1. Samenvatting
De ontwikkeling van bagasse servies op maat is een technisch proces, niet alleen een inkooptaak. In 2026 zijn veel kopers niet langer tevreden met voorgevormde pulpartikelen met logodruk. Ze willen een leverancier die een project van ontwerp of fysiek monster naar tooling, goedkeuring van monsters en stabiele massaproductie zonder verlies van maatnauwkeurigheid, structurele functie of levertijden.
De echte uitdaging bij custom moulded pulp is niet of er een monster gemaakt kan worden. Het is de vraag of het goedgekeurde concept een herhaalbaar productieprogramma met werkbare MOQ, realistische gereedschapskosten, gecontroleerde doorlooptijd en consistente batchuitvoer. Bij de productie van vormkarton is geometrie belangrijk. Trekhoek, wanddikte, stapellogica, dekselpasvorm en krimpcompensatie hebben allemaal invloed op de vraag of een op maat gemaakt product op schaal produceerbaar blijft.
Daarom is maatwerk gegoten pulp serviesgoed moet worden beheerd als een volledige ontwikkelingsvolgorde. De kritieke fases omvatten het invoeren van vereisten, haalbaarheidsonderzoek, bevestiging van 2D- en 3D-tekeningen, toolingstrategie, prototype sampling, technische revisie, sample sign-off, pilot validatie en het opstarten van de massaproductie. Fouten die in het begin worden gemaakt, worden meestal duurder nadat de tooling is gestart.
Voor inkopers is de sterkste inkoopstrategie niet simpelweg een offerte voor een matrijs aanvragen en wachten op monsters. Het is evalueren of de leverancier de volledige ontwikkelingslogica van concept tot productie kan beheren. Deze gids volgt die logica. Er wordt uitgelegd hoe op maat gemaakt suikerrietbagasse serviesgoed van ontwerp of monsteraanvraag naar matrijsontwikkeling, monstergoedkeuring, MOQ-planning en schaalbare productie gaat. De gids is ook gebaseerd op Bioleader's ervaring met de ontwikkeling van gegoten pulp, de coördinatie van gereedschappen en exportproductie in aangepaste bagasse serviesprojecten.
2. Waarom ontwikkeling op maat belangrijk is in 2026
Ontwikkeling op maat is een belangrijkere sourcingbeslissing geworden in 2026. Voorraadartikelen van vormkarton werken nog steeds voor een snelle aanvulling en inkoop met een lager risico. Maar ze bieden geen oplossing voor elk merk of product. Steeds meer inkopers concurreren op presentatie, portiecontrole, functionele pasvorm en duurzame verpakkingswaarde, tafelgerei van suikerrietbagasse op maat wordt een praktisch commercieel hulpmiddel, geen nicheoptie.
Deze verschuiving is het duidelijkst waar verpakkingsvorm, vuldiepte, vorm van het deksel, stapelbaarheid en visuele differentiatie van invloed zijn op de klantervaring of op de prestaties bij het leveren van voedsel. Een merk kan een diepere kom nodig hebben om het risico op het morsen van saus te verminderen. Het kan een nieuwe trayvorm nodig hebben die past bij het ontwerp van porties. Het kan een herziene rand nodig hebben om het deksel beter te laten aansluiten. In deze gevallen, Aanpassing gaat niet alleen over uiterlijk. Het gaat erom dat verpakking onderdeel wordt van het productsysteem.
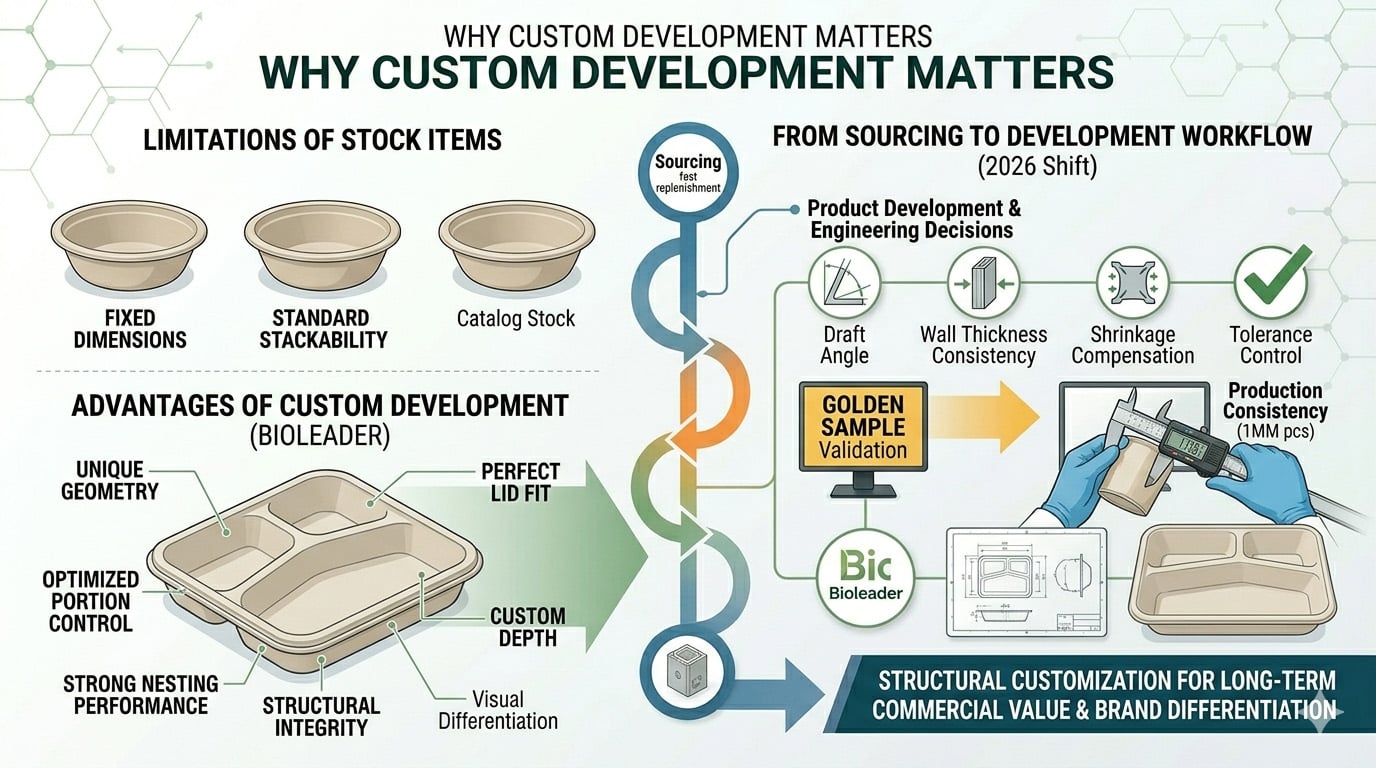
2.1 Voorraadartikelen kunnen niet elk merk- of toepassingsprobleem oplossen
Voorgevormde pulpartikelen op voorraad verminderen de inkoop- en ontwikkelingskosten. Dat blijft hun voordeel. Maar ze leggen ook beperkingen op. Kopers moeten akkoord gaan met vaste afmetingen, een vaste structuurlogica en standaardveronderstellingen over prestaties. Dit werkt voor veel algemene toepassingen. Het wordt beperkend als het formaat van het voedsel, de vulmethode, de deksels of de merkpresentatie beter op elkaar moeten worden afgestemd.
Veel maatwerkprojecten beginnen wanneer standaard catalogusitems niet meer voldoen aan de echte bedrijfsbehoeften. De aanleiding kan een verkeerd deksel, zwakke stapelbaarheid, inefficiënte portionering, slechte schappresentatie of de behoefte aan een meer onderscheidende structuur in een overvolle markt. Op dat moment gaat het project verder dan de normale inkoop en komt het in de richting van productontwikkeling.
2.2 Aanpassing gaat niet langer alleen over het afdrukken van logo's
Een veelvoorkomend misverstand is dat maatwerk alleen betekent dat je een logo toevoegt aan een bestaand artikel. Bij voorgevormde pulpverpakkingen zijn de wijzigingen met de hoogste waarde meestal structureel. Kopers kunnen een andere diepte, een nieuwe compartimentsverhouding, een gewijzigde wandgeometrie, sterkere nestingprestaties, een betere pasvorm van het deksel of een andere balans tussen stijfheid en gewicht nodig hebben. Dit zijn technische beslissingen, niet alleen merkkeuzes.

Daarom moet op maat gemaakt bagasse servies worden behandeld als een ontwikkelingsworkflow. Ontwerp beïnvloedt gereedschap. Gereedschap beïnvloedt monstername. Monstername beïnvloedt tolerantiebevestiging. Tolerantiebevestiging beïnvloedt of het project naar stabiele productie kan gaan. Als het op de juiste manier wordt aangepakt, verbetert aangepaste ontwikkeling niet alleen de visuele differentiatie, maar ook de pasvorm van de verpakking, de operationele prestaties en de commerciële waarde op lange termijn.
2.3 Waarom aangepaste projecten mislukken zonder engineeringcontrole
Veel op maat gemaakte pulpprojecten mislukken niet omdat het idee zwak is. Ze mislukken omdat het project te vroeg in tooling gaat. Een koper kan alleen een visuele schets geven zonder belangrijke afmetingen. Een monster kan worden goedgekeurd zonder tolerantiediscussie. Het team onderschat misschien het effect van krimp, ontvouwhoek, wanddikte of stapelbaarheid op het eindproduct. Deze hiaten blijven vaak verborgen tot de gereedschapskosten en doorlooptijd al zijn vastgelegd.
Ontwikkeling op maat in 2026 vereist meer dan responsieve verkoopcommunicatie. Het vereist technische beoordeling, procesdiscipline en een realistische projectsturing. Op Bioleader, sterkere maatwerkprogramma's beginnen meestal met een duidelijke haalbaarheidsstudie, gereedschapslogica, monsterverwachtingen en massaproductievoorwaarden. Dat is wat een op maat gemaakt verzoek verandert in een gecontroleerd commercieel project in plaats van een trial-and-error oefening.
3. Projectstartfase - van ontwerp, tekening of monster tot haalbaarheidsonderzoek
Een op maat gemaakt pulpproject moet beginnen met een haalbaarheidsonderzoek, niet met een offerte voor een mal. Bij de productie van vormkarton heeft de geometrie een directe invloed op het ontvouwen, de wanddikteverdeling, het stapelgedrag en de maatvastheid. Recent structureel onderzoek naar gegoten pulp toont ook aan dat geometrische variabelen zoals trekhoek en dikte de prestaties en maakbaarheid wezenlijk beïnvloeden. Daarom is de eerste technische vraag niet “Hoeveel is de mal?” maar “Kan dit ontwerp betrouwbaar op schaal worden geproduceerd?"
Op Bioleader, maatwerkprojecten ondergaan een gestructureerde beoordeling voordat de toolingkosten worden bevestigd. Het team controleert of het concept van de klant geschikt is voor productie van voorgevormde pulp, of de belangrijkste afmetingen compleet zijn en of de structuur waarschijnlijk risico's met zich meebrengt op het gebied van vrijgave, krimp, passing van het deksel, nesting of stabiliteit bij massaproductie. Deze vroege beoordeling vermindert onnodige matrijsrevisies en verkort de weg naar werkbare monsters in echte exportprogramma's.

3.1 Wat kopers moeten indienen bij de kickoff van een project
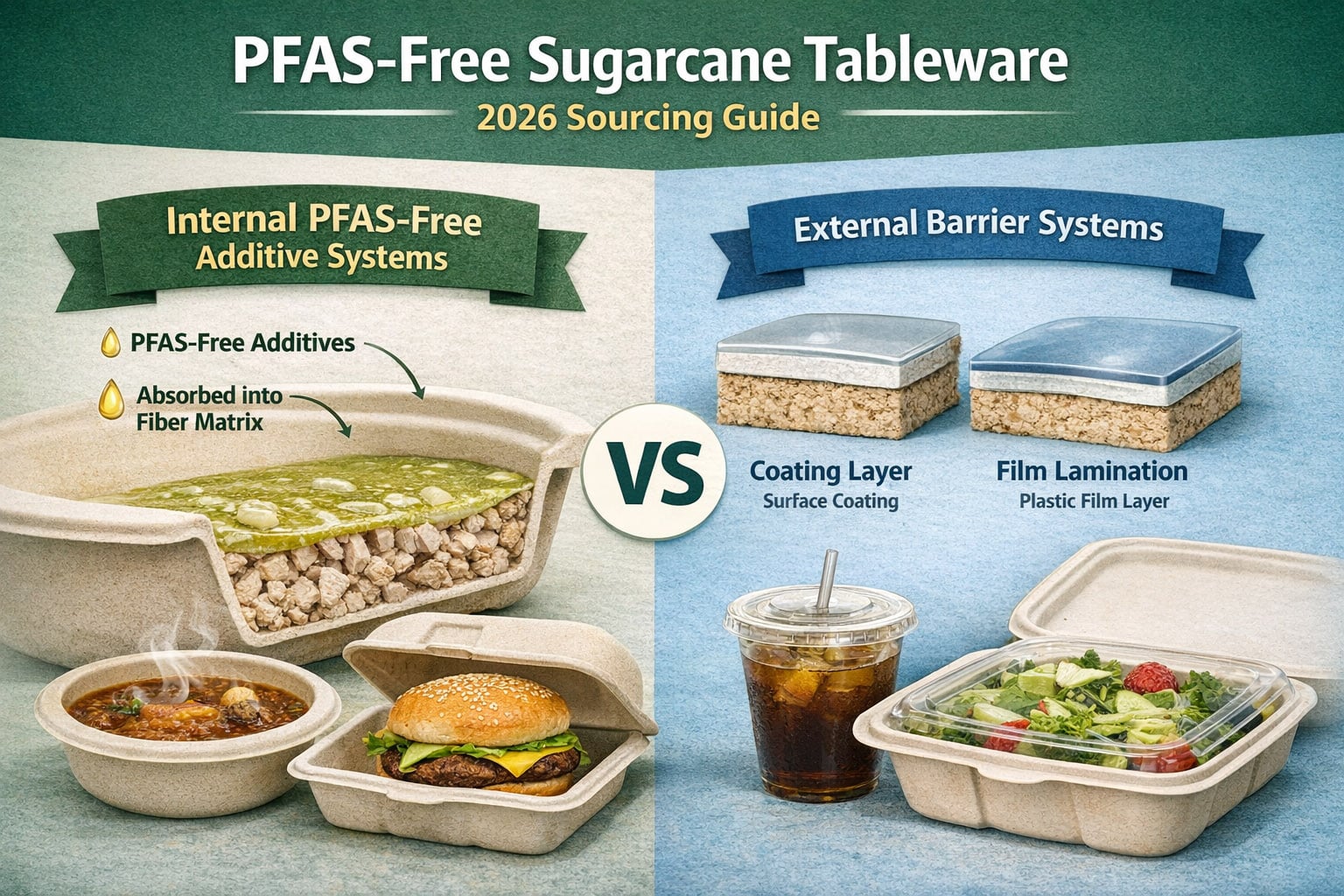
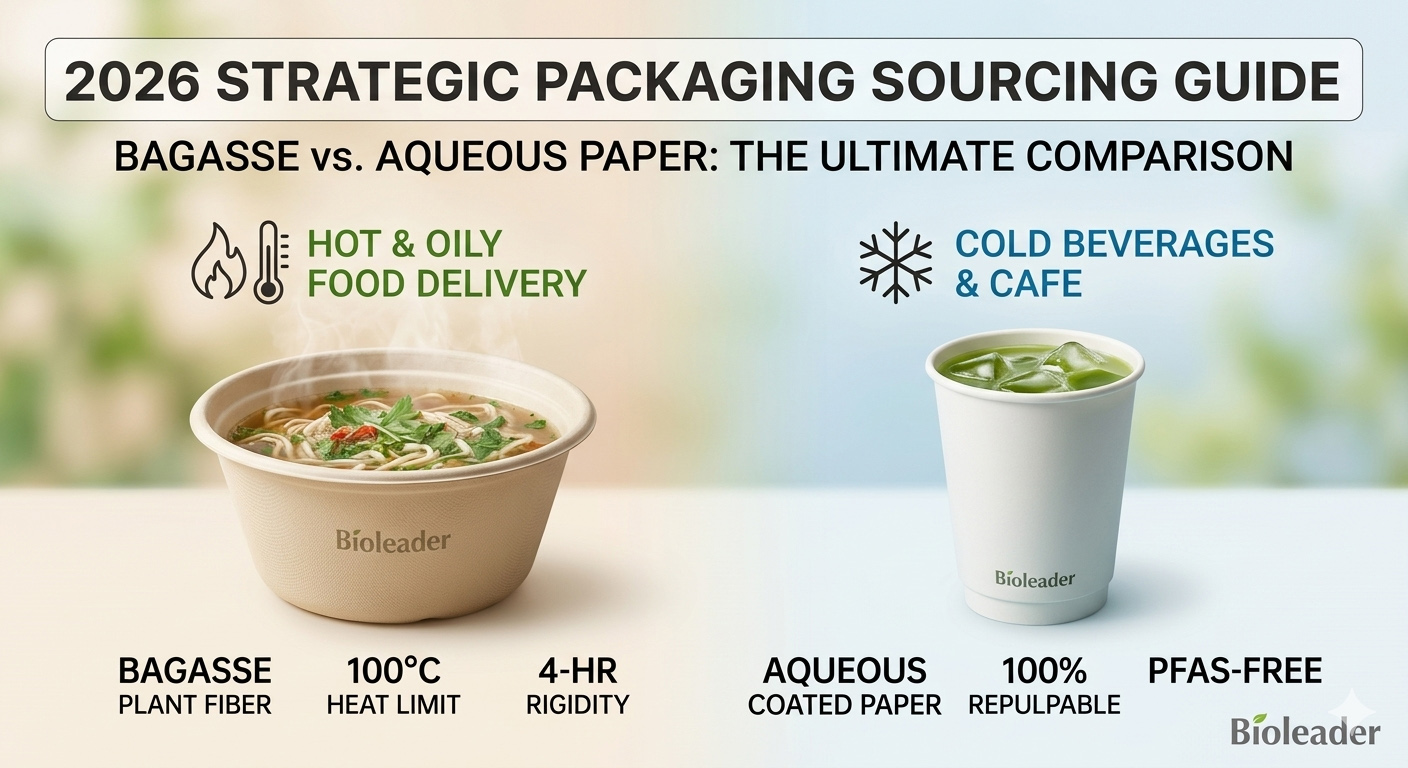
De beste projectinput is een 3D-tekening plus belangrijke afmetingen en gebruiksaanwijzingen. A 2D tekening, a fysiek monster, of zelfs een marktreferentieproduct kunnen ook werken, maar vereisen meestal meer verduidelijking. Op zijn minst moeten kopers het beoogde producttype, de beoogde afmetingen, de diepte, het vereiste deksel, de verwachte verpakking, de geschatte jaarlijkse vraag en de toepassingsomstandigheden, zoals warm eten, soep, vette maaltijden of andere producten opgeven. PFAS-vrij vereisten.
Onvolledige invoer leidt tot dure aannames. Ontbrekende dieptegegevens kunnen het matrijsontwerp verstoren. Ontbrekende dekselvereisten kunnen de bevestiging van de passing vertragen. Ontbrekende use-case details kunnen leiden tot de verkeerde wandstructuur of barrièredoel. Bij maatwerkprojecten bepaalt de kwaliteit van het kickoffpakket vaak de snelheid van de hele ontwikkelingscyclus.
3.2 Waarom fysieke monsters aangepaste ontwikkeling kunnen versnellen
A fysiek monster is vaak de snelste manier om technisch uit te lijnen. Het helpt de fabriek om velgvorm, diepteverhouding, nestrichting, randgeometrie en waarschijnlijke gereedschapscomplexiteit te beoordelen. Voor veel OEM- en ODM-projecten is een fysiek monster ook de snelste manier om te bepalen welke kenmerken moeten worden gekopieerd, welke moeten worden aangepast en welke niet direct kunnen worden overgezet naar de productie van gegoten pulp.
Bioleader maakt vaak gebruik van een beoordeling op basis van monsters om de eerste engineeringbeslissing te versnellen. Dit is vooral effectief wanneer een koper een bestaand concept wil optimaliseren in plaats van een nieuwe serviesstructuur vanaf nul te ontwikkelen. Het vervangt geen tekeningen. Maar het kan de nauwkeurigheid van de eerste offerte en gereedschapsrichting aanzienlijk verbeteren.
3.3 Waarom de kwaliteit van 3D-ontwerpen belangrijker is dan de meeste kopers verwachten
Bij gegoten pulp is een 3D-bestand niet alleen bedoeld om het uiterlijk goed te keuren. Het is een productiedocument. De geometrie moet het loslaten uit de mal, een stabiele vezeldistributie, realistische wanddiktecontrole en werkbare krimpcompensatie ondersteunen. Onderzoek naar gegoten pulpstructuren bevestigt dat geometrische parameters zoals hoogte, ontwerphoek en dikte het structurele gedrag beïnvloeden. In de praktische productie beïnvloeden ze ook of een aangepast product consistent gevormd en herhaald kan worden.
Daarom zorgt een slechte 3D-kwaliteit voor verborgen risico's. Een ontwerp kan er aantrekkelijk uitzien op het scherm, maar toch falen op het gebied van ontvormlogica, lokale wandovergangen, randprecisie of stapelbaarheid. Voor bagasse servies op maat, ontwerpkwaliteit is vooraf productiekwaliteit.
3.4 Wat moet worden gecontroleerd voordat het gereedschap wordt goedgekeurd?
Voordat de matrijsfabricage begint, moet de leverancier een gestructureerde haalbaarheidsevaluatie uitvoeren. Deze beoordeling moet het volgende controleren trekhoek, logica voor wanddikte, risico onderbieden, verhouding diepte/opening, Nest- en holengedrag, compatibiliteit deksel, en het waarschijnlijke effect van krimp op de uiteindelijke afmetingen. Als deze punten onduidelijk zijn, is monstername nog steeds mogelijk, maar gaat het project een hoger risicopad in met meer correctierondes.
Deze fase creëert echte commerciële waarde. Een goede haalbaarheidsstudie vermindert verspilling bij het maken van gereedschappen, verkort de revisiecycli van monsters en verbetert de gereedheid voor massaproductie. Voor Bioleader, Dit is een van de belangrijkste maatwerkmogelijkheden: niet te vroeg ja zeggen, maar vaststellen wat maakbaar is, wat aanpassing behoeft en wat van invloed is op timing, tolerantie en gereedschapscomplexiteit.
| Invoer | Waarom het belangrijk is | Ontbrekend detail | Invloed op ontwikkeling |
|---|---|---|---|
| 3D Tekening | Ondersteunt controle van de ontwerphoek, controle van de wanddikte en haalbaarheid van het gereedschap. | Geen doorsnedelogica, geen tolerantienota's, onrealistische geometrie. | Hoger schimmelrisico en meer monsterrevisiecycli. |
| 2D Tekening | Geeft basisafmetingen en algemene productbedoelingen. | Geen dieptelogica, geen structurele overgangsdetails. | Vereist meer technische interpretatie voor offerte. |
| Fysiek monster | Versnelt de beoordeling van vorm, rand, diepte en stapelen. | Geen opmerking over wat moet worden gekopieerd of gewijzigd. | Kan herziening versnellen, maar moet nog worden verduidelijkt. |
| Use Case Beschrijving | Definieert deksellogica, barrièredoel en structurele vraag. | Geen type voedsel, geen warmte-/olieverwachting, geen marktvereiste. | Kan de verkeerde validatierichting veroorzaken. |
| Schatting van de jaarlijkse vraag | Helpt bij het bepalen van de toolingroute, MOQ-logica en productie-economie. | Alleen eerste-orde volume gegeven, geen jaarlijkse prognose. | Maakt de gereedschapsstrategie minder nauwkeurig. |
Tabel 1. Minimale informatie die nodig is voor een offerte voor tafelgerei op basis van bagasse
4. Ontwerp en technische validatie
Goed gereedschap kan een slecht ontwerp niet redden. Bij projecten voor gevormde pulp is de ontwerpfase al van tevoren een productiefase. De geometrie beïnvloedt het loslaten uit de mal, de vezeldistributie, de stabiliteit van de wanddikte, het krimpgedrag, de pasvorm van het deksel en de stapelbaarheid. Recent onderzoek naar vormpulp bevestigt dat structurele parameters zoals hoogte, trekhoek en dikte het gedrag van het uiteindelijke onderdeel wezenlijk beïnvloeden.
Voor Bioleader, De technische validatie begint voordat de tooling wordt goedgekeurd. Het doel is eenvoudig: bevestigen of de voorgestelde structuur van tekening naar monster en van monster naar stabiele productie kan gaan zonder vermijdbare afwijkingen te creëren. Dit is waar veel maatwerkprojecten controleerbaar of duur worden.
4.1 2D- vs 3D-tekenen
A 2D tekening is handig voor basiscommunicatie. Het definieert de grootte van de opening, de totale afmetingen en de algemene lay-out. Maar het is niet voldoende voor volledige validatie van gegoten pulp. A 3D-tekening is veel waardevoller omdat het de zijwandhoek, dieptelogica, overgangszones, velgstructuur en nestgeometrie kan beoordelen.
In praktische ontwikkeling is 2D vaak genoeg voor een inleidende discussie. Het is zelden genoeg voor een definitief oordeel. Een 3D-bestand helpt de fabriek om te beoordelen of het onderdeel netjes kan worden vrijgegeven, of de vorm realistisch is voor gegoten pulp en of krimpcorrectie kan worden ingebouwd in de toolingstrategie. Voor op maat gemaakt bagasse servies heeft de 3D-kwaliteit een directe invloed op de productiekwaliteit.
4.2 Ontwerphoek, wanddikte en krimpbeheersing
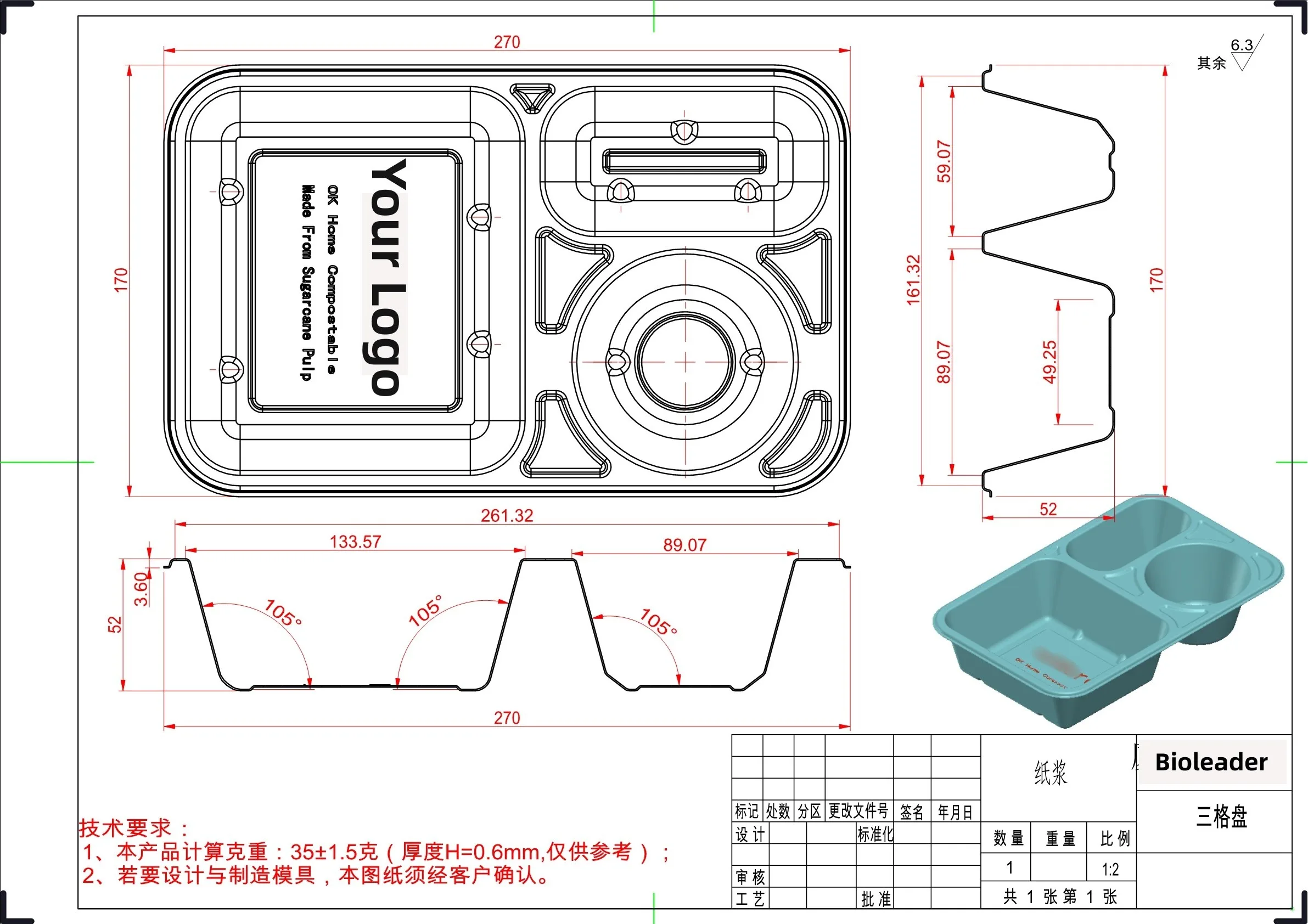
Trekhoek is een loslaatfactor. Als de hoek te klein is, neemt het risico op ontvormen toe. Als de hoek niet is afgestemd op de diepte en de geometrie, kan het onderdeel gaan plakken, vervormen of onstabiele afmetingen krijgen. Onderzoeken naar gevormde pulp en een bredere praktijk van matrijsontwerp tonen beide aan dat wandgeometrie en vrijgavehoek de maakbaarheid beïnvloeden.
Wanddikte is een stabiliteitsfactor. Het beïnvloedt de stijfheid, vezeldistributie, drooggedrag en consistentie tussen monster en productie. Ongelijke dikte zorgt vaak voor lokale zwakke zones, inconsistentie van het oppervlak of variatie in pasvorm. Bij voorgevormde vezelproducten is de dikte ook gekoppeld aan de productcategorie en de procesroute. In reviews over de productie van vormpulp wordt opgemerkt dat verschillende vormen van vormpulp werken met verschillende diktebereiken en structurele verwachtingen.
Krimpcompensatie is een dimensionale factor. Een gegoten pulpdeel verlaat het proces niet met exact dezelfde afmetingen als het CAD-model. Vormen, ontwateren, warm persen en drogen hebben allemaal invloed op het eindresultaat. Daarom hebben aangepaste projecten een realistische planning van de maattoleranties nodig voordat de eerste mal wordt gesneden.
4.3 Gemeenschappelijke steekproefafwijkingen
In de steekproeffase worden verborgen problemen voor het eerst zichtbaar. De meest voorkomende afwijkingen zijn krimpafwijking, inconsistentie in wanddikte, randvervorming, velg verkeerd om, Dekselafwijkingen slechte stapelbaarheid. Dit zijn geen kleine cosmetische problemen. Het zijn vroege signalen die aangeven of de structuur productierijp is.
Bioleader behandelt monsters uit de eerste ronde als een technische meting, niet alleen als een mogelijkheid tot goedkeuring. Als het monster kantinstabiliteit, slechte nesting of dimensionale drift vertoont, is de juiste vraag niet “Kan de klant het nog accepteren?”. De juiste vraag is “Wat moet er gecorrigeerd worden voordat het product schaalbaar wordt?”. Dat is hoe feedback in de samplefase waarde creëert in plaats van latere klachten.
4.4 Gouden voorbeeldlogica
Een monster is standaard geen gouden monster. Een echt gouden monster is een vergrendelde referentie. Het moet de afmetingen, de randstructuur, de pasvorm van het deksel, de stapelbaarheid, het uiterlijke niveau en alle vereiste functionele prestaties bevestigen. Zonder die referentie zijn latere argumenten over productieafwijkingen veel moeilijker te controleren.
Voor aangepaste projecten, Bioleaders De voorkeurslogica is om het gouden monster te definiëren na de technische correctie, niet na het eerste acceptabel ogende stuk. Die stap is belangrijk omdat massaproductie moet worden gemeten aan de hand van een vaste referentie, niet aan de hand van herinneringen of e-mailinterpretatie.
| Type afwijking | Typische oorzaak | Invloed op project | Aanbevolen actie |
|---|---|---|---|
| Krimpafwijking | Onvoldoende compensatie bij de beoordeling van het ontwerp of de tooling | Maatafwijking, problemen met de passing van het deksel | Gereedschapsafmetingen herzien en tolerantievenster bevestigen |
| Wanddikte inconsistentie | Complexe geometrie of onstabiele vormverdeling | Zwakke zones, visuele inconsistentie, structureel risico | Geometrie- of procesdoelen aanpassen voor aftekenen |
| Rand- of velgvervorming | Slechte ontkoppelingslogica of plaatselijke structurele zwakte | Deksel niet passend, onstabiel uiterlijk | Velggeometrie verfijnen en demoldingpad herzien |
| Slecht stapelbaar | Nestinglogica niet gevalideerd in ontwerpfase | Inefficiëntie bij het verpakken, denesteren | Controleer profiel, conus en stapelrichting opnieuw |
| Dekselafwijking | Tolerantieafwijking tussen basis- en dekselgeometrie | Functionele storing bij gebruik door klant | Tolerantie van slotpassing voor goedkeuring massaproductie |
Tabel 2. Vaak voorkomende technische afwijkingen in het stadium van goedkeuring van het monster
5. Tooling-strategie - de technische kern van maatwerkprojecten
De toolingstrategie bepaalt of een aangepast project economisch kan worden opgeschaald. Bij de ontwikkeling van gegoten pulp is de matrijs niet alleen een kostenpost. Hij beïnvloedt de geometrieprecisie, de afgiftestabiliteit, de oppervlaktekwaliteit, het cyclusgedrag, de onderhoudslast en de consistentie op lange termijn. In overzichten van de productie van voorgevormde pulp wordt opgemerkt dat veelgebruikte materialen voor matrijzen zijn aluminium, roestvrij staalen brons, waarbij de selectie wordt gekoppeld aan proces- en toepassingsbehoeften.
Voor Bioleader, De toolingstrategie maakt deel uit van het projectontwerp. Het is niet iets dat alleen door het budget wordt gekozen. De juiste matrijsroute hangt af van de complexiteit van het product, de waarschijnlijkheid van revisies, het doelvolume, de tolerantiegevoeligheid en de verwachte productie-intensiteit. Daarom moeten serieuze maatwerkprojecten een duidelijk onderscheid maken tussen prototypegereedschap en productiegereedschappen.

5.1 Prototypemal vs productiemal
A prototype mal wordt gebruikt om structuur te bevestigen. Het doel is snelheid, geen volledig commercieel uithoudingsvermogen. Het helpt bij het controleren van de afmetingen, de algemene vorm, de logica van de velg en of het product kan worden gecorrigeerd en goedgekeurd. A productiemal dient een ander doel. Het moet herhaalbaarheid, cyclusstabiliteit, onderhoudsplanning en commerciële volumes ondersteunen.
Veel misverstanden bij kopers beginnen hier. Een goed monster van prototypegereedschap betekent niet dat het project klaar is voor massaproductie op lange termijn. De productiemal moet nog steeds worden geselecteerd op basis van het daadwerkelijke outputplan, niet alleen op basis van het eerste steekproefresultaat.
5.2 Aluminium mallen
Aluminium mallen worden veel gebruikt omdat ze praktisch zijn voor ontwikkelingssnelheid en gangbare productieprogramma's. Ze zijn gemakkelijker te bewerken, ondersteunen relatief snelle gereedschapscycli en werken goed voor veel prototypes en middelgrote projecten. Ze zijn gemakkelijker te bewerken, ondersteunen relatief snelle toolingcycli en werken goed voor veel prototype- en middelgrote projecten. In reviews over de pulpindustrie wordt aluminium genoemd als een van de meest gebruikte gereedschapsmaterialen.
Commercieel gezien is aluminium vaak de juiste keuze als het project nog revisieflexibiliteit nodig heeft of als het volume en de structuur een zwaardere tooling niet rechtvaardigen. Maar aluminium is niet automatisch de beste oplossing voor elk aangepast programma. De beslissing moet nog steeds afhangen van de complexiteit van de geometrie, het correctierisico en de verwachte productielast.
5.3 Aluminium gietvormen met koperen inzetstukken
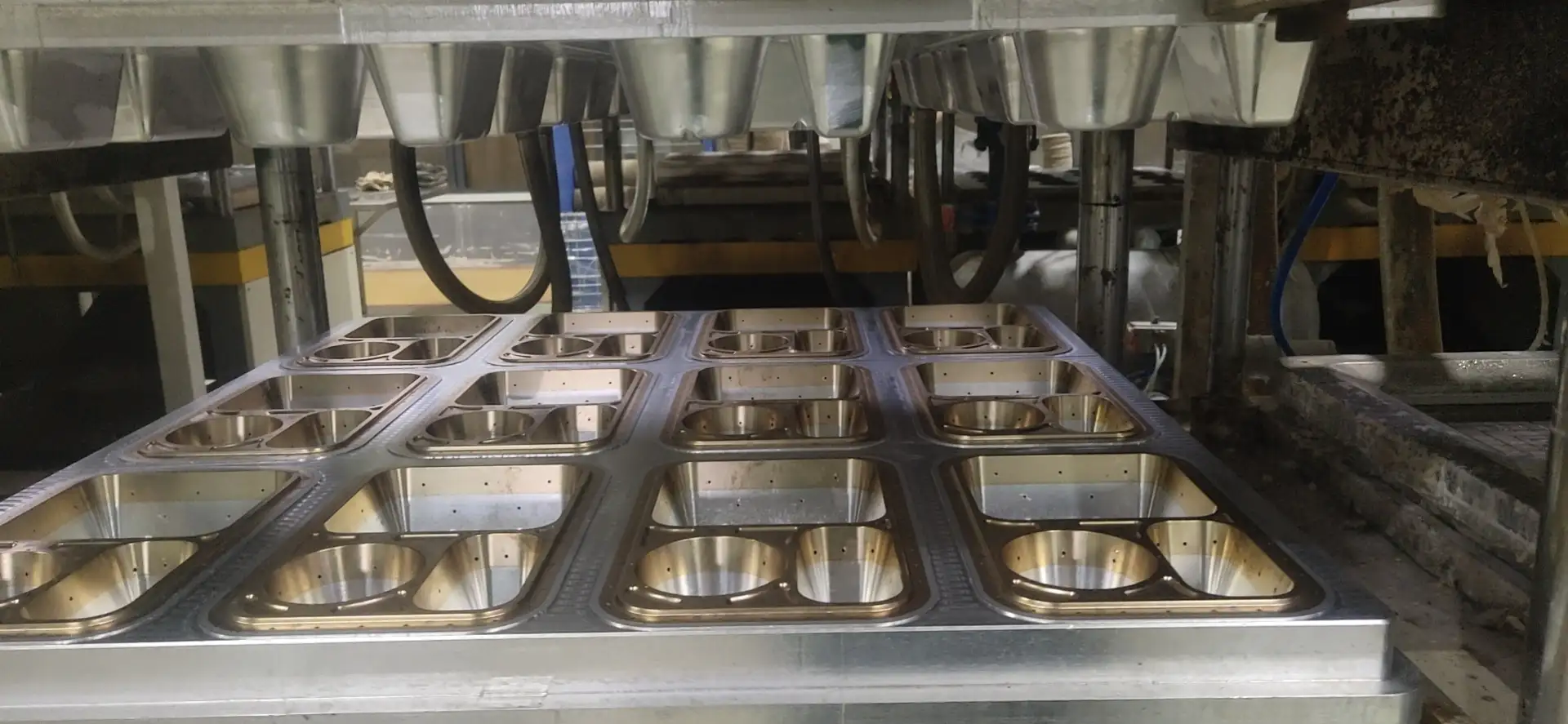
Aluminium mallen met koperen inzetstukken zijn een meer gespecialiseerde optie. In de praktijk zijn ze nuttig wanneer het gedrag van de lokale warmteoverdracht of de precisieregeling gevoeliger wordt. Deze route is niet voor elk project nodig. Het is relevanter wanneer een constructie een hogere lokale complexiteit heeft, diepere zones of een hogere kwaliteitsgevoeligheid in specifieke gebieden.
Van Bioleaders ervaring op maat, Dit type gereedschap is het meest waardevol als het project meer precieze lokale controle nodig heeft dan een standaard aluminiumroute comfortabel kan leveren. Het moet worden behandeld als een gerichte engineeringoplossing, niet als een standaard upgrade.
5.4 Gietvormen van roestvrij staallegering

Matrijzen van roestvrij staallegering worden over het algemeen gekozen vanwege hun grotere duurzaamheid, corrosiebestendigheid en veeleisende productieomstandigheden op lange termijn. Bij de productie van gegoten pulp wordt roestvrij staal algemeen erkend als een robuust industrieel materiaal waar vocht, hitte en herhaalde mechanische belasting deel uitmaken van de procesomgeving.
Deze route is meestal geschikter voor grotere en stabielere klantspecifieke programma's, vooral als de koper een lange productiecontinuïteit en een lagere tolerantie voor gereedschapsslijtage of herhaalde vervanging verwacht. De investering vooraf is hoger, maar in het juiste programma kan het de rendabiliteit op lange termijn verbeteren door een stabielere productie en een langer servicevenster te ondersteunen.
5.5 Waarom de keuze voor een matrijs niet alleen een technische, maar ook een commerciële beslissing is
Een verkeerde schimmelstrategie kan de hele business case verstoren. Een toolingtraject dat in het offertestadium goedkoper lijkt, kan later meer correcties, een kortere levensduur of een zwakkere productiestabiliteit opleveren. Een zwaardere toolingroute kan in het begin duur lijken, maar voordeliger worden als het jaarprogramma groot en stabiel is.
Daarom evalueert Bioleader de matrijskeuze aan de hand van de totale projectlogica: verwachte jaarlijkse vraag, waarschijnlijkheid van monsterrevisie, geometriecomplexiteit, tolerantiegevoeligheid en productiecontinuïteit. De juiste vraag is niet alleen “Welke matrijs kost minder?”. Het is “Welke matrijs biedt de beste balans tussen snelheid, precisie en productie-efficiëntie op de lange termijn?"
| Type schimmel | Hoofdgebruik | Belangrijkste voordeel | Meest geschikte projecttype |
|---|---|---|---|
| Prototype/steekproefvorm | Vroege structuurbevestiging en steekproefbeoordeling | Sneller itereren voordat de productietooling is vergrendeld | Nieuwe projecten met lopende technische aanpassingen |
| Aluminium gietvorm | Gemeenschappelijk prototype en veel standaard productieprogramma's | Praktische bewerking en goede ontwikkelingssnelheid | Maatwerkprojecten van gemiddelde complexiteit en gemiddelde productieschaal |
| Aluminium gietvorm met koperen inzetstukken | Projecten die een sterkere lokale procesbesturing nodig hebben | Beter gerichte prestaties in gevoelige lokale gebieden | Structuren met hogere moeilijkheidsgraad en lokale precisiegevoeligheid |
| Schimmel van roestvrij staallegering | Productieprogramma's met een lange looptijd en hoge intensiteit | Hogere duurzaamheid en geschiktheid voor langdurige productie | Grote, stabiele maatwerkprogramma's met lange productiecontinuïteit |
Tabel 3. Vergelijking van matrijstypes voor aangepaste Bagasse-serviesprojecten
6. Controle van de projecttijdlijn - van concept tot massaproductie
Tijdlijncontrole is een sourcingkwestie, niet alleen een fabriekskwestie. Bij op maat gemaakte pulpprojecten zijn vertragingen zelden het gevolg van één enkele fase. Ze zijn meestal het gevolg van revisierondes, onvolledige ontwerpinput, monstercorrectie, matrijsaanpassingen of hiaten in de goedkeuring tussen de koper en de fabriek. Daarom moet een op maat gemaakt bagasse serviesproject worden gemanaged als een gefaseerd programma met duidelijke deliverables, niet als een eenvoudig orderopvolgend proces.
Voor inkopers heeft tijdlijncontrole invloed op meer dan alleen de leverdatum. Het beïnvloedt de productlancering, de overgang naar een andere verpakking, de vervanging van voorraden en de betrokkenheid van klanten. Bij praktische exportprojecten zijn de kosten van het verlies van twee of drie weken vaak veel hoger dan de kosten van één vroegtijdige ontwerpcorrectie. Een langzamere goedkeuring in het juiste stadium is meestal goedkoper dan een snelle fout.
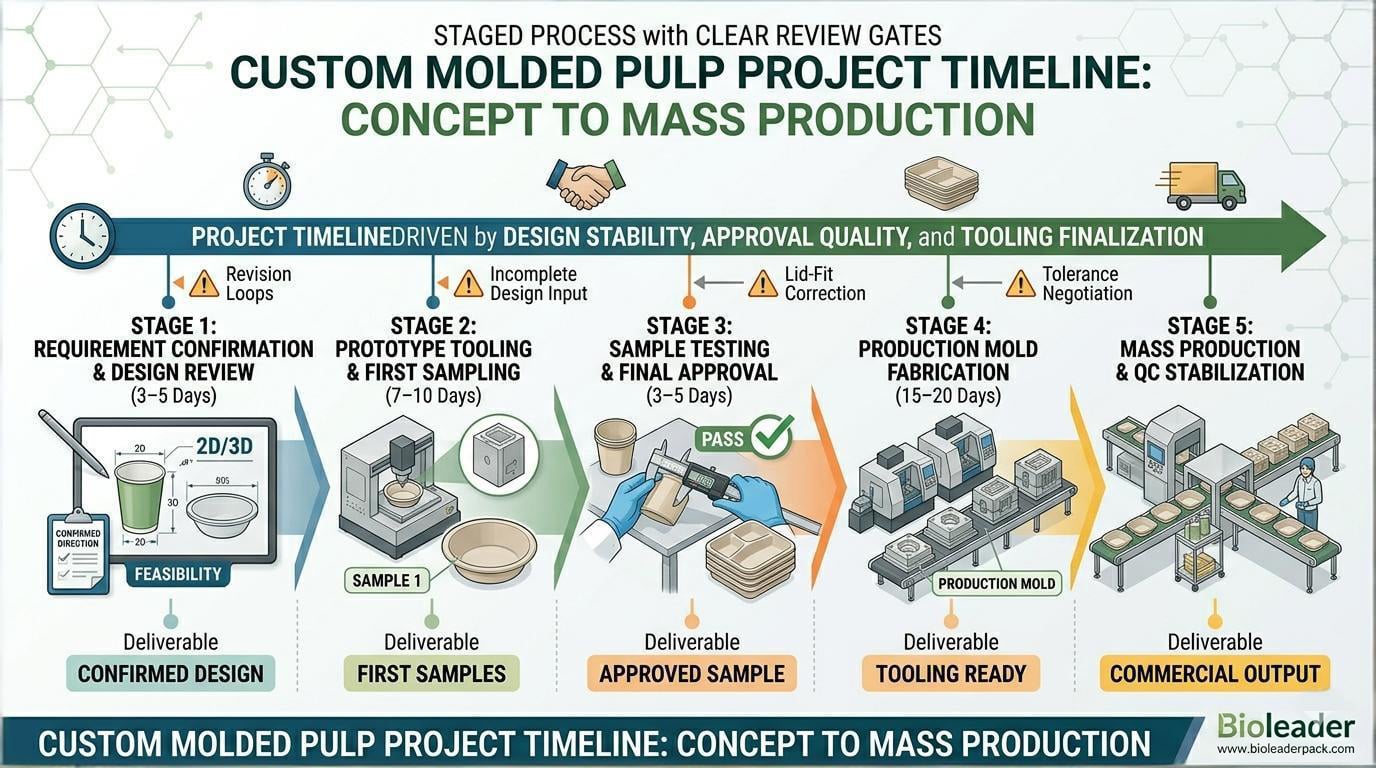
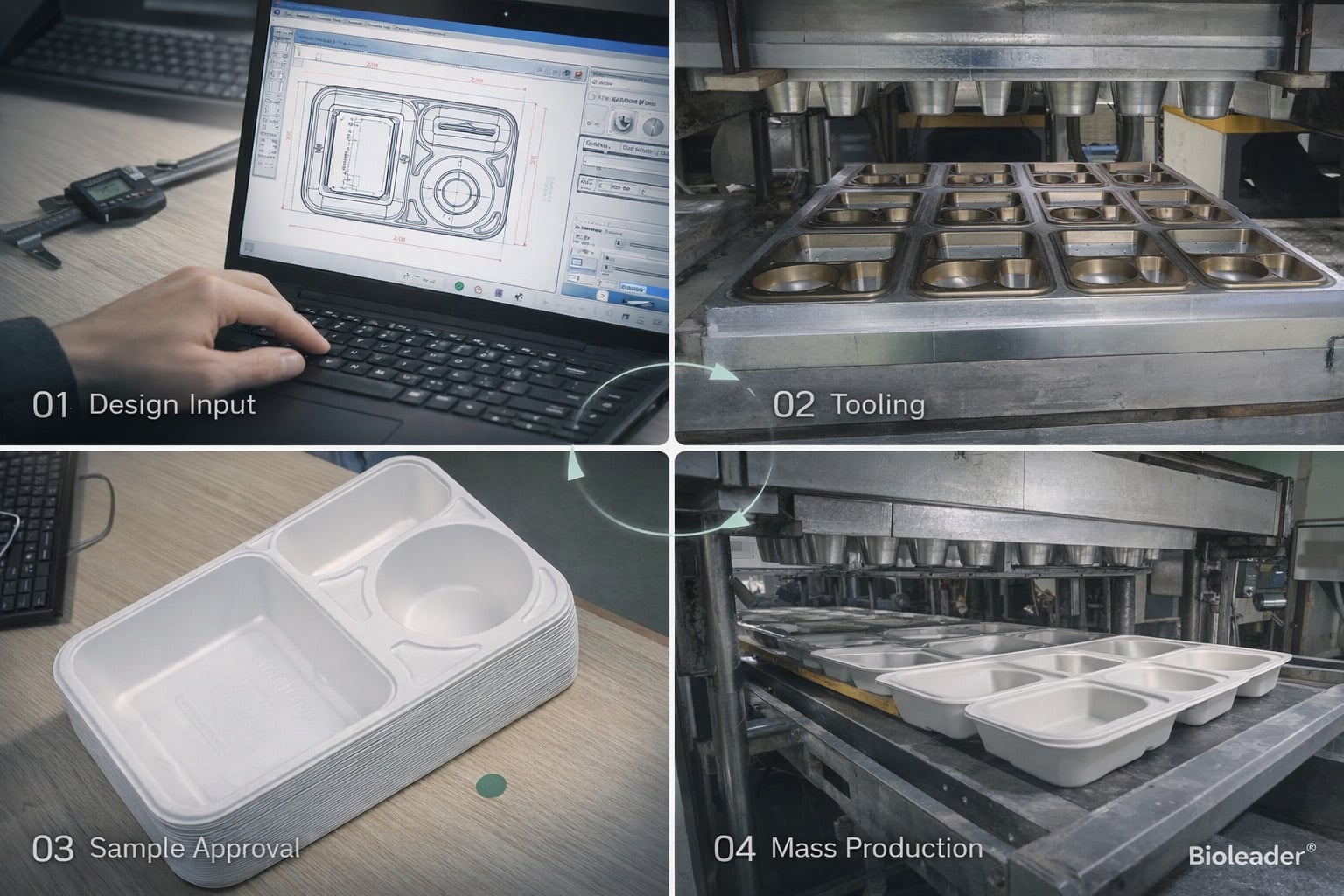
6.1 De vijf fasen van een op maat gemaakt pulpproject
De meeste op maat gemaakte bagasse serviesprogramma's volgen vijf hoofdfasen. Eerst komt bevestiging van eisen en ontwerpbeoordeling. Dan komt prototype tooling en eerste bemonstering. Daarna komt testen en goedkeuren van monsters. De vierde fase is productie van matrijzen. De vijfde fase is lancering massaproductie en stabilisatie QC.
Op papier zien deze stappen er eenvoudig uit. In de praktijk is elke stap afhankelijk van het correct afsluiten van de vorige stap. Als de invoer van vereisten onvolledig is, vertraagt de goedkeuring van het ontwerp. Als het monster nog onopgeloste afwijkingen bevat, kan de productie niet veilig worden afgesloten. Als de productietooling wordt gestart voordat de pasvorm en tolerantie zijn bevroren, zal de massaproductie vermijdbare risico's met zich meebrengen.
6.2 Waar de meeste vertragingen in aangepaste projecten echt plaatsvinden
De meest voorkomende vertragingen doen zich meestal niet alleen bij de machinale bewerking voor. Ze doen zich voor bij tekening revisie, onduidelijke dimensionale bevestiging, voorbeeld feedbackcycli, correctie van dekselpassingen tolerantieonderhandeling in een laat stadium. Dit zijn niet alleen fabriekskwesties. Het zijn coördinatieproblemen tussen commerciële, technische en goedkeuringsteams.
Bij Bioleader wordt de timing van projecten beheerd door elke fase te koppelen aan een duidelijk evaluatiepunt. Als het ontwerp niet stabiel is, mag het project niet overgaan naar de uiteindelijke tooling. Als het monster nog steeds een structurele afwijking vertoont, mag het project niet in productie gaan. Door deze discipline blijft de controle over de tijdlijn realistisch in plaats van optimistisch.
6.3 Waarom goedkeuring van monsters niet overhaast moet gebeuren
De goedkeuring van het monster is het controlepunt met de hoogste waarde in de hele tijdlijn. Als een koper te vroeg tekent, worden de latere stadia duurder. Als een koper feedback te lang uitstelt, verliest het volledige programma momentum. Het doel is niet alleen snelheid. Het doel is om de monsterfase af te sluiten met duidelijke overeenstemming over afmetingen, pasvorm, stapelbaarheid, uiterlijk en functie.
Daarom is een goede tijdlijn niet degene met de kortste samplefase. Het is degene met de minste herhalingscorrecties nadat de tooling al is vastgelegd. Bij custom moulded pulp is een stabiele goedkeuring meestal waardevoller dan een snelle goedkeuring.
6.4 Wat een realistische projecttijdlijn gewoonlijk inhoudt
Een praktisch aangepast programma omvat meestal 3 tot 5 dagen voor bevestiging van vereisten en beoordeling van het ontwerp, 7 tot 10 dagen voor prototypegereedschap en eerste monsters, 3 tot 5 dagen voor het testen en aftekenen door de klant, en rond 15 tot 25 dagen voor de productie van matrijzen zodra het ontwerp is bevroren. De doorlooptijd van de massaproductie hangt vervolgens af van het ordervolume, de gereedheid van de matrijs en de lijnplanning.
Deze reeksen zijn werkreferenties, geen vaste beloftes. Complexe geometrie, herhaalde revisies, meerdelige dekselsystemen of vertraagde feedback van klanten kunnen de cyclus verlengen. Maar als planningsregel moeten kopers verwachten dat de tijdlijn van het project voornamelijk wordt bepaald door ontwerpstabiliteit, steekproefgoedkeuring kwaliteiten afmaken van gereedschap.
| Stadium | Activiteit | Typische tijdlijn | Belangrijkste resultaten |
|---|---|---|---|
| Fase 1 | Eisbevestiging & ontwerpevaluatie | 3-5 dagen | Ontwerprichting en haalbaarheid van het project bevestigd |
| Fase 2 | Prototype Gereedschap & Eerste Monstername | 7-10 dagen | Eerste fysieke monsters voor technische beoordeling |
| Fase 3 | Testen van monsters en definitieve goedkeuring | 3-5 dagen | Goedgekeurd monster en bevroren technische richting |
| Fase 4 | Productie van matrijzen | 15-25 dagen | Productiegereedschap klaar voor lancering |
| Fase 5 | Massaproductie & QC-stabilisatie | Gebaseerd op volume | Commerciële output met stabiele productiecontrole |
Tabel 4. Tijdlijn van het project: Van concept tot massaproductie
6.5 Waarom tijdlijndiscipline het vermogen van leveranciers weerspiegelt
Een leverancier die aangepaste projecten goed beheert, moet kunnen uitleggen waar tijd aan wordt besteed, wat kan worden ingekort en wat nooit moet worden overhaast. Dit is een van de duidelijkste signalen van echt maatwerk. Op Bioleaders op maat gemaakte pulp workflow, tijdlijnbesturing is gekoppeld aan technische sluiting, niet alleen op kalenderbeloften. Daarom is het projectplan opgebouwd rond evaluatiepoorten, niet rond ideale aannames.
Voor inkopers is dit de juiste manier om de timing van projecten te lezen. De beste aangepaste leverancier is niet degene die in de eerste e-mail de kortste planning belooft. Het is degene die van ontwerp naar massaproductie kan gaan met minder revisielussen, duidelijkere goedkeuringspunten en stabielere uitvoering.
7. MOQ-logica - Waarom aangepaste projecten een andere commerciële drempel nodig hebben
Op maat gemaakte pulpprojecten vereisen meestal een hogere MOQ dan voorraadartikelen. Dit is niet alleen een verkoopbeleid. Het is een project-economische kwestie. Bij op maat gemaakt bagasse servies moet de commerciële drempel het volgende absorberen gereedschapskosten, bemonsterings- en correctiekosten, opstartkosten productie, en de extra coördinatie die nodig is voor een stabiele massaproductie.
Daarom zijn aangepaste projecten meestal haalbaarder als de koper beschikt over vraag op containerniveau of een stabiel volumeplan voor de lange termijn. In veel praktische programma's is de maandelijkse vraag in de orde van 200.000 tot 300.000 stuks, of jaarlijkse vraag die bereikt een miljoen stuks of meer, Dit creëert een meer realistische basis voor het spreiden van investeringen in gereedschap en het beheersen van de kosten per eenheid. Zonder die schaalgrootte is aangepaste ontwikkeling economisch vaak moeilijk te rechtvaardigen.
Dit is ook de reden waarom Bioleader de MOQ beoordeelt samen met jaarlijkse vraag, projectcomplexiteiten gereedschapsstrategie, in plaats van de MOQ te behandelen als een op zichzelf staand onderhandelingsnummer. Een project kan beginnen met één container, maar de echte beslissing moet gebaseerd zijn op de vraag of het verwachte volume sterk genoeg is om de afschrijving van gereedschap, productie-efficiëntie en leveringsstabiliteit op lange termijn te ondersteunen.
| MOQ-bestuurder | Waarom het belangrijk is | Implicatie voor kopersplanning |
|---|---|---|
| Afschrijving gereedschap | De schimmelkosten moeten worden gespreid over voldoende volume. | Een lage jaarlijkse vraag verzwakt de business case voor maatwerk. |
| Instelkosten productie | Aangepaste runs vereisen voorbereiding, afstelling en controle van de lijn. | Kleine oplages leiden meestal tot hogere kosten per eenheid. |
| Verpakking en logistiek | De export is sterker op containerniveau. | Planning op basis van containers is efficiënter dan gefragmenteerd bestellen. |
| Projectcontinuïteit | Een stabiel herhalingsvolume ondersteunt een beter matrijsgebruik en kostenbeheersing. | Jaarlijkse volumeplanning is belangrijker dan een eenmalig onderzoek. |
Tabel 5. Belangrijkste drijfveren achter MOQ in op maat gemaakte pulpprojecten
8. Van goedgekeurd monster tot stabiele massaproductie
Een goedgekeurd monster is niet het einde van de ontwikkeling. Het is het begin van de productiecontrole. Bij op maat gemaakte pulpprojecten doen veel problemen zich niet voor in de eerste monsterfase. Ze doen zich voor wanneer het project overgaat op werkelijke productiesnelheid, productiegereedschap, herhaalde runs en exportverpakking. Daarom moet de goedkeuring van monsters gevolgd worden door een gecontroleerde overgang naar massaproductie.
Voor kopers is dit een van de belangrijkste risicopunten in het hele project. Een monster kan er qua afmetingen en uiterlijk goed uitzien, maar de echte vraag is of hetzelfde resultaat kan worden gehandhaafd over de hele wereld. meerdere productiebatches, verschillende diensten, hoger uitgangsvolumeen verpakking op verzendingsniveau. Zo niet, dan is het project nog niet productiestabiel.
 |  |
8.1 Waarom goedkeuring van een monster geen garantie is voor stabiliteit in massaproductie
Een eerste goedgekeurd monster wordt meestal gemaakt onder meer gecontroleerde omstandigheden dan een volledige commerciële run. Het outputvolume is lager. De procesfocus is smaller. De aandacht voor correctie is groter. Zodra het project overgaat in normale productie, verandert de werkomgeving. Op dat moment, maatafwijking, variatie in dekselpassing, inconsistentie in nesten, randruwheidof verschijningsschommeling beginnen te verschijnen.
Daarom beschouwen sterke leveranciers de goedkeuring van monsters niet als het definitieve bewijs dat ze klaar zijn voor productie. Ze behandelen het als een referentiepunt dat nog gevalideerd moet worden aan de hand van de stabiliteit van de tooling, de herhaalbaarheid van het proces en de productieomstandigheden. Vanuit het perspectief van Bioleader zijn de meest betrouwbare maatwerkprojecten die projecten waarbij de samplefase wordt gevolgd door een duidelijke logica voor productiecontrole, niet door blind schalen.
8.2 Proefrun en evaluatie van de eerste productiebatch
Een proefrun is een controlestap, geen formaliteit. Het doel is om te bevestigen of de goedgekeurde structuur gereproduceerd kan worden onder echte productieomstandigheden. In deze fase moeten afmetingen, pasvorm, stapelbaarheid, verpakkingsgedrag en visuele consistentie worden gecontroleerd voordat het project wordt vrijgegeven voor routinematige massaproductie.
Voor aangepaste bagasse voedselcontainers of andere soorten serviesgoed moet de eerste productiebatch worden vergeleken met het goedgekeurde monster of gouden monster. Deze vergelijking moet niet alleen gericht zijn op het uiterlijk. Er moet ook gecontroleerd worden of het product nog steeds dezelfde structurele logica heeft onder productieomstandigheden. Als het goedgekeurde monster goed stapelt, maar de eerste batch slecht nestelt, is dat geen klein probleem. Het is een vroege waarschuwing dat de productie niet op elkaar is afgestemd.
8.3 Gouden monster vs. productiestaal consistentie
Het gouden monster is de controlereferentie. Massaproductie moet hieraan worden getoetst. Dit omvat afmetingen, pasvorm van het deksel, gevoel aan de wand, afwerking van de randen, stapellogica en alle overeengekomen functionele vereisten. Zonder een vaste vergelijkingsnorm wordt productiebeoordeling subjectief en moeilijk te verdedigen.
Bioleader gebruikt de gouden voorbeeldlogica om onduidelijkheid in aangepaste projecten te verminderen. Dat is belangrijk omdat productieverschillen in het begin vaak klein zijn. Maar kleine afwijkingen kunnen, als ze vroeg worden genegeerd, later problemen op verzendniveau worden. Een stabiel project wordt meestal opgebouwd door variatie te corrigeren in de eerste productiefase, niet door het te verklaren nadat er klachten opduiken.
8.4 Typische productieafwijkingen in een vroeg stadium
De meest voorkomende productieafwijkingen in een vroeg stadium zijn maatafwijking, verkeerd deksel, inconsistentie van de velg, stapelinstabiliteit, ongelijkmatig oppervlaken verpakkingsvariatie. Deze problemen komen vaak voor omdat het project van technische goedkeuring naar productieritme gaat. Het doel is niet om te doen alsof ze nooit voorkomen. Het doel is om ze op te sporen en te corrigeren voordat ze commerciële defecten worden.
Daarom besteden sterke maatwerkfabrikanten veel aandacht aan de eerste productiecycli. Bij Bioleader wordt dit stadium behandeld als een productievalidatiefase in plaats van een routinebestelling. Hier bewijst de fabriek of het goedgekeurde aangepaste concept een herhaalbaar commercieel product kan worden.
| Stadium | Belangrijkste risico | Typische afwijking | Controlemethode |
|---|---|---|---|
| Goedgekeurd monster | Ervan uitgaande dat het project al productierijp is | Niet-gecontroleerde herhaalbaarheid | Gebruik het monster als referentie, niet als definitief bewijs van stabiliteit |
| Proefrun | Mismatch tussen goedgekeurd concept en productieomstandigheden | Pasvormverandering, nestingverandering, uiterlijkafwijking | Toetsing aan gouden monster voor volledige vrijgave |
| Eerste productie | Kleine variatie groeit uit tot inconsistentie op batchniveau | Afwijkende afmetingen, verkeerd passend deksel, inconsistente rand | Controlepunten vergrendelen en afwijkingen vroegtijdig beoordelen |
| Massaproductie | Outputschaal verbergt vroege structurele instabiliteit | Verpakkingsvariatie, onstabiele stapelbaarheid, uiterlijk inconsistentie | Handhaaf de controle- en productiediscipline op batchniveau |
Tabel 6. Risicovergelijking steekproefgoedkeuring vs. massaproductie
9. Kwaliteitsborging en technische controlepunten
Kwaliteit controle in pulp op maat is ingebouwd in het proces, niet toegevoegd aan het einde. Een eindproduct kan alleen stabiel zijn als de kritieke controlepunten tijdens het vormen, drogen, warmpersen, bijsnijden, nesten en verpakken al zijn geregeld. Voor op maat gemaakt bagasse servies is dit nog belangrijker omdat het product geen voorraadformaat is. Het heeft een projectspecifieke geometrie, paslogica en klantverwachtingen.
Daarom moet kwaliteitsborging bij maatwerkprojecten zich richten op herhaalbaarheid, en niet alleen op visuele acceptatie. Een product kan er acceptabel uitzien bij een willekeurige inspectie en toch niet goed passen, stapelen, velgstabiliteit of maatvastheid als de batch eenmaal is verpakt en verzonden. Sterke customability betekent het controleren van variabelen voordat ze zichtbare defecten worden.
 |  |
9.1 Controlepunten tijdens het proces
De belangrijkste controlepunten beperken zich niet tot de eindinspectie. Ze beginnen al tijdens de productie. De fabriek moet toezicht houden op de vormconditie, vochtverwijdering, het gedrag bij het warmpersen, de kwaliteit van de randen na het bijsnijden, de stabiliteit van het nesten en de uniformiteit van de verpakking. Elk stadium beïnvloedt het uiteindelijke onderdeel. Als het proces vroegtijdig de controle verliest, kan de eindinspectie het probleem pas ontdekken nadat er al waarde verloren is gegaan.
 |  |
Op Bioleader, De productiecontrole op maat richt zich op het stabiel houden van de goedgekeurde structuur gedurende het volledige procestraject. Dat betekent niet alleen controleren of het onderdeel wordt gemaakt, maar ook of het op dezelfde manier wordt gemaakt, met hetzelfde functionele resultaat, gedurende de hele productierun.
9.2 Kritische afmetingen en pasvormcontrole
Afmetingen en pasvorm zijn de eerste regel van technische controle. Voor veel aangepaste producten zijn de gevoeligste punten de openingsmaat, diepte, randprofiel, sluiting van het deksel en stapelgeometrie. Als deze punten buiten het afgesproken bereik vallen, kan het product er nog steeds acceptabel uitzien, maar mislukken in gebruik, verpakking of klantacceptatie.
Daarom moeten kritieke afmetingen vóór de productie worden gedefinieerd en tijdens de productie opnieuw worden gecontroleerd. Hoe meer de structuur op maat is, hoe minder ruimte er is voor vage aannames over toleranties. Bij veel maatwerkprojecten zorgt een kleine maatverandering bij de rand of het deksel voor een veel groter functioneel probleem in de marktfase.
9.3 Functionele validatie waar vereist
Voor sommige aangepaste projecten is meer nodig dan goedkeuring van de afmetingen. Ze kunnen ook het volgende vereisen vetbestendigheid, dekselbehoud, stapelstabiliteit, of andere toepassingsspecifieke controles. Deze moeten worden beoordeeld als onderdeel van projectspecifieke validatie, niet als universele aannames. Een product dat bedoeld is voor droge bakkerijproducten heeft niet dezelfde functiecontrole nodig als een product dat bedoeld is voor warme afhaalmaaltijden of vette bereide voedingsmiddelen.
Dit is een van de redenen Bioleader behandelt ontwikkeling op maat en productiecontrole als één gekoppeld systeem. De fabriek moet niet alleen de vorm reproduceren. Ze moet ook de goedgekeurde gebruikstoestand reproduceren.
9.4 Logica voor verpakking en verzendkwaliteit
 |  |
De kwaliteit van de zending begint al voordat de container wordt geladen. Als de nesting onstabiel is, als de verpakking van de dozen inconsistent is of als het uiterlijk van de eenheden tijdens de run fluctueert, is het exportresultaat moeilijker te controleren. Voor aangepaste artikelen is de verpakkingskwaliteit extra belangrijk omdat het project vaak hogere commerciële verwachtingen heeft dan voorraadartikelen.
Daarom moeten inkopers de verpakkingscontrole behandelen als onderdeel van de technische kwaliteit en niet alleen als magazijnbehandeling. Bij op maat gemaakte pulp kan een slechte nesting of ongelijkmatige verpakking de economie van het hele project schaden door het vrachtvervoer inefficiënter te maken, de consistentie van de dozen te verminderen en de perceptie van de klant bij aankomst te verzwakken.
| Controlepunt | Wat moet worden gecontroleerd | Waarom het belangrijk is |
|---|---|---|
| Vormen en persen | Basisvormvorming, wandconsistentie, structurele stabiliteit | Vroege procesafwijking zorgt later voor inconsistentie van batches |
| Kritische dimensies | Openingsmaat, diepte, velggeometrie, paspunten | Kleine maatverschuivingen kunnen grote functionele problemen veroorzaken |
| Logica voor deksel en stapelen | Dekselbevestiging, nesting, denesting, stapelstabiliteit | Rechtstreekse invloed op gebruiksprestaties en verpakkingsefficiëntie |
| Uiterlijk consistentie | Randafwerking, oppervlakte-uniformiteit, algemene visuele stabiliteit | Beïnvloedt klantacceptatie en commerciële presentatie |
| Verpakking en verzendklaar maken | Doosconsistentie, verpakkingsdichtheid, transportgeschiktheid | Beschermt de export en de aankomstkwaliteit |
Tabel 7. Belangrijkste QA-controlepunten bij de productie van op maat gemaakt bagasse serviesgoed
10. Veelvoorkomende fouten die kopers maken bij projecten met op maat gemaakte gegoten pulp
De meeste mislukkingen van aangepaste projecten beginnen niet in de productie. Ze beginnen met vroege aannames. Bij de ontwikkeling van aangepast bagasse servies richten kopers zich vaak op de matrijsprijs, het uiterlijk van het monster of de beoogde leverdatum, maar missen ze de technische voorwaarden die bepalen of het project soepel op schaal kan worden uitgevoerd. Het resultaat is niet altijd een dramatische mislukking. Vaker is het een vertraging, herhaalde revisie, onstabiele pasvorm of een product dat duurder wordt dan verwacht.
10.1 Alleen visuele referenties zonder technische details verzenden
Een foto, schets of marktreferentie is nuttig, maar zelden voldoende. Zonder afmetingen, dieptelogica, dekseleisen, gebruiksnotities of jaarlijkse volumeverwachtingen moet de fabriek aannames doen. Ontwikkeling op basis van aannames is langzamer en riskanter dan ontwikkeling op basis van gegevens.
10.2 Monsters goedkeuren zonder tolerantie te bespreken
Veel inkopers keuren een monster goed omdat het er acceptabel uitziet, maar bepalen niet welk maatbereik nog acceptabel is in de productie. Dat wordt later een probleem. Bij op maat gemaakte pulp kunnen kleine verschuivingen in de randmaat, diepte of zone waar het deksel op past veel grotere commerciële problemen veroorzaken tijdens het verpakken, stapelen of eindgebruik.
10.3 Alleen focussen op gereedschapskosten, niet op gereedschapstrategie
De goedkoopste matrijs is niet altijd de meest economische matrijs. Een toolingtraject dat in het begin goedkoper lijkt, kan leiden tot meer correctierondes, een zwakkere herhaalbaarheid of een minder stabiele productie. Tooling moet worden gekozen op basis van projectlogica, niet alleen op basis van offertes.
10.4 De tijd die nodig is voor revisiecycli onderschatten
Maatwerkprojecten gaan zelden vanaf de eerste tekening direct over in perfecte productie. Feedback van monsters, geometrieaanpassingen, dekselcorrecties en tolerantieafstemming kosten allemaal tijd. Kopers die alleen plannen voor het “best-case schema” creëren meestal druk in precies het verkeerde stadium.
10.5 MOQ behandelen als alleen een onderhandelingsnummer
MOQ bij op maat gemaakte pulp is niet alleen een verkoopdrempel. Het weerspiegelt afschrijving van gereedschap, installatiekosten, productie-efficiëntie en exportvoordelen. Een inkoper die de MOQ onderhandelt zonder rekening te houden met de jaarlijkse vraag en de totale projectwaarde kan op papier een lager aantal krijgen, maar in de praktijk de business case verliezen.
10.6 Aangenomen dat goedkeuring van monsters gelijk is aan productierijpheid
Dit is een van de meest voorkomende en duurste fouten. Een monster kan de richting bevestigen. Het bewijst niet automatisch de herhaalbaarheid van batches, verpakkingsstabiliteit of consistentie op verzendniveau. Productiegereedheid moet worden geverifieerd, niet verondersteld.
11. Kader voor bewijsmateriaal / datapakket
Een artikel over maatwerkverpakkingen op whitepaper-niveau heeft een bewijskrachtige structuur nodig, niet alleen sterke bewoordingen. In 2026 komt autoriteit voort uit het laten zien wat is gebaseerd op regelgeving, wat is gebaseerd op technische logica en wat is gebaseerd op echte productie-ervaring. Zonder die scheiding kan zelfs technisch correcte inhoud vaag of overdreven klinken.
11.1 Wat moet worden ondersteund door openbaar of door derden geleverd bewijs?
Items zoals regelgevende vereisten, certificeringslogica, basismateriaalclassificaties en algemene proces voor gevormde pulp achtergrond moet waar mogelijk worden gekoppeld aan openbare bronnen of bronnen van derden. Dit geeft het artikel een externe referentiebasis en vermindert het risico dat het zelfverklaard overkomt.
11.2 Wat moet worden beschouwd als interne productieobservatie?
Een deel van de meest waardevolle informatie in de ontwikkeling van op maat gegoten pulp komt voort uit ervaringen in de fabriek. Dit omvat de afwijkingspatronen in de samplefase, het gedrag van de matrijscorrectie, de uitdagingen op het gebied van consistentie op batchniveau en de realiteit van de timing van het project. Deze punten zijn zeer nuttig, maar ze moeten eerlijk worden gepresenteerd als interne productieobservatie of projectmatige ervaring, niet als universele industriewet.
11.3 Wat nooit geclaimd mag worden zonder projectspecifiek bewijs
Bepaalde uitspraken zijn te absoluut om te gebruiken zonder duidelijk bewijs. Dit zijn bijvoorbeeld “gegarandeerde nulafwijking”, “vaste levensduur van de matrijs voor elk project”, “universele MOQ voor alle aangepaste artikelen” of “exacte timing van massaproductie, ongeacht de revisiefase”.” Sterke B2B autoriteit komt voort uit gedefinieerde grenzen, niet uit overdreven zekerheid.
Voor Bioleader is de sterkste manier om vertrouwen op te bouwen het maken van een duidelijk onderscheid tussen openbare nalevingslogica, technisch oordeel en interne ervaring met projecten op maat. Dat maakt de inhoud beter verdedigbaar voor kopers en geloofwaardiger voor zoekmachines en AI-systemen.
12. Slotaanbevelingen voor kopers
Het juiste op maat gemaakte pulpproject begint met haalbaarheid, niet met enthousiasme. Kopers moeten eerst nagaan of het concept produceerbaar is, of het jaarlijkse volume de rendabiliteit van de tooling ondersteunt en of het project zonder onopgeloste tolerantierisico's door de goedkeuring van monsters kan komen. Dit is de basis van een stabiel custom programma.
Ten tweede, behandel gereedschapsstrategie als een commerciële beslissing, niet alleen als een technische keuze. De matrijsroute heeft invloed op de doorlooptijd, de flexibiliteit van revisies, de productiestabiliteit en de economie op de lange termijn. Ten derde, behandel een goedgekeurd monster niet als het einde van het proces. Gebruik het als de basis voor een gouden monster en pilot-to-productie controlelogica. Ten vierde, plan de MOQ op basis van de jaarlijkse vraag en de efficiëntie van het aanbod op containerniveau, niet alleen op basis van de eerste-orde-hoeveelheid. Ten vijfde, houd tijdbuffers aan voor revisie en technische afsluiting. Bij custom moulded pulp is gecontroleerde vooruitgang meestal winstgevender dan geforceerde snelheid.
Vanuit het perspectief van Bioleader zijn de sterkste op maat gemaakte bagasse serviesprojecten de projecten die op elkaar zijn afgestemd. ontwerpintentie, toolingroute, monstervalidatie, MOQ-logica en productiediscipline voordat de order een vol volume bereikt. Dat is wat een aanvraag voor een aangepaste verpakking verandert in een commercieel stabiel langetermijnprogramma.
13. FAQ
13.1 Kan ik bagasse servies op maat maken op basis van mijn tekening of een monster?
Ja. Een maatwerkproject kan beginnen met een 2D-tekening, een 3D-tekening, een fysiek monster of een referentieproduct uit de markt. De fabriek heeft echter nog steeds voldoende technische informatie nodig om de geometrie, tolerantie, deksellogica en productie haalbaarheid te evalueren voordat de tooling wordt bevestigd.
13.2 Wat is het verschil tussen een proefmal en een productiemal?
Een proefmal wordt vooral gebruikt om de structuur te bevestigen en voor een vroege technische beoordeling. Een productiemal is bedoeld voor herhaalbaarheid, volumeafgifte en stabiliteit op langere termijn. De twee dienen verschillende doelen en mogen niet als onderling verwisselbaar worden behandeld.
13.3 Hoe beïnvloeden matrijstype en gereedschapmateriaal de kosten en doorlooptijd?
Gereedschapsmateriaal heeft invloed op de bewerkingssnelheid, duurzaamheid, precisie en geschiktheid voor productie. Aluminium is vaak praktisch voor snellere ontwikkeling en veel middelgrote projecten. Gereedschap van een roestvaststalen legering is meestal beter geschikt voor langlopende programma's met een hoge intensiteit. De juiste keuze hangt af van de complexiteit van het project en het verwachte volume.
13.4 Waarom is de MOQ voor op maat gemaakte pulpproducten hoger dan voor voorraadartikelen?
Omdat maatwerkprojecten gereedschapskosten, setupkosten, correctiekosten en productiecoördinatie moeten absorberen. In veel commerciële programma's is vraag op containerniveau of een stabiel jaarvolume nodig om deze kosten efficiënt te spreiden.
13.5 Garandeert goedkeuring van monsters consistentie in massaproductie?
Nee. Een goedgekeurd monster bevestigt de richting. Het garandeert niet automatisch de herhaalbaarheid van batches, verpakkingsstabiliteit of consistentie op verzendniveau. Productiestabiliteit moet nog steeds worden beoordeeld door pilots en vroege batchcontroles.
13.6 Welke technische details moeten worden bevestigd voordat een mal wordt geopend?
Het project moet minimaal de afmetingen, diepte, ontwerphoek, logica voor wanddikte, compatibiliteit met deksels, stapelgedrag, tolerantieverwachting en doeltoepassing bevestigen. Als deze punten onduidelijk blijven, gaat het project de tooling in met een hoger revisierisico.
13.7 Hoe lang duurt een maatwerkproject voor bagasse servies meestal van ontwerp tot massaproductie?
De tijdlijn hangt af van de kwaliteit van het ontwerp, revisiecycli, gereedschapsroute en goedkeuringssnelheid. Bij veel praktijkprojecten nemen de bevestiging van de vereisten en de beoordeling van het ontwerp enkele dagen in beslag, de prototypegereedschappen en de eerste monsters ongeveer één tot twee weken en de productietooling kan nog eens twee tot drie weken in beslag nemen zodra de structuur bevroren is.
Volgende stap voor aangepaste projecten
Of je nu al een tekening, een fysiek monster of alleen een vroeg concept hebt, de volgende stap moet een haalbaarheidsonderzoek zijn - niet het blind openen van een mal.
Voor kopers met tekeningen of monsters
Upload uw tekening, maatgegevens of referentie van een fysiek monster. Bioleader kan de maakbaarheid, gereedschapsrichting, dimensionale risico's en geschatte projecttijd bekijken voordat de matrijsontwikkeling begint.
Voor merken die een nieuw programma op maat plannen
Bent u nog bezig met het evalueren van MOQ, matrijstype, ontwikkelingstijdstip of jaarlijks volume? Begin met het onderstaande formulier en Bioleader zal uw project bekijken voordat de tooling of het monsterwerk begint.
Bioleader ondersteunt custom moulded pulp projecten met haalbaarheidsonderzoek, tooling coördinatie, sample validatie en exportgerichte productieplanning.
Uw projectgegevens indienen
Upload uw tekening, voorbeeldafbeeldingen of aangepaste ontwerpvereisten. Hoe vollediger de informatie, hoe sneller Bioleader de haalbaarheid, de richting van de tooling, de MOQ-logica en de timing van het project kan beoordelen.
Copyright:
© 2026 Bioleader®. Als u deze inhoud wilt reproduceren of ernaar wilt verwijzen, moet u de originele link opgeven en de bron vermelden. Elk ongeoorloofd kopiëren wordt beschouwd als een inbreuk.