1. Samenvatting
PFAS-vrij suikerriettafelgerei is nu een inkoopdrempel, niet alleen een duurzaamheidslabel. In de praktijk van het inkopen van vormkarton is de belangrijkste technische keuze niet langer of de gefluoreerde chemie moet worden verwijderd, maar welke fluorvrije vetbestendigheidroute nog steeds stabiele prestaties, schaalbare productie en verdedigbare naleving kan leveren. Voor de meeste warme afhaalmaaltijden en foodservice scenario's, hoogwaardige interne additiefsystemen bieden de sterkste balans van vetbestendigheid, procesefficiëntie en commerciële levensvatbaarheid. Systemen met interne additieven bij lage temperaturen blijven relevant voor toepassingen met koude, omgevings- en vetarme ketens, maar de beperkingen ervan moeten duidelijk worden begrepen. Fysieke barrièresystemen zoals laminering en oppervlaktecoatings kunnen in bepaalde nichegevallen betere barrièreprestaties leveren, maar brengen ook hogere kosten, secundaire verwerking en complexere afweer- en regelgevingsoverwegingen met zich mee. Dit artikel biedt een technisch kader voor het evalueren van PFAS-vrij tafelgerei uit bagasse technologieën op het gebied van naleving, vetbestendigheid, schaalbaarheid van de productie en het verificatierisico van de leverancier, op basis van de inkooplogica, productieobservaties en ervaring met kwaliteitscontrole die zijn ontwikkeld door de langdurige productie van vormkarton en exportpraktijken bij Bioleader®.
- Belangrijkste basisregelgeving: PFAS-vrije herkomst vereist nu verifieerbare fluortesten, certificering en marktspecifieke nalevingscontrole.
- Mainstream technisch pad: Krachtige interne additiefsystemen blijven de meest praktische optie voor de meeste toepassingen van afhaalrestaurants en foodservice.
- Lage versus hoge prestaties: Additiefsystemen voor lage temperaturen zijn geschikt voor voedingsmiddelen met een koude keten, omgevingsproducten en voedingsmiddelen met een laag vetgehalte, terwijl hoogwaardige systemen worden ontwikkeld voor veeleisende meeneemtoepassingen.
- Niche-alternatief: Externe barrièresystemen, inclusief laminering en oppervlaktecoatings, zijn vooral gerechtvaardigd voor speciale vereisten met een hoge barrière.
- Sourcing Prioriteit: Kopers moeten herhaalbare uitvoering op fabrieksschaal vergelijken, niet alleen laboratoriumprestaties.
2. Waarom de keuze van PFAS-vrije technologie belangrijk is in 2026
In 2026, PFAS-vrije verpakking is niet langer een merkvoordeel voorbehouden aan inkopers die gericht zijn op duurzaamheid. Het is een basisvereiste geworden voor de inkoop in een groeiend aantal foodservice- en contactmarkten. Voor inkoopteams die producten van vormkarton kopen zoals schelpen van suikerriet, borden, kommen, dienbladen en etensbakjes, De echte vraag is niet langer of de gefluoreerde chemie moet worden verwijderd. De echte uitdaging is welke fluorvrije vetafstotende technologie nog steeds herhaalbare prestaties, stabiele productie-efficiëntie en verdedigbare naleving op commerciële schaal kan leveren.
Servies van suikerriet bevindt zich nu op het kruispunt van drie veeleisende vereisten: voedselcontactveiligheid, vet- en vochtbestendigheid en verwachtingen van circulaire materialen. Kopers vergelijken niet langer een “groen”optie tegenover een conventionele optie. Ze vergelijken verschillende PFAS-vrij technisch routes tegen elkaar af, elk met zijn eigen afwegingen in warmtetolerantie, vetbestendigheid, verwerkingscomplexiteit, afweerbaarheid en bewijslast. In de praktijk betekent dit dat materiaalkeuze alleen niet meer voldoende is. De aankoopbeslissing moet nu ook de ontwerplogica van de barrière, de mogelijkheid tot uitvoering in de fabriek, de testmethode en de traceerbaarheid van documenten omvatten.
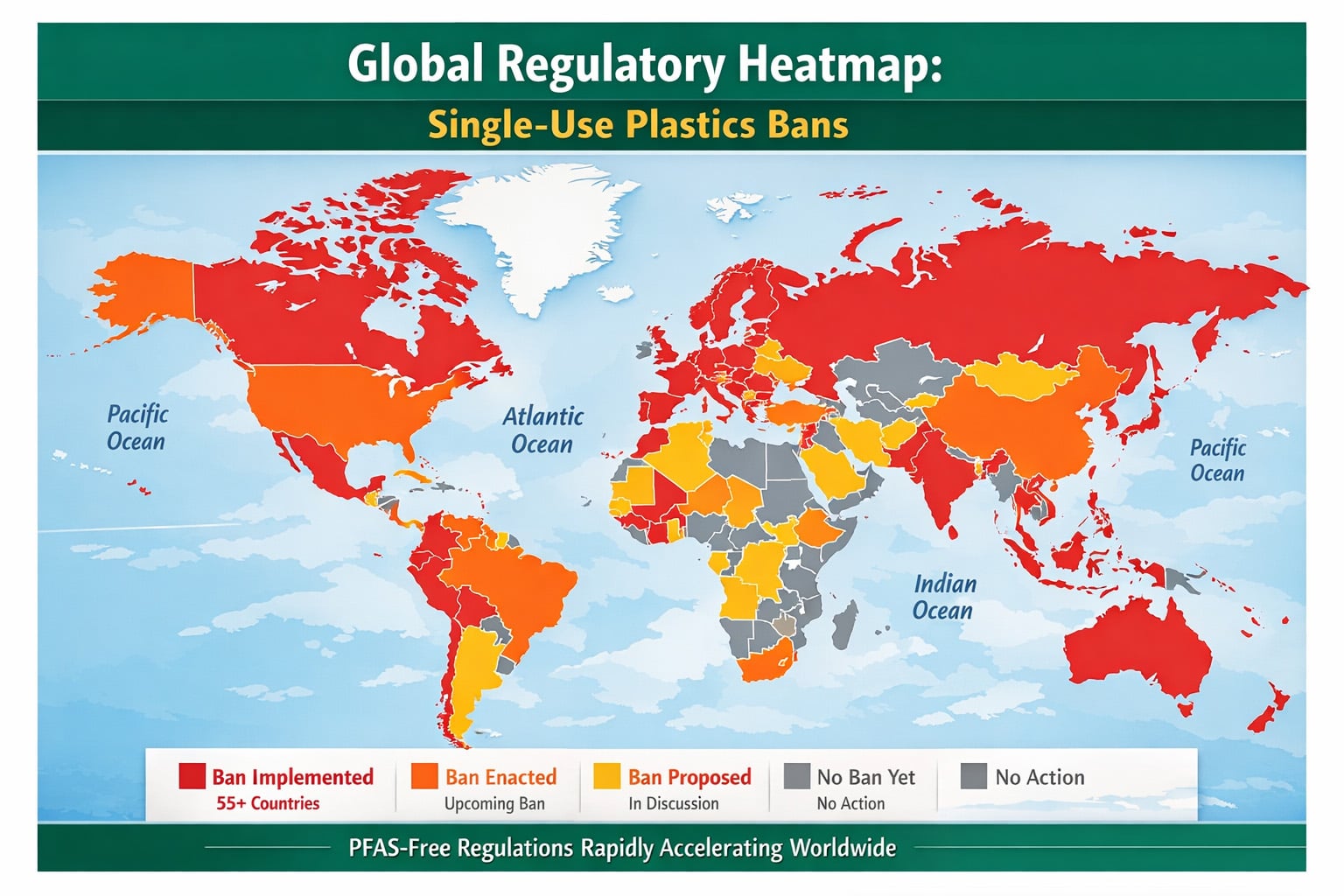
De urgentie is vooral duidelijk in toeleveringsketens die gericht zijn op de export. In de Europese Unie introduceert de nieuwe Verordening verpakking en verpakkingsafval expliciete concentratielimieten voor PFAS in verpakkingen die in contact komen met voedingsmiddelen, die van toepassing zijn vanaf 12 augustus 2026. In Noord-Amerika hebben kopers te maken met een combinatie van PFAS-beperkingen op staatsniveau, op certificering gebaseerde eisen voor fluorscreening en FDA-acties die al meerdere PFAS-gerelateerde kennisgevingen voor contact met voedingsmiddelen uit hun effectiviteit hebben gehaald. Als gevolg daarvan, PFAS-vrije claims kunnen niet langer gebaseerd zijn op vage verklaringen of marketingtaal. Ze moeten worden ondersteund door testlogica, productspecifieke documentatie en inkoopbeslissingen die geloofwaardig blijven bij toetsing door de regelgevende instanties.
Voor verpakkingen van vormkarton voor foodservice is dit de reden waarom technologieselectie nu belangrijker dan claimtaal. Een goedkoop PFAS-vrij monster dat goed werkt bij een korte omgevingstest kan falen bij hete olie, lange wachttijden of gebruik bij afhaalmaaltijden met veel vet. Een oppervlaktebehandeling met een hoge barrière kan goed presteren in geïsoleerde tests, maar commercieel zwak worden zodra rekening wordt gehouden met secundaire verwerking, productieverlies en druk om af te stoten. Het bevoorradingsprobleem in 2026 is dus niet gewoon “PFAS-vrij of niet.” Het gaat erom hoe je de juiste PFAS-vrije route selecteert voor de daadwerkelijke toepassing in voedingsmiddelen, de bedrijfstemperatuur, de markt voor naleving en de productierealiteit.
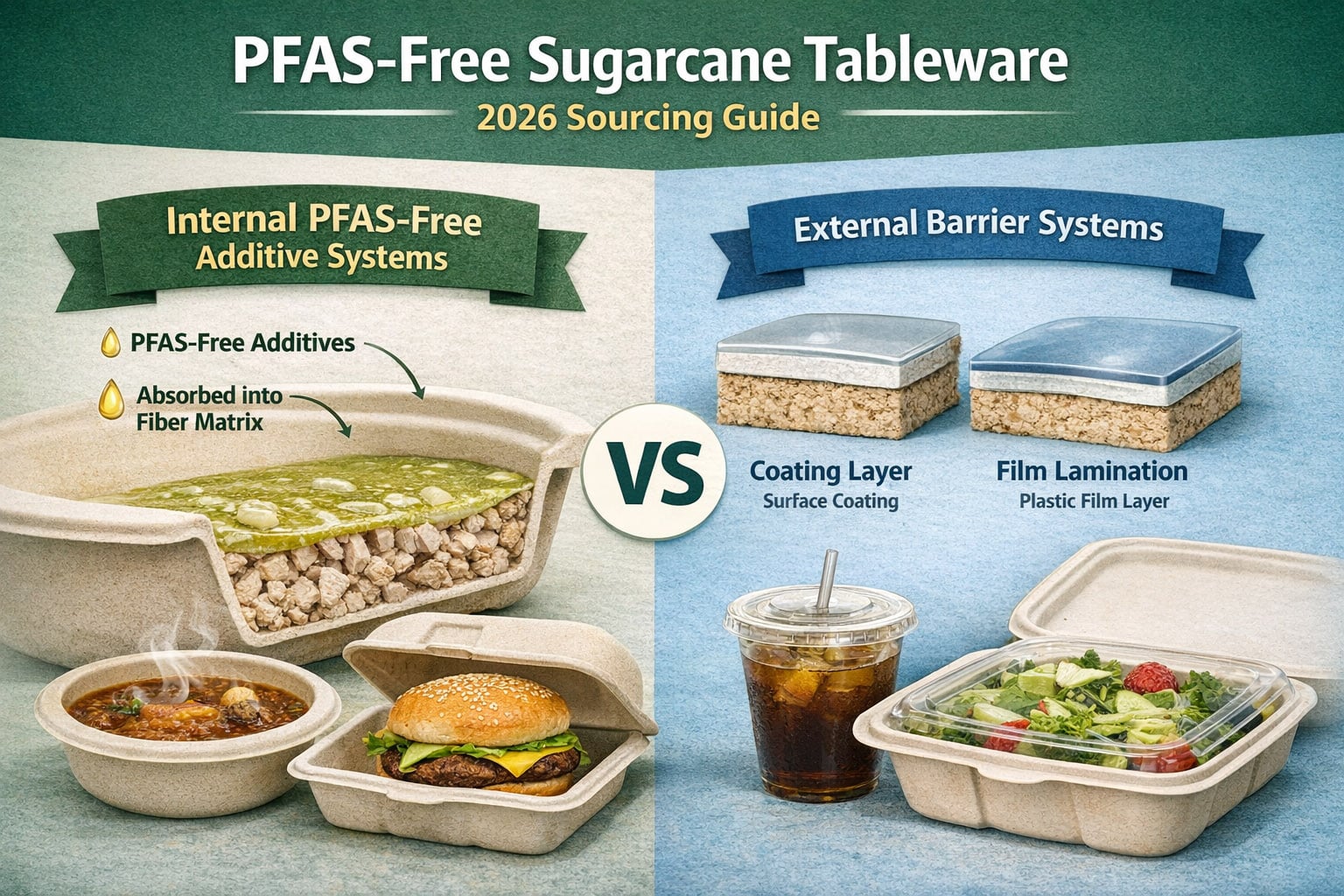
Deze gids is opgebouwd rond die vraag. Hij richt zich op de twee belangrijkste technische routes die nu vorm krijgen PFAS-vrij suikerriettafelgerei inkopen: Interne PFAS-vrije additiefsystemen en externe barrièresystemen. Het legt ook uit waarom kopers onderscheid moeten maken tussen technologieën voor interne additieven bij lage temperatuur en hoogwaardige technologieën, waarom lamineren en coaten geen verwisselbare concepten zijn, en waarom herhaalbaarheid op fabrieksschaal is belangrijker dan eenmalig succes met monsters. Kortom, dit is geen milieuoverzicht. Het is een inkoopkader voor het maken van technisch en commercieel verdedigbare verpakkingsbeslissingen in 2026.
3. Definitie Box: Termen, grenzen en wat “PFAS-vrij” werkelijk betekent
Voordat kopers technische paden vergelijken, moeten ze duidelijkheid krijgen over de taal die wordt gebruikt in claims van leveranciers, testrapporten en productspecificaties. Bij de inkoop van PFAS-vrije vormvezels begint verwarring vaak met de terminologie. Woorden als “PFAS-vrij," "fluorvrij," "vetbestendig," "gecoat," en "gelamineerd”worden vaak gebruikt alsof ze hetzelfde betekenen. Dat is niet zo. Voor inkoop-, compliance- en productontwikkelingsteams zijn deze verschillen geen semantische details. Ze hebben een directe invloed op hoe een product wordt getest, hoe de prestaties worden geïnterpreteerd en hoe een inkoopbeslissing wordt verdedigd.

| Term | Betekenis van werken in dit artikel |
|---|---|
| PFAS-vrij | Een claim die moet worden ondersteund door testlogica, documentatie en marktspecifieke nalevingsbeoordeling. |
| Fluorvrij | Een gebruikelijke handelsuitdrukking die verwant is aan, maar niet identiek aan, een volledige PFAS-conformiteitsconclusie. |
| Interne PFAS-vrije additievensystemen | Fluorvrije vet- en waterafstotende chemie die vanuit het pulpsysteem in het gietvezelproces wordt geïntroduceerd. |
| Externe barrièresystemen | Barrièrestructuren toegevoegd aan het gegoten vezelartikel na of op het niveau van het oppervlak van het hoofdsubstraat. |
| Lamineren van film | Een afzonderlijke barrièrelaag gelijmd of gelamineerd op het vezelsubstraat. |
| Oppervlaktecoatingsystemen | Een aan het oppervlak aangebrachte barrièrelaag van vloeibare, waterige, biogebaseerde of vergelijkbare coatingmaterialen. |
| Vetbestendigheid | Een toepassingsspecifiek resultaat dat wordt beïnvloed door voedseltype, temperatuur, wachttijd, structuur en procesconsistentie. |
Tabel 1. Kernbegrippen die in deze gids worden gebruikt
3.1. PFAS-vrij is een claim die gericht is op naleving, geen terloopse marketingzin
In professionele inkoopcontexten moet “PFAS-vrij” worden gezien als een claim die moet worden ondersteund door een gedefinieerde bewijsketen. Afhankelijk van de markt en het certificeringskader kan dat bewijs bestaan uit fluorscreening, gerichte stoftests, ondertekende verklaringen, documentatie van ingrediënten en productspecifieke nalevingscontrole. Het mag nooit worden behandeld als een op zichzelf staande reclame-uiting zonder de reikwijdte van de methode, de traceerbaarheid van documenten en de identiteit van monsters.
3.2. Fluorvrij en PFAS-vrij zijn verwant, maar het zijn geen identieke concepten.
“Fluorvrij” wordt vaak gebruikt in commerciële communicatie als steno voor de afwezigheid van opzettelijk toegevoegde fluorchemicaliën. Screening op fluor en bepaling van PFAS zijn echter niet dezelfde analytische kwestie. Een fluorresultaat kan worden gebruikt als indicator of screeningshulpmiddel, terwijl naleving van PFAS een bredere interpretatie kan vereisen die gerichte analyse, totale fluorcontext, verklaringen en technische documentatie omvat. Met andere woorden, een eenvoudige “niet-detecteerbaar” verklaring betekent niet automatisch dat het product volledig is gekarakteriseerd binnen elk relevant PFAS-raamwerk.
3.3. Interne additieve systemen zijn niet hetzelfde als externe barrièresystemen
In dit artikel, Interne PFAS-vrije additievensystemen verwijst naar fluorvrije vet- en waterafstotende chemie die vanuit het pulpsysteem in het vormgietvezelproces wordt ingebracht. Deze additieven worden geïntegreerd in het productieproces vóór het vormen en persen. Hun commerciële waarde ligt in procesintegratie, schaalbare output en verminderde afhankelijkheid van secundaire oppervlaktebehandeling.
Daarentegen, Externe barrièresystemen verwijst naar barrièrestructuren die na of op het niveau van het oppervlak van het hoofdsubstraat aan het voorgevormde vezelartikel worden toegevoegd. In deze gids omvatten externe barrièresystemen twee verschillende subcategorieën: Lamineren van film en Oppervlaktecoatingsystemen. Deze routes kunnen de barrièreprestaties in bepaalde toepassingen verbeteren, maar ze mogen niet worden verward met interne additieve technologie.
3.4. Lamineren en coaten zijn geen verwisselbare termen
Lamineren verwijst naar een afzonderlijke barrièrefilmlaag die op het vezelsubstraat is gelijmd of gelamineerd. De technische logica is gebaseerd op een aparte materiaallaag die een fysieke barrière vormt. Coating, verwijst daarentegen naar een aan het oppervlak aangebrachte barrièrelaag van vloeibare, waterige, biogebaseerde of vergelijkbare coatingmaterialen die worden aangebracht, gedroogd en gefixeerd op het substraatoppervlak. Beide behoren tot de externe barrièresystemen, maar ze verschillen in structuur, procesverloop, defectprofiel en interpretatie van de regelgeving. Voor technisch schrijven en sourcing review mogen ze nooit als verwisselbare taal worden behandeld.
3.5. Vetbestendigheid is een toepassingsspecifieke prestatie
"Vetbestendigheid” moet niet worden gelezen als een universele ja-of-nee eigenschap. Bij verpakkingen van vormkarton hangt de vetbestendigheid af van het huidige voedselsysteem, de contacttemperatuur, de wachttijd, de vulconditie, het structuurontwerp, de wanddikte en de productieconsistentie. Een product dat goed presteert voor koude of omgevingsvoedingsmiddelen kan het begeven onder hete olie, hete sauzen of lange leveringscycli. Daarom wordt in het artikel verderop onderscheid gemaakt tussen interne additiefsystemen voor lage temperaturen en hoogwaardige interne additiefsystemen in plaats van alle PFAS-vrije additieven als één categorie te behandelen.
3.6. Dit artikel gaat er niet van uit dat één route altijd de juiste is
Deze gids gaat er niet van uit dat elke externe barrièreoplossing automatisch inferieur is, noch dat elk intern additiefsysteem automatisch compliant of goed presterend is. Het doel van deze white paper is beperkter en praktischer: de technische routes correct definiëren, ze vergelijken onder inkoopvoorwaarden en inkopers helpen beslissen welke route commercieel, operationeel en wettelijk verdedigbaar is voor een bepaalde toepassing.
4. Uitgangssituatie 2026 - Waar kopers daadwerkelijk aan moeten voldoen
Voor kopers van PFAS-vrij tafelgerei van suikerriet, De herziening van de regelgeving in 2026 kan niet worden herleid tot een enkel certificaat of een algemene leveranciersverklaring. De basislijn voor naleving wordt nu gevormd door een combinatie van marktspecifieke PFAS-drempelwaarden, documentatievoorschriften voor contact met voedingsmiddelenen toenemend onderzoek naar barrièrestructuren in vezelverpakkingen. In de praktijk betekent dit dat inkopers niet alleen moeten beoordelen of een product wordt aangeprezen als PFAS-vrij, maar ook hoe die claim wordt ondersteund, welke testlogica is gebruikt en of de productstructuur commercieel verdedigbaar blijft onder de veranderende verpakkingsregels.
Voor inkoopteams die exporteren, is de belangrijkste verschuiving dat naleving van PFAS niet langer een perifeer duurzaamheidsonderwerp is. Het wordt een onderdeel van de goedkeuring van verpakkingen, vooral daar waar veiligheid in contact met voedsel, composteerbaarheidsclaims, recycleerbaarheidsverwachtingen en plasticreductiebeleid elkaar nu kruisen. Bij verpakkingen van voorgevormde vezels voor foodservice is dit vooral belangrijk omdat van tafelgerei van suikerriet vaak wordt verwacht dat het aan verschillende prestatie- en nalevingsdoelen tegelijk voldoet: vetbestendigheid, hittetolerantie, veiligheid in contact met voedsel en een geloofwaardig circulair materiaalprofiel.
4.1 Europese Unie: PPWR is het belangrijkste referentiepunt voor 2026 geworden

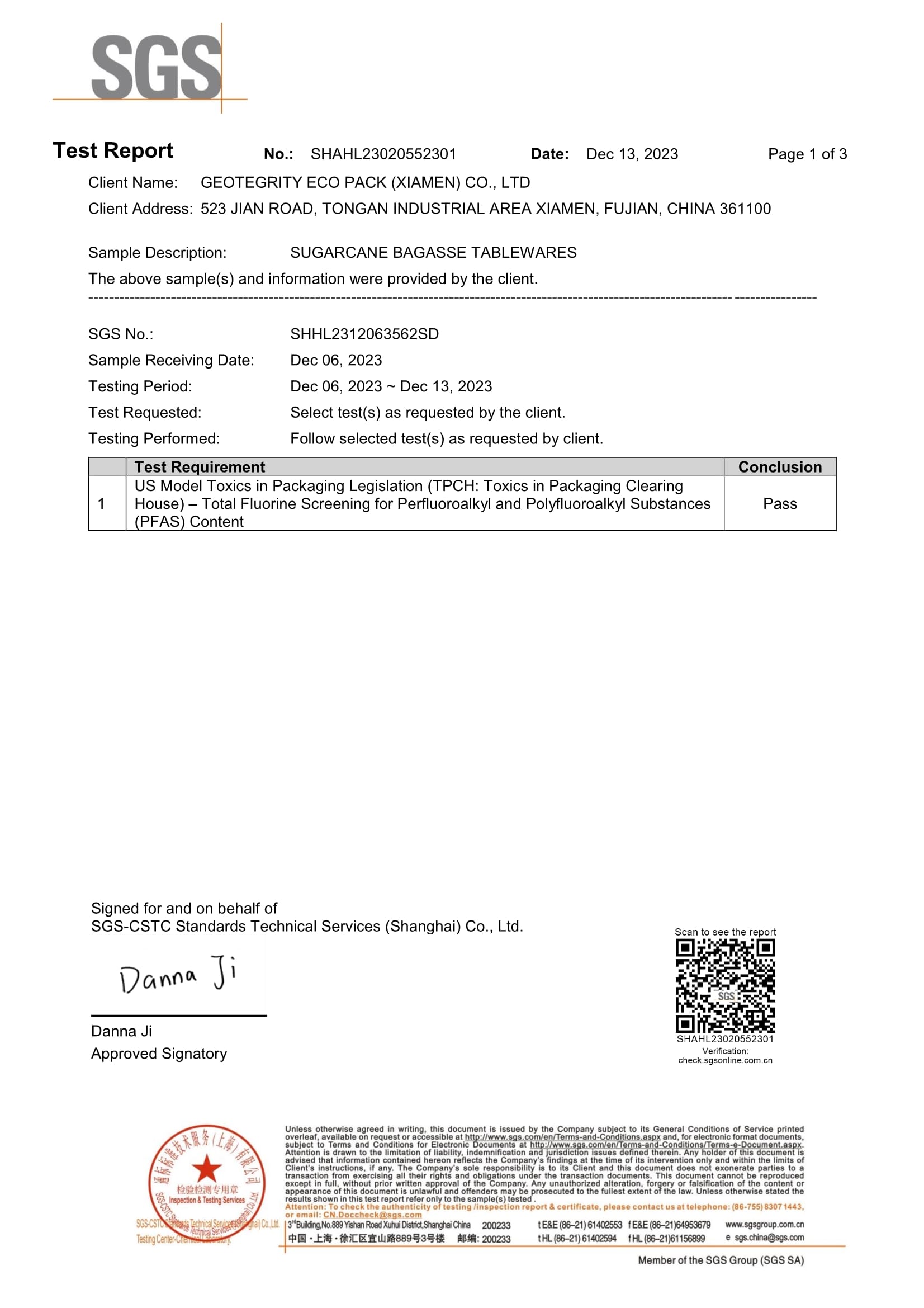
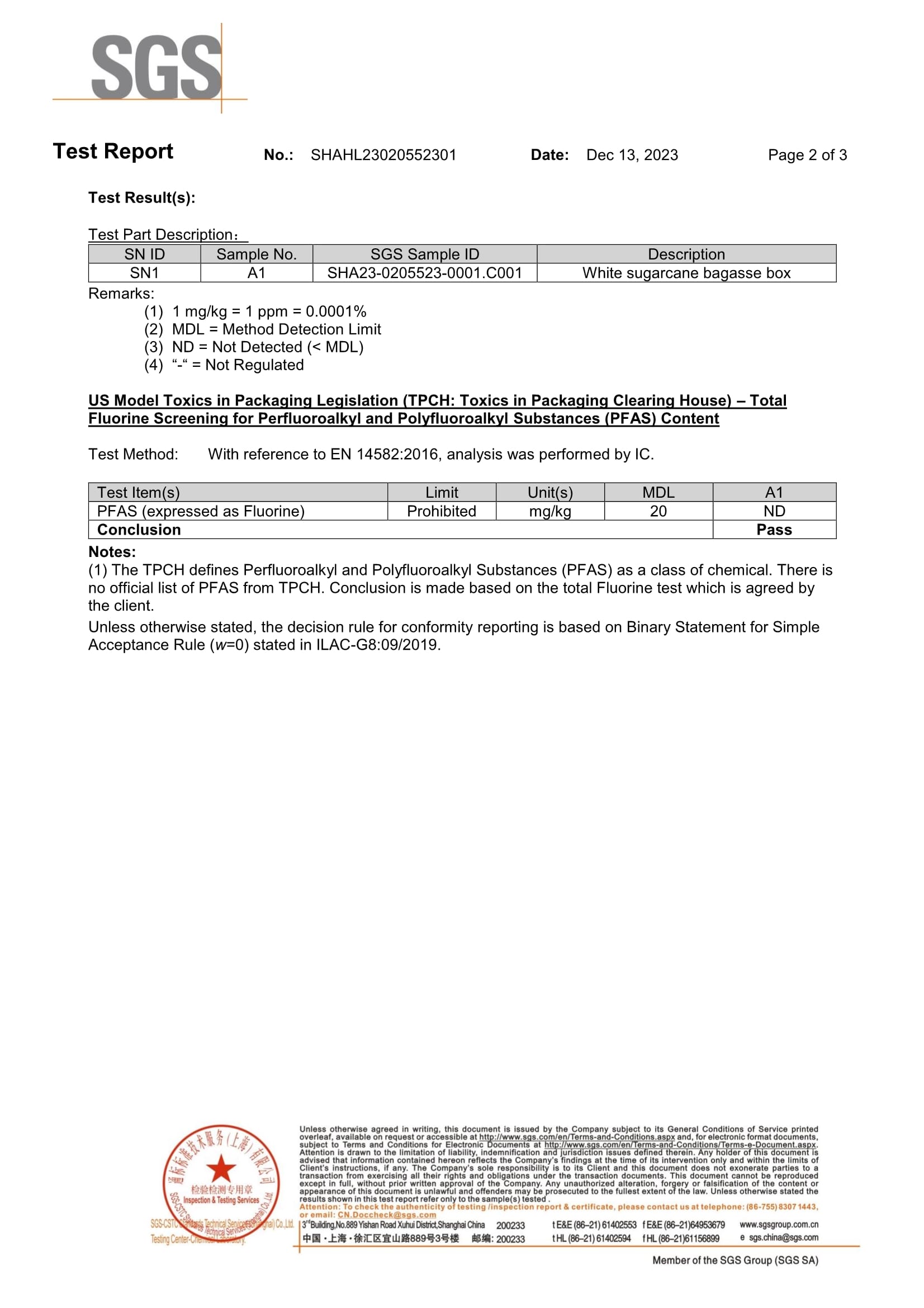
Voor verpakking die in contact komt met voedingsmiddelen en in de EU in de handel wordt gebracht, geldt het volgende Verordening verpakking en verpakkingsafval biedt nu het belangrijkste wettelijke anker voor de herziening van PFAS. Van 12 augustus 2026, Verpakkingen die met levensmiddelen in contact komen, mogen geen PFAS bevatten in of boven de concentratielimieten die in de verordening zijn vastgelegd. Deze omvatten een limiet van 25 ppb voor elke afzonderlijke PFAS, 250 ppb voor de som van PFASen 50 ppm voor totaal PFAS. Als het totale fluorgehalte hoger is dan 50 mg/kg, moeten fabrikanten bovendien de fluorbron kunnen aantonen als onderdeel van de technische documentatie. Voor kopers betekent dit dat een brede “PFAS-vrij”-claim niet langer voldoende is. Waar het om gaat is of de leverancier een productspecifiek bewijspakket kan leveren dat is afgestemd op de toepasselijke analytische logica en documentatielast.
De commerciële implicatie is even belangrijk. Het verpakkingsraamwerk van de EU wordt niet alleen strenger rond zorgwekkende stoffen; het verschuift de markt ook in de richting van verpakkingsstructuren die gemakkelijker te rechtvaardigen zijn in de context van een circulaire economie. Daarom kunnen vezelgebaseerde producten met een eenvoudigere materiaallogica een sterkere inkooppositie op lange termijn bieden dan structuren die sterk afhankelijk zijn van extra barrièrelagen. Voor inkoopteams is de vraag niet langer alleen of een product vandaag een test kan doorstaan, maar ook of de structuur strategisch verdedigbaar blijft in de volgende fase van de verpakkingscontrole.
4.2 Waarom gelamineerde of gecoate vezelstructuren nader bekeken moeten worden in Europa
In de Europese regelgevingscontext moeten inkopers ook zorgvuldig onderscheid maken tussen voorgevormde vezelartikelen die voornamelijk op vezels gebaseerd blijven en artikelen die afhankelijk zijn van kunststof bevattende barrièrelagen. EU-richtlijnen over plastics voor eenmalig gebruik hebben al duidelijk gemaakt dat papieren of kartonnen producten met een plastic voering of plastic coating nog steeds binnen een plastic gereguleerde interpretatie kunnen vallen. Dit betekent niet dat elke gelamineerde of gecoate structuur automatisch niet-conform is. Het betekent dat externe barrièresystemen hebben meestal een hogere interpretatielast, Vooral als inkopers naast naleving van PFAS ook recyclebaarheid, terugneembaarheid of plasticreductie moeten verdedigen.
Daarom moeten gelamineerde en gecoate vormkartonproducten niet alleen worden beoordeeld op hun onmiddellijke barrièreprestaties. Kopers moeten ook nagaan of de structuur bijkomende regelgevende vragen, recyclagebeperkingen of markttoegangsrisico's creëert in regio's waar vezelzuiverheid en circulariteit belangrijkere aankoopcriteria worden.
4.3 Noord-Amerika: certificeringslogica, staatsbeperkingen en FDA-signalen werken nu samen
In Noord-Amerika wordt het nalevingsbeeld gevormd door drie overlappende mechanismen: certificeringsvereisten, beperkingen op het gebied van voedselverpakkingen op staatsniveau en federale regelgeving. Voor composteerbare foodserviceproducten blijft BPI een van de duidelijkste referentiepunten. Het beleid ten aanzien van gefluoreerde chemicaliën vereist bewijs dat de productformule geen gefluoreerde chemicaliën bevat, testresultaten van een door BPI goedgekeurd laboratorium waaruit blijkt dat de maximale hoeveelheid gefluoreerde chemicaliën in de productformule niet hoger is dan de maximale hoeveelheid gefluoreerde chemicaliën in de productformule. 100 ppm totaal organisch fluor, en een ondertekende verklaring waarin wordt bevestigd dat er geen opzettelijk toegevoegde gefluoreerde chemicaliën aanwezig zijn. Voor inkoopteams is het belang van deze vereiste niet alleen het getal zelf. Het is het feit dat naleving moet worden ondersteund door zowel documentatie als laboratoriumbewijs.
Regelgeving op staatsniveau voegt nog een laag van verantwoordelijkheid toe. De staat Washington vereist bijvoorbeeld certificaten van overeenstemming voor beperkte categorieën voedselverpakkingen en maakt duidelijk dat fabrikanten deze gegevens moeten bewaren zolang de verpakking in gebruik is en gedurende een bepaalde periode na distributie. Hierdoor gaat naleving van PFAS verder dan marketingtaal en wordt documentatie over de toeleveringsketen controleerbaar. Kopers die werken met gegoten vezel Schalen, platen, open containers of gesloten containers mogen daarom niet alleen claims verwachten, maar ook traceerbare compliance records die overeenkomen met de werkelijke producttypes.
Op federaal niveau heeft actie van de FDA de marktverschuiving van vetbestendige papieren en kartonnen voedselverpakkingen op basis van PFAS verder versterkt. Het agentschap heeft bepaald dat 35 PFAS-gerelateerde kennisgevingen die in contact komen met voedingsmiddelen niet langer van kracht zijn sinds 6 januari 2025, met een nalevingsdatum van 30 juni 2025 voor bepaalde verpakkingen van voedselpapier die vóór die ingangsdatum zijn geproduceerd, geleverd of gebruikt. Voor inkoopprofessionals is dit een sterk signaal dat PFAS-vrije omschakeling niet langer een speculatieve trend is. Het is al ingebed in de regelgevende richting van de Noord-Amerikaanse verpakkingsmarkt.
4.4 Wat dit betekent voor kopers van PFAS-vrij suikerriettafelgerei
 |  |
De consequentie voor aanbestedingen is eenvoudig: inkopers mogen niet langer PFAS-vrij bagasse serviesgoed goedkeuren op basis van een enkel logo, een algemene verklaring of een eenmalige steekproeftest. De baseline voor 2026 vereist een meer gestructureerde herziening. Inkopers moeten op zijn minst bevestigen op welke marktnorm wordt gemikt, welk type fluor- of PFAS-test is gebruikt, of het testresultaat overeenkomt met de daadwerkelijke SKU en productconstructie, en of het product is gebaseerd op een intern additievensysteem of een externe barrièrestructuur die extra vragen kan oproepen op het gebied van regelgeving of recycling.
Met andere woorden, naleving van de regelgeving en technisch ontwerp kunnen niet langer los van elkaar worden beoordeeld. Voor PFAS-vrij suikerriettafelgerei is de verdedigbare inkoopbeslissing de beslissing die in overeenstemming is met claimtaal, testomvang, productstructuuren marktbestemming in een enkele goedkeuringslogica. Dat is de basis voor de technische vergelijking die volgt in de volgende secties.
5. Waarom vetbestendigheid in gegoten vezels een procesprobleem is, geen slogan
Bij verpakkingen van vormkarton voor foodservice wordt vetbestendigheid vaak besproken alsof het een eenvoudige producteigenschap is. In werkelijkheid is het een procesgestuurde prestatie-uitkomst. A suikerrietkom, Het label PFAS-vrij, composteerbaar of gegoten uit plantaardige vezels is niet voldoende om het commercieel betrouwbaar te maken. Wat de prestaties in de praktijk bepaalt, is of het volledige productiesysteem een vezelstructuur kan creëren die stabiel blijft bij blootstelling aan olie, hitte, vocht, druk en tijd.
Dit onderscheid is essentieel voor kopers omdat gegoten vezels niet op dezelfde manier defect raken als plastic of op folie gebaseerde verpakkingen. Bij suikerriettafelgerei wordt vetmigratie meestal in verband gebracht met vezelporeusheid, lokale zwakke punten, structurele dichtheid en verwerkingsconsistentie. Een product kan er visueel acceptabel uitzien bij de eerste vulling, maar toch een olieschaduw op de achterkant, lekkage van de rand, plaatselijke verweking of penetratie van het bodempaneel ontwikkelen na enkele minuten contact met heet voedsel. Daarom mag vetbestendigheid nooit alleen worden beoordeeld op basis van het uiterlijk op het moment van gebruik. Het moet worden geëvalueerd onder gedefinieerde toepassingsomstandigheden.
5.1 Vezelstructuur is het uitgangspunt, niet het uiteindelijke antwoord

Suikerrietbagasse is een sterk en commercieel aantrekkelijk vormvezelsubstraat, maar het is van nature geen hoog barrièremateriaal. Net als andere plantaardige vezelstructuren bevat het een netwerk van poriën, vezelovergangen en gebieden met variabele dichtheid die ontstaan tijdens het vormen, ontwateren en warm persen. Deze structurele eigenschappen zijn precies wat het product licht, composteerbaar en produceerbaar op schaal maakt. Ze zijn ook de reden waarom ongecontroleerde olie- en vochtpenetratie kan optreden als het barrièreontwerp zwak is of de productieomstandigheden onstabiel zijn.
Daarom mag een PFAS-vrij vormvezelartikel nooit alleen worden beoordeeld op materiaalidentiteit. “Bagasse” is op zichzelf geen garantie voor prestaties. Twee producten van dezelfde basisvezel kunnen zich heel verschillend gedragen, afhankelijk van het additiefsysteem, het matrijsontwerp, de wanddikte, de perscondities, de ontwateringsefficiëntie en de consistentie na het vormen. Bij commerciële inkoop is de echte technische vraag niet of het substraat duurzaam is. Het is de vraag of de afgewerkte structuur ontworpen en geproduceerd is om de beoogde belasting in contact met voedsel te overleven.
5.2 Vetstoring is meestal een structurele gebeurtenis voordat het een zichtbare klacht wordt.
Veel kopers beoordelen de vetbestendigheid pas nadat er een zichtbaar lekkageprobleem is opgetreden. Dat is te laat. In de praktijk beginnen defecten aan gegoten vezels vaak als een structurele zwakte, lang voordat het een duidelijke klacht van de klant wordt. Olie kan zich verplaatsen via gebieden met een lagere dichtheid, randovergangen, hoekgeometrie, afdichtingsranden of gespannen gebieden die ontstaan tijdens het stapelen en transporteren. Tegen de tijd dat een product duidelijke vlekken of lekkage vertoont, presteert het onderliggende barrièresysteem vaak al enige tijd niet goed meer.
Dit is ook de reden waarom de prestaties van het middenpaneel alleen niet voldoende zijn. Een kombodem kan stabiel lijken in een statische testbank, terwijl het randgebied, de overgang van de zijwand of de rand van het compartiment het echte faalpunt wordt tijdens echt gebruik bij het afhalen. Kopers moeten vetbestendigheid daarom beschouwen als een prestatiekwestie voor de volledige structuur, niet als een laboratoriumclaim voor een vlak oppervlak.
5.3 Warmte, oliebelasting en wachttijd zijn verschillende variabelen en moeten niet door elkaar worden gehaald.
 |  |
Een van de meest voorkomende fouten bij het sourcen is het te breed beschrijven van een voedseltoepassing. “Warm eten”is geen testmethode. Een verpakking van vormkarton gevuld met warme rijst gedraagt zich heel anders dan een verpakking met gebakken kip, curry, vette noedels of soep met een vetrijke oppervlaktelaag. Temperatuur is belangrijk, maar temperatuur alleen is geen verklaring voor de prestaties. Oliebelasting, contactduur en productgeometrie zijn even belangrijk.
Daarom kan een PFAS-vrij product dat goed presteert bij kort contact met warm voedsel toch falen bij langere leveringscycli, hogere vetconcentratie of herhaaldelijk vasthouden van warmte. Het is ook de reden waarom interne additiefsystemen voor lage temperaturen en interne additiefsystemen voor hoge prestaties niet over één kam geschoren moeten worden alsof ze hetzelfde toepassingsgebied hebben. Het verschil tussen beide is niet alleen een marketingniveau. Het is een verschil in beoogde gebruiksomstandigheden en procesmogelijkheden.
| Variabele | Waarom het belangrijk is | Typische kopersfout |
|---|---|---|
| Temperatuur van voedsel | Een hogere temperatuur kan de vezel zachter maken, vochtmigratie en barrièrespanning versnellen. | Alle “warm eten” behandelen als één voorwaarde. |
| Oliebelasting | Vetrijk voedsel zorgt voor een andere penetratie-uitdaging dan droog of vetarm voedsel. | Ervan uitgaande dat warme rijst en vette noedels hetzelfde barrièreniveau vereisen. |
| Wachttijd | Een langere contactduur verhoogt het risico op vlekken op de achterkant, doorsijpeling en verzwakking van de structuur. | Een monster goedkeuren dat alleen gebaseerd is op kort contact testen. |
| Productgeometrie | Hoeken, velgen, zijwandovergangen en compartimentranden zijn vaak de eerste storingspunten. | Alleen het middenpaneel of vlakke bodem beoordelen. |
| Wanddikte | Dunwandige gebieden zijn gevoeliger voor variatie in porositeit en vetdoorbraak. | Gewicht verminderen zonder de prestaties van de barrière te verminderen. |
| Procesconsistentie | Stabiele vetbestendigheid is afhankelijk van herhaalbare vervormings-, ontwaterings- en warmpersomstandigheden. | Prestaties beoordelen op basis van slechts één monsterbatch. |
Tabel 2. Belangrijkste variabelen die van invloed zijn op de vetbestendigheid van gegoten vezelverpakkingen
5.4 Condens, vocht en vet zijn niet dezelfde storingsmodus
Een andere veel voorkomende bron van verwarring is het verkeerd interpreteren van vochtgerelateerde effecten. Bij verpakkingen van vormkarton zijn condensatie en het binnendringen van vet geen identieke gebeurtenissen. Een heet gevuld product kan zichtbaar vocht of een vochtig oppervlak genereren als gevolg van stoommigratie en temperatuurverschillen, vooral bij gebruik in de deksel om mee te nemen. Dit betekent niet automatisch dat het vetbestendige systeem heeft gefaald. De belangrijkere vraag is of er daadwerkelijk sprake is van oliedoorbraak, vezelverzachting, structurele verzwakking of hardnekkige vlekken op de achterkant die verband houden met vetmigratie.
Voor een serieuze productevaluatie moeten kopers ten minste drie voorwaarden scheiden: blootstelling aan warm vocht, blootstelling aan hete olieen gecombineerde hitte-vet-vasthoudtijd stress. Het is onwaarschijnlijk dat een leverancier die deze omstandigheden niet kan onderscheiden in testen of productaanbevelingen, betrouwbare PFAS-vrije richtlijnen kan geven voor echt gebruik in de foodservice.
5.5 Vetbestendigheid in 2026 is een kwestie van fabrieksdiscipline
Tegen 2026 vraagt de markt zich niet langer alleen af of een PFAS-vrij vormkartonproduct een test met een geïsoleerd monster kan doorstaan. De belangrijkere vraag is of dezelfde prestaties kunnen worden gehandhaafd bij commerciële productie, meerdere SKU's en herhaalde exportbatches. Daarom moet vetbestendigheid worden behandeld als een kwestie van productiediscipline. De chemische samenstelling van additieven is belangrijk, maar pulpbereiding, doseringscontrole, vormstabiliteit, matrijstemperatuur, verblijftijd, wanddiktevariatie en kwaliteitscontrolediscipline zijn dat ook.
Vanuit het oogpunt van inkoop is dit het punt waarop veel leveranciers zich beginnen af te scheiden. Sommige kunnen een acceptabel laboratoriummonster maken. Maar er zijn er minder die herhaalbare prestaties kunnen leveren wanneer de productiesnelheid toeneemt, de hoeveelheid dozen toeneemt en meerdere productformaten parallel worden uitgevoerd. Voor inkopers is het echte inkooprisico zelden het eerste monster. Het is inconsistentie op commerciële schaal.
Dit is ook waar Bioleaders productie-ervaring relevant wordt. In de export van vormkarton wordt vetbestendigheid niet beheerd als één materiaalclaim. Het wordt beheerd als een gecombineerd resultaat van vezelstructuur, procescontrole, additiefselectie en toepassingsaanpassing. Daarom richt de volgende sectie zich eerst op interne PFAS-vrije additiefsystemen, inclusief het praktische verschil tussen routes bij lage temperatuur en routes met hoge prestaties, voordat wordt overgegaan naar externe barrièresystemen zoals laminering en oppervlaktecoatings.
6. Route A - Interne PFAS-vrije additievensystemen
Van de beschikbare PFAS-vrije technologietrajecten voor voorgevormde horecaverpakkingen van vezel, blijven interne additiefsystemen het commercieel meest relevante uitgangspunt. Hun belang komt voort uit één praktisch feit: ze zijn ontworpen om vet- en vochtbestendigheid op te bouwen. binnen het gietvezelproces zelf, in plaats van voornamelijk te vertrouwen op een afzonderlijke barrièrelaag na het vormen. Voor inkopers is dit van belang omdat geïntegreerde systemen over het algemeen eenvoudiger op te schalen zijn, eenvoudiger te controleren zijn in de productie en eenvoudiger te evalueren zijn als onderdeel van een volledig fabrieksproces in plaats van als een geïsoleerde oppervlaktebehandeling.
Bij commerciële inkoop zijn interne additieve systemen vaak de route die de beste balans biedt tussen prestaties, verwerkingscapaciteit en kosten voor gangbare toepassingen van suikerriettafelgerei. Ze zijn niet automatisch de sterkste barrièreoptie in elk extreem gebruiksscenario, maar ze zijn vaak de meest praktische route voor grootschalige meeneemverpakkingen waarbij kopers herhaalbare vetbestendigheid nodig hebben zonder dat de structuur te complex wordt. Dit is ook de reden waarom interne systemen niet als één algemene categorie moeten worden besproken. In de echte inkoop en productie is er een groot verschil tussen interne additiefsystemen voor lage temperaturen en hoogwaardige interne additiefsystemen.
 |  |
6.1 Wat interne additieve systemen eigenlijk betekenen
In dit artikel verwijzen interne PFAS-vrije additiefsystemen naar fluorvrije chemie voor vet- en waterbestendigheid die wordt geïntroduceerd in het productieproces van vormkarton, meestal via het pulpsysteem vóór het vormen en persen. De commerciële logica is eenvoudig: in plaats van de barrière voornamelijk op te bouwen via een aparte externe film of coatinglaag, probeert de producent de weerstandsprestaties van het uiteindelijke artikel te verbeteren via procesgeïntegreerde chemie in combinatie met vorm-, ontwaterings- en warmperscontrole.
Dit onderscheid is belangrijk omdat interne systemen vaak verkeerd worden begrepen alsof ze slechts “materialen toegevoegd aan de pulp.” In de praktijk is het additief zelf slechts een deel van het resultaat. De werkelijke prestaties hangen af van de interactie tussen het additief en de vezeldistributie, structurele dichtheid, vochtverwijdering en thermische vervormingsomstandigheden. Daarom kunnen twee leveranciers allebei beweren PFAS-vrije interne additieven te gebruiken, maar toch heel verschillende prestaties leveren als het product eenmaal gevuld is met heet, olieachtig of lang houdbaar afhaalvoedsel.
Vanuit het oogpunt van inkoop is de belangrijkste kracht van een intern systeem dat het kan worden beoordeeld als onderdeel van een compleet productietraject. Inkopers beoordelen niet alleen een chemieclaim. Ze beoordelen of de leverancier een stabiel procesvenster kan handhaven voor de voorbereiding van pulp, controle van additieven, vormconsistentie, warmpersen, SKU-variatie en uiteindelijke batchuitvoer.
6.2 Interne additiefsystemen bij lage temperatuur
Inwendige additiefsystemen met een lage temperatuur zijn over het algemeen bedoeld voor minder veeleisende vetbestendige omgevingen. Praktisch gezien zijn deze systemen meestal beter geschikt voor koude keten, omgevingstoepassingen, droge voeding of toepassingen met laag vetgehalte waarbij de verpakking niet wordt blootgesteld aan langdurige hete olie, zware vetbelasting of lange wachttijden bij hoge temperaturen. Ze blijven vaak commercieel aantrekkelijk omdat ze dichter bij de standaard productie-economie liggen en productie van grote volumes kunnen ondersteunen met een lagere prestatie-kostenlast.
Dit type systeem kan volledig geschikt zijn als de toepassing goed op elkaar is afgestemd. Producten die bijvoorbeeld worden gebruikt voor salades, fruit, bakkerijproducten, maaltijden op kamertemperatuur of kortdurend contact met relatief vetarme voedingsmiddelen, hebben wellicht niet de hogere barrièremarge nodig van een veeleisender intern systeem. In deze gevallen kan overengineering van het product alleen maar kosten toevoegen zonder echte commerciële waarde op te leveren.
Het inkooprisico begint wanneer kopers of leveranciers systemen voor lage temperaturen behandelen alsof ze universeel geschikt zijn voor alle PFAS-vrije verpakkingen van vormkarton. Dat zijn ze niet. Zodra het voedingsprofiel verschuift naar heter, olierijk, sausrijk of langer houdbaar meeneemmaaltijden, verandert het prestatievenster aanzienlijk. Een product dat is goedgekeurd voor lichte gebruiksomstandigheden kan dan schaduw op de achterkant, lekkage aan de randen, plaatselijke verzachting of een onstabiele consistentie vertonen bij echt gebruik in de foodservice. Daarom moet een intern systeem voor lage temperaturen alleen worden goedgekeurd op basis van het werkelijke toepassingsprofiel en niet op basis van een brede algemene claim zoals “veilig voor heet voedsel” of “vetbestendig”.”
6.3 PFAS-vrije interne additieven voor hoge temperaturen
PFAS-vrij bij hoge temperatuur interne additiefsystemen zijn ontwikkeld voor veeleisende toepassingen met gegoten vezels waarbij de vetbelasting, temperatuurbelasting en wachttijd aanzienlijk hoger zijn. In termen van inkoop is dit de route die het meest relevant is voor warme afhaalmaaltijden, geoliede bereide voedingsmiddelen, toepassingen met veel saus en andere veeleisende foodservice-omgevingen. Hun commerciële waarde ligt in het feit dat ze beter bestand zijn tegen vet terwijl ze toch de operationele voordelen van een geïntegreerd vezelgietproces behouden.
Vanuit een technisch perspectief moeten deze systemen niet worden gezien als simpelweg hetzelfde additief gebruiken op een hoger niveau. Bij een goed gecontroleerde productie zijn ze beter te begrijpen als een gecoördineerd resultaat van interne additievenchemie, interactie tussen vezel en oppervlak, processtabilisatie en verdichting tijdens hete persen. Het uiteindelijke barrière-effect wordt beïnvloed door hoe effectief het systeem presteert over de volledige structuur van het artikel, inclusief gebieden met een lagere dichtheid, zijwandovergangen, hoeken, randen en andere gebieden waar gegoten vezelproducten het meestal het eerst begeven bij echt gebruik.
Dit is ook het punt waar procesdiscipline van doorslaggevend belang wordt. Een PFAS-vrij intern systeem voor hoge temperaturen kan zijn claim alleen waarmaken als de fabriek de pulpconsistentie, de dosering van additieven, de mengvolgorde, het ontwateringsgedrag, de matrijstemperatuur, de verblijftijd en de wanddikte stabiel kan houden. Zonder die discipline kan zelfs een technisch geavanceerd additievenpakket inconsistente commerciële resultaten opleveren. Gebaseerd op Bioleaders ervaring met de productie van vormkarton, De meest betrouwbare PFAS-vrije resultaten bij hoge temperaturen worden niet bereikt door een claim voor één materiaal, maar door een herhaalbaar procesvenster dat stabiel blijft voor verschillende SKU's en exportbatches.
Voor inkopers is de praktische betekenis duidelijk: inwendige PFAS-vrije systemen met een hoge temperatuur zijn vaak de meest evenwichtige optie voor gangbare warme afhaalverpakkingen, maar ze moeten nog steeds worden gevalideerd aan de hand van de werkelijke gebruikssituatie. Warmteniveau, vetconcentratie, vultijd, dekseltoestand, stapeldruk en leveringsduur hebben allemaal invloed op het eindresultaat. De juiste goedkeuringsvraag is daarom niet of een leverancier zegt dat het product “high-performance” is, maar of die prestaties zijn aangetoond onder omstandigheden die de beoogde toepassing weerspiegelen.
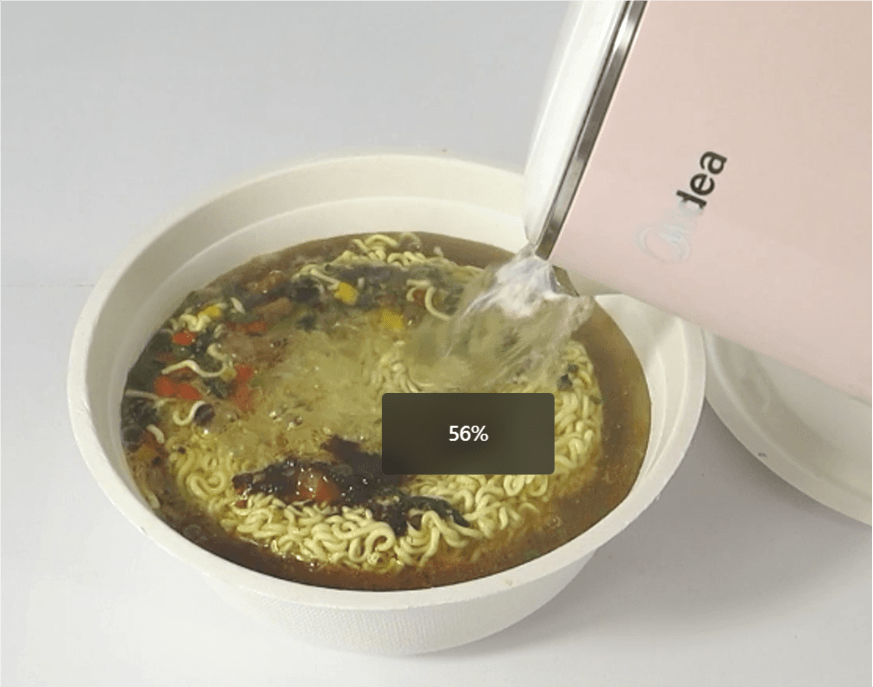
Om te illustreren hoe applicatiegebaseerde validatie er in de praktijk uitziet, voerde Bioleader een demo uit over het opwarmen in de magnetron in een echt huishouden met een PFAS-vrije suikerrietzakasse container met deksel op hoge temperatuur onder gemengde voedingsomstandigheden.
Demonstratie Opwarmen in de magnetron
Om de praktische prestaties onder realistische herverhittingsomstandigheden aan te tonen, testte Bioleader een PFAS-vrije suikerrietbagassecontainer met deksel voor hoge temperatuur gebruik makend van rijst, vette restjes en ongeveer 200 ml water in een standaard huishoudmagnetron.
Na 3 minuten op hoog vermogen, Het eten was extreem heet, terwijl de bak en deksel zijn intact geblevenmet geen lekkage van de bodem of randen. Na 30 minuten staan, Er werd geen lekkage waargenomen. Hetzelfde monster werd vervolgens opnieuw verhit voor nog 2 minuten. Hoewel het iets zachter na herhaaldelijk verwarmen, Het voedsel werd nog steeds veilig ondersteund en toonde geen lekkage.
Deze demo voor echt gebruik levert nuttig bewijs op toepassingsniveau dat een goed gecontroleerd intern PFAS-vrij systeem op hoge temperatuur een geloofwaardige vetbestendigheid en vochtbarrière kan leveren in veeleisende scenario's voor afhalen en opnieuw opwarmen.
Opmerking: Dit is een demo over het opnieuw opwarmen van huishoudelijke producten die alleen dient als referentie voor praktische toepassingen. Het is geen vervanging voor gestandaardiseerde laboratoriumtests door derden, certificering of marktspecifieke controle op naleving.
6.4 Waarom interne systemen commercieel aantrekkelijk blijven
De voortdurende kracht van interne PFAS-vrije additiefsystemen is niet alleen technisch. Het is ook operationeel en commercieel. Omdat de barrièrelogica geïntegreerd is in de productieroute van de gegoten vezel, krijgen kopers vaak een beter schaalbare oplossing voor mainstream horecaverpakkingen dan met een externe barrièrestructuur die afhankelijk is van afzonderlijke verwerking verderop in het productieproces. Dit zorgt meestal voor een schonere productiestroom, minder variabelen in het secundaire proces en een praktischere kostenstructuur voor de export van grote volumes.
Interne systemen kunnen ook een eenvoudiger verhaal bieden in markten waar kopers steeds meer waarde hechten aan eenvoudigere vezelgebaseerde verpakkingsstructuren. Ze elimineren niet de nood aan testen, documentatie of toepassingsspecifieke validatie, maar ze verminderen vaak de structurele complexiteit die gepaard gaat met gelamineerde of afzonderlijk gecoate verpakkingen. Voor inkoopteams kan dat een beter beheersbare balans betekenen tussen barrièreprestaties, productie-efficiëntie en naleving op lange termijn.
6.5 Waar interne systemen in de praktijk nog tekortschieten
Ondanks hun voordelen nemen interne PFAS-vrije additiefsystemen de technische risico's niet weg. Ze kunnen nog steeds falen als de toepassing verkeerd is geclassificeerd, als het product te licht is beladen, als scherpe geometrie lokale spanningspunten creëert of als de procesconsistentie zwak is. In echte foodserviceverpakkingen zijn afdichtingsranden, compartimentsovergangen, scherpe hoeken, gebieden met dunne wanden en formaten die worden blootgesteld aan lange wachttijden met voedingsmiddelen met een hoog vetgehalte vaak probleemzones.
Daarom moeten inkopers interne systemen niet zien als een automatische garantie. Een PFAS-vrije interne additievenroute kan commercieel sterk zijn, maar alleen als het productontwerp, het procesvenster en het toepassingsprofiel op elkaar zijn afgestemd. In de praktijk betekent dit dat de sterkste leveranciers niet degenen zijn die de breedste claims maken. Zij zijn degenen die kunnen uitleggen waar de prestatiegrens ligt, hoe deze is getest en hoe de herhaalbaarheid op fabrieksschaal wordt gecontroleerd.
7. Route B - Externe barrièresystemen
Externe barrièresystemen vormen de tweede belangrijke PFAS-vrije weg in verpakkingen van vormkarton voor de horeca. In tegenstelling tot systemen met interne additieven, die weerstand opbouwen in het vormproces zelf, vertrouwen externe barrièresystemen op een afzonderlijke barrière op oppervlakteniveau om de bescherming tegen vet of vocht te verbeteren. In termen van inkoop wordt deze route meestal overwogen als kopers een sterkere barrièremarge nodig hebben dan een standaard gegoten vezelstructuur alleen kan bieden via interne chemie, of als een specifieke voedseltoepassing ongewoon veeleisende omstandigheden creëert voor vloeistoffen, olie of wachttijden.
Voor inkoopteams is de belangrijkste vraag niet of externe barrièresystemen kunnen werken. In veel gevallen kunnen ze dat. De belangrijkere vraag is of de extra barrièreprestaties de resulterende toename in kosten rechtvaardigen. beoordeling van structurele complexiteit, procesafhankelijkheid, kosten en circulariteit. Daarom moeten externe systemen niet worden behandeld als een standaard upgrade. Ze moeten worden geëvalueerd als een afzonderlijke technische route met zijn eigen voordelen, beperkingen en implicaties voor de regelgeving.

7.1 Wat behoort tot externe barrièresystemen
In deze gids omvatten externe barrièresystemen twee hoofdcategorieën: folielaminering en oppervlaktecoatingsystemen. Beide zijn oppervlaktegeoriënteerde oplossingen, maar ze zijn niet uitwisselbaar in technische of inkooptermen. Filmlaminering creëert een barrière door een afzonderlijke filmlaag op het gegoten vezelsubstraat te kleven. Oppervlaktecoatingsystemen creëren een barrière door een vloeibaar of op dispersie gebaseerd materiaal op het oppervlak aan te brengen en een functionele laag te vormen na droging, uitharding of fixatie.
Dit onderscheid is belangrijk omdat de twee routes zich verschillend gedragen bij de productie, de stabiliteit van de prestaties en de interpretatie van de markt. Een gelamineerde structuur kan een duidelijker fysiek barrièreconcept bieden, maar het introduceert ook een explicietere multimaterialenlogica. Een gecoate structuur kan er lichter uitzien of minder zichtbaar zijn in het uiteindelijke uiterlijk, maar het kan nog steeds complexiteit toevoegen door extra verwerkingsstappen, controle op de uniformiteit van de coating en vragen over recyclebaarheid of afstootbaarheid. Inkopers moeten externe systemen daarom niet als één enkele categorie beoordelen, maar als twee verwante maar afzonderlijke inkooproutes.
7.2 Filmlamineren

Filmlaminering wordt meestal gekozen als een voorgevormd vezelartikel een robuustere barrièrelaag nodig heeft voor vloeistoffen, vetten of langdurige contactomstandigheden. Commercieel gezien is de aantrekkingskracht van laminering duidelijk: het kan een sterker en duidelijker barrière-effect creëren dan veel standaard gegoten vezeloplossingen, vooral als de toepassing moeilijke vloeistof-vetcombinaties of veeleisende houdomstandigheden met zich meebrengt.
Dat hogere barrièrepotentieel gaat echter gepaard met nadelen. Een gelamineerd artikel wordt niet langer alleen bepaald door de gegoten vezelstructuur zelf. Het wordt een samengestelde structuur waarvan de prestaties afhangen van de hechtkwaliteit, de integriteit van de film, de stabiliteit van de randen en de compatibiliteit tussen substraat en filmlaag. Dit introduceert extra evaluatiepunten voor kopers, niet alleen op het gebied van barrièreprestaties, maar ook op het gebied van downstream afvalverwerking, circulariteitspositionering en marktinterpretatie waar eenvoudigere vezelstructuren de voorkeur kunnen krijgen.
Vanuit een bevoorradingsperspectief moet folielaminering daarom eerder worden gezien als een projectgebaseerde oplossing dan als een universele verbeteringsroute. Het kan commercieel gerechtvaardigd zijn in nichetoepassingen met hoge barrières, maar het verzwakt vaak het voordeel van eenvoud dat gegoten vezel in de eerste plaats aantrekkelijk maakt.
7.3 Systemen voor oppervlaktecoating
Systemen voor oppervlaktecoating gebruiken een gecoate barrièrelaag in plaats van een gelijmde film. In praktische productietermen introduceert deze route een aparte oppervlaktebehandelingsstap die bedoeld is om de vet- of vochtbestendigheid te verbeteren nadat het vezelvormartikel al gevormd is. Afhankelijk van het systeem kan dit extra applicatiecontrole, droging, uitharding of inspectiestappen met zich meebrengen voordat het eindproduct klaar is voor verpakking en export.
Het belangrijkste voordeel van coatingsystemen is flexibiliteit. In sommige toepassingen kunnen ze de barrièreprestaties verbeteren zonder hetzelfde type zichtbare filmstructuur te introduceren als bij laminering. In theorie kan dit kopers in staat stellen om een sterkere barrière te bereiken met behoud van een meer vezelachtig visueel of structureel profiel. Maar in de praktijk zijn coatingsystemen zelden eenvoudig. Hun prestaties zijn sterk afhankelijk van de coatingdistributie, laagconsistentie, randdekking, defectencontrole en stabiliteit tijdens commerciële doorvoer.
Dit is ook de reden waarom vetbarrières die worden aangebracht met een spray niet langer het middelpunt van de discussie zijn in de mainstream inkoop van vormkarton. Ze komen misschien nog wel voor in technische nichegesprekken, maar voor grootschalige verpakkingen voor de foodservice geven kopers meestal minder om de applicatiemethode zelf en meer om de herhaalbaarheid, de kosten en het risico op defecten van de gecoate structuur.
7.4 Problemen met terugneembaarheid en circulariteit
Externe barrièresystemen worden vaak onder de loep genomen omdat ze het materiaalverhaal van vormkarton verpakkingen kunnen compliceren. Een eenvoudig artikel van vormkarton heeft al een duidelijke commerciële identiteit: het is een op vezels gebaseerde structuur die kan worden gepositioneerd rond composteerbaarheid, een lager plasticgehalte of een betere afstemming op vezelgeoriënteerde circulariteitsdoelen, afhankelijk van de markt en de route aan het einde van de levensduur. Zodra er een aparte film- of coatinglaag wordt toegevoegd, wordt die eenvoud minder.
Voor kopers betekent dit niet automatisch dat het product commercieel onaanvaardbaar is. Het betekent dat er aanvullende vragen moeten worden gesteld. Kan de structuur nog steeds worden gerechtvaardigd op grond van de circulariteitseisen van de koper? Levert de barrièrelaag downstream problemen op met terugneembaarheid? Voegt het onzekerheid toe in regio's waar de plasticgerelateerde controle hoog blijft? Dit zijn geen secundaire marketingkwesties. Ze maken nu deel uit van de inkoopbeslissing zelf.
Dit is een van de redenen waarom veel inkopers de voorkeur blijven geven aan een goed uitgevoerd intern PFAS-vrij systeem voor gangbare meeneemtoepassingen wanneer het aan de echte barrière-eis kan voldoen. Vanuit het perspectief van Bioleader moeten externe barrièresystemen worden gereserveerd voor gevallen waarin de toepassing dit echt vereist, niet simpelweg als een standaard upgrade bij het ontbreken van een goede procesvalidatie.
7.5 Wanneer externe barrièresystemen gerechtvaardigd zijn
Externe barrièresystemen zijn gerechtvaardigd als de toepassing een barrièreniveau vereist dat niet consistent kan worden geleverd door een interne gegoten vezelroute onder realistische commerciële omstandigheden. Dit kan bijvoorbeeld het geval zijn bij speciale verpakkingsformaten voor vloeistoffen, ongewoon lange wachttijden, voedselsystemen met extreme olie- of sausbelasting of andere nichevereisten waar een sterkere barrièrelaag commercieel noodzakelijk is.
In dergelijke gevallen moeten inkopers de verleiding weerstaan om externe systemen als een kortere weg te beschouwen. De juiste inkoopvraag is niet of de barrière er op papier sterker uitziet, maar of de volledige structuur commercieel werkbaar blijft nadat rekening is gehouden met de complexiteit van de productie, de controle op defecten, de herhaalbaarheid van batches en de verwachtingen van de bestemmingsmarkt. Selectief gebruikt kunnen externe barrièresystemen echte verpakkingsproblemen oplossen. Als ze te breed worden ingezet, kunnen ze de structurele en commerciële voordelen ondermijnen die vormkarton in eerste instantie aantrekkelijk maakten.
8. Beslissingsmatrix - Welke route past bij welk Foodservice-scenario
Zodra inkopers het verschil begrijpen tussen interne additieve systemen en externe barrièresystemen, is de volgende stap het afstemmen van de toepassingen. Dit is waar veel inkoopbeslissingen gedisciplineerder of duurder dan nodig worden. De juiste route wordt zelden bepaald door een enkele claim zoals “vetbestendig” of “PFAS-vrij”. Het wordt bepaald door hoe goed de gekozen route past bij het daadwerkelijke voedselsysteem, de gebruikstemperatuur, de wachttijd, de barrièrebehoefte en het commerciële bedrijfsmodel.
Voor mainstream voorgevormde horecaverpakkingen van vezel, De nuttigste manier om routes te vergelijken is door middel van een beslissingsmatrix in plaats van een marketinghiërarchie. Een sterkere barrière is niet altijd de beste keuze als het onnodige proceskosten, structurele complexiteit of circulariteit toevoegt. Op dezelfde manier is een route met lagere kosten niet de juiste keuze als deze niet kan overleven onder echte omstandigheden. Het doel van dit hoofdstuk is daarom niet om één route universeel superieur te verklaren. Het is bedoeld om inkopers te helpen bepalen welke route commercieel en technisch verdedigbaar is voor elke gebruikscategorie.
| Vergelijkingsfactor | Interne PFAS-vrije additievensystemen | Externe barrièresystemen |
|---|---|---|
| Barrière Logica | Prestaties ingebouwd in het gietvezelproces door interne chemie en procescontrole. | Prestaties verbeterd door een aparte barrièrelaag op oppervlakteniveau, zoals laminering of coating. |
| Best passende use-case | Mainstream afhaalmaaltijden, warme maaltijden, kant-en-klaarmaaltijden en verpakkingen voor grote volumes in de foodservice. | Speciale toepassingen met een hoge barrière, moeilijke vloeistof-vetcombinaties en veeleisende nicheformaten. |
| Complexiteit van de productie | Geïntegreerd in de primaire gegoten vezelroute. | Hoger door extra verwerking van de barrièrelaag en vereisten voor defectencontrole. |
| Commerciële schaalbaarheid | Over het algemeen sterker voor mainstream hoog-volume productie. | Meer afhankelijk van de stabiliteit van de secundaire verwerking en projectspecifieke economische aspecten. |
| Structurele eenvoud | Doorgaans gunstiger voor kopers die op zoek zijn naar een eenvoudigere verpakkingslogica op basis van vezels. | Kan een complexere samengestelde of oppervlaktebehandelde structuur introduceren. |
| Belangrijkste kopersrisico | De toepassing verkeerd classificeren of het vermogen van de barrière overschatten. | Hogere complexiteit en kosten accepteren zonder echt noodzakelijke barrièrewinst. |
| Goedkeuring Prioriteit | Toepassingsmatching, procesherhaalbaarheid en realistische hotfoodvalidatie. | Barrièrenoodzaak, defectcontrole, structurele beoordeling en logica voor acceptatie door de eindmarkt. |
Tabel 3. Meestervergelijking van interne PFAS-vrije additiefsystemen en externe barrièresystemen
8.1 Toepassingsgerichte routeselectie
Voor de meeste kopers is de meer praktische vraag niet “Welke route is in theorie beter?” maar “Welke route is de juiste voor deze voedseltoepassing?” Die beslissing moet gebaseerd zijn op de gebruikstoestand en niet alleen op categorie-etiketten. Een slakom, een curryschaal, een clamshell voor gebakken voedsel en een soepcontainer kunnen allemaal onder dezelfde verpakkingsfamilie worden verkocht, maar toch stellen ze heel verschillende eisen aan het barrièresysteem. De onderstaande tabel biedt een praktisch uitgangspunt voor routekeuze op basis van echte foodservice scenario's.
| Scenario Foodservice | Typische verpakkingsbelasting | Aanbevolen route | Focus op kopers |
|---|---|---|---|
| Koude salades, fruit, bakkerijproducten, ambient voedingsmiddelen | Laag vetgehalte, lage thermische stress, kortere contactduur | Interne additiefsystemen bij lage temperatuur | Vermijd onnodige overspecificatie en kosteninflatie. |
| Standaard warme afhaalmaaltijden | Matige hitte, matig vet, routinematige leveringsduur | Krachtige interne additiefsystemen | Herhaalbaarheid valideren onder realistische vul- en bewaarcondities. |
| Vette noedels, curry, gefrituurd voedsel, maaltijden met veel saus | Hogere vetbelasting, zwaardere belasting op velgen en overgangen | Systemen met interne additieven met hoge prestaties, of externe barrièresystemen als de interne prestaties onvoldoende zijn | Test het werkelijke voedingsprofiel, niet alleen algemene claims over hittebestendigheid. |
| Langdurige levering met hete, vette voedselsystemen | Langere contacttijd, thermische retentie, stapel- en transportbelasting | Eerst hoogwaardige interne systemen; externe barrièresystemen indien duidelijk gerechtvaardigd door testen | Richt je op de wachttijd, structurele zwakke punten en commerciële batchconsistentie. |
| Speciale vloeistofrijke of hoge barrière nicheformaten | Hoge vloeistofuitdaging, moeilijke barrièremarge, projectspecifieke eisen | Externe barrièresystemen | Bevestig de noodzaak van de barrière en evalueer de toegevoegde complexiteit voor goedkeuring. |
Tabel 4. Op toepassingen gebaseerde beslissingsmatrix voor PFAS-vrij tafelgerei voor suikerriet
8.2 De duurste fout is de verkeerde route kiezen voor het verkeerde probleem
Bij praktische sourcing is de grootste kostenfactor vaak niet de eenheidsprijs die aan het begin van het project wordt genoemd. Het is de verkeerde route. Een inkoper kan te veel betalen voor een extern barrièresysteem dat nooit nodig was voor de eigenlijke voedseltoepassing. Of, wat nog gebruikelijker is, een inkoper keurt een interne route met een lage specificatie goed voor een toepassing in de foodservice die een hogere barrièremarge vereist, om later geconfronteerd te worden met klachten, hertesten, vertraagde goedkeuring of vervangingskosten. In beide gevallen wordt de technische fout een commerciële kostenpost.
Daarom is de meest verdedigbare beslissingsmatrix diegene die opgebouwd is rond reële gebruiksomstandigheden, niet rond algemene verpakkingscategorieën. Kopers moeten eerst het voedingsprofiel, de thermische belasting, de vetbelasting, de wachttijd, de toestand van het deksel en de context van de conformiteit met de bestemmingmarkt definiëren. Pas dan kunnen ze beslissen of een intern systeem op lage temperatuur, een intern systeem met hoge prestaties of een extern barrièresysteem commercieel verantwoord is. Die volgorde is wat PFAS-vrije herkomst van een reactieve verpakkingskeuze naar een gecontroleerde inkoopstrategie.
9. SOP's voor inkoopverificatie
Voor PFAS-vrij suikerriettafelgerei is technische vergelijking alleen niet genoeg. Inkopers hebben ook een herhaalbare goedkeuringsworkflow nodig die een onderscheid kan maken tussen leveranciers die aan de eisen voldoen en leveranciers die vertrouwen op brede claims, onvolledige rapporten of eenmalig succes met monsters. In de praktijk is de meest effectieve inkoopworkflow niet degene met het meeste papierwerk. Het is degene die claimtaal, testomvang, SKU identiteit, fabrieksuitvoeringen eisen voor bestemmingsmarkten in één beoordelingslogica.
Dit is vooral belangrijk bij de inkoop van PFAS-vrije vormvezels omdat barrièreprestaties en wettelijke verdedigbaarheid niet langer onafhankelijke onderwerpen zijn. Een product kan goed presteren in een korte test terwijl het nog steeds niet beschikt over de juiste logica voor fluorscreening, traceerbaarheid op SKU-niveau of documentatie over de markt van bestemming. Omgekeerd kan een leverancier in het bezit zijn van relevante rapporten, maar toch falen op het gebied van herhaalbaarheid van batches, prestaties van randgebieden of het matchen van toepassingen. Een serieuze inkoop vereist daarom een gestructureerde verificatieprocedure in plaats van een enkele goedkeuring.
9.1 SOP voor evaluatie van nalevingsdossiers
De eerste stap voor goedkeuring moet altijd een beoordeling van documenten zijn. Voordat de prestatietest begint, moet de inkoper bevestigen of de PFAS-vrije claim van de leverancier wordt ondersteund door een productspecifiek nalevingsdossier in plaats van een algemene marketingverklaring. Dat dossier moet ten minste het SKU identificeren dat wordt beoordeeld, de productstructuur, de doelmarkt, het gebruikte testtype, de testdatum en de instantie of het laboratorium dat het rapport heeft uitgegeven. Als de leverancier het rapport niet kan koppelen aan de exacte productfamilie die wordt geciteerd, is de claim nog niet klaar voor inkoop.
Voor composteerbare horecaverpakkingen verkocht in Noord-Amerika, moet deze beoordeling ook controleren of de bewijslogica van de leverancier in overeenstemming is met de erkende marktverwachtingen, zoals het beleid van BPI inzake gefluoreerde chemicaliën. Dat beleid vereist drie kernelementen: formulecontrole door middel van documentatie van het veiligheidsinformatieblad, een door BPI goedgekeurd laboratoriumresultaat dat een maximum aangeeft van 100 ppm totaal organisch fluor, en een ondertekende verklaring dat er geen opzettelijk toegevoegde gefluoreerde chemicaliën aanwezig zijn. Kopers hoeven niet elke leverancier zelf om BPI-certificering te vragen, maar ze moeten wel de logica van het document begrijpen dat nu vereist is voor een serieuze PFAS-vrije beoordeling.
| Verificatie | Waarom het belangrijk is | Minimum koperscontrole |
|---|---|---|
| SKU identiteit | Een geldig rapport moet overeenkomen met het geciteerde product, niet met een soortgelijk artikel. | Controleer of artikelcode, grootte, structuur en materiaal overeenkomen met de aanbieding. |
| PFAS / fluor testomvang | Verschillende tests beantwoorden verschillende vragen. | Controleer of het resultaat alleen screening, gericht of gekoppeld aan een certificeringsregel is. |
| Traceerbaarheid van datum en batch | Oude of onvindbare resultaten verzwakken de verdedigbaarheid van inkoop. | Recente rapporten en identificeerbare monsterinformatie vereisen. |
| Ondertekende verklaring | Een laboratoriumrapport alleen kan niet bevestigen dat er sprake is van opzettelijk gebruik. | Vraag waar nodig om een ondertekende verklaring dat er geen opzettelijk toegevoegde gefluoreerde chemische stoffen zijn. |
| Bestemming-markt afstemming | Een rapport kan technisch geldig zijn, maar commercieel ontoereikend voor de doelmarkt. | Controleer de EU-, Noord-Amerikaanse of klantspecifieke vereisten voor goedkeuring. |
Tabel 5. Beoordeling van het minimale nalevingsdossier voor PFAS-vrij tafelservies voor suikerriet
9.2 Fluoronderzoek SOP
De tweede poort voor goedkeuring is analytische screening. Kopers moeten fluorscreening behandelen als een noodzakelijk maar beperkt hulpmiddel. Het kan zeer nuttig zijn om risico's te filteren, maar het is geen volledige vervanging voor een bredere interpretatie van de regelgeving, leveranciersverklaringen of een toepassingsspecifieke beoordeling. Bij professionele inkoop moet screening een praktische vraag beantwoorden: vertoont dit product een fluorprofiel dat compatibel is met de PFAS-vrije claim die wordt gemaakt?
Daarom moeten screeningsresultaten altijd worden gelezen in combinatie met de productbeschrijving, de barrièrestructuur en het declaratiepakket. Een koper moet er niet van uitgaan dat een eenvoudige “non-detect” verklaring automatisch elke PFAS-gerelateerde vraag oplost, net zoals een laag fluorresultaat niet automatisch universele marktacceptatie garandeert. Waar het om gaat is of de logica van de test overeenkomt met de logica van de claim. Daarom is Bioleader van mening dat fluorscreening moet worden gebruikt als een goedkeuringsfilter, niet als de enige goedkeuringsbasis.
9.3 Hete olie / hete soep prestaties SOP
De derde goedkeuringsfase is het testen van de toepassing. Voor verpakkingen van vormkarton voor de foodservice is dit het punt waarop veel sourcingprojecten betrouwbaar worden of later op de markt mislukken. De test moet niet gebaseerd zijn op abstracte verklaringen zoals “magnetronbestendig” of “vetbestendig”. De test moet gebaseerd zijn op de werkelijke gebruiksomstandigheden: type vulling, voedseltemperatuur, vetbelasting, wachttijd, toestand van het deksel en verwachte leverings- of serviceperiode.
Een praktische SOP voor kopers moet daarom minstens vijf variabelen definiëren voordat de test begint: het gebruikte medium, de vultemperatuur, de wachttijd, de pass/fail waarnemingspunten en het aantal monsters. Bijvoorbeeld, een hete soep test en een hete olie test moeten niet worden behandeld als uitwisselbaar, omdat vochtstress en vetstress verschillende mechanismen zijn. Op dezelfde manier moeten randen, basisovergangen en randzones apart van het vlakke middenpaneel worden geïnspecteerd, omdat dit vaak zwakke punten zijn in gegoten vezelstructuren.
| Testelement | Koper moet definiëren | Waarop letten |
|---|---|---|
| Testmedium | Soep, olie-rijk voedsel, curry, noedels of andere toepassingsrelevante media | Of de verpakking wordt belast door vocht, vet of beide |
| Vultemperatuur | Realistisch temperatuurbereik voor service of afhaalmaaltijden | Verweking, vlekken, vervorming of vroegtijdig barrièreverlies |
| Wachttijd | Kort servicegebruik, standaard levertijd of lange wachttijd | Vertraagde doorsijpeling, schaduw aan de achterkant, randfouten |
| Inspectiezones | Bodempaneel, overgang zijwand, hoek, rand, rand compartiment | Gelokaliseerde zwakke punten in plaats van alleen middenpaneelresultaten |
| Steekproefgrootte | Een herhaalbare voorbeeldtelling, geen demonstratie uit één stuk | Variatie tussen stukken en consistentie van faalwijze |
Tabel 6. Praktische kopersOP voor validatie van hete olie / hete soep
9.4 Controle van de fabrieksuitvoering SOP
De vierde goedkeuringsfase is de beoordeling van de uitvoering in de fabriek. Dit is de stap die het vaakst technisch geloofwaardige leveranciers scheidt van leveranciers die alleen goed presteren in de sample-fase. Een koper kan een acceptabel PFAS-vrij monster ontvangen, maar het commerciële risico begint daar niet. Het begint wanneer het product de normale productiesnelheid, multi-SKU-planning, exportverpakking en verzendingshoeveelheid bereikt.
Daarom moet de fabrieksbeoordeling zich richten op herhaalbaarheid en niet alleen op de beschrijving van de apparatuur. Kopers moeten vragen of de leverancier kan uitleggen hoe de dosering van additieven wordt gecontroleerd, hoe batchvariaties worden beheerd, hoe de consistentie van de wanddikte wordt bewaakt en hoe faalzones worden geïdentificeerd wanneer de prestaties afwijken. In de exportpraktijk zijn deze vragen vaak belangrijker dan een gepolijste productbrochure. Gebaseerd op Bioleaders productie- en exportervaring, De sterkste PFAS-vrije leveranciers zijn meestal degenen die hun controlelogica duidelijk kunnen beschrijven voordat er problemen optreden, niet nadat er klachten zijn.
Als de regels van de bestemmingsmarkt het bijhouden van een administratie vereisen, moeten inkopers ook controleren of de leverancier de continuïteit van de documenten kan aantonen. In de staat Washington bijvoorbeeld moeten fabrikanten van beperkt houdbare voedselverpakkingen een certificaat van naleving bijhouden zolang de verpakking in gebruik is en tot drie jaar na de laatste verkoop of distributie. Dat is precies het soort documentatie dat inkopers nu moeten verwachten bij het serieus inkopen van PFAS-vrije producten.
 |  |
10. Valkuilen die kopers vaak missen
Zelfs als inkopers het verschil begrijpen tussen interne additieve systemen en externe barrièresystemen, worden er nog steeds inkoopfouten gemaakt. In de meeste gevallen is het probleem niet een gebrek aan technische termen. Het is de neiging om verpakkingen goed te keuren op basis van vereenvoudigde veronderstellingen. PFAS-vrije verpakkingen van vormkarton zien er op papier vaak eenvoudig uit, maar de echte commerciële mislukking gebeurt meestal wanneer één variabele wordt behandeld alsof die het hele product verklaart. Een rapport wordt verward met een volledige goedkeuring. Een monster wordt verward met schaalbare productie. Een schoon uiterlijk wordt verward met echte barrièrestabiliteit.
De volgende valkuilen komen herhaaldelijk voor bij de inkoop van vormkarton voor foodservice. Dit zijn geen kleine operationele details. Het zijn de redenen waarom projecten die er in het offertestadium conform uitzien, toch kunnen mislukken na de lancering, tijdens de export of bij het daadwerkelijke gebruik als afhaalmaaltijd.
10.1 PFAS-vrij betekent niet klaar voor hete olie
Een van de meest voorkomende fouten bij de aanschaf is de aanname dat een PFAS-vrije claim automatisch betekent dat het product bestand is tegen hete olie. Dat is niet zo. PFAS-vrij heeft slechts betrekking op één aspect van de chemische positionering van het product. Het definieert op zichzelf niet de barrièresterkte, thermische marge of houdbaarheid van de gegoten vezelstructuur. Een product kan PFAS-vrij zijn en toch alleen geschikt voor vetarme of omgevingstoepassingen.
Daarom is de keuze van de route belangrijk. Kopers moeten een product goedkeuren op basis van de geteste gebruikstoestand, niet alleen op basis van het bestaan van een PFAS-vrije verklaring. In de praktijk zijn de meest betrouwbare projecten die waarbij de claim en de toepassing vanaf het begin samen worden gevalideerd.
10.2 Succes met monsters is geen succes in de fabriek
Een andere veelgemaakte fout is te veel vertrouwen op het eerste goedgekeurde monster. Een monster kan gemaakt zijn onder langzamere of meer gecontroleerde omstandigheden dan een normale exportbatch. Het kan ook slechts één matrijsconditie, één operatorinstelling of één deel van het procesvenster vertegenwoordigen. Als het project eenmaal in volle productie is, kunnen de prestaties veranderen als de wanddikte varieert, de dosering van additieven verschuift of de vorm- en warmpersomstandigheden minder stabiel worden.
Daarom mag commerciële inkoop nooit eindigen bij de goedkeuring van monsters. Kopers moeten ook vragen hoe de herhaalbaarheid wordt gecontroleerd bij volumeproductie, meerdere SKU's en uitvoer op verzendingsniveau. De ervaring van Bioleader leert dat veel klachten die voorkomen kunnen worden niet alleen beginnen met een verkeerde materiaalselectie. Ze beginnen wanneer inkopers ervan uitgaan dat een goed eerste monster automatisch een stabiele uitvoering op lange termijn bewijst.
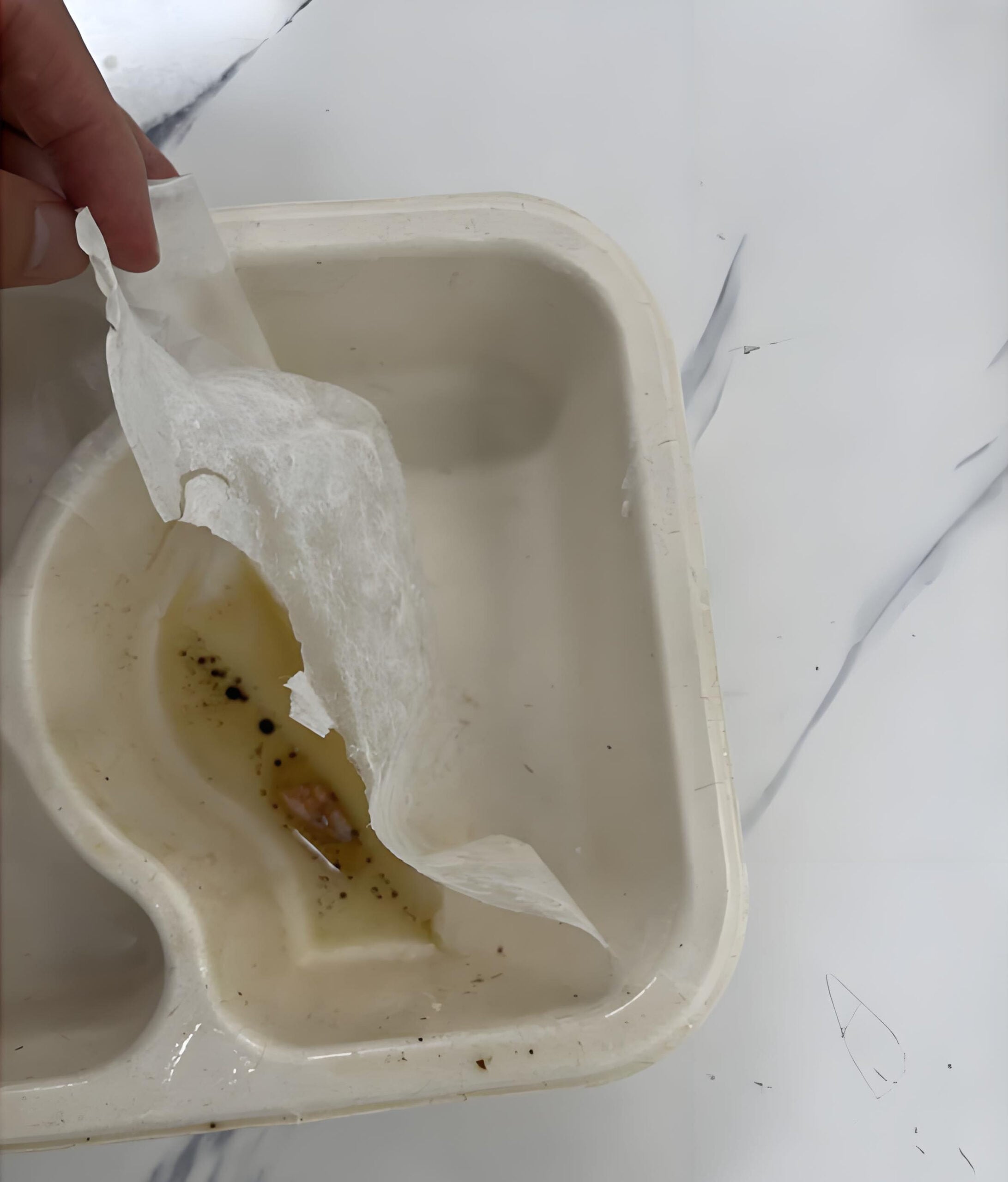
10.3 Condensatie is niet altijd vetdefect
Vocht op het buitenoppervlak van een voorgevormd vezelartikel wordt vaak verkeerd geïnterpreteerd als bewijs dat het vetwerende systeem heeft gefaald. In werkelijkheid kan een warm gevulde verpakking condensatie, vocht of tijdelijke verdonkering van het oppervlak veroorzaken omdat stoom en temperatuurverschillen vocht door of rond de vezelstructuur verplaatsen. Dat is niet altijd hetzelfde als oliedoorbraak.
De juiste vraag is of de verpakking daadwerkelijk vet penetreert, de structuur verzwakt, er hardnekkige vlekken op de achterkant ontstaan of dat de barrière bezwijkt onder de gebruiksomstandigheden. Kopers die geen onderscheid maken tussen condensatie en vetmigratie, kunnen een aanvaardbare verpakking om de verkeerde reden afkeuren - of erger nog, een onaanvaardbare verpakking goedkeuren omdat ze alleen vochtgerelateerde effecten hebben geïnspecteerd en niet vetgerelateerde faalzones.
10.4 Defecten aan randen en velgen zijn belangrijker dan prestaties van het middenpaneel
Het testen van vlakke oppervlakken kan vals vertrouwen wekken. Veel gegoten vezelproducten zien er sterk uit in het middenpaneel terwijl ze het eerst falen bij de rand, overgang van de zijwand, vouwzone, hoekradius of compartimentrand. Dit zijn de plaatsen waar de vezeldichtheid kan veranderen, mechanische spanning zich kan concentreren en vul- of stapelbelastingen structurele zwakte aan het licht kunnen brengen.
Daarom is de nuttigste prestatiebeoordeling altijd structuurbreed. Kopers moeten het volledige artikel inspecteren, niet alleen het oppervlak dat het gemakkelijkst te observeren is. Een product dat een controle van het middenpaneel overleeft, maar niet goed werkt rond de rand, is geen betrouwbare meeneemoplossing.
10.5 Verlichten kan de stabiliteit van de barrière stilletjes teniet doen
Kostendruk zet leveranciers en inkopers vaak aan tot lichtgewicht producten. In sommige gevallen is die optimalisatie gerechtvaardigd en commercieel efficiënt. Maar als het gewicht wordt verlaagd zonder het barrièresysteem opnieuw te valideren, kan het een van de snelste manieren worden om de PFAS-vrije prestaties te verzwakken. Dunwandige gebieden zijn kwetsbaarder voor porositeitsverschuivingen, thermische vervorming en lokale doorbraak onder vet- of wachttijdbelasting.
Beslissingen over lichtgewicht mogen daarom nooit worden behandeld als puur commerciële veranderingen. Het zijn prestatieveranderingen. De juiste vraag is niet of het onderdeel er na gewichtsvermindering nog steeds hetzelfde uitziet, maar of de bijgewerkte structuur nog steeds voldoet aan dezelfde barrière- en consistentievereisten onder realistische foodserviceomstandigheden.
| Veel voorkomende valkuil | Wat kopers vaak veronderstellen | Wat moet er in plaats daarvan worden gecontroleerd |
|---|---|---|
| PFAS-vrije claim | Het product is automatisch geschikt voor heet, vet voedsel. | Stem de claim af op een getest toepassingsprofiel. |
| Goedgekeurd monster | Commerciële productie zal op dezelfde manier werken. | Herhaalbaarheid en discipline voor batchcontrole controleren. |
| Buitenvochtigheid | Vocht betekent dat het vet defect is. | Scheid condensatie van daadwerkelijke vetdoorbraak. |
| Middenpaneel pas | De volledige structuur is veilig. | Inspecteer de rand, hoek, overgang en randzones. |
| Gewichtsvermindering | Een lager gewicht betekent alleen lagere kosten. | De stabiliteit van de barrière na het lichter maken opnieuw valideren. |
Tabel 7. Veelvoorkomende inkoopfouten bij de inkoop van PFAS-vrije gegoten vezels
Kortom, de gevaarlijkste sourcingfouten zijn meestal niet dramatisch. Het zijn kleine foutieve interpretaties die zich herhalen tijdens het goedkeuringsproces: een verklaring beschouwen als een volledig bewijspakket, een monster beschouwen als bewijs van fabriekscontrole of één zichtbaar symptoom beschouwen als het hele faalmechanisme. Inkopers die deze fouten vermijden, doen dat meestal niet door sceptischer te zijn in het algemeen, maar door preciezer te zijn in hoe ze PFAS-vrije verpakkingen definiëren, testen en goedkeuren.
11. Exclusief Data Pack Kader
Voor PFAS-vrij suikerriettafelgerei creëert een sterk geschrift alleen geen autoriteit. In 2026 komt autoriteit steeds meer van bewijsarchitectuur: de mogelijkheid om te laten zien wat er getest is, hoe het getest is, wat faalde, wat slaagde en onder welke productieomstandigheden het resultaat herhaalbaar blijft. Dit is waar veel artikelen hun geloofwaardigheid verliezen. Ze beschrijven de prestaties in algemene termen, maar maken geen onderscheid tussen laboratoriumobservatie, certificeringslogica, fabrieksgegevens en commerciële gevolgtrekkingen.
Voor sourcingcontent op whitepaperniveau mogen inkopers een duidelijkere gegevensstructuur verwachten. De meest geloofwaardige technische inhoud zegt niet alleen dat een product PFAS-vrij, vetbestendig of geschikt om mee te nemen is. Het identificeert de bewijscategorie achter elke claim. Dat onderscheid is niet alleen belangrijk voor de inkoopbeoordeling, maar ook voor de E-E-A-T en AI-extractielogica van Google, omdat inhoud die wordt ondersteund door duidelijk omkaderd bewijs gemakkelijker te vertrouwen, te citeren en te vergelijken is.
11.1 Welke gegevens moeten worden gepubliceerd
Gepubliceerde gegevens moeten van het soort zijn dat een serieuze koper kan interpreteren zonder te gissen. Dit omvat meestal de productidentiteit, de testconditie, het observatievenster, de logica voor slagen of falen en de grens van het resultaat. Een nuttig gegevenspunt is bijvoorbeeld niet “uitstekende vetbestendigheid”. Een nuttig gegevenspunt is een gedefinieerd resultaat dat is waargenomen onder een bepaalde conditie, zoals blootstelling aan hete olie, wachttijd of toepassingsspecifieke belasting. Hoe specifieker de methodelogica, hoe bruikbaarder de gepubliceerde claim wordt.
Voor technische inhoud voor het grote publiek zijn de beste gegevenspunten diegene die kopers helpen om routes te vergelijken zonder de universaliteit te overdrijven. Dit kunnen bijvoorbeeld barrièreprestaties per voedingsmiddelencategorie zijn, structuurgerelateerde zwakke punten, typische faalzones, herhaalbaarheidswaarnemingen bij verschillende batches en procesgevoelige variabelen zoals wanddikte of houdbaarheidsgevoeligheid. Als dergelijke gegevens op de juiste manier worden gepubliceerd, ondersteunen ze niet alleen inkoopbeslissingen, maar ook de geloofwaardigheid van het artikel zelf.
11.2 Welke gegevens moeten worden geïdentificeerd als interne waarneming?
Sommige van de meest waardevolle informatie bij de inkoop van vormkarton komt van interne productie- en exportervaringen in plaats van openbare certificeringsdatabases. Deze informatie kan bestaan uit klachtenpatronen, variatie op batchniveau, het in kaart brengen van defecten, de reactie op het lichter maken, schimmelgerelateerd gedrag van zwakke punten of observaties van herhaalde tests van toepassingen in de foodservice. Dit soort informatie kan zeer nuttig zijn, maar moet altijd eerlijk worden gepresenteerd als interne observatie, productie-ervaringof validatie in de fabriek in plaats van als een universeel industrieel feit.
Dat onderscheid is vooral belangrijk voor inhoud in de stijl van Bioleaders. Interne ervaring is een kracht, geen zwakte, als het op de juiste manier wordt geformuleerd. Kopers waarderen het omdat het weerspiegelt wat er gebeurt op commerciële schaal, niet alleen in certificeringstaal. Maar als interne observaties worden gepresenteerd alsof het universele regels van derden zijn, wordt het artikel makkelijker om aan te vechten. De sterkere benadering is om de bewijscategorie duidelijk te benoemen en de lezer te laten begrijpen wat voor soort conclusie er wordt getrokken.
11.3 Welke beweringen mogen nooit worden gedaan zonder bewijs?
Sommige uitspraken zijn te riskant om te doen tenzij het bewijs expliciet en productspecifiek is. Dit zijn onder andere absolute beweringen zoals “100% lekvrij”, “volledig PFAS-vrij” zonder de reikwijdte van de methode, “gegarandeerde 95°C prestaties” zonder de conditie te definiëren, of “recyclebaar” en “verwerpbaar” zonder een duidelijke technische basis. Deze claims zien er misschien aantrekkelijk uit in verkoopcommunicatie, maar in de inkoopbeoordeling creëren ze vaak meer risico dan waarde.
Het meest verdedigbare witboek is daarom niet het witboek met de meest agressieve beweringen. Het is degene die de zuiverste scheiding maakt tussen certificatie-onderbouwd bewijs, interne validatie, geobserveerd procesgedrag en projectspecifieke gevolgtrekkingen. In het geval van Bioleader betekent dat het opbouwen van autoriteit, niet door het overdrijven van de prestaties van gegoten vezels, maar door te documenteren waar de route werkt, waar deze faalt en wat kopers moeten verifiëren voor goedkeuring.
| Type bewijs | Geschikt gebruik in dit artikel | Hoe het moet worden geëtiketteerd |
|---|---|---|
| Officiële regelgeving / certificeringsregel | Naleving basislijn, drempel, wettelijke timing, vereisten koper | Regelgeving / certificeringsregel |
| Testrapport van derde partij | Productspecifieke analytische ondersteuning of screeninglogica | Rapport van derden / laboratoriumresultaat |
| Interne labsimulatie | Toepassingstests, hold-time vergelijking, structurele analyse van zwakke punten | Interne validatie / interne testobservatie |
| Productie-observatie | Herhaalbaarheid van batches, defectpatroon, commentaar op procesvensters | Productie-ervaring / observatie in de fabriek |
| Commerciële inferentie | Toelichting op kostenlogica, sourcingaanbeveling, beslissingskader | Sourcing oordeel / commerciële interpretatie |
Tabel 8. Bewijshiërarchie voor PFAS-vrij tafelgerei van suikerriet Inhoud en herkomst claims
12. Definitieve aanbevelingen voor kopers in 2026
Voor kopers die PFAS-vrij suikerriettafelgerei evalueren in 2026, is de belangrijkste conclusie eenvoudig: koop de claim niet voordat je de route hebt gevalideerd. PFAS-vrij is nu een basisverwachting in veel markten, maar de juiste inkoopbeslissing hangt nog steeds af van hoe de barrièreprestaties worden geleverd, hoe de structuur zich gedraagt bij echt gebruik in de foodservice en hoe het product is gedocumenteerd voor de markt van bestemming. De sterkste inkoopstrategie is niet degene die de meest agressieve technische claim selecteert. Het is de strategie die regelgeving, toepassingsprofiel en uitvoering in de fabriek samenbrengt in één controleerbaar goedkeuringsproces.
Voor de meeste mainstream afhaalrestaurants en foodservicetoepassingen blijven hoogwaardige interne PFAS-vrije additiefsystemen de meest evenwichtige route. Ze bieden vaak de juiste combinatie van vetbestendigheid, productie-efficiëntie en beheersbare structurele complexiteit. Interne additiefsystemen met een lage temperatuur hebben nog steeds een belangrijke plaats in koudketen-, omgevings- en vetarme verpakkingen, maar alleen als de toepassing goed op elkaar is afgestemd. Externe barrièresystemen blijven commercieel geldig voor speciale vereisten met een hoge barrière, maar ze moeten geselecteerd worden om welomschreven redenen en niet als standaardaanname dat “meer barrière beter moet zijn”.”
Op basis van de vergelijking in deze gids moeten inkopers vijf praktische prioriteiten volgen. Ten eerste, ga uit van de naleving van de bestemmingsmarkt en niet van algemene duurzaamheidstaal. Ten tweede, scheid fluoronderzoek van prestatievalidatie, omdat ze verschillende inkoopvragen beantwoorden. Ten derde, test de werkelijke gebruiksomstandigheden in plaats van te vertrouwen op abstracte verklaringen zoals voedselveilig of vetbestendig. Ten vierde, controleer de herhaalbaarheid op fabrieksschaal in plaats van alleen goedkeuring te geven op basis van het uiterlijk van het monster. Ten vijfde, documenteer de bewijsketen duidelijk zodat prestatieclaims, nalevingslogica en productstructuur samen kunnen worden verdedigd. Dit is de inkoopdiscipline die er het meest toe zal doen naarmate PFAS-vrije verpakkingen meer en meer ingang vinden bij de gereguleerde mainstream inkoop.
Vanuit het perspectief van Bioleader zal de toekomst van PFAS-vrije verpakkingen van vormkarton toebehoren aan leveranciers die procesgecontroleerde interne barrièreprestaties, gedisciplineerde documentatie en toepassingsspecifieke validatie kunnen combineren. Met andere woorden, de markt evolueert van verpakkingen die geselecteerd worden op basis van etikettentaal naar verpakkingen die geselecteerd worden op basis van technisch bewijs. Kopers die zich nu aan die verschuiving aanpassen, zullen zowel het risico op naleving als het risico op commerciële mislukkingen tijdens de volgende fase van de wereldwijde verpakkingsreglementering verkleinen.
13. FAQ
13.1 Welke rapporten zijn nodig voor PFAS-vrije verpakkingen die in contact komen met levensmiddelen in de EU na 12 augustus 2026?
Kopers moeten een productspecifiek bewijspakket verwachten in plaats van een algemene PFAS-vrije verklaring. De leverancier moet ten minste de analytische basis van de PFAS-claim kunnen uitleggen, testdocumentatie kunnen leveren die gekoppeld is aan de genoemde SKU en technische documentatie kunnen tonen die consistent is met de EU-regelstructuur voor verpakkingen. Als fluor aanwezig is boven de toepasselijke drempellogica, moet de leverancier ook de fluorbron kunnen verklaren binnen het kader van de technische documentatie. Voor inkoop is niet alleen het rapport zelf van belang, maar ook of het rapport overeenkomt met de feitelijke productconstructie en marktbestemming.
13.2 Bewijst een BPI-certificering automatisch dat aan PFAS wordt voldaan?
BPI's beleid voor gefluoreerde chemicaliën biedt een sterke nalevingslogica voor relevante composteerbare producten, inclusief formulecontrole, laboratoriumtests en een verklaring dat er geen opzettelijk toegevoegde gefluoreerde chemicaliën zijn. Kopers moeten echter geen enkele certificering beschouwen als een universele vervanging voor een volledig marktonderzoek. Een certificeringsresultaat moet nog steeds worden gelezen in combinatie met de SKU-identiteit, de markt van bestemming, de productstructuur en de huidige documentatiestatus van de leverancier.
13.3 Betekent “niet aangetroffen” voor totaal fluor dat er geen PFAS zijn?
Niet automatisch. Een niet-detectieresultaat kan nuttig zijn, maar dat hangt af van de analysemethode, het detectiebereik en het rapportagekader. In aanbestedingstermen moet “niet-detecteerbaar” worden behandeld als een element van het bewijspakket, niet als een volledige op zichzelf staande conclusie. Inkopers moeten nog steeds beoordelen wat er is getest, wat er niet is getest en hoe het resultaat verband houdt met de PFAS-vrije claim die wordt gemaakt.
13.4 Waarom kan folielaminatie in sommige markten nog steeds aanleiding geven tot bezorgdheid over kunststofvoering?
Omdat het lamineren van folie de verpakking verandert van een eenvoudige vezelstructuur in een complexere oppervlaktebarrière of composietlogica. In sommige regelgevings- en marktcontexten worden papieren of vezelproducten met plastic voering of plastic coating nader bekeken in het kader van plastic-gerelateerde regels, discussies over circulariteit of recyclingverwachtingen. Het gaat er niet alleen om of het product goed presteert, maar ook of de structuur gemakkelijk te verantwoorden blijft onder de verpakkingsstrategie van de eindgebruiker.
13.5 Kunnen gecoate vormvezels nog steeds recyclebaar of afbreekbaar zijn en hoe moeten kopers dat controleren?
Potentieel wel, maar kopers moeten dat niet standaard aannemen. De juiste vraag is of de specifieke gecoate structuur compatibel blijft met de beoogde recycling- of repulpingroute en of de leverancier dat standpunt kan ondersteunen met technische argumenten of testen. Inkoopteams moeten vragen wat voor soort coating is gebruikt, hoe deze de vezelstructuur beïnvloedt, of deze de verwerking verderop in de keten verandert en of de leverancier de claim kan uitleggen op een manier die past bij de verwachtingen van de markt van bestemming.
Volgende stap voor kopers
Voor zakelijke kopers
Moet u PFAS-vrije verpakkingen van vormkarton beoordelen voor de EU- of Noord-Amerikaanse markten? Bioleader kan u helpen bij het beoordelen van structuurlogica, hiaten in de documentatie en toepassingsspecifieke barrière-risico's voor commerciële goedkeuring.
Voor groeiende voedingsmerken
Begint u aan een PFAS-vrije verpakkingsovergang? Vraag Bioleaders praktische validatiechecklist aan om interne additiefsystemen, externe barrièresystemen en echte toepassingsrisico's efficiënter te vergelijken.
Bioleader ondersteunt inkopers bij het beoordelen van toepassingen voor vormkarton, het coördineren van PFAS-vrije documentatie en het valideren van exportgerichte verpakkingen.
Copyright:
© 2026 Bioleader®. Als u deze inhoud wilt reproduceren of ernaar wilt verwijzen, moet u de originele link opgeven en de bron vermelden. Elk ongeoorloofd kopiëren wordt beschouwd als een inbreuk.



