1. Sumário executivo
O desenvolvimento de utensílios de mesa personalizados à base de bagaço é um processo de engenharia e não apenas uma tarefa de aprovisionamento. Em 2026, muitos compradores já não estão satisfeitos com artigos de pasta moldada em stock e impressão de logótipos. Pretendem um fornecedor que possa fazer avançar um projeto de desenho ou amostra física para ferramentas, aprovação de amostras e produção em massa estável sem perder a precisão dimensional, a função estrutural ou o prazo de entrega.
O verdadeiro desafio da pasta moldada por medida não é o facto de se poder fazer uma amostra. É saber se o conceito aprovado se pode tornar numa programa de produção repetível com um MOQ viável, um custo de ferramentas realista, um prazo de entrega controlado e uma produção de lotes consistente. Na produção de fibra moldada, a geometria é importante. Ângulo de inclinação, espessura da parede, lógica de empilhamento, ajuste da tampa e compensação do encolhimento todos afectam a possibilidade de um produto personalizado continuar a ser fabricado à escala.
É por isso que os talheres de polpa moldada deve ser gerido como um sequência completa de desenvolvimento. As fases críticas incluem a introdução de requisitos, análise de viabilidade, confirmação de desenhos 2D e 3D, estratégia de ferramentas, amostragem de protótipos, revisão técnica, aprovação de amostras, validação de pilotos e lançamento da produção em massa. Os erros cometidos no início tornam-se normalmente mais dispendiosos após o início do fabrico das ferramentas.
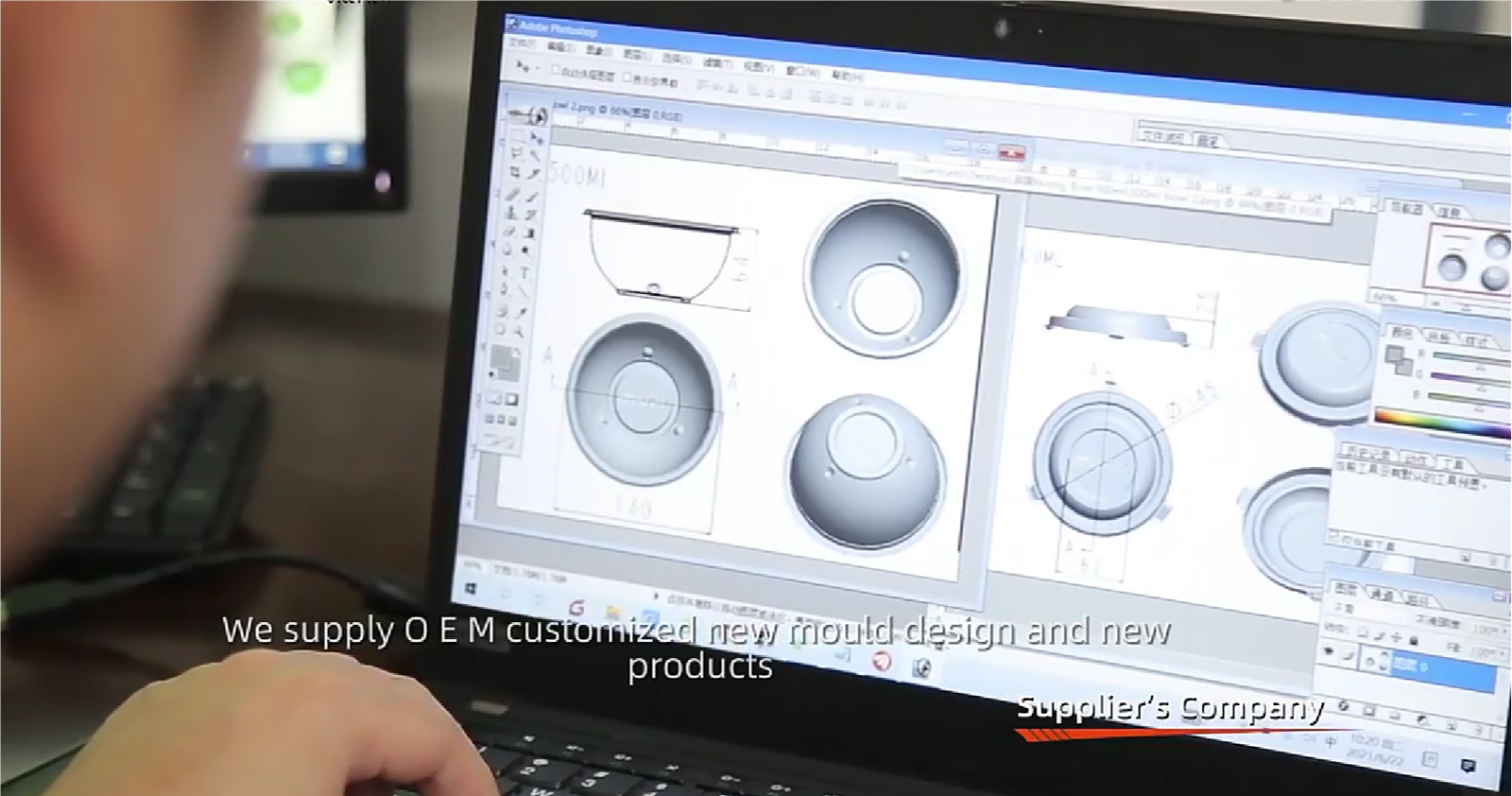
Para os compradores, a estratégia de fornecimento mais forte não é simplesmente solicitar uma cotação de molde e esperar por amostras. É avaliar se o fornecedor pode gerir toda a lógica de desenvolvimento, desde o conceito até à produção. Este guia segue essa lógica. Explica como os utensílios de mesa personalizados de bagaço de cana-de-açúcar passam da conceção ou apresentação de amostras para o desenvolvimento de moldes, aprovação de amostras, planeamento de MOQ e fabrico escalável. Também é informado por Experiência da Bioleader no desenvolvimento de pasta moldada, coordenação de ferramentas e produção para exportação em projectos personalizados de loiça de bagaço.
2. Porque é que o desenvolvimento personalizado é importante em 2026
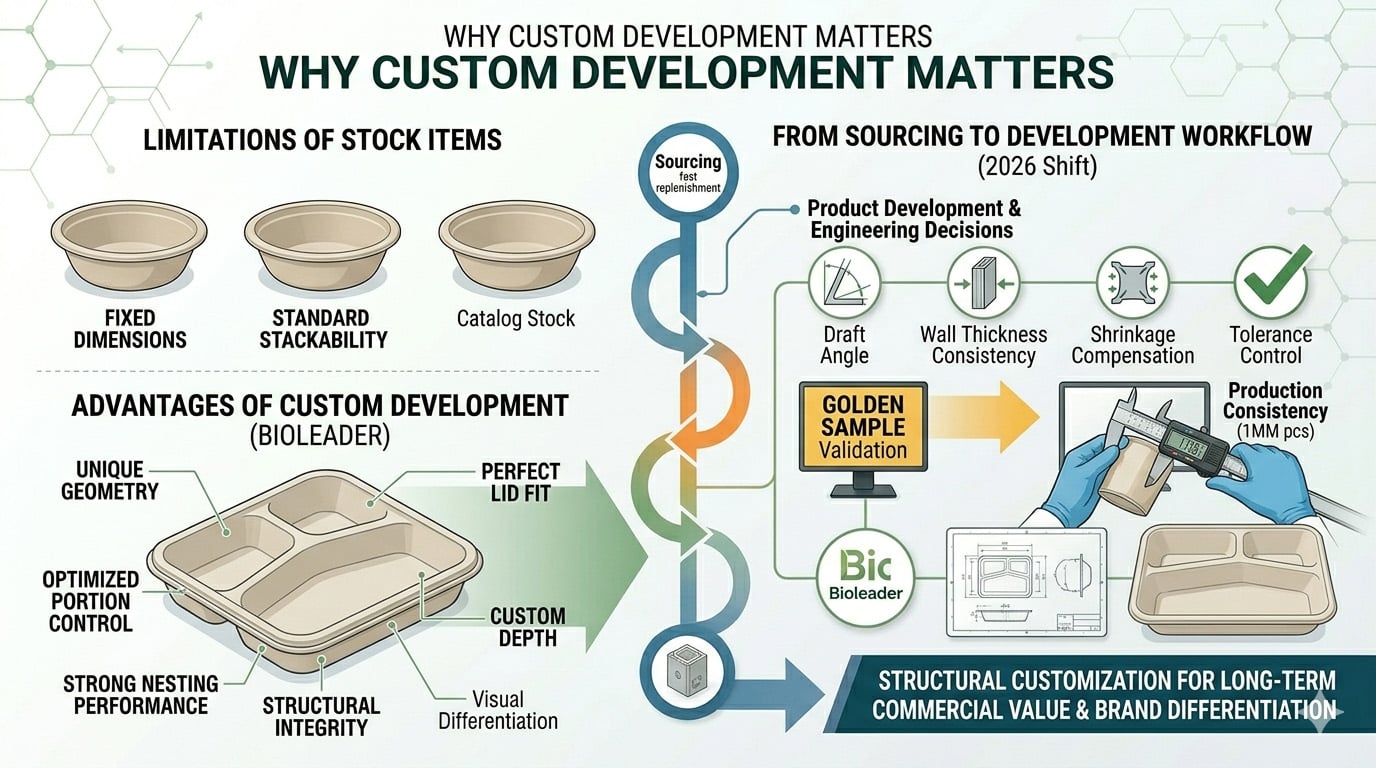
O desenvolvimento personalizado tornou-se uma decisão de aprovisionamento mais importante em 2026. Os artigos de fibra moldada em stock ainda funcionam para um reabastecimento rápido e uma compra de baixo risco. Mas não resolvem as necessidades de todas as marcas ou produtos. À medida que mais compradores competem em termos de apresentação, controlo de porções, ajuste funcional e valor de embalagem sustentável, loiça de bagaço de cana-de-açúcar personalizada está a tornar-se uma ferramenta comercial prática e não uma opção de nicho.
Esta mudança é mais visível nos casos em que a forma da embalagem, a profundidade do enchimento, o encaixe da tampa, a capacidade de empilhamento e a diferenciação visual afectam a experiência do cliente ou o desempenho da entrega de alimentos. Uma marca pode precisar de uma taça mais funda para reduzir o risco de derrame de molho. Pode precisar de uma nova forma de tabuleiro para combinar com o design das porções. Pode precisar de um rebordo revisto para um melhor encaixe da tampa. Nestes casos, a personalização não é apenas uma questão de aparência. Trata-se de transformar a embalagem numa parte do sistema do produto.
2.1 Os artigos em stock não podem resolver todos os problemas de marcas ou aplicações
Os artigos de pasta moldada em stock reduzem o tempo de aprovisionamento e o custo de desenvolvimento. Esta continua a ser a sua vantagem. Mas também impõem limites. Os compradores têm de aceitar dimensões fixas, lógica de estrutura fixa e pressupostos de desempenho padrão. Isto funciona para muitas aplicações gerais. Torna-se restritivo quando o formato do alimento, o método de enchimento, o requisito da tampa ou a apresentação da marca necessitam de uma correspondência mais rigorosa.
Muitos projectos personalizados começam quando os artigos de catálogo padrão deixam de corresponder às necessidades reais da empresa. O gatilho pode ser um incompatibilidade de tampas, A necessidade de uma estrutura mais distinta num mercado concorrido. Nesse momento, o projeto ultrapassa as compras normais e passa a ser desenvolvimento de produtos.
2.2 A personalização já não se limita à impressão de logótipos
Um mal-entendido comum é que a personalização significa apenas adicionar um logótipo a um artigo existente. Nas embalagens de pasta moldada, as alterações de maior valor são normalmente estruturais. Os compradores podem necessitar de uma profundidade diferente, uma nova proporção de compartimentos, uma geometria de parede modificada, um desempenho de encaixe mais forte, um melhor ajuste da tampa ou um equilíbrio diferente entre rigidez e peso. Estas são decisões de engenharia, não apenas escolhas de marca.

Por este motivo, a loiça de mesa de bagaço personalizada deve ser tratada como uma fluxo de trabalho de desenvolvimento. A conceção afecta as ferramentas. As ferramentas afectam a amostragem. A amostragem afecta a confirmação da tolerância. A confirmação da tolerância afecta a possibilidade de o projeto passar a uma produção estável. Quando corretamente gerido, o desenvolvimento personalizado melhora não só a diferenciação visual, mas também a adequação da embalagem, o desempenho operacional e o valor comercial a longo prazo.
2.3 Porque é que os projectos personalizados falham sem controlo de engenharia
Muitos projectos de pasta moldada personalizada não falham porque a ideia é fraca. Falham porque o projeto entra nas ferramentas demasiado cedo. Um comprador pode fornecer apenas um esboço visual sem as principais dimensões. Uma amostra pode ser aprovada sem discussão de tolerância. A equipa pode subestimar o efeito de retração, ângulo de desmoldagem, espessura da parede ou capacidade de empilhamento no produto final. Estas lacunas ficam frequentemente ocultas até que o custo das ferramentas e o prazo de entrega já tenham sido comprometidos.
O desenvolvimento personalizado em 2026 exige mais do que uma comunicação de vendas reactiva. Exige uma análise de engenharia, disciplina de processos e uma preparação realista do projeto. Em Bioleader, Os programas personalizados mais fortes começam normalmente com uma análise de viabilidade clara, lógica de ferramentas, expectativas de amostras e condições de produção em massa. É isto que transforma um pedido personalizado num projeto comercial controlado e não num exercício de tentativa e erro.
3. Fase de entrada do projeto - Da conceção, desenho ou amostra à análise de viabilidade
Um projeto de pasta moldada personalizada deve começar com uma análise de viabilidade e não com a cotação do molde. No fabrico de fibras moldadas, a geometria afecta diretamente a desmoldagem, a distribuição da espessura das paredes, o comportamento de empilhamento e a repetibilidade dimensional. Pesquisas estruturais recentes sobre polpa moldada também mostram que as variáveis de geometria, como ângulo de inclinação e espessura afectam materialmente o desempenho e a capacidade de fabrico. É por isso que a primeira questão técnica não é “Quanto custa o molde?”, mas sim “Este projeto pode ser produzido de forma fiável à escala?"
Em Bioleader, Os projectos personalizados passam por uma análise estruturada antes da confirmação do custo das ferramentas. A equipa verifica se o conceito do cliente é adequado para produção de pasta moldada, A análise precoce do molde permite verificar se as dimensões principais estão completas e se a estrutura é suscetível de criar riscos em termos de libertação, retração, ajuste da tampa, encaixe ou estabilidade da produção em massa. Esta análise antecipada reduz revisões desnecessárias do molde e encurta o caminho para amostras funcionais em programas de exportação reais.

3.1 O que os compradores devem apresentar no início do projeto
O melhor contributo para o projeto é um Desenho 3D mais as principais dimensões e notas sobre casos de utilização. A Desenho 2D, a amostra física, Os compradores devem fornecer, no mínimo, o tipo de produto pretendido, as dimensões, a profundidade, o requisito de tampa, a expetativa de embalagem, a estimativa da procura anual e as condições de aplicação, tais como alimentos quentes, sopa, refeições ou refeições de mercado. No mínimo, os compradores devem fornecer o tipo de produto pretendido, as dimensões pretendidas, a profundidade, o requisito de tampa, a expetativa de embalagem, a estimativa de procura anual e as condições de aplicação, tais como alimentos quentes, sopa, refeições oleosas ou PFSem AS requisitos.
Dados incompletos criam pressupostos dispendiosos. A falta de dados de profundidade pode distorcer o desenho do molde. A falta de requisitos da tampa pode atrasar a confirmação do ajuste. A falta de detalhes do caso de utilização pode levar a uma estrutura de parede ou objetivo de barreira errado. Em projectos personalizados, a qualidade do pacote inicial determina frequentemente a velocidade de todo o ciclo de desenvolvimento.
3.2 Porque é que as amostras físicas podem acelerar o desenvolvimento personalizado
A amostra física é frequentemente o atalho mais rápido para o alinhamento técnico. Ajuda a fábrica a avaliar a forma da jante, a relação de profundidade, a direção de encaixe, a geometria dos bordos e a provável complexidade das ferramentas. Para muitos projectos OEM e ODM, uma amostra física é também a forma mais rápida de identificar as caraterísticas que devem ser copiadas, as que devem ser modificadas e as que não podem ser transferidas diretamente para a produção de pasta moldada.
Bioleader utiliza frequentemente uma análise baseada em amostras para acelerar a primeira decisão de engenharia. Isto é especialmente eficaz quando um comprador pretende otimizar um conceito existente em vez de desenvolver uma nova estrutura de louça a partir do zero. Não substitui os desenhos. Mas pode melhorar significativamente a exatidão da primeira cotação e a direção das ferramentas.
3.3 Porque é que a qualidade da conceção 3D é mais importante do que a maioria dos compradores espera
Na pasta moldada, um ficheiro 3D não serve apenas para aprovar a aparência. É um documento de fabrico. A geometria deve permitir a libertação do molde, uma distribuição estável das fibras, um controlo realista da espessura da parede e uma compensação viável do encolhimento. A investigação sobre estruturas de pasta moldada confirma que os parâmetros geométricos, como a altura, o ângulo de inclinação e a espessura, afectam o comportamento estrutural. Na produção prática, também afectam o facto de um produto personalizado poder ser formado e repetido de forma consistente.
É por este motivo que uma má qualidade 3D cria um risco oculto. Um desenho pode parecer atrativo no ecrã, mas falhar na lógica de desmoldagem, na transição de paredes locais, na precisão do rebordo ou na capacidade de empilhamento. Para loiça de bagaço personalizada, a qualidade da conceção é a qualidade da produção antecipada.
3.4 O que deve ser verificado antes da aprovação das ferramentas
Antes de iniciar o fabrico do molde, o fornecedor deve efetuar uma análise de viabilidade estruturada. Esta análise deve verificar ângulo de inclinação, lógica da espessura da parede, reduzir o risco, rácio profundidade/abertura, comportamento de nidificação e desova, compatibilidade da tampa, e o efeito provável do encolhimento nas dimensões finais. Se estes pontos não forem claros, a amostragem pode ainda ser possível, mas o projeto entra num caminho de maior risco com mais rondas de correção.
Esta fase cria um verdadeiro valor comercial. Uma boa análise de viabilidade reduz o desperdício de ferramentas, encurta os ciclos de revisão de amostras e melhora a preparação para a produção em massa. Para Bioleader, Para o utilizador, esta é uma das capacidades personalizadas mais importantes: não dizer sim demasiado cedo, mas identificar o que é fabricável, o que precisa de ser ajustado e o que afectará o tempo, a tolerância e a complexidade das ferramentas.
| Item de entrada | Porque é que é importante | Detalhe comum em falta | Impacto no desenvolvimento |
|---|---|---|---|
| Desenho 3D | Apoia a revisão do ângulo de projeto, a verificação da espessura da parede e a viabilidade das ferramentas. | Sem lógica de secção, sem notas de tolerância, geometria irrealista. | Maior risco de mofo e mais ciclos de revisão de amostras. |
| Desenho 2D | Fornece as dimensões básicas e o objetivo geral do produto. | Nenhuma lógica de profundidade, nenhum pormenor de transição estrutural. | Requer mais interpretação de engenharia antes da cotação. |
| Amostra física | Acelera a revisão da forma, do rebordo, da profundidade e do empilhamento. | Não há qualquer indicação sobre o que deve ser copiado ou alterado. | Pode acelerar a revisão, mas ainda precisa de ser clarificado. |
| Descrição do caso de utilização | Define a lógica da tampa, o objetivo da barreira e a procura estrutural. | Nenhum tipo de alimento, nenhuma expetativa de calor/óleo, nenhuma exigência do mercado. | Pode causar uma direção de validação errada. |
| Estimativa da procura anual | Ajuda a determinar o percurso das ferramentas, a lógica do MOQ e a economia da produção. | Apenas é indicado o volume de primeira ordem, sem previsão anual. | Torna a estratégia de utilização de ferramentas menos exacta. |
Tabela 1. Informações mínimas exigidas antes de uma cotação de utensílios de mesa de bagaço personalizados
4. Conceção e validação técnica
Uma boa ferramenta não pode salvar uma má conceção. Nos projectos de pasta moldada, a fase de conceção é já uma fase de fabrico antecipada. A geometria afecta a libertação do molde, a distribuição das fibras, a estabilidade da espessura da parede, o comportamento de retração, o ajuste da tampa e a capacidade de empilhamento. A investigação recente sobre pasta moldada confirma que os parâmetros estruturais, tais como altura, ângulo de inclinação e espessura afetar materialmente o comportamento da peça final.
Para Bioleader, A validação técnica começa antes da aprovação das ferramentas. O objetivo é simples: confirmar se a estrutura proposta pode passar do desenho à amostra e da amostra à produção estável sem criar desvios evitáveis. É aqui que muitos projectos personalizados se tornam controláveis ou dispendiosos.
4.1 Desenho 2D vs desenho 3D
A Desenho 2D é útil para a comunicação básica. Define o tamanho da abertura, as dimensões gerais e a disposição geral. Mas não é suficiente para uma validação completa da pasta moldada. A Desenho 3D é muito mais valioso porque permite rever o ângulo da parede lateral, a lógica da profundidade, as zonas de transição, a estrutura da jante e a geometria de encaixe.
No desenvolvimento prático, o 2D é frequentemente suficiente para uma discussão preliminar. Raramente é suficiente para uma avaliação final de engenharia. Um ficheiro 3D ajuda a fábrica a verificar se a peça pode ser libertada de forma limpa, se a forma é realista para a pasta moldada e se a correção do encolhimento pode ser integrada na estratégia de ferramentas. No caso da loiça de bagaço personalizada, a qualidade 3D afecta diretamente a qualidade da produção.
4.2 Ângulo de inclinação, espessura da parede e controlo da retração
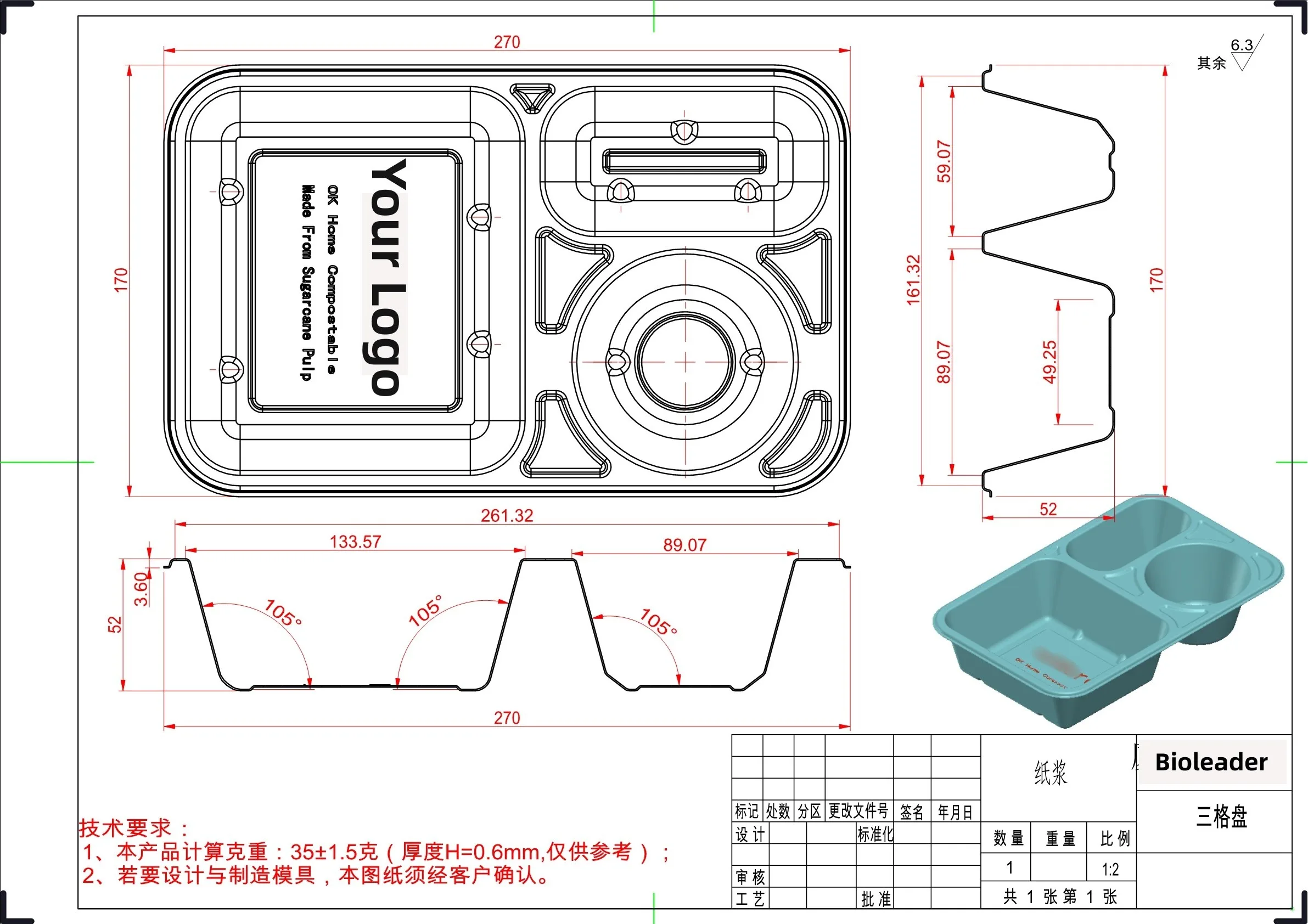
Ângulo de inclinação é um fator de libertação. Se o ângulo for demasiado pequeno, o risco de desmoldagem aumenta. Se não for adequado à profundidade e à geometria, a peça pode colar-se, deformar-se ou criar dimensões instáveis. Os estudos sobre polpa moldada e a prática mais alargada de conceção de moldes mostram que a geometria da parede e o ângulo de libertação afectam a capacidade de fabrico.
Espessura da parede é um fator de estabilidade. Afecta a rigidez, a distribuição das fibras, o comportamento de secagem e a consistência entre a amostra e a produção. A espessura irregular cria frequentemente zonas fracas locais, inconsistências na superfície ou variações de ajuste. Em produtos de fibra moldada, a espessura também está ligada à categoria do produto e à rota do processo. As revisões do fabrico de pasta moldada referem que os diferentes formatos de pasta moldada funcionam com diferentes gamas de espessura e expectativas estruturais.
Compensação da retração é um fator dimensional. Uma peça de pasta moldada não sai do processo exatamente com o mesmo tamanho que o modelo CAD. A moldagem, a desidratação, a prensagem a quente e a secagem influenciam o resultado final. É por esta razão que os projectos personalizados necessitam de um planeamento realista das tolerâncias dimensionais antes do primeiro molde ser cortado.
4.3 Desvios comuns do estádio de amostragem
É na fase de amostragem que os problemas ocultos se tornam visíveis. Os desvios mais comuns são desvio de retração, incoerência na espessura da parede, deformação dos bordos, incompatibilidade da jante, desvio do ajuste da tampae fraca capacidade de empilhamento. Não se trata de questões estéticas menores. São sinais precoces de que a estrutura está pronta para a produção.
Bioleader trata as amostras da primeira ronda como uma leitura técnica e não apenas como uma oportunidade de aprovação. Se a amostra mostrar instabilidade nos bordos, encaixe deficiente ou desvio dimensional, a pergunta correta não é “O cliente ainda pode aceitá-la?”. A pergunta correta é “O que deve ser corrigido antes de o produto se tornar escalável?” É assim que o feedback da fase de amostragem cria valor em vez de reclamações posteriores.
4.4 Lógica da amostra dourada
Por defeito, uma amostra não é uma amostra dourada. Uma verdadeira amostra dourada é uma referência fechada. Deve confirmar as dimensões, a estrutura do aro, o encaixe da tampa, a capacidade de empilhamento, o nível de aparência e qualquer desempenho funcional exigido. Sem essa referência, os argumentos posteriores sobre o desvio da produção tornam-se muito mais difíceis de controlar.
Para projectos personalizados, Bioleader's A lógica preferida é definir a amostra dourada após a correção técnica e não após a primeira peça com aspeto aceitável. Esta etapa é importante porque a produção em massa deve ser medida em relação a uma referência fixa e não em relação à memória ou à interpretação de correio eletrónico.
| Tipo de desvio | Causa típica | Impacto no projeto | Ação recomendada |
|---|---|---|---|
| Desvio de retração | Compensação insuficiente na revisão do projeto ou das ferramentas | Incompatibilidade dimensional, problemas de ajuste da tampa | Rever as dimensões das ferramentas e confirmar a janela de tolerância |
| Incoerência na espessura da parede | Complexidade da geometria ou distribuição instável da formação | Zonas fracas, incoerência visual, risco estrutural | Ajustar a geometria ou os objectivos do processo antes da aprovação |
| Deformação do bordo ou da jante | Lógica de lançamento deficiente ou fraqueza estrutural local | Incompatibilidade da tampa, aspeto instável | Aperfeiçoar a geometria da jante e rever o percurso de desmoldagem |
| Fraca capacidade de empilhamento | Lógica de aninhamento não validada na fase de projeto | Ineficiência de embalagem, problemas de desnudamento | Verificar novamente o perfil, o cone e a direção de empilhamento |
| Desvio do ajuste da tampa | Incompatibilidade de tolerância entre a geometria da base e da tampa | Falha funcional na utilização pelo cliente | Tolerância de ajuste do fecho antes da aprovação da produção em massa |
Tabela 2. Desvios técnicos comuns na fase de aprovação da amostra
5. Estratégia de ferramentas - O núcleo de engenharia dos projectos personalizados
A estratégia de ferramentas determina se um projeto personalizado pode ser escalado economicamente. No desenvolvimento de pasta moldada, o molde não é apenas um item de custo. Afecta a precisão da geometria, a estabilidade da libertação, a qualidade da superfície, o comportamento do ciclo, a carga de manutenção e a consistência a longo prazo. As análises da produção de pasta moldada indicam que os materiais de molde mais comuns incluem alumínio, aço inoxidávele bronze, A seleção está ligada às necessidades do processo e da aplicação.
Para Bioleader, A estratégia de utilização de ferramentas faz parte da conceção do projeto. Não é algo escolhido apenas pelo orçamento. A rota correta do molde depende da complexidade do produto, da probabilidade de revisão, do volume pretendido, da sensibilidade à tolerância e da intensidade de produção prevista. É por isso que os projectos personalizados sérios devem distinguir claramente entre ferramentas para protótipos e ferramentas de produção.

5.1 Molde de protótipo vs. molde de produção
A molde protótipo é utilizado para confirmar a estrutura. A sua função é a velocidade, não a resistência comercial total. Ajuda a verificar as dimensões, a forma geral, a lógica do aro e se o produto pode passar à correção e aprovação da amostra. A molde de produção tem um objetivo diferente. Tem de suportar a repetibilidade, a estabilidade dos ciclos, o planeamento da manutenção e a produção de volumes comerciais.
Muitos dos mal-entendidos dos compradores começam aqui. Uma boa amostra do protótipo de ferramentas não significa que o projeto esteja pronto para a produção em massa a longo prazo. O molde de produção deve ainda ser selecionado de acordo com o plano de produção real e não apenas de acordo com o resultado da primeira amostra.
5.2 Moldes de alumínio
Moldes de alumínio são amplamente utilizados porque são práticos para a velocidade de desenvolvimento e programas de produção comuns. São mais fáceis de maquinar, suportam ciclos de ferramentas relativamente rápidos e funcionam bem para muitos projectos de protótipos e de média escala. As análises da indústria de pasta moldada listam o alumínio entre os materiais de ferramentas mais comuns.
Comercialmente, o alumínio é muitas vezes a escolha certa quando o projeto ainda necessita de flexibilidade de revisão ou quando o volume e a estrutura não justificam um percurso de ferramentas mais pesado. Mas o alumínio não é automaticamente a melhor resposta para todos os programas personalizados. A decisão deve ainda depender da complexidade da geometria, do risco de correção e da carga de produção esperada.
5.3 Moldes de alumínio com inserções de cobre
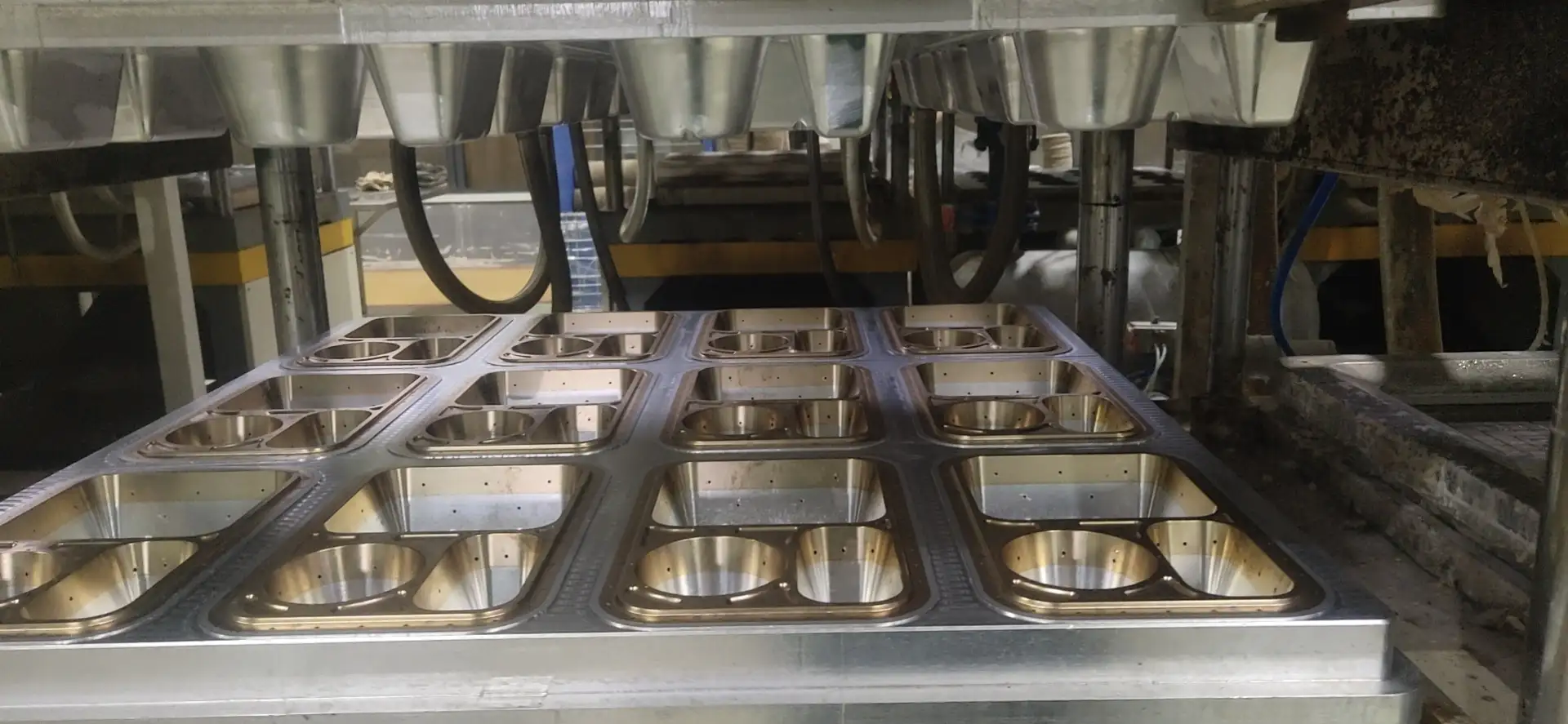
Moldes de alumínio com inserções de cobre são uma opção mais especializada. Na prática, são úteis quando o comportamento local da transferência de calor ou o controlo de precisão se tornam mais sensíveis. Esta via não é necessária para todos os projectos. É mais relevante quando uma estrutura tem uma maior complexidade local, zonas mais profundas ou uma sensibilidade de qualidade mais apertada em áreas específicas.
De A experiência personalizada da Bioleader, Quando o projeto necessita de um controlo local mais preciso do que uma rota de alumínio padrão pode fornecer confortavelmente, este tipo de ferramenta é mais valioso. Deve ser tratado como uma solução de engenharia direcionada e não como uma atualização padrão.
5.4 Moldes em liga de aço inoxidável

Moldes em liga de aço inoxidável são geralmente escolhidos para uma maior durabilidade, resistência à corrosão e condições de produção mais exigentes a longo prazo. No fabrico de pasta moldada, o aço inoxidável é amplamente reconhecido como um material industrial robusto, em que a humidade, o calor e o esforço mecânico repetido fazem parte do ambiente do processo.
Esta via é normalmente mais adequada para programas personalizados maiores e mais estáveis, especialmente quando o comprador espera uma longa continuidade de produção e uma menor tolerância ao desgaste das ferramentas ou à substituição repetida. O investimento inicial é mais elevado, mas no programa certo pode melhorar a economia a longo prazo ao suportar uma produção mais estável e uma janela de serviço mais longa.
5.5 Porque é que a escolha do molde é uma decisão comercial e não apenas técnica
Uma estratégia de molde incorrecta pode distorcer todo o caso comercial. Uma rota de ferramentas que parece mais barata na fase de cotação pode criar mais correcções, uma vida útil mais curta ou uma estabilidade de produção mais fraca mais tarde. Uma rota de ferramentas mais pesada pode parecer cara no início, mas tornar-se mais económica se o programa anual for grande e estável.
É por isso que a Bioleader avalia a escolha do molde em função da lógica total do projeto: procura anual prevista, probabilidade de revisão da amostra, complexidade da geometria, sensibilidade à tolerância e continuidade da produção. A pergunta certa não é apenas “Qual molde custa menos?” É “Qual o molde que permite o melhor equilíbrio entre velocidade, precisão e eficiência de produção a longo prazo?"
| Tipo de molde | Utilização principal | Vantagem principal | Tipo de projeto mais adequado |
|---|---|---|---|
| Molde de protótipo / amostra | Confirmação precoce da estrutura e revisão da fase de amostragem | iteração mais rápida antes do bloqueio das ferramentas de produção | Novos projectos com ajustamentos técnicos pendentes |
| Molde de alumínio | Protótipo comum e muitos programas de produção standard | Maquinação prática e boa velocidade de desenvolvimento | Projectos personalizados de complexidade média e escala de produção moderada |
| Molde de alumínio com inserções de cobre | Projectos que necessitam de um maior controlo local dos processos | Melhor desempenho direcionado em áreas locais sensíveis | Estruturas de maior dificuldade com sensibilidade de precisão local |
| Molde de liga de aço inoxidável | Programas de produção a longo prazo e de alta intensidade | Maior durabilidade e maior aptidão para a produção a longo prazo | Programas personalizados grandes e estáveis com uma longa continuidade de produção |
Tabela 3. Comparação de tipos de moldes para projectos de loiça de bagaço personalizada
6. Controlo do calendário do projeto - Do conceito à produção em massa
O controlo da linha do tempo é uma questão de origem e não apenas uma questão de fábrica. Nos projectos de pasta moldada por encomenda, os atrasos raramente resultam de uma única fase. Normalmente, resultam de loops de revisão, de uma entrada de desenho incompleta, da correção de amostras, do ajuste do molde ou de lacunas de aprovação entre o comprador e a fábrica. É por isso que um projeto de loiça de mesa de bagaço personalizado deve ser gerido como um programa faseado com resultados claros e não como um simples processo de seguimento de encomendas.
Para os compradores, o controlo do calendário afecta mais do que a data de entrega. Afecta o lançamento do produto, a transição da embalagem, a substituição do inventário e o compromisso com o cliente. Em projectos de exportação práticos, o custo de perder duas ou três semanas é frequentemente muito mais elevado do que o custo de uma correção de conceção feita antecipadamente. Uma aprovação mais lenta na fase correta é geralmente mais barata do que um erro rápido.
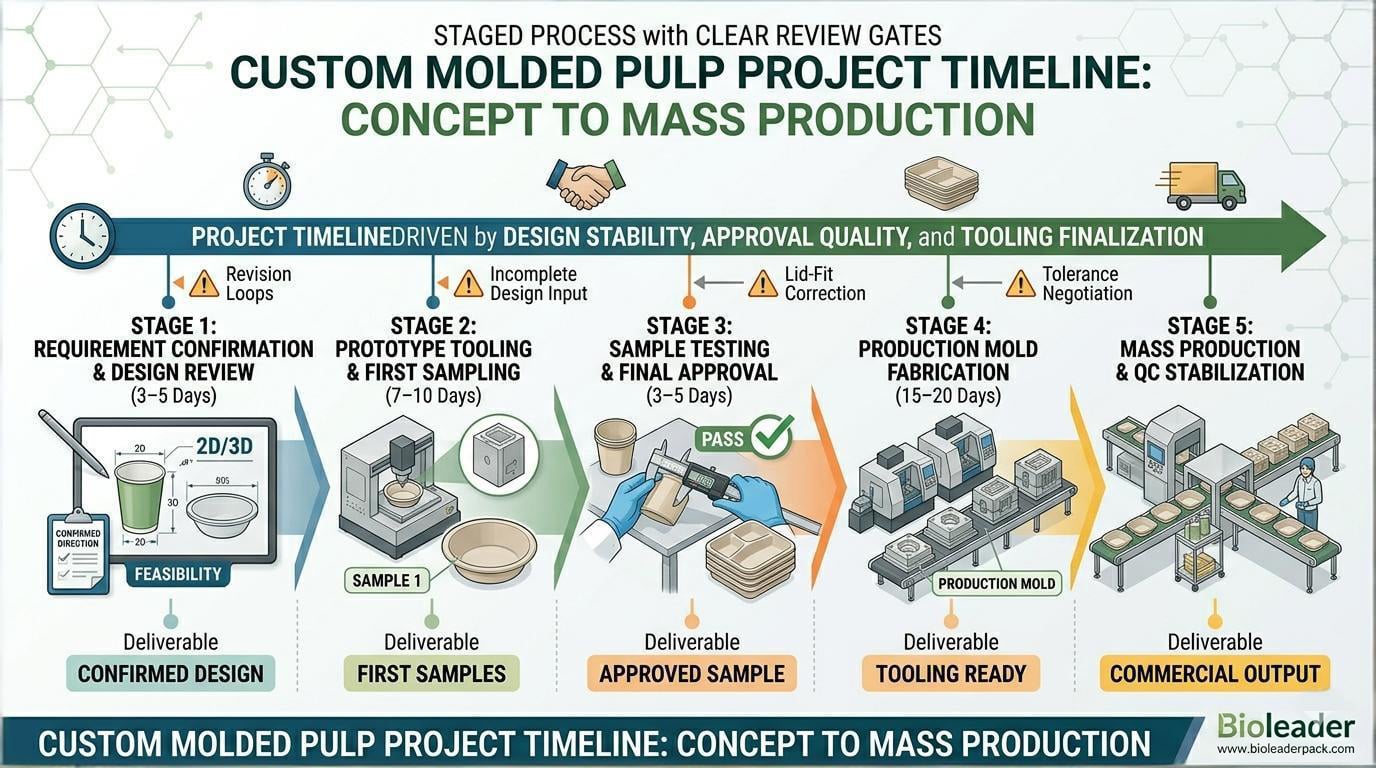
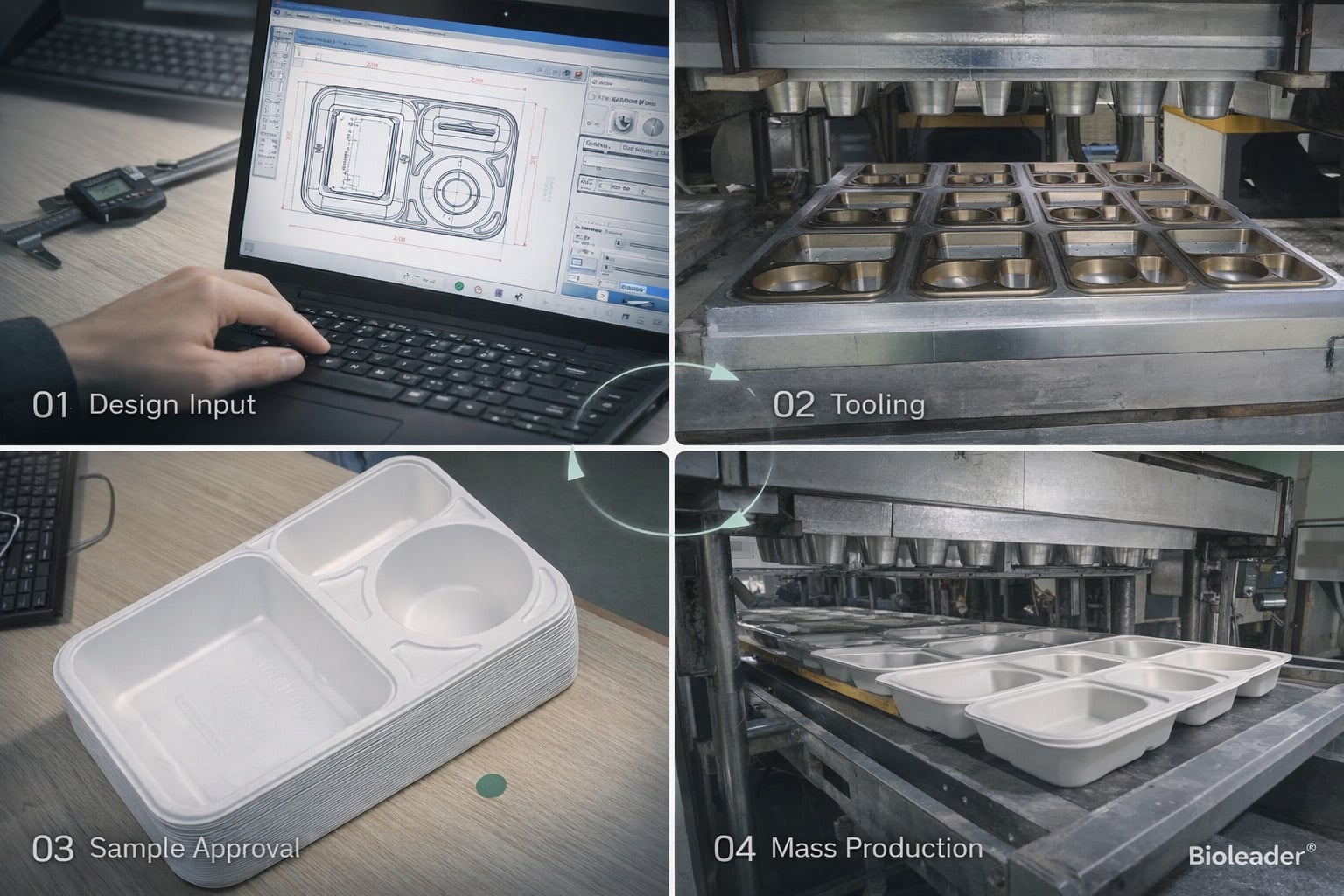
6.1 As cinco fases de um projeto de pasta moldada por medida
A maioria dos programas de loiça de bagaço personalizada segue cinco fases principais. Primeiro vem confirmação de requisitos e revisão do projeto. Depois vem protótipo de ferramentas e primeira amostragem. Depois disso, vem ensaio e aprovação de amostras. A quarta fase é fabrico de moldes de produção. A quinta fase é lançamento da produção em massa e estabilização do controlo de qualidade.
Estas fases parecem simples no papel. Na prática, cada uma delas depende da conclusão correta da anterior. Se a introdução de requisitos estiver incompleta, a aprovação do projeto torna-se mais lenta. Se a amostra ainda tiver desvios por resolver, as ferramentas de produção não podem ser bloqueadas em segurança. Se as ferramentas de produção forem lançadas antes de o ajuste e a tolerância estarem congelados, a produção em massa herdará um risco evitável.
6.2 Onde ocorrem a maioria dos atrasos nos projectos personalizados
Os atrasos mais comuns não se verificam normalmente apenas na maquinagem. Eles ocorrem em revisão do desenho, confirmação dimensional pouco clara, exemplos de ciclos de feedback, correção do ajuste da tampae negociação de tolerância na fase final. Não se trata de questões exclusivas da fábrica. São questões de coordenação entre as equipas comerciais, de engenharia e de homologação.
Na Bioleader, o tempo do projeto é gerido ligando cada fase a um ponto de revisão claro. Se a conceção não for estável, o projeto não deve avançar para o fabrico final de ferramentas. Se a amostra ainda apresentar desvios estruturais, o projeto não deve avançar para a aprovação da produção. Esta disciplina é o que mantém o controlo do calendário realista em vez de otimista.
6.3 Porque é que a aprovação de amostras não deve ser apressada
A aprovação da amostra é o ponto de controlo de maior importância em toda a linha do tempo. Se um comprador assinar demasiado cedo, as fases posteriores tornam-se mais dispendiosas. Se um comprador adiar o feedback durante demasiado tempo, o programa completo perde a sua dinâmica. O objetivo não é apenas a velocidade. O objetivo é encerrar a fase de amostragem com um alinhamento claro em termos de dimensões, ajuste, capacidade de empilhamento, aspeto e função.
Por este motivo, um bom cronograma não é aquele que tem a fase de amostragem mais curta. É aquele que tem o menor número de correcções repetidas depois de as ferramentas já estarem comprometidas. Na pasta moldada por encomenda, a aprovação estável é normalmente mais valiosa do que a aprovação rápida.
6.4 O que inclui normalmente um calendário de projeto realista
Um programa prático personalizado inclui normalmente 3 a 5 dias para confirmação de requisitos e revisão do projeto, 7 a 10 dias para o protótipo de ferramentas e primeiras amostras, 3 a 5 dias para testes e aprovação do cliente, e cerca de 15 a 25 dias para o fabrico de moldes de produção assim que o desenho estiver congelado. O prazo de produção em massa depende então do volume da encomenda, da prontidão do molde e da programação da linha.
Estas gamas são referências de trabalho e não promessas fixas. Geometrias complexas, revisões repetidas, sistemas de tampas com várias peças ou atrasos no feedback do cliente podem prolongar o ciclo. Mas, como regra de planeamento, os compradores devem esperar que o calendário do projeto seja determinado principalmente por estabilidade da conceção, aprovação de amostras qualidadee finalização de ferramentas.
| Estágio | Atividade | Cronograma típico | Principais resultados |
|---|---|---|---|
| Fase 1 | Confirmação de requisitos e revisão do projeto | 3-5 dias | Confirmação da direção da conceção e da viabilidade do projeto |
| Fase 2 | Ferramentas de protótipo e primeira amostragem | 7-10 dias | Primeiras amostras físicas para análise técnica |
| Fase 3 | Teste de amostras e aprovação final | 3-5 dias | Amostra aprovada e direção técnica congelada |
| Fase 4 | Fabrico de moldes de produção | 15-25 dias | Ferramentas de produção prontas para o lançamento |
| Fase 5 | Produção em massa e estabilização do controlo de qualidade | Com base no volume | Produção comercial com controlo de produção estável |
Tabela 4. Cronograma do projeto: Do conceito à produção em massa
6.5 Porque é que a disciplina do calendário reflecte a capacidade do fornecedor
Um fornecedor que gere bem os projectos personalizados deve ser capaz de explicar onde é gasto o tempo, o que pode ser reduzido e o que nunca deve ser apressado. Este é um dos sinais mais claros de uma verdadeira capacidade de personalização. Em Fluxo de trabalho de pasta moldada personalizada da Bioleader, o controlo da cronologia está ligado a encerramento técnico, e não apenas às promessas do calendário. É por isso que o plano do projeto é construído em torno de portas de revisão e não em torno de pressupostos ideais.
Para os compradores, esta é a forma correta de ler o calendário dos projectos. O melhor fornecedor de produtos personalizados não é aquele que promete o calendário mais curto na primeira mensagem de correio eletrónico. É aquele que consegue passar da conceção à produção em massa com menos ciclos de revisão, pontos de aprovação mais claros e execução mais estável.
7. Lógica MOQ - Porque é que os projectos personalizados necessitam de um limiar comercial diferente
Os projectos de pasta moldada personalizada requerem normalmente um MOQ mais elevado do que os artigos em stock. Não se trata apenas de uma política de vendas. É uma questão de economia de projeto. Na loiça de bagaço personalizada, o limiar comercial deve absorver custo das ferramentas, custo de amostragem e correção, custo de instalação da produção, e a coordenação suplementar necessária para uma produção em massa estável.
Por esta razão, os projectos personalizados são geralmente mais viáveis quando o comprador tem procura ao nível dos contentores ou um plano de volume estável a longo prazo. Em muitos programas práticos, a procura mensal na ordem dos 200.000 a 300.000 peças, ou a procura anual, atingindo um milhão de peças ou mais, A escala de produção, que cria uma base mais realista para distribuir o investimento em ferramentas e controlar o custo unitário. Sem essa escala, o desenvolvimento personalizado torna-se muitas vezes difícil de justificar economicamente.
É também por isso que a Bioleader analisa o MOQ juntamente com procura anual, complexidade do projetoe estratégia de ferramentas, em vez de tratar o MOQ como um número de negociação autónomo. Um projeto pode começar com um contentor, mas a verdadeira decisão deve basear-se no facto de o volume esperado ser suficientemente forte para suportar a amortização das ferramentas, a eficiência da produção e a estabilidade do fornecimento a longo prazo.
| Motorista MOQ | Porque é que é importante | Implicações para o planeamento do comprador |
|---|---|---|
| Amortização de ferramentas | O custo do molde deve ser repartido por um volume suficiente. | A baixa procura anual enfraquece a justificação comercial para a personalização. |
| Custo de preparação da produção | As execuções personalizadas requerem preparação, ajuste e controlo da linha. | As pequenas séries conduzem normalmente a um custo unitário mais elevado. |
| Embalagem e logística | As economias de exportação são mais fortes a nível dos contentores. | O planeamento baseado em contentores é mais eficiente do que a encomenda fragmentada. |
| Continuidade do projeto | Um volume de repetição estável permite uma melhor utilização dos moldes e um melhor controlo dos custos. | O planeamento anual do volume é mais importante do que um inquérito pontual. |
Tabela 5. Principais factores que determinam o MOQ em projectos de pasta moldada personalizada
8. Da amostra aprovada à produção em massa estável
Uma amostra aprovada não é o fim do desenvolvimento. É o início do controlo da produção. Nos projectos de pasta moldada por encomenda, muitos problemas não surgem na primeira fase de amostragem. Surgem quando o projeto passa para a velocidade de produção real, ferramentas de produção, tiragens repetidas e embalagem para exportação. É por isso que a aprovação da amostra deve ser seguida de uma transição controlada para a produção em massa.
Para os compradores, este é um dos pontos de risco mais importantes de todo o projeto. Uma amostra pode parecer correta em termos de dimensões e aparência, mas a verdadeira questão é saber se o mesmo resultado pode ser mantido ao longo de todo o projeto. vários lotes de produção, turnos diferentes, maior volume de saídae embalagem ao nível da expedição. Caso contrário, o projeto ainda não é estável em termos de produção.
 |  |
8.1 Porque é que a aprovação de amostras não garante a estabilidade da produção em massa
Uma primeira amostra aprovada é normalmente efectuada em condições mais controladas do que uma produção comercial completa. O volume de produção é menor. O foco do processo é mais estreito. A atenção à correção é maior. Quando o projeto passa para a produção normal, o ambiente operacional muda. Nessa altura, desvio de dimensão, variação do ajuste da tampa, incoerência de encaixe, rugosidade dos bordos, ou flutuação de aparência podem começar a aparecer.
É por isso que os fornecedores fortes não tratam a aprovação da amostra como a prova final da prontidão da produção. Tratam-na como um ponto de referência que ainda deve ser validado em relação à estabilidade das ferramentas, à repetibilidade do processo e às condições de produção. Do ponto de vista da Bioleader, os projectos personalizados mais fiáveis são aqueles em que a fase de amostragem é seguida por uma lógica clara de controlo da produção e não por um escalonamento cego.
8.2 Revisão da fase piloto e do primeiro lote de produção
Um teste-piloto é uma etapa de controlo, não uma formalidade. O seu objetivo é confirmar se a estrutura aprovada pode ser reproduzida em condições reais de produção. Esta fase deve verificar as dimensões, o ajuste, a capacidade de empilhamento, o comportamento da embalagem e a consistência visual antes de o projeto ser lançado na produção em massa de rotina.
Para personalizar recipientes para alimentos de bagaço ou outros tipos de loiça de mesa, o primeiro lote de produção deve ser analisado por comparação com a amostra aprovada ou a amostra dourada. Esta comparação não deve centrar-se apenas na aparência. Deve também verificar se o produto mantém a mesma lógica estrutural em condições de produção. Se a amostra aprovada empilhar bem, mas o primeiro lote encaixar mal, não se trata de um problema menor. Trata-se de um alerta precoce de incompatibilidade na produção.
8.3 Coerência entre a amostra dourada e a amostra de produção
A amostra dourada é a referência de controlo. A produção em massa deve ser avaliada em função desse facto. Isto inclui as dimensões, o ajuste da tampa, a sensação da parede, o acabamento dos bordos, a lógica de empilhamento e qualquer requisito funcional acordado. Sem um padrão de comparação fixo, a análise da produção torna-se subjectiva e difícil de defender.
O Bioleader utiliza a lógica da amostra dourada para reduzir a ambiguidade nos projectos personalizados. Isto é importante porque as diferenças de produção são frequentemente pequenas no início. Mas os pequenos desvios, se forem ignorados no início, podem tornar-se problemas ao nível da expedição mais tarde. Um projeto estável é normalmente construído através da correção da variação na primeira fase de produção, e não através da sua explicação após o aparecimento de queixas.
8.4 Desvios típicos na fase inicial da produção
Os desvios mais comuns na fase inicial da produção são desvio de dimensão, incompatibilidade de tampas, incoerência da jante, instabilidade de empilhamento, aspeto irregular da superfíciee variação da embalagem. Estes problemas são comuns porque o projeto está a passar da aprovação técnica para o ritmo de produção. O objetivo não é fingir que eles nunca acontecem. O objetivo é detectá-los e corrigi-los antes que se tornem defeitos comerciais.
Por este motivo, os grandes fabricantes de produtos personalizados prestam muita atenção aos primeiros ciclos de produção. Na Bioleader, esta fase é tratada como uma fase de validação da produção e não como uma etapa de encomenda de rotina. É nesta fase que a fábrica prova se o conceito personalizado aprovado pode tornar-se num produto comercial repetível.
| Estágio | Risco principal | Desvio típico | Método de controlo |
|---|---|---|---|
| Amostra aprovada | Partindo do princípio de que o projeto já está pronto para a produção | Repetibilidade não verificada | Utilizar a amostra como referência e não como prova final de estabilidade |
| Corrida piloto | Desfasamento entre o conceito aprovado e as condições de produção | Mudança de ajuste, mudança de aninhamento, desvio de aparência | Revisão em relação à amostra dourada antes da libertação total |
| Primeiro lote de produção | Pequenas variações que se transformam em inconsistências ao nível do lote | Desvio de dimensão, desfasamento da tampa, inconsistência da jante | Bloquear os pontos de controlo e analisar os desvios com antecedência |
| Produção em massa | A escala de produção esconde uma instabilidade estrutural precoce | Variação de embalagem, empilhamento instável, inconsistência de aparência | Manter a revisão a nível dos lotes e a disciplina de produção |
Tabela 6. Comparação entre os riscos da aprovação de amostras e da produção em massa
9. Garantia de qualidade e pontos de controlo técnico
Qualidade controlo em pasta moldada personalizada está integrado no processo, não é acrescentado no final. Um produto acabado só pode ser estável se os pontos de controlo críticos já tiverem sido geridos durante a formação, secagem, prensagem a quente, corte, encaixe e embalagem. No caso da loiça de bagaço personalizada, isto é ainda mais importante porque o produto não é um formato de stock. Tem geometria específica do projeto, lógica de ajuste e expectativas do cliente.
É por isso que a garantia de qualidade em projectos personalizados deve centrar-se em repetibilidade, Não apenas na aceitação visual. Um produto pode parecer aceitável numa inspeção aleatória e, no entanto, falhar no ajuste, no empilhamento, na estabilidade do aro ou na consistência dimensional quando o lote é embalado e expedido. Uma forte capacidade de personalização significa controlar as variáveis antes de estas se tornarem defeitos visíveis.
 |  |
9.1 Pontos de controlo em curso
Os pontos de controlo mais importantes não se limitam à inspeção final. Começam durante a produção. A fábrica deve monitorizar as condições de moldagem, a remoção da humidade, o comportamento da prensagem a quente, a qualidade dos bordos após o corte, a estabilidade do encaixe e a uniformidade da embalagem. Cada fase afecta a peça final. Se o processo perder o controlo numa fase inicial, a inspeção final só pode descobrir o problema depois de o valor já ter sido perdido.
 |  |
Em Bioleader, O controlo da produção personalizada centra-se em manter a estrutura aprovada estável ao longo de todo o percurso do processo. Isto significa verificar não só se a peça é fabricada, mas também se é fabricada da mesma forma, com o mesmo resultado funcional, ao longo de todo o ciclo de produção.
9.2 Dimensões críticas e controlo do ajuste
As dimensões e o ajuste são a primeira linha de controlo técnico. Para muitos produtos personalizados, os pontos mais sensíveis são o tamanho da abertura, a profundidade, o perfil do aro, o encaixe da tampa e a geometria do empilhamento. Se estes pontos se deslocarem para fora do intervalo acordado, o produto pode ainda ter um aspeto aceitável mas falhar na utilização, embalagem ou aceitação pelo cliente.
É por isso que as dimensões críticas devem ser definidas antes da produção e verificadas novamente durante a execução. Quanto mais personalizada for a estrutura, menos espaço existe para suposições vagas de tolerância. Em muitos projectos personalizados, uma pequena alteração de dimensão na área do aro ou da tampa cria um problema funcional muito maior na fase de comercialização.
9.3 Validação funcional, se necessário
Alguns projectos personalizados requerem mais do que a aprovação de dimensões. Podem também exigir resistência à gordura, retenção da tampa, estabilidade de empilhamento, ou outros controlos específicos da aplicação. Estes devem ser revistos como parte da validação específica do projeto e não como pressupostos universais. Um produto destinado a produtos de panificação secos não necessita do mesmo controlo de função que um produto destinado a refeições quentes para levar ou a alimentos preparados oleosos.
Esta é uma das razões pelas quais Bioleader trata o desenvolvimento personalizado e o controlo da produção como um sistema interligado. A fábrica não deve apenas reproduzir a forma. Tem de reproduzir as condições de utilização aprovadas.
9.4 Lógica da qualidade da embalagem e da expedição
 |  |
A qualidade da expedição começa antes de o contentor ser carregado. Se o agrupamento for instável, se a embalagem de cartão for inconsistente ou se o aspeto da unidade variar ao longo da execução, o resultado da exportação torna-se mais difícil de controlar. Para os artigos personalizados, a qualidade da embalagem é especialmente importante porque o projeto tem frequentemente expectativas comerciais mais rigorosas do que os artigos de reposição de stock.
Por conseguinte, os compradores devem considerar a revisão da embalagem como parte da qualidade técnica e não apenas como um manuseamento em armazém. Na pasta moldada por encomenda, uma má colocação ou uma embalagem irregular pode prejudicar a economia de todo o projeto, aumentando a ineficiência do transporte, reduzindo a consistência da caixa e enfraquecendo a perceção do cliente à chegada.
| Ponto de controlo | O que deve ser controlado | Porque é que é importante |
|---|---|---|
| Conformação e prensagem | Formação da forma básica, consistência da parede, estabilidade estrutural | Os desvios iniciais do processo criam inconsistências posteriores nos lotes |
| Dimensões críticas | Tamanho da abertura, profundidade, geometria da jante, pontos de ajuste | Pequenas mudanças de dimensão podem criar grandes problemas funcionais |
| Lógica da tampa e do empilhamento | Encaixe da tampa, encaixe, desencaixe, estabilidade da pilha | Afecta diretamente o desempenho da utilização e a eficiência da embalagem |
| Consistência do aspeto | Acabamento dos bordos, uniformidade da superfície, estabilidade visual geral | Afecta a aceitação do cliente e a apresentação comercial |
| Embalagem e preparação da expedição | Consistência da caixa de cartão, densidade da embalagem, adequação ao transporte | Protege a economia da exportação e a qualidade da chegada |
Tabela 7. Pontos de controlo de garantia de qualidade essenciais na produção de loiça de mesa de bagaço personalizada
10. Erros comuns que os compradores cometem em projectos de pasta moldada personalizada
A maioria dos fracassos dos projectos personalizados não começa na produção. Começam com os pressupostos iniciais. No desenvolvimento de louça de mesa de bagaço personalizada, os compradores concentram-se frequentemente no preço do molde, no aspeto da amostra ou na data de entrega prevista, mas não se apercebem das condições técnicas que determinam realmente se o projeto pode avançar sem problemas para a escala. O resultado nem sempre é um fracasso dramático. Mais frequentemente, o resultado é um atraso, revisões repetidas, um ajuste instável ou um produto que se torna mais caro do que o esperado.
10.1 Enviar apenas referências visuais sem pormenores técnicos
Uma fotografia, um esboço ou um item de referência do mercado é útil, mas raramente é suficiente por si só. Sem dimensões, lógica de profundidade, requisitos de tampa, notas de casos de utilização ou expectativas de volume anual, a fábrica tem de fazer suposições. O desenvolvimento baseado em suposições é mais lento e mais arriscado do que o desenvolvimento baseado em dados.
10.2 Aprovação de amostras sem discussão da tolerância
Muitos compradores aprovam uma amostra porque parece aceitável, mas não definem qual o intervalo dimensional que ainda é aceitável na produção. Isso torna-se um problema mais tarde. Na pasta moldada por medida, pequenas alterações no tamanho do rebordo, na profundidade ou na zona de encaixe da tampa podem criar problemas comerciais muito maiores durante a embalagem, o empilhamento ou a utilização final.
10.3 Concentrar-se apenas no custo das ferramentas e não na sua estratégia
O molde mais barato nem sempre é o molde mais económico. Uma rota de ferramentas que parece mais barata no início pode criar mais rondas de correção, uma repetibilidade mais fraca ou uma produção menos estável. As ferramentas devem ser escolhidas de acordo com a lógica do projeto e não apenas pela cotação.
10.4 Subestimar o tempo necessário para os ciclos de revisão
Os projectos personalizados raramente passam do primeiro desenho diretamente para a produção perfeita. O feedback das amostras, o ajuste da geometria, a correção da tampa e o alinhamento das tolerâncias levam tempo. Os compradores que planeiam apenas o “melhor calendário possível” criam normalmente pressão exatamente na fase errada.
10.5 Tratamento do MOQ apenas como um número de negociação
O MOQ em pasta moldada personalizada não é apenas um limite de vendas. Reflecte a amortização das ferramentas, o custo de instalação, a eficiência da produção e a economia de exportação. Um comprador que negoceie o MOQ sem ter em conta a procura anual e o valor total do projeto pode obter um número mais baixo no papel, mas perder o negócio na prática.
10.6 Pressupondo que a aprovação da amostra equivale à preparação para a produção
Este é um dos erros mais comuns e mais dispendiosos. Uma amostra pode confirmar a direção. Não prova automaticamente a repetibilidade do lote, a estabilidade da embalagem ou a consistência ao nível da expedição. A prontidão da produção deve ser verificada, não assumida.
11. Pacote de provas / Quadro do pacote de dados
Um artigo de embalagem personalizada ao nível de um livro branco precisa de uma estrutura de provas, não apenas de uma redação forte. Em 2026, a autoridade advém do facto de mostrar o que se baseia na regulamentação, o que se baseia na lógica da engenharia e o que se baseia na experiência real de produção. Sem essa separação, mesmo o conteúdo tecnicamente correto pode parecer vago ou exagerado.
11.1 O que deve ser apoiado por provas públicas ou de terceiros
Itens como requisitos regulamentares, lógica de certificação, classificações básicas de materiais e processo de pasta moldada O contexto deve estar ligado a fontes públicas ou de terceiros sempre que possível. Isto dá ao artigo uma base de referência externa e reduz o risco de parecer auto-definido.
11.2 O que deve ser enquadrado como observação da produção interna
Alguns dos conteúdos mais valiosos no desenvolvimento de pasta moldada personalizada provêm da experiência na fábrica. Isto inclui os padrões de desvio da fase de amostragem, o comportamento de correção do molde, os desafios de consistência ao nível do lote e as realidades do calendário do projeto. Estes pontos são muito úteis, mas devem ser apresentados honestamente como observação da produção interna ou experiência em projectos, e não como lei universal do sector.
11.3 O que nunca deve ser alegado sem provas específicas do projeto
Algumas afirmações são demasiado absolutas para serem utilizadas sem provas claras. Estas incluem “garantia de desvio zero”, “tempo de vida do molde fixo para cada projeto”, “MOQ universal para todos os itens personalizados” ou “tempo exato de produção em massa independentemente da fase de revisão”.” A forte autoridade B2B resulta de limites definidos, não de certezas exageradas.
Para a Bioleader, a forma mais forte de criar confiança é distinguir claramente entre a lógica de conformidade pública, o julgamento da engenharia e a experiência interna em projectos personalizados. Isto torna o conteúdo mais defensável para os compradores e mais credível para os motores de busca e sistemas de IA.
12. Recomendações finais para os compradores
O projeto certo de pasta moldada personalizada começa com a viabilidade, não com o entusiasmo. Os compradores devem, em primeiro lugar, confirmar se o conceito é fabricável, se o volume anual suporta a economia de ferramentas e se o projeto pode passar pela aprovação de amostras sem riscos de tolerância não resolvidos. Esta é a base de um programa personalizado estável.
Em segundo lugar, tratar estratégia de ferramentas como uma decisão comercial e não apenas uma escolha de engenharia. A rota do molde afecta o prazo de entrega, a flexibilidade de revisão, a estabilidade da produção e a economia a longo prazo. Em terceiro lugar, não trate uma amostra aprovada como o fim do processo. Utilize-a como base para uma amostra dourada e para uma lógica de controlo do piloto à produção. Em quarto lugar, planear o MOQ com base na procura anual e na eficiência do fornecimento ao nível do contentor, e não apenas na quantidade de primeira ordem. Em quinto lugar, manter um calendário para revisão e encerramento técnico. Na pasta moldada por encomenda, o progresso controlado é normalmente mais rentável do que a velocidade forçada.
Na perspetiva da Bioleader, os projectos de loiça de bagaço personalizados mais fortes são os que se alinham intenção de conceção, percurso das ferramentas, validação de amostras, lógica de MOQ e disciplina de produção antes de a encomenda atingir o volume máximo. É isto que transforma um pedido de embalagem personalizada num programa comercialmente estável a longo prazo.
13. FAQ
13.1 Posso personalizar a loiça de mesa de bagaço com base no meu desenho ou amostra física?
Sim. Um projeto personalizado pode começar com um desenho 2D, um desenho 3D, uma amostra física ou um item de referência do mercado. No entanto, a fábrica continua a necessitar de informações técnicas suficientes para avaliar a geometria, a tolerância, a lógica da tampa e a viabilidade da produção antes de confirmar a utilização das ferramentas.
13.2 Qual é a diferença entre um molde de amostra e um molde de produção?
Um molde de amostra é utilizado principalmente para confirmação da estrutura e revisão técnica inicial. Um molde de produção destina-se à repetibilidade, volume de produção e estabilidade a longo prazo. Os dois servem objectivos diferentes e não devem ser tratados como permutáveis.
13.3 Como é que o tipo de molde e o material das ferramentas afectam o custo e o tempo de execução?
O material das ferramentas afecta a velocidade de maquinação, a durabilidade, o comportamento de precisão e a adequação à produção. O alumínio é frequentemente prático para um desenvolvimento mais rápido e para muitos projectos de média escala. As ferramentas de liga de aço inoxidável são geralmente mais adequadas para programas de longa duração e de alta intensidade. A escolha certa depende da complexidade do projeto e do volume previsto.
13.4 Porque é que o MOQ para produtos de pasta moldada personalizados é mais elevado do que para artigos em stock?
Porque os projectos personalizados têm de absorver o custo das ferramentas, o custo de configuração, o custo de correção e a coordenação da produção. Em muitos programas comerciais, é necessária uma procura ao nível do contentor ou um volume anual estável para distribuir estes custos de forma eficiente.
13.5 A aprovação de amostras garante a consistência da produção em massa?
Não. Uma amostra aprovada confirma a direção. Não garante automaticamente a repetição do lote, a estabilidade da embalagem ou a consistência ao nível da expedição. A estabilidade da produção continua a necessitar de uma análise piloto e de um controlo inicial do lote.
13.6 Que pormenores técnicos devem ser confirmados antes de abrir um molde?
No mínimo, o projeto deve confirmar as dimensões, a profundidade, o ângulo de inclinação, a lógica da espessura da parede, a compatibilidade da tampa, o comportamento de empilhamento, a expetativa de tolerância e a aplicação pretendida. Se estes pontos não forem claros, o projeto entra no ferramental com maior risco de revisão.
13.7 Quanto tempo demora normalmente um projeto de louça de bagaço de mesa personalizada desde a conceção até à produção em série?
O prazo depende da qualidade do projeto, dos ciclos de revisão, do percurso das ferramentas e da velocidade de aprovação. Em muitos projectos práticos, a confirmação dos requisitos e a revisão do design demoram vários dias, o fabrico de ferramentas para protótipos e as primeiras amostras demoram cerca de uma a duas semanas e o fabrico de ferramentas de produção pode demorar mais duas a três semanas depois de a estrutura estar congelada.
Próximo passo para projectos personalizados
Quer já tenha um desenho, uma amostra física ou apenas um conceito inicial, o passo seguinte deve ser uma análise de viabilidade - não uma abertura cega do molde.
Para compradores com desenhos ou amostras
Carregue o seu desenho, detalhes de tamanho ou referência de amostra física. A Bioleader pode analisar a capacidade de fabrico, a direção das ferramentas, os riscos dimensionais e o tempo estimado do projeto antes do início do desenvolvimento do molde.
Para marcas que planeiam um novo programa personalizado
Ainda está a avaliar o MOQ, o tipo de molde, o tempo de desenvolvimento ou o volume anual? Comece com o formulário abaixo e a Bioleader analisará o âmbito do seu projeto antes de iniciar o trabalho de ferramentas ou amostras.
A Bioleader apoia projectos de pasta moldada personalizada com análise de viabilidade, coordenação de ferramentas, validação de amostras e planeamento de produção orientado para a exportação.
Enviar os detalhes do seu projeto personalizado
Carregue o seu desenho, imagens de amostra ou requisitos de design personalizados. Quanto mais completa for a informação, mais rapidamente a Bioleader pode analisar a viabilidade, a direção das ferramentas, a lógica do MOQ e o calendário do projeto.
Aviso de direitos de autor:
© 2026 Bioleader®. Se desejar reproduzir ou fazer referência a este conteúdo, deve fornecer o link original e creditar a fonte. Qualquer cópia não autorizada será considerada uma infração.