas de cumplimiento normativo
Un programa fiable de impresión sobre bagazo debería evaluar el producto final en su totalidad, en lugar de analizar el informe de tinta de forma aislada.
| Nivel de cumplimiento | Lo que deben comprobar los compradores |
|---|---|
| Sustrato de bagazo | Composición del material, idoneidad para el contacto con alimentos, controles del proceso y rango de temperaturas previsto. |
| Sistema resistente al aceite y al agua | Situación respecto a los PFAS, método de ensayo del flúor, grado de rendimiento y exposición prevista al aceite caliente o al agua caliente. |
| Tinta de impresión | Proveedor, gama de tintas, color, declaración de la formulación, informe de migración y trazabilidad de los lotes de producción. |
| Solicitud impresa y cumplimentada | Posición de impresión, cobertura, secado, abrasión, olor, riesgo de transferencia y condiciones reales de contacto con alimentos. |
| Compostabilidad | Si la construcción impresa final o la cantidad de tinta utilizada están respaldadas por la documentación adecuada. |
| Mercado de destino | Legislación nacional aplicable, especificaciones del comprador, etiquetado y formato de declaración exigido. |
Este mismo enfoque a nivel de sistema se aplica a otros envases a base de fibra. Por ejemplo, la interacción entre el sustrato, el recubrimiento, la tapa y la impresión también es importante en
vasos de papel sin plástico con tapas de pulpa de bagazo,
aunque el programa de fabricación y ensayo de los materiales sea diferente.

Pruebas de rendimiento de impresión que los compradores deberían solicitar
Los informes de migración se centran principalmente en la migración de sustancias químicas en las condiciones de laboratorio especificadas. No garantizan automáticamente que el diseño impreso se mantenga nítido durante la producción, el transporte, el envasado, la entrega a domicilio o el recalentamiento.
Evaluación de muestras recomendada
| Criterio de evaluación | Comprobación recomendada | Por qué es importante |
|---|---|---|
| Resistencia al frotamiento en seco | Frota la zona impresa durante un número determinado de ciclos utilizando un método uniforme. | Detecta manchas visibles, transferencia de pigmento o adhesión deficiente. |
| Resistencia al frotamiento en húmedo | Repite la prueba de fricción con un paño húmedo o con el medio de prueba acordado. | Evalúa el efecto de la humedad, la condensación y la manipulación. |
| Contacto con el aceite | Exponer la zona correspondiente al aceite alimentario previsto o al simulante acordado. | Comprueba si hay sangrado visible, trasvase y pérdida de legibilidad. |
| Exposición al agua caliente | Realiza la prueba a la temperatura y durante el tiempo de contacto previstos. | Confirma que la aplicación se mantiene visualmente estable durante el uso con alimentos calientes. |
| Prueba de condensación | Deja enfriar o mete en la nevera el envase lleno y comprueba la zona impresa una vez que se haya formado condensación. | Indicado para comidas refrigeradas, ensaladas y distribución en cadena de frío. |
| Evaluación de microondas | Prueba el producto impreso real en las condiciones de uso del microondas previstas. | Los datos de migración por sí solos no demuestran el aspecto de la impresión tras el paso por el horno de microondas ni el comportamiento en cuanto al olor. |
| Comprobación de la adherencia | Utiliza una cinta adhesiva acordada o un método de comparación de la adherencia a la superficie. | Ayuda a detectar desprendimientos o una adhesión deficiente a la superficie de fibra moldeada. |
| Comparación de colores | Compara la muestra con el patrón físico homologado bajo condiciones de iluminación controladas. | Controla la variación relacionada con el sustrato y garantiza la uniformidad de la producción. |
| Escaneo de códigos QR | Escanea varias muestras de producción con distintos dispositivos. | Confirma que la textura de la fibra y la distribución del estampado no reducen la legibilidad del código. |
| Evaluación de olores | Evaluar las muestras selladas tras su fabricación y almacenamiento. | Facilita la aceptación en el sector de la restauración y el control de calidad de los productos terminados. |
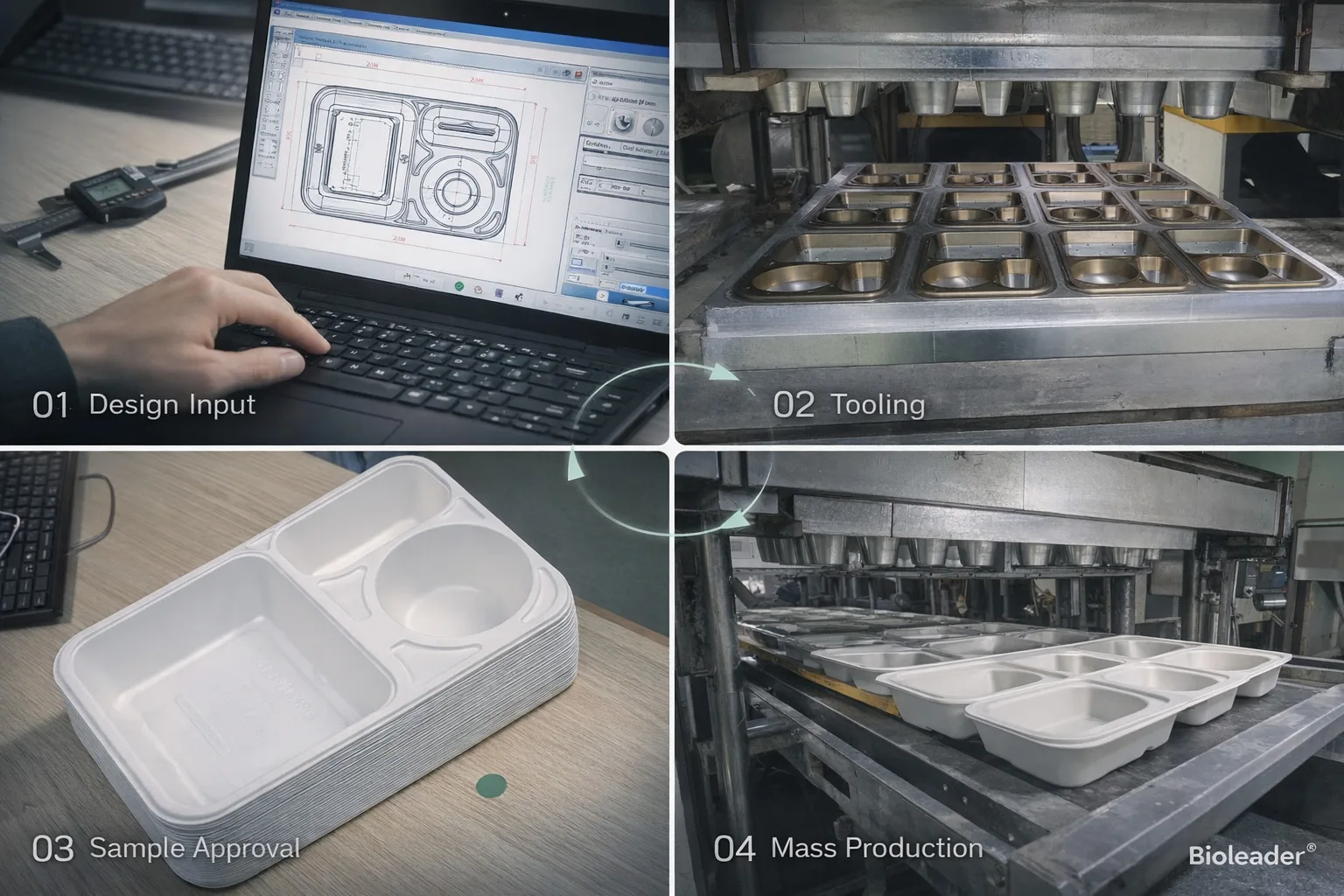
Flujo de trabajo del proyecto de impresión personalizada Bioleader®
Proceso de impresión y suministro para exportación de fabricantes de equipos originales (OEM)
- Reseña del producto y de la zona de impresión: Bioleader® confirma el modelo exacto del producto, la geometría del molde, la ubicación prevista para la impresión y la posible exposición al contacto con alimentos.
- Evaluación de las obras de arte: El equipo revisa los archivos de diseño en formato AI, EPS o PDF editables, incluyendo el tamaño de la fuente, el grosor de las líneas, el número de colores, los códigos QR, los degradados y la cobertura total de tinta.
- Selección del sistema de tinta: El sistema de tinta seleccionado se evalúa en función del mercado de destino, el color del producto, el tipo de alimento, la temperatura y la documentación justificativa necesaria.
- Aprobación de la muestra o de la prueba de impresión: El comprador confirma la posición, las dimensiones, el aspecto del color, la transparencia y el rendimiento visual general antes de la producción en serie.
- Control de la producción en serie: Los controles de producción pueden incluir la versión del material gráfico, la posición de impresión, el estándar de color, la falta de impresión, las manchas, el registro, el secado y los defectos visuales.
- Evaluación del producto terminado: Las comprobaciones específicas de cada proyecto pueden incluir pruebas de fricción, exposición al aceite, condensación, olores, apilamiento y uso previsto.
- Documentación de exportación: Los informes, especificaciones, declaraciones e información sobre el embalaje disponibles se organizan en función del producto confirmado y de los requisitos del cliente.
- Embalaje a granel y planificación del envío: Antes del envío se confirman el embalaje en cajas de cartón, la planificación de contenedores mixtos, los requisitos de palés y la carga para la exportación.
Por qué es importante la aprobación previa a la producción
La textura de la fibra moldeada, el color del sustrato y la curvatura del producto pueden alterar el aspecto final de una misma obra de arte digital. Bioleader® recomienda disponer de una muestra física de impresión aprobada o de una prueba de producción firmada para proyectos con requisitos estrictos en cuanto a la posición del logotipo, textos pequeños, códigos QR o colores de marca.
Datos necesarios para un presupuesto de impresión personalizada
Lista de comprobación del comprador
| Información obligatoria | Ejemplo o explicación |
|---|---|
| Modelo del producto | Modelo de envase tipo clamshell, plato, cuenco o bandeja de bagazo de 9×9 pulgadas. |
| Color del producto | Fibra moldeada blanca o natural. |
| Cantidad del pedido | Cantidad por modelo de producto y por diseño de impresión. |
| Número de colores de impresión | Un color, dos colores o un diseño más complejo que requiera una evaluación. |
| Formato de la obra | Se prefiere que los archivos estén en formato AI, EPS o PDF vectorial editables. |
| Posición de impresión | Tapa exterior, parte inferior exterior, parte inferior de la placa u otra zona propuesta. |
| Tamaño de impresión | Ancho y alto máximos del gráfico previsto. |
| Aplicación alimentaria | Hamburguesa, plato caliente, comida grasienta, ensalada, postre u otro uso. |
| Temperatura y tiempo de contacto | Llenado en caliente, a temperatura ambiente, conservación en frío, recalentamiento o uso en el microondas. |
| Mercado de destino | Estados Unidos, Alemania, la UE, el Reino Unido, Australia u otro país. |
| Documentos necesarios | Informe sobre tintas, declaración del proveedor, documentación relativa al contacto con alimentos, información sobre PFAS o formulario específico del cliente. |
| Embalaje y envío | Marcado de cajas, marca propia, preferencia de palés, carga mixta, FOB China u otros Incoterms. |
El pedido mínimo (MOQ) para la impresión personalizada depende del producto seleccionado, el método de impresión, el número de colores, la cobertura del diseño y las condiciones de producción. Los compradores no deben dar por sentado que el pedido mínimo para un artículo en stock sin imprimir será idéntico al de una versión impresa por el fabricante original (OEM).
Documentación que los compradores deben comprobar antes de realizar un pedido
| Documento o registro | Requisito de compatibilidad |
|---|---|
| Declaración del proveedor de tinta | La declaración debe indicar la serie concreta de tintas, la aplicación prevista y las restricciones pertinentes. |
| Informe sobre tintas de terceros | El código de la muestra, la formulación o el producto sometido a ensayo debe corresponder a la tinta utilizada en la producción. |
| Cobertura del color o del pigmento | El comprador debe confirmar si el informe abarca todos los colores seleccionados o solo una muestra de tinta enviada. |
| Registro de compras de producción | El lote de tinta adquirido debe poder rastrearse hasta el proveedor y la serie aprobados. |
| Aprobación de las ilustraciones | Se deben registrar el archivo definitivo, el número de versión, las dimensiones, el color y la posición de impresión. |
| Especificaciones del producto acabado | Las especificaciones deben indicar el modelo del producto, la zona de impresión y las limitaciones de uso previsto. |
| Registro de control de cambios | Cualquier cambio en la formulación, el pigmento, el proveedor o el proceso debería dar lugar a una nueva revisión técnica. |
Aviso sobre la redacción y la formulación del informe: El informe estadounidense facilitado se publicó en 2022 y el informe sobre tintas acuosas, en 2023. Antes de basarse en cualquiera de estos informes para un nuevo proyecto, los compradores deben confirmar que la formulación actual de la tinta, la ubicación de la producción, el sistema de pigmentos y el código de producto del proveedor no hayan sufrido cambios. Podría ser conveniente realizar nuevas pruebas en caso de que la formulación o el ámbito de mercado requerido hayan cambiado.
Aspectos comerciales y de contratación pública
La idoneidad técnica debe ir acompañada de la viabilidad comercial. El coste de impresión depende del producto elegido, la cantidad total del pedido, el número de colores, la cobertura de la maquetación, los requisitos de muestras, la eficiencia de la producción y los criterios de inspección.
Una opción de impresión más económica puede no ser la mejor decisión de compra si da lugar a un control deficiente del color, texto ilegible, altas tasas de rechazo o una documentación de cumplimiento incompleta. Los grandes importadores y grupos de restauración deberían definir la muestra aprobada, la variación visual aceptable y el paquete de documentación antes de realizar un pedido al por mayor.
Para obtener un análisis más exhaustivo de la evolución del mercado de la fibra moldeada, las prioridades en materia de cumplimiento normativo y los riesgos de abastecimiento, los compradores pueden consultar el
2026 Libro Blanco Mundial del Embalaje de Bagazo de Caña de Azúcar.
Capacidades de impresión personalizada Bioleader® verificadas
Bioleader® ofrece servicios de impresión personalizada específica para cada proyecto en una selección de vajillas fabricadas con bagazo de caña de azúcar, destinadas a programas de venta al por mayor, OEM y marcas blancas. Las siguientes especificaciones se basan en los estándares actuales de producción y servicio de exportación de Bioleader. La viabilidad definitiva se confirma en función del modelo de producto seleccionado, la superficie moldeada, el diseño gráfico, los requisitos de color, la cantidad del pedido y el mercado de destino.
Tabla de capacidades de impresión con bagazo Bioleader®
| Elemento de capacidad | Especificaciones verificadas de Bioleader® |
|---|---|
| Métodos de impresión compatibles | Impresión personalizada de logotipos y gráficos en determinadas superficies de fibra moldeada. El proceso de impresión exacto y la configuración de la producción se confirman en función del modelo del producto, el área imprimible, la cobertura del diseño y los requisitos de color. |
| Productos adecuados | Se seleccionan envases tipo clamshell, cajas para hamburguesas, recipientes para alimentos, platos y bandejas fabricados con bagazo de caña de azúcar. Los cuencos y otros productos curvos se evalúan individualmente en función de la geometría de su superficie y del área de impresión disponible. |
| Opciones de color estándar | Por lo general, los diseños de uno o dos colores son más adecuados para superficies de fibra moldeada. Los proyectos que incluyan colores adicionales, degradados, grandes superficies de color liso o gráficos complejos requieren una evaluación de producción por separado. |
| Formatos de las ilustraciones | Se prefieren archivos editables en formato AI, EPS o PDF vectorial. Las fuentes deben estar convertidas a contornos, y deben indicarse claramente todas las dimensiones, colores y posiciones de impresión de los elementos gráficos. |
| Áreas imprimibles | Superficies exteriores de las tapas, bases exteriores, partes inferiores de los envases, partes inferiores de los platos y otras zonas autorizadas que no entran en contacto con los alimentos. Normalmente se evitan las bisagras, las nervaduras profundas, las curvas pronunciadas y las zonas moldeadas inestables. |
| Impresión en interiores | La impresión en el interior de envases o que pueda entrar en contacto con alimentos no se considera una opción estándar. Requiere una evaluación específica del sistema de tinta, el tipo de alimento, el tiempo de contacto, la temperatura, el riesgo de migración y los requisitos del mercado de destino. |
| Cantidad mínima de pedido para impresiones personalizadas | Normalmente, 50 000 unidades por modelo de producto y diseño de impresión. La cantidad mínima de pedido (MOQ) definitiva depende del artículo seleccionado, la configuración de la impresión, el número de colores, la cobertura del diseño y las condiciones de producción. |
| Plazo de entrega de las muestras impresas | Aproximadamente 30 días después de que se hayan confirmado el modelo del producto, el diseño gráfico, la posición de impresión, los requisitos de color y el pago de la muestra. |
| Coste de la muestra impresa | Por lo general, entre 150 y 200 USD por diseño, dependiendo del producto, la configuración de impresión y la complejidad del diseño. Normalmente se pueden suministrar muestras en blanco de hasta dos unidades por artículo sin coste adicional por el producto, excluyendo los gastos de envío. |
| Plazo de entrega en la producción en serie | Normalmente, entre 30 y 40 días tras la aprobación de la muestra o la prueba de impresión, la recepción del anticipo y la confirmación de todas las especificaciones de producción. |
| Aprobación del color | Las referencias Pantone pueden utilizarse como objetivos de producción, pero el aspecto final del color se aprueba mediante una muestra impresa física o una prueba de producción sobre el sustrato de bagazo blanco o natural seleccionado. |
| Control de calidad de la impresión | La inspección puede incluir la posición de la impresión, la versión del diseño, la nitidez, la uniformidad del color, el registro, las faltas de impresión, las manchas, la transferencia visible de tinta, los defectos superficiales y la resistencia general al roce. |
| Evaluación de solicitudes | La evaluación específica del proyecto puede incluir pruebas de fricción en seco, fricción en húmedo, exposición al aceite, condensación, condiciones de alimentos calientes, olores, apilamiento y pruebas de uso previsto. |
| Documentación técnica disponible | En función del proyecto confirmado, Bioleader® puede facilitar informes de pruebas de proveedores de tinta seleccionados, especificaciones de productos, declaraciones de materiales, documentos relacionados con los PFAS o el flúor, información de apoyo sobre el contacto con alimentos y registros de embalaje para la exportación. |
| Asistencia en materia de venta al por mayor y envíos | En función de la estructura del pedido, se ofrecen cajas de cartón estándar para exportación, coordinación de productos OEM o de marca propia, planificación de contenedores con productos mixtos, marcado de cajas y asistencia para envíos FOB desde China. |
Principio de verificación del fabricante
Bioleader® no considera que un archivo de diseño digital o un informe del proveedor de tintas constituya una aprobación definitiva para la producción. Cada proyecto de impresión debe estar vinculado a un modelo de producto concreto, una zona de impresión aprobada, un sistema de tintas, una versión del diseño, una muestra física y unas especificaciones de producción antes de su fabricación en serie.
Nota sobre las especificaciones: Los métodos de impresión, los colores disponibles, la cantidad mínima de pedido (MOQ), los requisitos de muestras y los plazos de entrega pueden variar en función del diseño del producto y la estructura del pedido. Los valores indicados anteriormente corresponden a los parámetros estándar actuales de Bioleader para los proyectos y están sujetos a la confirmación definitiva de la fábrica.
Recomendación final para el comprador
La impresión personalizada puede convertir la vajilla sencilla fabricada con bagazo de caña de azúcar en un envase funcional con la marca, pero para que un programa tenga éxito se necesita algo más que un logotipo atractivo. El comprador debe coordinar el sustrato de fibra moldeada, la formulación de la tinta, la zona de impresión, el diseño gráfico, el proceso de secado, las condiciones de contacto con los alimentos y los requisitos del mercado de destino.
Los informes de terceros sobre migración y sustancias extractivas aportan pruebas de apoyo útiles, pero deben interpretarse de acuerdo con el alcance real de su muestra. No deben presentarse como una certificación general de la FDA, la LFGB o la UE para todos y cada uno de los productos Bioleader® impresos.
Antes de solicitar un presupuesto, los compradores deben facilitar el modelo del producto, el diseño, los colores de impresión, la posición de impresión, la cantidad del pedido, el tipo de alimento, la temperatura de uso, el tiempo de contacto, el mercado de destino y la documentación necesaria. De este modo, Bioleader® podrá evaluar el área imprimible, los requisitos de las muestras, la viabilidad de la producción y el apoyo disponible en materia de cumplimiento normativo.
Preguntas frecuentes
¿Se puede imprimir un logotipo en los envases de bagazo de caña de azúcar?
Sí. En determinados envases de bagazo —como las bandejas con tapa, los platos, las bandejas y los cuencos— se pueden imprimir logotipos y gráficos personalizados, siempre que la superficie moldeada ofrezca una zona de impresión estable. Las tapas exteriores, las bases exteriores y la parte inferior de los platos suelen ser más adecuadas que las bisagras, las nervaduras o las curvas pronunciadas. La calidad final de la impresión debe aprobarse sobre una muestra física.
¿Las tintas al agua son automáticamente seguras para los envases de alimentos?
No. La expresión «a base de agua» se refiere al sistema portador principal, no al perfil de seguridad completo. La idoneidad para el contacto con alimentos depende de la formulación completa, los pigmentos, los aditivos, la cobertura de la tinta, el proceso de secado, el sustrato, la ubicación de la impresión, el tipo de alimento, la temperatura y el tiempo de contacto. Siguen siendo necesarios datos que respalden la migración y un análisis específico de la aplicación.
¿La vajilla de bagazo estampada cuenta con la certificación de la FDA?
Un informe de terceros que haga referencia al artículo 21 CFR 176.170 de la FDA de EE. UU. no es lo mismo que un certificado de producto expedido por la FDA. El informe disponible corrobora una muestra de tinta para contacto con alimentos presentada y las condiciones de ensayo indicadas. Los compradores deben confirmar que la tinta utilizada en la producción real, el color, la posición de impresión y la aplicación final se ajustan al alcance del informe.
¿Se puede introducir material impreso en un envase de bagazo para alimentos?
La impresión en el interior no se considera una opción estándar. Requiere una evaluación específica del contacto directo con los alimentos, la migración, el tipo de alimento, la temperatura, el tiempo de contacto y la normativa del mercado de destino. Bioleader® suele recomendar la impresión en el exterior o sin contacto con los alimentos, especialmente en el caso de los envases destinados al mercado europeo.
¿La impresión con tintas al agua mantiene la compostabilidad?
No de forma automática. El hecho de que el vehículo sea a base de agua no garantiza que todos los pigmentos, aglutinantes o aditivos sean compatibles con una declaración de compostabilidad. Cuando se requiera una certificación de compostabilidad, los compradores deben confirmar que la formulación de tinta seleccionada y la carga aplicada estén respaldadas por la documentación adecuada o por una evaluación del producto acabado.
¿Puede Bioleader® reproducir un color Pantone en envases de bagazo?
Una referencia Pantone puede utilizarse como objetivo de producción, pero el aspecto final se ve afectado por el color blanco o natural de la fibra, la textura de la superficie, la absorción y las condiciones de secado. Bioleader® recomienda aprobar una muestra impresa física en lugar de basarse únicamente en el valor Pantone digital.
¿Los informes sobre la tinta abarcan todos los productos impresos y todos los colores?
No. Un informe de ensayo suele referirse a la muestra enviada y al programa de ensayos especificado. La utilización de colores, pigmentos, formulaciones, proveedores de tinta o cantidades aplicadas diferentes puede requerir una confirmación adicional. La tinta utilizada actualmente en la producción debe ser trazable hasta la serie sometida a ensayo y estar respaldada por la documentación del proveedor.
Referencias y documentación justificativa
- Código Electrónico de Regulaciones Federales: 21 CFR 176.170, Componentes del papel y el cartón en contacto con alimentos acuosos y grasos
- Reglamento (CE) n.º 1935/2004 sobre materiales y objetos destinados a entrar en contacto con alimentos
- Reglamento (CE) n.º 2023/2006 de la Comisión sobre las buenas prácticas de fabricación de materiales destinados a entrar en contacto con alimentos
- Reglamento (UE) n.º 10/2011 de la Comisión, relativo a los materiales y objetos plásticos destinados a entrar en contacto con alimentos
- Código alemán de alimentos y piensos, LFGB, artículo 30
- Código alemán de alimentos y piensos, LFGB, artículo 31
- Informe de ensayo de tintas en contacto con alimentos de la FDA de EE. UU. facilitado por el proveedor
- Informe de ensayo sobre tintas acuosas, conforme a la LFGB y a la normativa de la UE, facilitado por el proveedor