Resumo rápido
- Caixas tipo clamshell, pratos, tabuleiros e outros produtos de fibra moldada, fabricados a partir de bagaço de cana-de-açúcar, podem ser personalizados com logótipos, marcas operacionais e elementos gráficos da marca.
- As áreas exteriores e as que não entram em contacto com os alimentos são normalmente as zonas de impressão preferidas, especialmente no caso de produtos destinados ao mercado europeu.
- Uma tinta à base de água não é, por si só, adequada para contacto com alimentos, compostável ou adequada para todos os tipos de alimentos, temperaturas e tempos de contacto.
- Os relatórios de tintas de terceiros relativos à FDA, à LFGB ou à UE referem-se apenas à amostra de tinta apresentada, aos métodos de ensaio indicados e às condições especificadas.
- A aprovação final deve corresponder exatamente à série de tintas, cor, cobertura de impressão, modelo do produto, aplicação alimentar, mercado de destino e processo de produção.
Os serviços de mesa em bagaço de cana-de-açúcar com impressão personalizada permitem que restaurantes, cadeias de comida para levar, distribuidores e marcas do setor da restauração apliquem logótipos, identificadores de ementa, instruções de manuseamento ou orientações de eliminação diretamente nas embalagens de fibra moldada selecionadas. No entanto, um projeto de impressão profissional envolve muito mais do que simplesmente colocar um desenho num recipiente. Os compradores devem avaliar a formulação da tinta, a superfície imprimível, o risco de contacto direto ou indireto com os alimentos, o desempenho das cores, a resistência à abrasão, as condições de secagem e os requisitos do mercado de destino.
A Bioleader® fabrica e fornece uma vasta gama de
loiça de mesa de bagaço de cana-de-açúcar
para programas globais de venda por grosso, OEM e marcas próprias. A impressão personalizada é analisada como uma especificação de embalagem específica do projeto, em vez de uma opção universal aplicada de forma idêntica a todos os produtos.
Conclusão principal para o comprador: Não aprove um produto de bagaço impresso apenas porque um fornecedor utiliza os termos “tinta à base de água”, “tinta FDA” ou “tinta LFGB”. O relatório de apoio deve corresponder à formulação real da tinta, à cor, à posição de impressão, ao tipo de alimento, à temperatura, ao tempo de contacto e à aplicação final.
O que são os serviços de mesa personalizados com impressão em bagaço de cana-de-açúcar?
Os serviços de mesa de bagaço com impressão personalizada consistem em embalagens alimentares de fibra moldada, nas quais são aplicados logótipos, informações sobre o produto ou elementos gráficos operacionais numa área de impressão aprovada. Os serviços de mesa em si são normalmente fabricados a partir de fibra de cana-de-açúcar processada, enquanto o sistema de impressão é selecionado separadamente, de acordo com a superfície do produto e a utilização pretendida.
O processo de impressão não altera a estrutura fundamental de fibra moldada do produto, mas introduz outro sistema de materiais no artigo acabado. A tinta, o pigmento, os aditivos, a quantidade aplicada, as condições de secagem e a localização da impressão devem, por conseguinte, ser tidos em conta na avaliação do produto.
Os compradores que não estejam familiarizados com o material podem consultar o Bioleader’s
Visão geral do fabrico e abastecimento de louça de mesa em bagaço de cana-de-açúcar
antes de comparar as opções de impressão individuais.
É possível imprimir em recipientes e pratos de bagaço de cana-de-açúcar?
Sim. Certos recipientes alimentares de bagaço de cana, caixas de hambúrgueres, pratos, tabuleiros e embalagens de fibra moldada podem ser impressos quando a geometria do produto proporciona uma área de impressão suficientemente estável e acessível. As superfícies planas ou ligeiramente curvas proporcionam, geralmente, resultados mais consistentes do que dobradiças, nervuras profundas, paredes verticais e cantos com textura acentuada.
As aplicações mais comuns incluem logótipos de restaurantes, nomes de marcas, identificação de produtos, campos de seleção de encomendas, instruções de reciclagem ou eliminação e gráficos simples a uma ou duas cores. Os desenhos simples, com linhas mais marcadas e espaçamento claro, costumam apresentar um desempenho mais fiável do que texto muito pequeno, letras finas em negativo, gradientes complexos ou grandes áreas de cor densa.
Pode encontrar uma explicação mais detalhada sobre os métodos disponíveis e as limitações de superfície no guia da Bioleader:
É possível imprimir em bagaço?
Zonas de impressão recomendadas
| Zona de impressão | Adequação típica | Consideração fundamental |
|---|---|---|
| Parte superior exterior de uma tampa tipo concha | Geralmente preferido para logótipos e identidade visual | A área deve ser suficientemente plana e não apresentar nervuras de reforço profundas. |
| Parte inferior exterior de um contentor | Adequado para rastreabilidade, instruções de eliminação ou informações sobre marcas próprias | A impressão não deve interferir com o empilhamento, a embalagem em caixas de cartão ou a estabilidade do produto. |
| Parte inferior de um prato ou tabuleiro | Frequentemente adequado para a promoção da marca e a identificação do produto | A área imprimível depende da estrutura de base e da textura moldada. |
| No interior de uma tampa | Requer uma análise técnica adicional | É necessário ter em conta a condensação, o vapor, os salpicos de alimentos e o eventual contacto direto. |
| Base interior em contacto com os alimentos | Não é considerada uma posição de impressão padrão | É necessária uma avaliação específica do mercado, tanto em termos de migração como de aplicações, devendo ser dada preferência à impressão exterior nos produtos destinados à UE. |
| Dobradiças, nervuras e curvas acentuadas | Normalmente, não é recomendado | A pressão irregular e as variações na superfície podem reduzir a nitidez, o alinhamento e a cobertura da tinta. |

Aviso importante relativo à zona de impressão: A Bioleader® recomenda normalmente a impressão em superfícies exteriores ou sem contacto com alimentos para projetos internacionais padrão. A impressão no interior de um recipiente requer uma avaliação específica da formulação da tinta, do tipo de alimento, do tempo de contacto, da temperatura, do risco de migração e das regras do mercado de destino. No caso de embalagens destinadas à UE, as superfícies impressas não devem estar posicionadas de forma a entrar em contacto direto com os alimentos.
Quais são os produtos de bagaço mais adequados para impressão personalizada?
O desempenho de impressão varia consoante o design do produto. A melhor opção não é necessariamente o produto de maiores dimensões; é o produto com a área de impressão mais estável e acessível. Os compradores devem avaliar a geometria do produto moldado antes de finalizarem o trabalho gráfico.
| Tipo de produto | Área de impressão típica | Desempenho de impressão previsto | Candidatura comum |
|---|---|---|---|
| Caixa em forma de concha de bagaço | Tampa exterior ou painel de base selecionado | É adequado quando o painel é plano e não apresenta nervuras muito salientes | Hambúrgueres, refeições para levar, kits de refeições e marcas de entrega ao domicílio |
| Prato de bagaço | Parte inferior, rebordo ou zona central selecionada | Ideal para logótipos simples e imagens a uma cor | Serviços de catering, eventos, cadeias de restaurantes e marcas próprias |
| Tabuleiro de bagaço | Base exterior ou área plana da flange | Depende da profundidade, da estrutura do rebordo e da curvatura da bandeja | Supermercados, refeições servidas em voos, serviços de catering e empresas de transformação alimentar |
| Taça de bagaço | Base exterior ou área lateral limitada | Mais restrito devido à curvatura | Saladas, pratos de arroz, sopas e refeições prontas |
| Contentor com compartimentos | Tampa exterior ou painel inferior | As divisórias internas não costumam oferecer superfícies adequadas para impressão | Preparação de refeições, restauração institucional e entrega de refeições |
Os importadores que pretendam comparar formatos de embalagem tipo clamshell podem consultar os produtos da Bioleader
gama de recipientes alimentares de bagaço,
por outro lado, os compradores do setor da restauração que necessitem de formatos impressos para servir as refeições podem explorar o
coleção de pratos de bagaço.

Que tipo de tinta é utilizada nos serviços de mesa de bagaço impressos?
A tinta à base de água é um dos sistemas disponíveis para embalagens alimentares de fibra moldada, mas o termo “à base de água” descreve o sistema de suporte principal e não o perfil completo de segurança ou ambiental da tinta final. Uma formulação completa de tinta pode incluir pigmentos, aglutinantes, aditivos, antiespumantes, agentes de secagem e outros componentes funcionais.
A adequação ao contacto com alimentos depende da composição completa do produto, da quantidade de tinta aplicada, do processo de cura ou secagem, da interação com o substrato, da localização da impressão e das condições de utilização previstas. Por conseguinte, uma tinta à base de água não deve ser automaticamente descrita como segura para alimentos, compostável, biodegradável ou adequada para contacto direto com alimentos.
Perspetiva do fabricante: a escolha da tinta é uma decisão sistémica
A Bioleader® avalia a impressão como uma combinação de substrato, tinta, arte final, equipamento, cobertura de impressão e condições de utilização final. Um relatório sobre a tinta só é útil quando o registo de compra, a declaração do fornecedor, a série da tinta, a cor e o lote de produção efetivo podem ser associados à formulação testada.
«À base de água» não significa automaticamente que seja compostável
O desempenho ambiental do produto à base de bagaço de cana e o perfil ambiental da tinta são questões relacionadas, mas distintas. Uma pequena quantidade de tinta de impressão compatível pode ser aceitável no âmbito de uma avaliação de compostabilidade, mas um veículo à base de água, por si só, não comprova que o artigo impresso acabado cumpra uma norma de compostabilidade.
Os compradores que apresentem alegações de compostabilidade devem confirmar se a formulação da tinta selecionada, a dosagem aplicada e o produto final impresso estão abrangidos pela documentação relevante do fornecedor ou por ensaios realizados no produto acabado.
Os ensaios de tinta não substituem os ensaios do material de base
Os ensaios de migração de tinta não determinam o perfil completo de segurança alimentar do substrato de fibra moldada. O material de base, os adjuvantes de processamento, o tratamento de resistência ao óleo e o eventual teor de flúor devem ser avaliados separadamente. Os compradores preocupados com os produtos químicos fluorados devem também analisar o
Guia de segurança alimentar para louça de bagaço sem PFAS.
Como a superfície de fibra moldada afeta a qualidade de impressão
A fibra de cana-de-açúcar moldada tem mais textura e é mais absorvente do que o papel revestido, a película de plástico ou uma etiqueta autocolante. As imagens que ficam nítidas quando impressas num copo de papel ou num copo de PET podem necessitar de ajustes antes de poderem ser reproduzidas de forma consistente em embalagens de bagaço de cana.
| Fator de projeto | Efeito no bagaço prensado | Recomendação do comprador |
|---|---|---|
| Textura da fibra | As bordas podem parecer mais suaves do que na impressão em plástico liso ou em papel revestido. | Utilize linhas claras, texto maior e imagens simplificadas. |
| Substrato branco ou natural | A cor de base altera a luminosidade e o contraste percebidos da tinta. | Aprovar as amostras físicas com base na cor real do produto selecionado. |
| Texto em letras pequenas no verso | Pequenas lacunas não impressas podem fechar-se ou perder definição. | Aumente o tamanho das letras e o espaçamento entre as letras. |
| Ilustração com gradiente | As transições podem não parecer tão suaves como no papel revestido. | Sempre que possível, converta gradientes complexos em áreas tonais simplificadas. |
| Ampla cobertura contínua | A variação natural na absorção das fibras pode dar origem a diferenças visíveis na densidade. | Avaliar os limites de cobertura durante a amostragem. |
| Códigos QR e códigos de barras | A textura e a distorção podem reduzir a fiabilidade da digitalização. | Aumentar o tamanho do código e concluir os testes de digitalização em amostras de produção. |
| Cores da marca rigorosamente definidas | A cor final pode diferir da referência Pantone devido ao tom e à absorção do substrato. | Utilize o valor Pantone como referência e aprove um padrão de cor físico. |
Regra de qualidade de impressão: Uma amostra de impressão em fibra moldada deve ser avaliada no modelo real do produto e na cor do substrato. Uma prova digital da arte final não permite prever totalmente a textura, a absorção, a nitidez dos contornos ou o aspeto final da cor.
Explicação do Relatório de Ensaios de Tinta da FDA dos EUA, 21 CFR 176.170
O relatório norte-americano disponível diz respeito a uma amostra de tinta destinada ao contacto com alimentos que foi submetida para análise. A página de resultados identifica a aplicação testada como “Posição do padrão de impressão”, com a descrição “Louça de celulose”. O relatório faz referência ao regulamento 21 CFR 176.170 da FDA dos EUA e avalia os extratos solúveis em clorofórmio em quatro meios de ensaio e condições diferentes.
Os meios de ensaio indicados representam diferentes categorias de exposição, incluindo água, simulantes alcoólicos e n-heptano para condições de extração relacionadas com alimentos gordurosos. O resultado apresentado situou-se abaixo do limite indicado no relatório em todas as quatro condições mencionadas.
| Meio de ensaio | Comunicar o estado | Resultado divulgado | Limite indicado |
|---|---|---|---|
| Água destilada | 150 °F durante 2 horas | <0,1 mg/pol² | <0,5 mg/pol² |
| Álcool 8% | 150 °F durante 2 horas | <0,1 mg/pol² | <0,5 mg/pol² |
| Álcool 50% | 150 °F durante 2 horas | <0,1 mg/pol² | <0,5 mg/pol² |
| n-heptano | 100 °F durante 30 minutos | <0,1 mg/pol² | <0,5 mg/pol² |

Formulação correta da FDA: O relatório confirma a conformidade da amostra de tinta apresentada, de acordo com o método de ensaio e as condições indicadas. Deve ser descrito como “testado em conformidade com a norma 21 CFR 176.170 da FDA dos EUA”, e não como uma certificação emitida pela FDA, uma aprovação da FDA de todas as cores de tinta ou uma certificação da FDA de todos os produtos impressos com Bioleader®.
O que o relatório relacionado com a FDA não estabelece
- O relatório não abrange todas as cores de tinta, pigmentos ou formulações futuras disponíveis.
- O relatório não comprova que todos os produtos de bagaço impressos utilizem a mesma série de tintas testada.
- O relatório não substitui uma avaliação do produto acabado no que diz respeito à cobertura de impressão efetiva e à aplicação alimentar.
- O relatório não comprova a resistência à abrasão, a estabilidade no micro-ondas, o desempenho em termos de odor nem a compostabilidade.
- O relatório não constitui um certificado da FDA emitido diretamente à Bioleader®.
Testes de migração relacionados com a LFGB e a UE para tintas aquosas
O segundo relatório diz respeito a uma amostra de tinta aquosa apresentada, destinada ao papel. A sua página de rosto enumera os ensaios relativos à migração global, à migração específica de metais pesados, à migração específica de ftalatos e ao monómero de cloreto de vinilo residual. O relatório apresenta uma conclusão global de «APROVADO» para o programa de ensaios enumerado.
Resultados gerais da migração
A página sobre a migração global apresenta três simulantes alimentares e três resultados repetidos para cada condição. Todos os resultados de migração comunicados são «ND», o que significa «não detetado» ao nível de comunicação aplicável, enquanto o limite de migração global indicado é de 10 mg/dm².
| Simulador de alimentos | Comunicar o estado | Resultados apresentados | Limite indicado |
|---|---|---|---|
| Ácido acético 3% | 100 °C durante 24 horas | ND nos resultados da primeira, segunda e terceira migração | 10 mg/dm² |
| Etanol 10% | 70 °C durante 24 horas | ND nos resultados da primeira, segunda e terceira migração | 10 mg/dm² |
| Teste de substituição com etanol 95% | 60 °C durante 24 horas | ND nos resultados da primeira, segunda e terceira migração | 10 mg/dm² |

Migração de metais pesados
O relatório enumera os ensaios de migração para elementos como o alumínio, o antimónio, o arsénio, o bário, o cádmio, o crómio, o cobalto, o cobre, o chumbo, o lítio, o manganês, o mercúrio, o níquel e o zinco. Os resultados indicados foram reportados como «ND», com a observação «APROVADO» para a amostra testada e as condições especificadas.
Ftalatos e plastificantes relacionados
O relatório também enumera os testes realizados para vários ftalatos e substâncias relacionadas, incluindo DBP, DEHP, BBP, DEHA, DEHT e DINCH. Os valores apresentados ficaram abaixo dos níveis de quantificação indicados ou dos requisitos estabelecidos para a amostra submetida.
Monómero residual de cloreto de vinilo
O monómero de cloreto de vinilo residual foi testado utilizando etanol 95% nas condições indicadas no relatório. O resultado foi indicado como «não detetado», com a observação «APROVADO».
Esclarecimento sobre o âmbito de aplicação da UE: O Regulamento (UE) n.º 10/2011 da Comissão é um regulamento específico relativo aos materiais plásticos em contacto com os alimentos. Um produto moldado à base de fibra de cana-de-açúcar não deve ser descrito como totalmente certificado ao abrigo do Regulamento (UE) n.º 10/2011 apenas porque um relatório sobre tintas faz referência a métodos ou limites selecionados desse regulamento. O relatório deve ser considerado, antes de mais, como um documento de apoio aos dados de migração relativos à amostra de tinta aquosa apresentada.
Nota de revisão do relatório técnico: Um dos títulos na página 2 do relatório completo refere-se à Resolução ResAP(2004)5 sobre silicones, enquanto a amostra é identificada como tinta aquosa sobre papel. A Bioleader® não utiliza esse título como uma declaração de conformidade relativa a bagaço ou tinta. Os compradores que necessitem de documentação formal da UE devem basear-se na descrição efetiva da amostra, nos métodos de ensaio, nas condições e nos resultados medidos, e devem solicitar esclarecimentos ao laboratório ou um relatório corrigido, sempre que necessário.
Consulte o relatório completo em PDF dos ensaios com tinta aquosa, relativo à LFGB e à UE.
O que os dois relatórios da Ink demonstram e o que não demonstram
| Os relatórios podem servir de apoio a | Os relatórios não conseguem provar, por si só, que |
|---|---|
| As amostras de tinta apresentadas cumpriram os critérios de ensaio enumerados nos respetivos relatórios. | Todos os produtos de bagaço impressos com a marca Bioleader® receberam uma certificação da FDA, da LFGB ou da UE. |
| Os resultados relativos aos extrativos ou à migração aqui enumerados receberam conclusões «APROVADO» nas condições especificadas. | Todas as cores, pigmentos, formulações e lotes de produção são abrangidos pelo mesmo relatório. |
| Os relatórios podem fazer parte de um conjunto de documentação técnica para a análise do projeto. | A superfície impressa pode entrar em contacto com qualquer tipo de alimento, independentemente da temperatura e da duração. |
| O sistema de tinta testado poderá ser considerado para uma avaliação adicional do produto e da aplicação. | O artigo impresso final está automaticamente em conformidade com a legislação dos Estados Unidos, da Alemanha, da UE, do Reino Unido e de todos os outros mercados. |
| Os relatórios fornecem dados de medição relativos a condições selecionadas relacionadas com meios aquosos, alcoólicos, ácidos ou alimentos gordurosos. | A tinta passou nos testes de resistência à abrasão, ao micro-ondas, ao forno, ao congelador, ao odor e à compostabilidade do produto acabado. |
| O PDF completo pode ser analisado pela equipa de qualidade ou pela equipa regulamentar do comprador. | O relatório continua a ser válido caso o fornecedor altere a formulação da tinta, o pigmento, a unidade de produção ou o código do produto. |
Por que razão a posição de impressão é importante para o cumprimento da normativa relativa ao contacto com alimentos
A escolha do local de impressão é uma das decisões mais importantes em matéria de conformidade. No caso dos projetos da UE, as boas práticas de fabrico para tintas de impressão centram-se na impressão aplicada no lado que não entra em contacto com os alimentos e exigem o controlo da transferência através do substrato ou da transferência cruzada durante o empilhamento e o armazenamento.
A transferência de tinta ocorre quando uma superfície impressa entra em contacto com a superfície de outro produto durante o empilhamento e transfere componentes da tinta para uma área que possa vir a entrar em contacto com alimentos. Um programa de impressão em conformidade deve, por conseguinte, ter em conta a secagem, a orientação do empilhamento, o tempo de armazenamento, a pressão, o calor e a configuração da embalagem.
Posicionamento recomendado no mercado
| Mercado ou aplicação | Abordagem recomendada |
|---|---|
| União Europeia e Alemanha | Dê preferência à impressão em superfícies exteriores ou que não entrem em contacto com alimentos e avalie a migração, a transferência de tinta, a documentação relativa às Boas Práticas de Fabrico (GMP) e os requisitos nacionais. |
| Estados Unidos | A tinta e a aplicação final devem estar em conformidade com os requisitos relevantes da FDA e com o tipo de alimento, a temperatura e o tempo de contacto em questão. |
| Reino Unido | Analise as normas aplicáveis em vigor relativas ao contacto com alimentos, tanto as nacionais como as internacionais, juntamente com os requisitos de documentação específicos do comprador. |
| Cadeia global de restaurantes | Aplicar as especificações de grupo aprovadas mais rigorosas em todos os mercados, sempre que possível, e manter um registo de aprovação de arte final e tintas. |
| Impressão direta em superfícies interiores em contacto com alimentos | Não considere esta opção como padrão; realize uma avaliação regulamentar e uma avaliação da candidatura finalizadas separadamente antes da aprovação. |
A segurança na impressão é apenas uma parte do pacote de conformidade
Um programa fiável de impressão em bagasse deve avaliar o produto final na sua totalidade, em vez de analisar o relatório de tinta isoladamente.
| Camada de conformidade | O que os compradores devem verificar |
|---|---|
| Substrato de bagaço | Composição do material, adequação ao contacto com alimentos, controlos do processo e intervalo de temperatura previsto. |
| Sistema resistente ao óleo e à água | Situação relativa aos PFAS, método de ensaio de flúor, classe de desempenho e exposição prevista a óleo quente ou água quente. |
| Tinta de impressão | Fornecedor, série de tintas, cor, declaração de composição, relatório de migração e rastreabilidade dos lotes de produção. |
| Formulário preenchido e impresso | Posição de impressão, cobertura, secagem, abrasão, odor, risco de transferência de tinta e condições reais de contacto com alimentos. |
| Alegação de compostabilidade | Se a construção impressa finalizada ou a quantidade de tinta utilizada estão abrangidas por documentação adequada. |
| Mercado de destino | Legislação nacional aplicável, especificações do comprador, rotulagem e formato exigido para a declaração. |
A mesma abordagem ao nível do sistema aplica-se a outras embalagens à base de fibra. Por exemplo, a interação entre o substrato, o revestimento, a tampa e a impressão também é importante em
copos de papel sem plástico com tampas de polpa de bagaço de cana,
embora a composição do material e o programa de ensaios sejam diferentes.

Testes de desempenho de impressão que os compradores devem solicitar
Os relatórios de migração abordam principalmente a transferência de substâncias químicas em condições laboratoriais específicas. Não comprovam automaticamente se o desenho impresso se manterá nítido durante a produção, o transporte, o enchimento, a entrega para levar ou o reaquecimento.
Avaliação recomendada da amostra
| Critério de avaliação | Verificação sugerida | Porque é importante |
|---|---|---|
| Resistência à fricção a seco | Esfregue a área impressa durante um número definido de ciclos, utilizando um método consistente. | Identifica manchas visíveis, transferência de pigmento ou fraca aderência. |
| Resistência ao atrito em condições húmidas | Repita o teste de fricção com um pano húmido ou com o meio de ensaio acordado. | Avalia o efeito da humidade, da condensação e do manuseamento. |
| Contacto com óleo | Exponha a área em questão ao óleo alimentar previsto ou ao simulador acordado. | Verifica se há sangramento visível, transferência e perda de legibilidade. |
| Exposição à água quente | Realize o ensaio à temperatura e durante o tempo de contacto previstos. | Confirma que a aplicação se mantém visualmente estável durante a utilização com alimentos quentes. |
| Teste de condensação | Deixe a embalagem cheia arrefecer ou coloque-a no frigorífico e avalie a área impressa depois de se formar condensação. | Adequado para refeições refrigeradas, saladas e distribuição em cadeia de frio. |
| Avaliação de micro-ondas | Teste o produto impresso real nas condições de utilização do micro-ondas a que se destina. | Os dados relativos à migração, por si só, não comprovam o aspeto da impressão nem o desempenho em termos de odor após o tratamento por micro-ondas. |
| Verificação da aderência | Utilize uma fita adesiva acordada ou um método de comparação da aderência à superfície. | Ajuda a identificar descamação ou aderência fraca à superfície da fibra moldada. |
| Comparação de cores | Compare a amostra com o modelo físico aprovado sob iluminação controlada. | Controla a variação relacionada com o substrato e garante a consistência da produção. |
| Leitura de códigos QR | Digitalize várias amostras de produção com diferentes dispositivos. | Confirma que a textura da fibra e a distribuição da impressão não reduzem a legibilidade do código. |
| Avaliação de odores | Avaliar as amostras seladas após a produção e o armazenamento. | Apoia a aceitação no setor da restauração e o controlo de qualidade dos produtos acabados. |
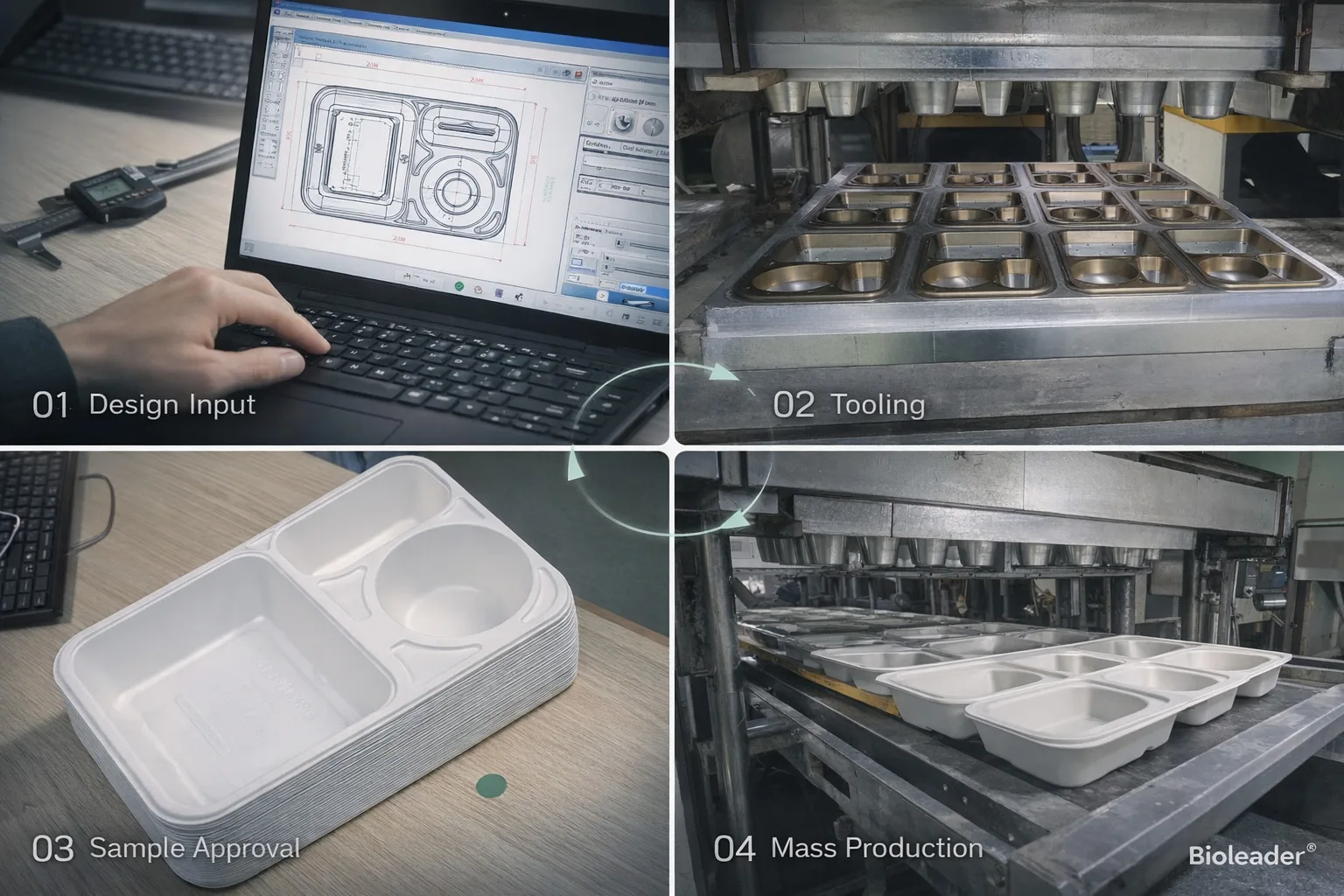
Fluxo de trabalho do projeto de impressão personalizada Bioleader®
Processo de impressão OEM e fornecimento para exportação
- Análise do produto e da zona de impressão: O Bioleader® confirma o modelo exato do produto, a geometria do molde, a localização prevista para a impressão e a potencial exposição ao contacto com alimentos.
- Avaliação da obra de arte: A equipa analisa ficheiros em formato AI, EPS ou PDF editáveis, incluindo o tamanho das fontes, a espessura das linhas, o número de cores, os códigos QR, os gradientes e a cobertura total de tinta.
- Seleção do sistema de tinta: O sistema de tinta selecionado é avaliado de acordo com o mercado de destino, a cor do produto, o tipo de alimento, a temperatura e a documentação de apoio necessária.
- Aprovação da amostra ou da prova de impressão: O comprador confirma a posição, as dimensões, a aparência da cor, a transparência e o desempenho visual global antes do início da produção em série.
- Controlo da produção em série: As verificações de produção podem incluir a versão do material gráfico, a posição de impressão, o padrão de cor, a falta de impressão, manchas, o alinhamento, a secagem e defeitos visuais.
- Avaliação do produto acabado: As verificações específicas do projeto podem incluir testes de atrito, exposição ao óleo, condensação, odor, empilhamento e utilização prevista.
- Documentação de exportação: Os relatórios, especificações, declarações e informações de embalagem disponíveis estão organizados de acordo com o produto confirmado e os requisitos do cliente.
- Embalagem a granel e planeamento do envio: A embalagem em caixas de cartão, o planeamento de contentores mistos, os requisitos relativos às paletes e o carregamento para exportação são confirmados antes do envio.
Por que é importante a aprovação da pré-produção
A textura da fibra moldada, a cor do substrato e a curvatura do produto podem alterar o aspeto final da mesma arte final digital. A Bioleader® recomenda uma amostra física de impressão aprovada ou uma prova de produção assinada para projetos com requisitos rigorosos relativos ao posicionamento do logótipo, texto pequeno, códigos QR ou cores da marca.
Informações necessárias para um orçamento de impressão personalizada
Lista de controlo do comprador
| Informações obrigatórias | Exemplo ou explicação |
|---|---|
| Modelo do produto | Modelo de embalagem tipo clamshell, prato, taça ou tabuleiro de bagasse com 9×9 polegadas. |
| Cor do produto | Fibra moldada branca ou natural. |
| Quantidade do pedido | Quantidade por modelo de produto e por desenho de impressão. |
| Número de cores de impressão | Uma cor, duas cores ou um desenho mais complexo que exija uma avaliação. |
| Formato da obra de arte | Dá-se preferência a ficheiros AI, EPS ou PDF vetoriais editáveis. |
| Posição de impressão | Tampa exterior, parte inferior exterior, parte inferior da placa ou outra área proposta. |
| Tamanho de impressão | Largura e altura máximas do gráfico pretendido. |
| Aplicação alimentar | Hambúrguer, refeição quente, comida gordurosa, salada, sobremesa ou outra utilização. |
| Temperatura e tempo de contacto | Enchimento a quente, temperatura ambiente, armazenamento refrigerado, reaquecimento ou utilização no micro-ondas. |
| Mercado de destino | Estados Unidos, Alemanha, UE, Reino Unido, Austrália ou outro país. |
| Documentos necessários | Relatório sobre tintas, declaração do fornecedor, documentos relativos ao contacto com alimentos, informações sobre PFAS ou formulário específico do cliente. |
| Embalagem e envio | Marcação de caixas, marca própria, preferência de paletes, carregamento misto, FOB China ou outro Incoterm. |
A quantidade mínima de encomenda (MOQ) para impressão personalizada depende do produto selecionado, do método de impressão, do número de cores, da cobertura do desenho e das condições de produção. Os compradores não devem partir do princípio de que a MOQ para um artigo em stock sem impressão será idêntica à MOQ para uma versão impressa OEM.
Documentação que os compradores devem verificar antes de efetuar a encomenda
| Documento ou registo | Requisito de correspondência |
|---|---|
| Declaração do fornecedor de tinta | A declaração deve identificar a série de tintas em questão, a aplicação pretendida e as restrições relevantes. |
| Relatório sobre tintas de terceiros | A amostra, a formulação ou o código do produto testado devem corresponder à tinta utilizada na produção. |
| Cobertura da cor ou do pigmento | O comprador deve confirmar se o relatório abrange todas as cores selecionadas ou apenas uma amostra de tinta enviada. |
| Registo de compras de produção | O lote de tinta adquirido deve ser rastreável até ao fornecedor e à série aprovados. |
| Aprovação do material gráfico | O ficheiro final, o número da versão, as dimensões, a cor e a posição de impressão devem ser registados. |
| Especificações do produto acabado | A especificação deve indicar o modelo do produto, a zona de impressão e as limitações relativas à utilização prevista. |
| Registo de controlo de alterações | Qualquer alteração na formulação, no pigmento, no fornecedor ou no processo deve dar origem a uma nova análise técnica. |
Aviso sobre a idade de referência e a formulação: O relatório dos EUA fornecido foi publicado em 2022 e o relatório sobre tintas aquosas foi publicado em 2023. Antes de se basearem em qualquer um destes relatórios para um novo projeto, os compradores devem confirmar se a formulação atual da tinta, o local de produção, o sistema de pigmentos e o código do produto do fornecedor permanecem inalterados. Pode ser necessário realizar novos ensaios caso a formulação ou o âmbito de mercado exigido tenham sofrido alterações.
Considerações comerciais e relativas aos contratos públicos
A adequação técnica deve ser combinada com a viabilidade comercial. O custo de impressão é influenciado pelo produto selecionado, pela quantidade total da encomenda, pelo número de cores, pela cobertura da arte final, pelos requisitos de amostragem, pela eficiência da produção e pelas normas de inspeção.
Uma opção de impressão de baixo custo pode não ser a melhor decisão de compra se resultar num controlo de cor deficiente, texto ilegível, taxas de rejeição elevadas ou documentação de conformidade incompleta. Os grandes importadores e grupos de restauração devem definir a amostra aprovada, a variação visual aceitável e o conjunto de documentação antes de efetuarem uma encomenda em grande quantidade.
Para uma análise mais abrangente da evolução do mercado da fibra moldada, das prioridades em matéria de conformidade e dos riscos de abastecimento, os compradores podem consultar o
2026 Livro Branco Global de Embalagem de Bagaço de Cana-de-Açúcar.
Capacidades de impressão personalizada Bioleader® verificadas
A Bioleader® oferece impressão personalizada específica para cada projeto em louça de bagaço de cana-de-açúcar selecionada, destinada a programas de venda por grosso, OEM e marcas próprias. As especificações seguintes baseiam-se nas normas atuais de produção e de serviços de exportação da Bioleader. A viabilidade final é confirmada de acordo com o modelo de produto selecionado, a superfície moldada, o design gráfico, os requisitos de cor, a quantidade encomendada e o mercado de destino.
Tabela de capacidades de impressão do Bioleader® Bagasse
| Elemento de capacidade | Especificação Bioleader® verificada |
|---|---|
| Métodos de impressão suportados | Impressão personalizada de logótipos e elementos gráficos em superfícies selecionadas de fibra moldada. O processo de impressão exato e a configuração de produção são confirmados de acordo com o modelo do produto, a área imprimível, a cobertura do material gráfico e os requisitos de cor. |
| Produtos adequados | São selecionadas embalagens de bagaço de cana-de-açúcar do tipo clamshell, caixas para hambúrgueres, recipientes para alimentos, pratos e tabuleiros. As taças e outros produtos curvos são avaliados individualmente, de acordo com a geometria da superfície e a área de impressão disponível. |
| Opções de cores padrão | As ilustrações a uma ou duas cores são, em geral, mais adequadas para superfícies de fibra moldada. Os projetos com cores adicionais, gradientes, grandes áreas de cobertura sólida ou gráficos complexos requerem uma avaliação de produção específica. |
| Formatos de arte final | Dá-se preferência a ficheiros AI, EPS ou PDF vetoriais editáveis. Os tipos de letra devem estar convertidos em contornos e todas as dimensões, cores e posições de impressão dos elementos gráficos devem estar claramente identificadas. |
| Áreas imprimíveis | Superfícies exteriores das tampas, bases exteriores, parte inferior dos recipientes, parte inferior das placas e outras áreas aprovadas que não entram em contacto com alimentos. Normalmente, evitam-se dobradiças, nervuras profundas, curvas acentuadas e áreas moldadas instáveis. |
| Impressão em interiores | A impressão em interiores ou que possa entrar em contacto com alimentos não é considerada uma opção padrão. Requer uma avaliação específica do sistema de tinta, do tipo de alimento, do tempo de contacto, da temperatura, do risco de migração e dos requisitos do mercado de destino. |
| Quantidade mínima de encomenda para impressão personalizada | Normalmente, 50 000 unidades por modelo de produto e desenho de impressão. A quantidade mínima de encomenda (MOQ) final depende do artigo selecionado, da configuração de impressão, do número de cores, da área de cobertura do desenho e das condições de produção. |
| Prazo de entrega das amostras impressas | Aproximadamente 30 dias após a confirmação do modelo do produto, da arte final, da posição de impressão, dos requisitos de cor e do pagamento da amostra. |
| Custo da amostra impressa | Normalmente, entre 150 e 200 USD por obra de arte, dependendo do produto, da configuração de impressão e da complexidade do design. Normalmente, podem ser fornecidas amostras brancas simples até um máximo de duas unidades por artigo, sem custos de produto, excluindo os custos de envio. |
| Prazo de produção em série | Normalmente, 30 a 40 dias após a aprovação da amostra ou da prova de impressão, a receção do depósito e a confirmação de todas as especificações de produção. |
| Aprovação da cor | As referências Pantone podem ser utilizadas como metas de produção, mas o aspeto final da cor é aprovado através de uma amostra impressa física ou de uma prova de produção no substrato de bagaço branco ou natural selecionado. |
| Inspeção da qualidade de impressão | A inspeção pode incluir a posição da impressão, a versão do material gráfico, a nitidez, a consistência da cor, o alinhamento, a falta de impressão, manchas, transferência visível de tinta, defeitos na superfície e resistência geral ao atrito. |
| Avaliação da candidatura | A avaliação específica do projeto pode incluir testes de fricção a seco, fricção húmida, exposição a óleo, condensação, condições de alimentos quentes, odores, empilhamento e testes de utilização prevista. |
| Documentos técnicos disponíveis | Dependendo do projeto confirmado, a Bioleader® poderá fornecer relatórios de ensaio de fornecedores de tinta selecionados, especificações de produtos, declarações de materiais, documentos relacionados com PFAS ou flúor, informações de apoio relativas ao contacto com alimentos e registos de embalagem para exportação. |
| Apoio à venda por grosso e ao envio | Estão disponíveis caixas de cartão padrão para exportação, coordenação de produtos OEM ou de marca própria, planeamento de contentores com produtos mistos, marcação de caixas de cartão e apoio ao envio FOB China, de acordo com a estrutura da encomenda. |
Princípio de verificação do fabricante
A Bioleader® não considera um ficheiro de arte final digital ou um relatório do fornecedor de tintas como aprovação final para produção. Cada projeto de impressão deve estar associado a um modelo exato do produto, a uma zona de impressão aprovada, a um sistema de tintas, a uma versão da arte final, a uma amostra física e a especificações de produção antes do início da produção em série.
Nota sobre as especificações: Os métodos de impressão, as cores disponíveis, a quantidade mínima de encomenda (MOQ), os requisitos de amostragem e os prazos de entrega podem variar consoante o design do produto e a estrutura da encomenda. Os valores acima representam os parâmetros padrão atuais da Bioleader para projetos e estão sujeitos à confirmação final da fábrica.
Recomendação final ao comprador
A impressão personalizada pode transformar louça simples feita de bagaço de cana-de-açúcar em embalagens funcionais com a marca, mas um programa bem-sucedido requer mais do que um logótipo apelativo. O comprador deve coordenar o substrato de fibra moldada, a formulação da tinta, a zona de impressão, o material gráfico, o processo de secagem, as condições de contacto com alimentos e os requisitos do mercado de destino.
Os relatórios de migração e de substâncias extraídas elaborados por terceiros fornecem provas de apoio úteis, mas devem ser interpretados de acordo com o âmbito real da amostra. Não devem ser apresentados como uma certificação geral da FDA, da LFGB ou da UE para todos os produtos Bioleader® impressos.
Antes de solicitar um orçamento, os compradores devem indicar o modelo do produto, o material gráfico, as cores de impressão, a posição de impressão, a quantidade encomendada, o tipo de alimento, a temperatura de utilização, o tempo de contacto, o mercado de destino e os documentos necessários. A Bioleader® poderá então avaliar a área imprimível, os requisitos relativos às amostras, a viabilidade da produção e o apoio disponível em matéria de conformidade.
Perguntas mais frequentes
É possível imprimir um logótipo em recipientes de bagaço de cana-de-açúcar?
Sim. Certas embalagens tipo clamshell, pratos, tabuleiros e taças fabricados a partir de bagaço de cana podem aceitar logótipos e imagens personalizados, desde que a superfície moldada ofereça uma área de impressão estável. As tampas exteriores, as bases externas e a parte inferior dos pratos são, normalmente, mais adequadas do que as dobradiças, as nervuras ou as curvas acentuadas. A qualidade final da impressão deve ser aprovada com base numa amostra física.
A tinta à base de água é automaticamente segura para embalagens de alimentos?
Não. A expressão «à base de água» refere-se ao sistema de suporte principal, e não ao perfil de segurança completo. A adequação para contacto com alimentos depende da formulação completa, dos pigmentos, dos aditivos, da cobertura da tinta, do processo de secagem, do substrato, da localização da impressão, do tipo de alimento, da temperatura e do tempo de contacto. Continuam a ser necessários dados de migração comprovativos e uma análise específica para cada aplicação.
Os serviços de mesa em bagaço de cana com estampado têm certificação da FDA?
Um relatório de terceiros que faça referência ao regulamento 21 CFR 176.170 da FDA dos EUA não é o mesmo que um certificado de produto emitido pela FDA. O relatório disponível refere-se a uma amostra de tinta para contacto com alimentos que foi submetida e às condições de ensaio indicadas. Os compradores devem confirmar se a tinta de produção efetiva, a cor, a posição de impressão e a aplicação final correspondem ao âmbito do relatório.
É possível colocar material impresso dentro de um recipiente alimentar feito de bagaço?
A impressão no interior da embalagem não é considerada uma opção padrão. Requer uma avaliação específica do contacto direto com os alimentos, da migração, do tipo de alimento, da temperatura, do tempo de contacto e das normas do mercado de destino. A Bioleader® recomenda normalmente a impressão no exterior ou em áreas sem contacto com os alimentos, especialmente no caso de embalagens destinadas ao mercado europeu.
A impressão à base de água preserva a compostabilidade?
Não automaticamente. Um veículo à base de água não garante que todos os pigmentos, ligantes ou aditivos sejam compatíveis com uma declaração de compostabilidade. Nos casos em que seja exigida a compostabilidade certificada, os compradores devem confirmar que a formulação da tinta selecionada e a dosagem aplicada estão abrangidas por documentação adequada ou por uma avaliação do produto acabado.
O Bioleader® consegue reproduzir uma cor Pantone em embalagens de bagaço de cana?
Uma referência Pantone pode ser utilizada como meta de produção, mas o aspeto final é influenciado pela cor branca ou natural da fibra, pela textura da superfície, pela absorção e pelas condições de secagem. A Bioleader® recomenda a aprovação de uma amostra física impressa, em vez de se basear apenas no valor Pantone digital.
Os relatórios sobre a tinta abrangem todos os produtos impressos e todas as cores?
Não. Um relatório de ensaio abrange normalmente a amostra apresentada e o programa de ensaios especificado. Cores, pigmentos, formulações, fornecedores de tinta ou quantidades aplicadas diferentes podem exigir uma confirmação adicional. A tinta atualmente utilizada na produção deve ser rastreável até à série testada e comprovada por documentação do fornecedor.
Referências e documentos de apoio
- Código Eletrónico de Regulamentos Federais: 21 CFR 176.170, Componentes de papel e cartão em contacto com alimentos aquosos e gordurosos
- Regulamento (CE) n.º 1935/2004 relativo aos materiais e objetos destinados a entrar em contacto com os alimentos
- Regulamento (CE) n.º 2023/2006 da Comissão relativo às boas práticas de fabrico de materiais destinados a entrar em contacto com os alimentos
- Regulamento (UE) n.º 10/2011 da Comissão relativo aos materiais e artigos de plástico destinados a entrar em contacto com os alimentos
- Código Alemão de Alimentos e Rações, LFGB, artigo 30.º
- Código Alemão de Alimentos e Rações, LFGB, artigo 31.º
- Relatório de ensaio de tintas para contacto com alimentos, emitido pela FDA dos EUA e fornecido pelo fornecedor
- Relatório de ensaio relativo às tintas aquosas, em conformidade com a LFGB e a legislação da UE, fornecido pelo fornecedor