1. Sintesi
Lo sviluppo di stoviglie personalizzate in bagassa è un processo di ingegneria, non solo un'attività di approvvigionamento. Nel 2026, molti acquirenti non si accontentano più di articoli in polpa di cellulosa stampati in stock con stampa del logo. Vogliono un fornitore che sia in grado di far passare un progetto da progetto o campione fisico a attrezzaggio, approvazione dei campioni e produzione di massa stabile senza perdere precisione dimensionale, funzione strutturale o tempistica di consegna.
La vera sfida della pasta stampata su misura non è la possibilità di realizzare un campione. È se il concetto approvato può diventare un programma di produzione ripetibile con MOQ fattibili, costi di attrezzaggio realistici, tempi di consegna controllati e lotti di produzione costanti. Nella produzione di fibre stampate, la geometria è importante. Angolo di sformo, spessore delle pareti, logica di impilamento, adattamento del coperchio e compensazione del ritiro tutti influenzano la possibilità che un prodotto personalizzato rimanga producibile su scala.
Ecco perché la personalizzazione stoviglie in polpa modellata dovrebbe essere gestito come un sequenza di sviluppo completa. Le fasi critiche comprendono l'inserimento dei requisiti, la revisione della fattibilità, la conferma dei disegni 2D e 3D, la strategia di attrezzaggio, la campionatura dei prototipi, la revisione tecnica, la firma dei campioni, la convalida dei piloti e il lancio della produzione di massa. Gli errori commessi all'inizio diventano di solito più costosi dopo l'avvio della lavorazione.
Per gli acquirenti, la strategia di sourcing più efficace non consiste semplicemente nel richiedere un'offerta di stampi e attendere i campioni. Si tratta di valutare se il fornitore è in grado di gestire l'intera logica di sviluppo, dall'ideazione alla produzione. Questa guida segue questa logica. Spiega come le stoviglie personalizzate in canna da zucchero passano dal progetto o dalla presentazione del campione allo sviluppo dello stampo, all'approvazione del campione, alla pianificazione del MOQ e alla produzione scalabile. Si basa inoltre su L'esperienza di Bioleader nello sviluppo della pasta stampata, nel coordinamento degli utensili e nella produzione per l'esportazione in progetti personalizzati di stoviglie in bagassa.
2. Perché lo sviluppo personalizzato è importante nel 2026
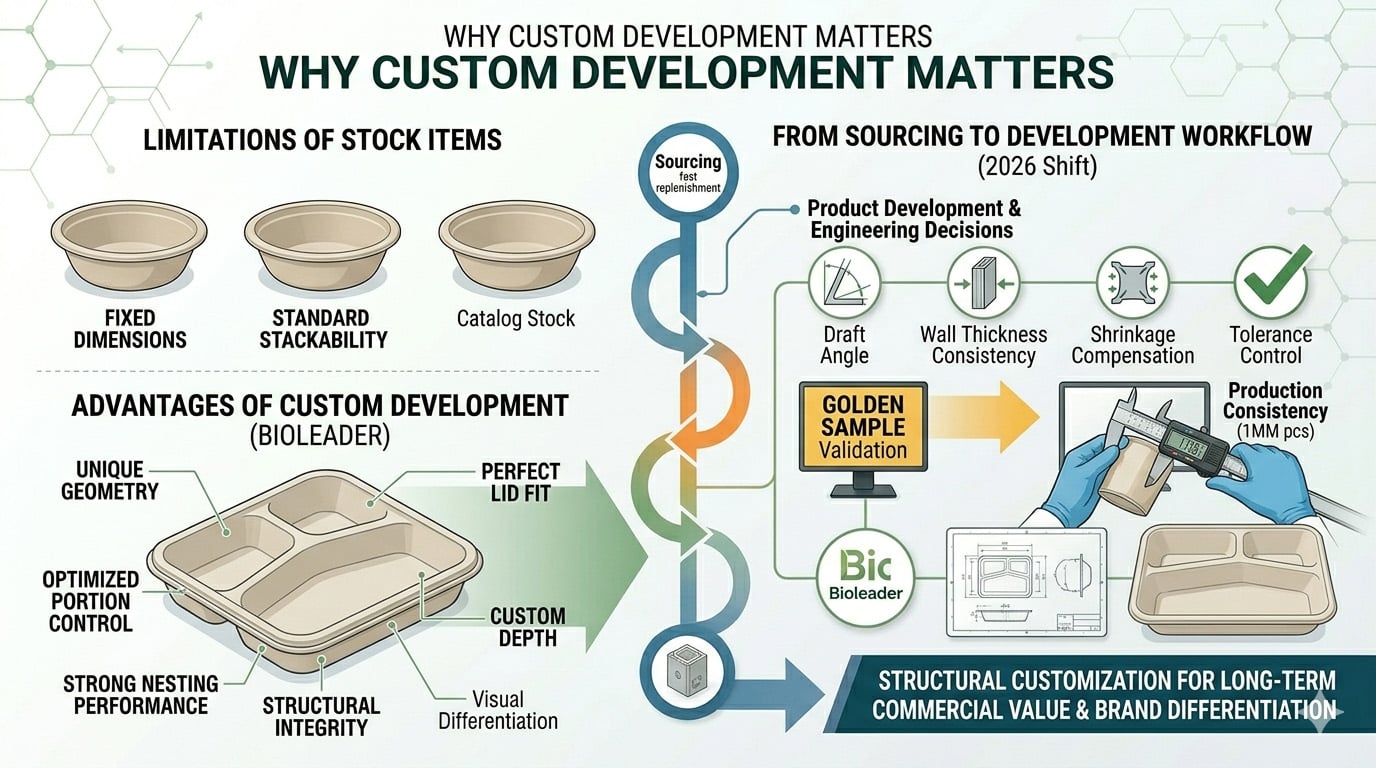
Lo sviluppo personalizzato è diventato una decisione di sourcing più importante nel 2026. Gli articoli in fibra stampata in stock funzionano ancora per un rifornimento rapido e un acquisto a basso rischio. Ma non risolvono tutte le esigenze di un marchio o di un prodotto. Poiché sempre più acquirenti competono sulla presentazione, sul controllo delle porzioni, sulla funzionalità e sul valore del packaging sostenibile, stoviglie personalizzate in canna da zucchero sta diventando uno strumento commerciale pratico, non un'opzione di nicchia.
Questo cambiamento è più visibile quando la forma della confezione, la profondità di riempimento, l'inserimento del coperchio, l'impilabilità e la differenziazione visiva influiscono sull'esperienza del cliente o sulle prestazioni di consegna del cibo. Un marchio potrebbe aver bisogno di una ciotola più profonda per ridurre il rischio di fuoriuscita di salsa. Potrebbe aver bisogno di una nuova forma di vassoio per adattarsi al design delle porzioni. Potrebbe aver bisogno di un bordo rivisto per migliorare l'aggancio del coperchio. In questi casi, La personalizzazione non riguarda solo l'aspetto. Si tratta di trasformare l'imballaggio in una parte del sistema prodotto.
2.1 Gli articoli in stock non possono risolvere tutti i problemi di marca o di applicazione
Gli articoli in pasta stampata in stock riducono i tempi di approvvigionamento e i costi di sviluppo. Questo rimane il loro vantaggio. Ma impongono anche dei limiti. Gli acquirenti devono accettare dimensioni fisse, logica di struttura fissa e ipotesi di prestazioni standard. Questo funziona per molte applicazioni generali. Diventa restrittivo quando il formato dell'alimento, il metodo di riempimento, i requisiti del coperchio o la presentazione del marchio richiedono una corrispondenza più stretta.
Molti progetti personalizzati iniziano quando gli articoli del catalogo standard non rispondono più alle reali esigenze aziendali. Il fattore scatenante può essere un Disadattamento del coperchio, La scarsa impilabilità, l'inefficienza delle porzioni, la scarsa presentazione sugli scaffali o la necessità di una struttura più distintiva in un mercato affollato. A quel punto, il progetto va oltre il normale acquisto e diventa sviluppo del prodotto.
2.2 La personalizzazione non è più solo la stampa del logo
Un equivoco comune è che la personalizzazione significhi solo aggiungere un logo a un articolo esistente. Negli imballaggi in pasta stampata, le modifiche di maggior valore sono solitamente strutturali. Gli acquirenti possono avere bisogno di una profondità diversa, di un nuovo rapporto tra gli scomparti, di una geometria modificata delle pareti, di una maggiore capacità di annidamento, di un migliore adattamento del coperchio o di un diverso equilibrio tra rigidità e peso. Queste sono decisioni ingegneristiche, non solo scelte di branding.

Per questo motivo, le stoviglie in bagassa personalizzate devono essere trattate come un flusso di lavoro dello sviluppo. La progettazione influisce sull'attrezzaggio. L'attrezzaggio influisce sul campionamento. Il campionamento influisce sulla conferma della tolleranza. La conferma della tolleranza influisce sulla possibilità di passare alla produzione stabile. Se gestito correttamente, lo sviluppo personalizzato migliora non solo la differenziazione visiva, ma anche l'adattamento dell'imballaggio, le prestazioni operative e il valore commerciale a lungo termine.
2.3 Perché i progetti personalizzati falliscono senza controllo ingegneristico
Molti progetti di pasta stampata su misura non falliscono perché l'idea è debole. Falliscono perché il progetto entra nella fase di attrezzaggio troppo presto. Un acquirente può fornire solo uno schizzo visivo senza le dimensioni chiave. Un campione può essere approvato senza discutere della tolleranza. Il team può sottovalutare l'effetto di ritiro, angolo di sformatura, spessore delle pareti o impilabilità sul prodotto finale. Spesso queste lacune rimangono nascoste fino a quando i costi di attrezzaggio e i tempi di consegna non sono già stati impegnati.
Lo sviluppo personalizzato nel 2026 richiede più di una comunicazione di vendita reattiva. Richiede una revisione ingegneristica, una disciplina di processo e una pianificazione realistica del progetto. A Bioleader, I programmi personalizzati più efficaci di solito iniziano con un chiaro esame di fattibilità, una logica di attrezzaggio, aspettative di campionatura e condizioni di produzione in serie. Questo è ciò che trasforma una richiesta personalizzata in un progetto commerciale controllato piuttosto che in un esercizio di prova ed errore.
3. Fase di avvio del progetto - Dal progetto, disegno o campione alla verifica di fattibilità
Un progetto di pasta stampata personalizzata dovrebbe iniziare con un esame di fattibilità, non con la quotazione dello stampo. Nella produzione di fibre stampate, la geometria influisce direttamente sullo stampaggio, sulla distribuzione dello spessore delle pareti, sul comportamento di impilamento e sulla ripetibilità dimensionale. Recenti ricerche strutturali sulla pasta stampata dimostrano inoltre che le variabili geometriche come angolo di sformo e spessore influiscono in modo sostanziale sulle prestazioni e sulla producibilità. Ecco perché la prima domanda tecnica non è “Quanto costa lo stampo?”, ma “Quanto costa lo stampo?".“Questo progetto può essere prodotto in modo affidabile su scala?"
A Bioleader, I progetti personalizzati vengono sottoposti a una revisione strutturata prima della conferma dei costi di attrezzaggio. Il team verifica se il concetto del cliente è adatto per produzione di pasta stampata, Se le dimensioni chiave sono complete e se la struttura può creare rischi di rilascio, restringimento, adattamento del coperchio, annidamento o stabilità della produzione di massa. Questa revisione precoce riduce le revisioni inutili degli stampi e accorcia il percorso per ottenere campioni funzionanti nei programmi di esportazione reali.

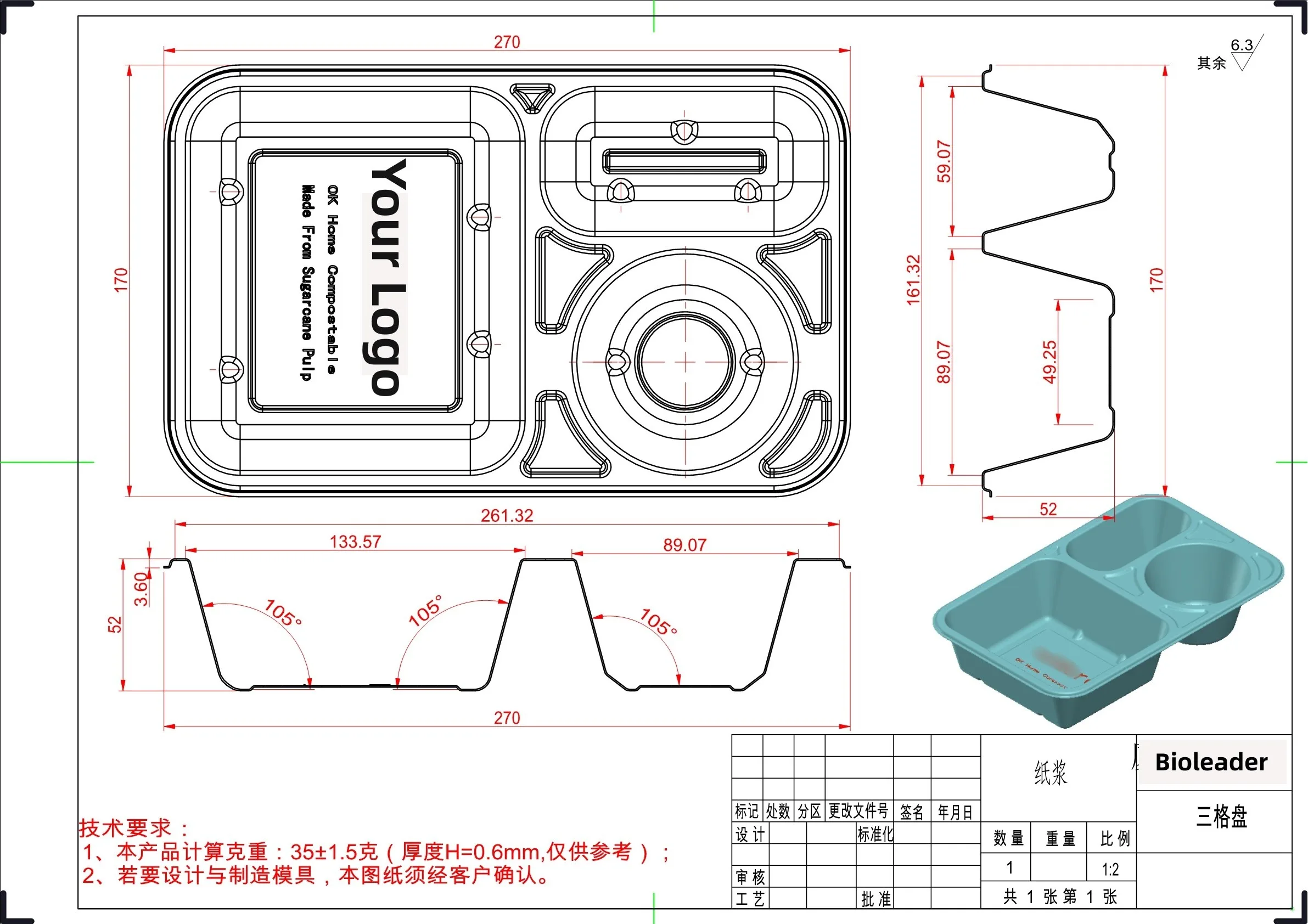
3.1 Cosa devono presentare gli acquirenti al kickoff del progetto
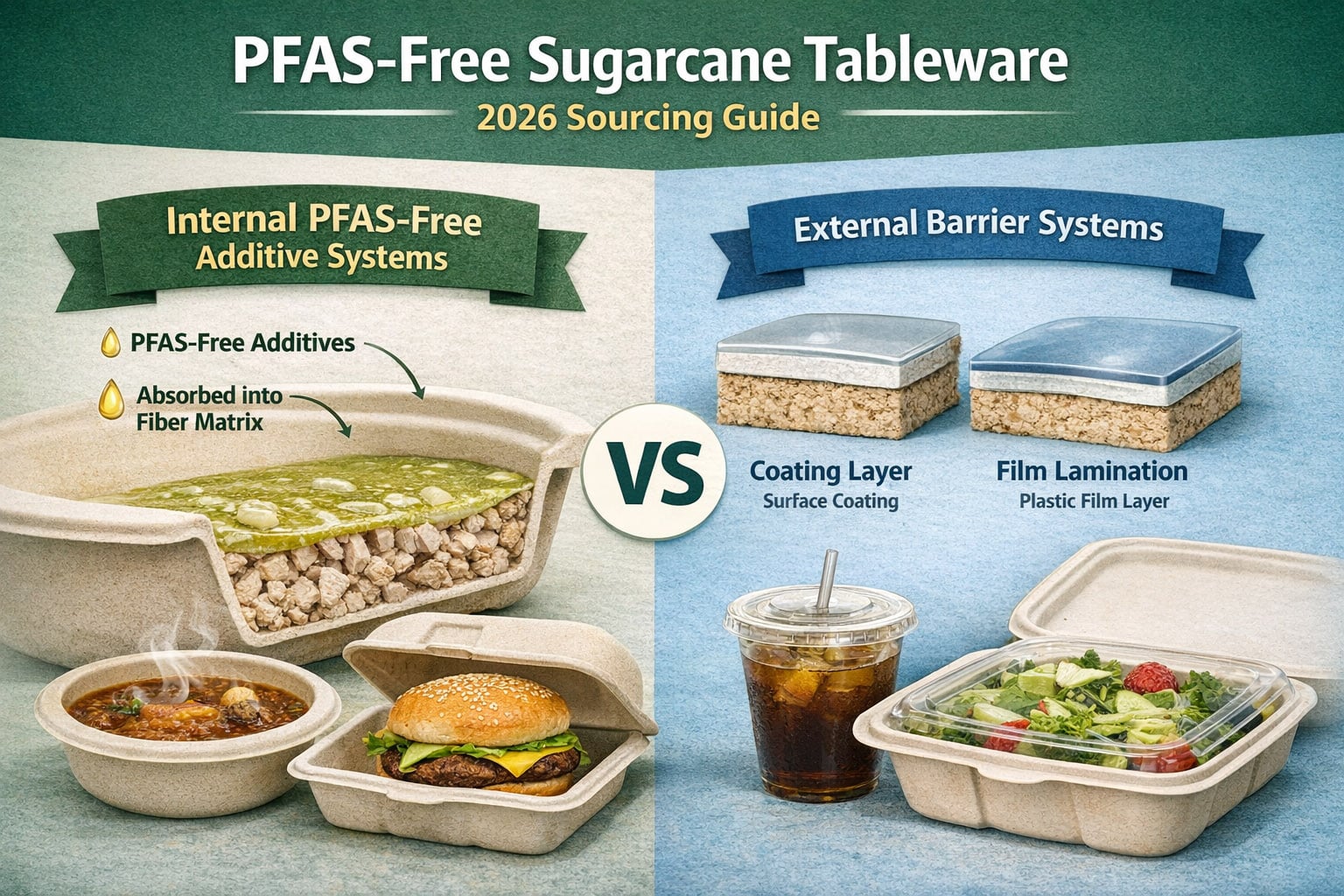
Il miglior input di progetto è un Disegno 3D oltre a dimensioni chiave e note sui casi d'uso. A Disegno 2D, a campione fisico, Anche un articolo di riferimento del mercato può funzionare, ma di solito richiede maggiori chiarimenti. Come minimo, gli acquirenti devono fornire il tipo di prodotto previsto, le dimensioni, la profondità, i requisiti del coperchio, l'aspettativa di imballaggio, la stima della domanda annuale e le condizioni di applicazione, come cibi caldi, zuppe, pasti oleosi o PFSenza AS requisiti.
Input incompleti creano ipotesi costose. I dati mancanti sulla profondità possono distorcere la progettazione dello stampo. La mancanza dei requisiti del coperchio può ritardare la conferma dell'adattamento. La mancanza di dettagli sul caso d'uso può portare a una struttura della parete o a una barriera sbagliata. Nei progetti personalizzati, la qualità del pacchetto di avvio spesso determina la velocità dell'intero ciclo di sviluppo.
3.2 Perché i campioni fisici possono accelerare lo sviluppo personalizzato
A campione fisico è spesso la scorciatoia più rapida per l'allineamento tecnico. Aiuta la fabbrica a valutare la forma del cerchio, il rapporto di profondità, la direzione del nesting, la geometria dei bordi e la probabile complessità degli utensili. Per molti progetti OEM e ODM, un campione fisico è anche il modo più rapido per identificare le caratteristiche da copiare, quelle da modificare e quelle che non possono essere trasferite direttamente nella produzione di pasta stampata.
Bioleader spesso utilizza una revisione basata su campioni per accelerare la prima decisione di progettazione. Questo è particolarmente efficace quando un acquirente vuole ottimizzare un concetto esistente piuttosto che sviluppare una nuova struttura di stoviglie partendo da zero. Non sostituisce i disegni. Ma può migliorare significativamente l'accuratezza della prima quotazione e della direzione degli utensili.
3.3 Perché la qualità del design 3D conta più di quanto la maggior parte degli acquirenti si aspetti
Nella pasta stampata, un file 3D non serve solo per l'approvazione dell'aspetto. È un documento di produzione. La geometria deve supportare il rilascio dallo stampo, la distribuzione stabile delle fibre, il controllo realistico dello spessore delle pareti e la compensazione del ritiro. La ricerca sulle strutture in pasta stampata conferma che i parametri geometrici come l'altezza, l'angolo di sformo e lo spessore influenzano il comportamento strutturale. Nella produzione pratica, essi influiscono anche sulla possibilità di formare e ripetere un prodotto personalizzato in modo coerente.
Ecco perché la scarsa qualità 3D crea rischi nascosti. Un progetto può apparire attraente sullo schermo, ma non è ancora in grado di funzionare con la logica di sformatura, la transizione locale delle pareti, la precisione dei bordi o l'impilabilità. Per stoviglie in bagassa personalizzate, la qualità del design è la qualità della produzione in anticipo.
3.4 Cosa si deve verificare prima dell'approvazione degli utensili
Prima di iniziare la fabbricazione dello stampo, il fornitore deve completare un esame di fattibilità strutturato. Questa verifica deve controllare angolo di sformo, logica dello spessore della parete, ridurre il rischio, rapporto profondità/apertura, comportamento di nidificazione e denudamento, Compatibilità del coperchio, e il probabile effetto del ritiro sulle dimensioni finali. Se questi punti non sono chiari, il campionamento può ancora essere possibile, ma il progetto entra in un percorso più rischioso con un maggior numero di cicli di correzione.
Questa fase crea un vero e proprio valore commerciale. Un buon esame di fattibilità riduce gli scarti di lavorazione, abbrevia i cicli di revisione dei campioni e migliora la preparazione alla produzione in serie. Per Bioleader, Questa è una delle più importanti capacità di personalizzazione: non dire di sì troppo presto, ma identificare ciò che è producibile, ciò che deve essere regolato e ciò che influenzerà i tempi, le tolleranze e la complessità degli utensili.
| Voce di ingresso | Perché è importante | Dettaglio comunemente mancante | Impatto sullo sviluppo |
|---|---|---|---|
| Disegno 3D | Supporta la revisione dell'angolo di sformo, il controllo dello spessore delle pareti e la fattibilità degli utensili. | Nessuna logica sezionale, nessuna nota di tolleranza, geometria irrealistica. | Rischio di muffa più elevato e più cicli di revisione dei campioni. |
| Disegno 2D | Fornisce le dimensioni di base e l'intento generale del prodotto. | Nessuna logica di profondità, nessun dettaglio di transizione strutturale. | Richiede una maggiore interpretazione ingegneristica prima della quotazione. |
| Campione fisico | Accelera la revisione di forma, bordo, profondità e impilamento. | Nessuna nota su ciò che deve essere copiato o modificato. | Può accelerare la revisione, ma necessita ancora di chiarimenti. |
| Descrizione del caso d'uso | Definisce la logica del coperchio, l'obiettivo della barriera e la domanda strutturale. | Nessun tipo di alimento, nessuna aspettativa di calore/olio, nessun requisito di mercato. | Può causare una direzione di convalida errata. |
| Stima della domanda annuale | Contribuisce a determinare il percorso degli utensili, la logica del MOQ e l'economia di produzione. | Viene fornito solo un volume di primo ordine, senza previsioni annuali. | Rende meno precisa la strategia di attrezzaggio. |
Tabella 1. Informazioni minime richieste prima di un preventivo per stoviglie in bagassa personalizzate
4. Progettazione e convalida tecnica
Una buona attrezzatura non può salvare un progetto scadente. Nei progetti di pasta stampata, la fase di progettazione è già una fase di produzione in anticipo. La geometria influisce sul rilascio dallo stampo, sulla distribuzione delle fibre, sulla stabilità dello spessore delle pareti, sul comportamento al ritiro, sull'adattamento del coperchio e sull'impilabilità. Recenti ricerche sulla pasta stampata confermano che i parametri strutturali quali altezza, angolo di sformo e spessore influenzare materialmente il comportamento della parte finale.
Per Bioleader, La convalida tecnica inizia prima dell'approvazione degli utensili. L'obiettivo è semplice: confermare se la struttura proposta può passare dal disegno al campione e dal campione alla produzione stabile senza creare deviazioni evitabili. È qui che molti progetti personalizzati diventano controllabili o costosi.
4.1 Disegno 2D vs disegno 3D
A Disegno 2D è utile per la comunicazione di base. Definisce le dimensioni dell'apertura, le dimensioni complessive e il layout generale. Ma non è sufficiente per una validazione completa della pasta stampata. A Disegno 3D è molto più preziosa perché consente di esaminare l'angolo del fianco, la logica della profondità, le zone di transizione, la struttura del cerchio e la geometria del nesting.
Nello sviluppo pratico, la 2D è spesso sufficiente per una discussione preliminare. Raramente è sufficiente per un giudizio tecnico finale. Un file 3D aiuta la fabbrica a verificare se il pezzo può essere rilasciato in modo pulito, se la forma è realistica per la pasta stampata e se la correzione del ritiro può essere integrata nella strategia di stampaggio. Per le stoviglie in bagassa personalizzate, la qualità 3D influisce direttamente sulla qualità della produzione.
4.2 Angolo di sformo, spessore della parete e controllo del ritiro
Angolo di sformo è un fattore di rilascio. Se l'angolo è troppo piccolo, il rischio di sformatura aumenta. Se non è adeguato alla profondità e alla geometria, il pezzo può attaccarsi, deformarsi o creare dimensioni instabili. Gli studi sulla pasta stampata e la pratica di progettazione degli stampi dimostrano che la geometria della parete e l'angolo di rilascio influiscono sulla producibilità.
Spessore della parete è un fattore di stabilità. Influisce sulla rigidità, sulla distribuzione delle fibre, sul comportamento di essiccazione e sulla coerenza tra campione e produzione. Uno spessore non uniforme spesso crea zone deboli locali, incoerenze superficiali o variazioni di adattamento. Nei prodotti in fibra stampata, lo spessore è anche legato alla categoria di prodotto e al processo di lavorazione. Le revisioni della produzione di pasta stampata rilevano che i diversi formati di pasta stampata operano con intervalli di spessore e aspettative strutturali differenti.
Compensazione delle differenze inventariali è un fattore dimensionale. Un pezzo di pasta stampato non esce dal processo esattamente con le stesse dimensioni del modello CAD. La formatura, la disidratazione, la pressatura a caldo e l'essiccazione influenzano il risultato finale. Per questo motivo, i progetti personalizzati richiedono una pianificazione realistica delle tolleranze dimensionali prima del taglio del primo stampo.
4.3 Deviazioni comuni della fase campionaria
La fase di campionamento è quella in cui i problemi nascosti diventano visibili. Le deviazioni più comuni sono deriva da ritiro, incoerenza dello spessore della parete, deformazione dei bordi, disallineamento del cerchio, deviazione del montaggio del coperchio, e scarsa impilabilità. Non si tratta di piccoli problemi estetici. Sono segnali precoci che indicano se la struttura è pronta per la produzione.
Bioleader tratta i campioni di prima scelta come una lettura tecnica, non solo come un'opportunità di approvazione. Se il campione mostra instabilità dei bordi, scarso nesting o deriva dimensionale, la domanda giusta non è “Il cliente può ancora accettarlo?”. La domanda giusta è: “Cosa deve essere corretto prima che il prodotto diventi scalabile?”. È così che il feedback della fase di campionatura crea valore invece di reclami successivi.
4.4 Logica del campione d'oro
Un campione non è un campione d'oro per impostazione predefinita. Un vero campione d'oro è un riferimento bloccato. Deve confermare le dimensioni, la struttura del bordo, l'adattamento del coperchio, l'impilabilità, il livello estetico e le prestazioni funzionali richieste. Senza questo riferimento, le argomentazioni successive sulla deviazione della produzione diventano molto più difficili da controllare.
Per progetti personalizzati, Bioleader La logica preferita è quella di definire il campione d'oro dopo la correzione tecnica, non dopo il primo pezzo dall'aspetto accettabile. Questo passaggio è importante perché la produzione di massa deve essere misurata rispetto a un riferimento fisso, non rispetto alla memoria o all'interpretazione via e-mail.
| Tipo di deviazione | Causa tipica | Impatto sul progetto | Azione raccomandata |
|---|---|---|---|
| Deriva da ritiro | Compensazione insufficiente nella revisione della progettazione o degli utensili | Disadattamento dimensionale, problemi di montaggio del coperchio | Revisione delle dimensioni degli utensili e conferma della finestra di tolleranza |
| Incoerenza dello spessore della parete | Complessità della geometria o distribuzione instabile della formazione | Zone deboli, incoerenza visiva, rischio strutturale | Regolare gli obiettivi di geometria o di processo prima della firma |
| Deformazione del bordo o dell'orlo | Scarsa logica di rilascio o debolezza strutturale locale | Disadattamento del coperchio, aspetto instabile | Perfezionamento della geometria del cerchio e revisione del percorso di sformatura |
| Scarsa impilabilità | Logica di nidificazione non convalidata in fase di progettazione | Inefficienza di confezionamento, problemi di denaturazione | Ricontrollo del profilo, della conicità e della direzione di impilamento |
| Deviazione del coperchio | Disadattamento della tolleranza tra la geometria della base e del coperchio | Guasto funzionale nell'uso da parte del cliente | Tolleranza di montaggio prima dell'approvazione della produzione in serie |
Tabella 2. Deviazioni tecniche comuni nella fase di approvazione del campione
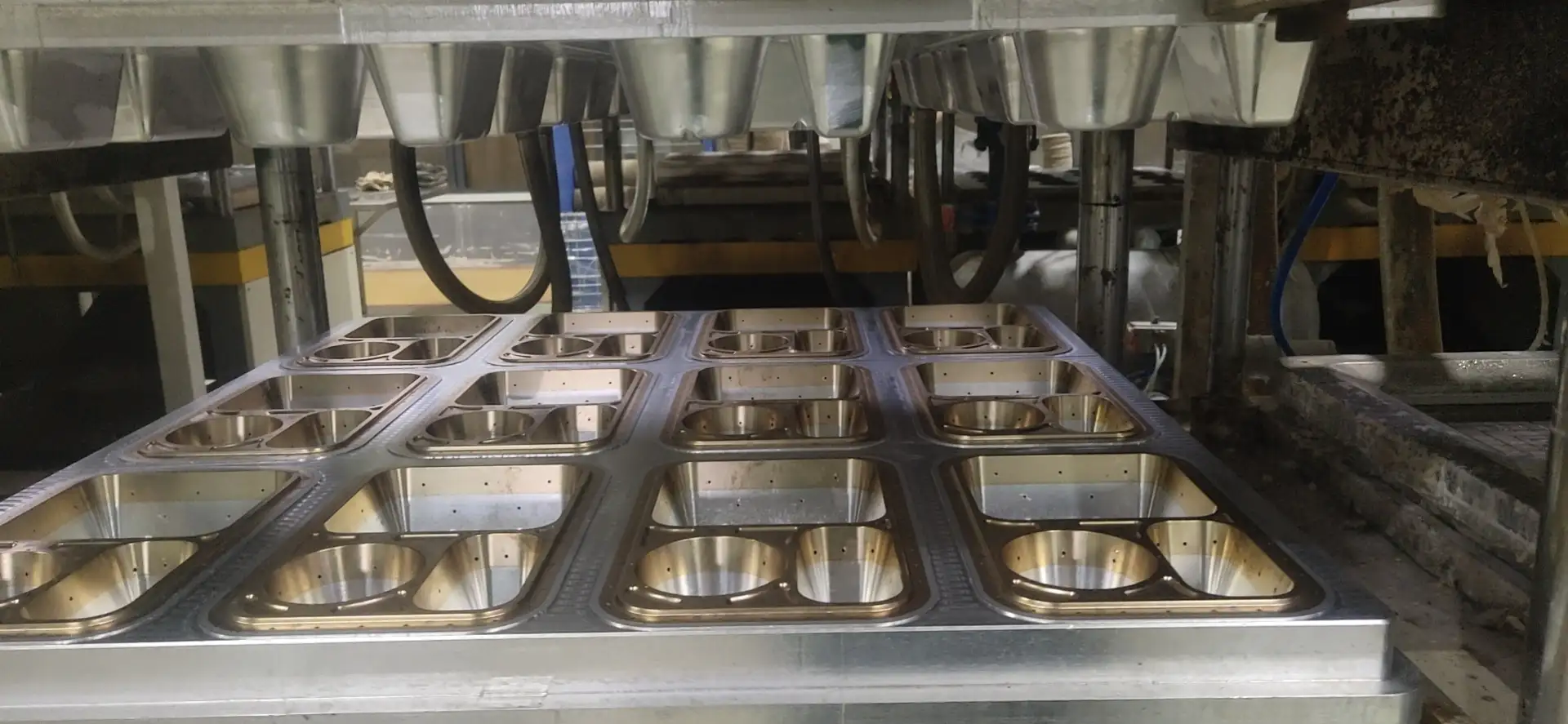
5. Strategia di attrezzaggio - Il cuore ingegneristico dei progetti personalizzati
La strategia di attrezzaggio determina la possibilità di scalare economicamente un progetto personalizzato. Nello sviluppo della pasta stampata, lo stampo non è solo una voce di costo. Influisce sulla precisione della geometria, sulla stabilità del rilascio, sulla qualità della superficie, sul comportamento del ciclo, sull'onere della manutenzione e sulla costanza nel tempo. Le recensioni sulla produzione di pasta stampata indicano che i materiali comuni per gli stampi includono alluminio, acciaio inox, e bronzo, La selezione è legata alle esigenze del processo e dell'applicazione.
Per Bioleader, La strategia di attrezzaggio fa parte della progettazione. Non è una scelta dettata solo dal budget. Il percorso corretto per lo stampo dipende dalla complessità del prodotto, dalla probabilità di revisione, dal volume target, dalla sensibilità alle tolleranze e dall'intensità di produzione prevista. Ecco perché i progetti personalizzati più seri devono distinguere chiaramente tra utensili per prototipi e utensili di produzione.

5.1 Stampo prototipo vs. stampo di produzione
A stampo prototipo viene utilizzato per confermare la struttura. Il suo compito è la velocità, non la piena resistenza commerciale. Aiuta a verificare le dimensioni, la forma generale, la logica del cerchio e se il prodotto può passare alla correzione e all'approvazione del campione. A stampo di produzione ha uno scopo diverso. Deve supportare la ripetibilità, la stabilità dei cicli, la pianificazione della manutenzione e la produzione di volumi commerciali.
Molti fraintendimenti degli acquirenti iniziano qui. Un buon campione di prototipi non significa che il progetto sia pronto per la produzione di massa a lungo termine. Lo stampo di produzione deve ancora essere selezionato in base al piano di produzione effettivo, non solo in base al risultato del primo campione.
5.2 Stampi in alluminio
Stampi in alluminio sono ampiamente utilizzati perché sono pratici per la velocità di sviluppo e per i comuni programmi di produzione. Sono più facili da lavorare, supportano cicli di attrezzaggio relativamente veloci e funzionano bene per molti prototipi e progetti su media scala. Le recensioni dell'industria della pasta stampata elencano l'alluminio tra i materiali più comuni per gli utensili.
Dal punto di vista commerciale, l'alluminio è spesso la scelta giusta quando il progetto ha ancora bisogno di flessibilità di revisione o quando il volume e la struttura non giustificano un percorso di utensili più pesante. Ma l'alluminio non è automaticamente la risposta migliore per ogni programma personalizzato. La decisione deve dipendere dalla complessità della geometria, dal rischio di correzione e dal carico di produzione previsto.
5.3 Stampi in alluminio con inserti in rame
Stampi in alluminio con inserti in rame sono un'opzione più specializzata. In pratica, sono utili quando il comportamento del trasferimento di calore locale o il controllo di precisione diventano più sensibili. Questo percorso non è necessario per tutti i progetti. È più pertinente quando una struttura presenta una maggiore complessità locale, zone più profonde o una maggiore sensibilità alla qualità in aree specifiche.
Da L'esperienza personalizzata di Bioleader, Questo tipo di utensile è particolarmente utile quando il progetto richiede un controllo locale più preciso di quello che può offrire un percorso standard in alluminio. Deve essere considerata come una soluzione ingegneristica mirata, non come un aggiornamento predefinito.
5.4 Stampi in lega di acciaio inossidabile

Stampi in lega di acciaio inossidabile sono generalmente scelti per la maggiore durata, la resistenza alla corrosione e le condizioni di produzione più impegnative a lungo termine. Nella produzione di pasta stampata, l'acciaio inossidabile è ampiamente riconosciuto come un materiale industriale robusto in cui umidità, calore e ripetute sollecitazioni meccaniche fanno parte dell'ambiente di processo.
Questo percorso è solitamente più adatto a programmi personalizzati più ampi e stabili, soprattutto quando l'acquirente si aspetta una lunga continuità di produzione e una minore tolleranza all'usura degli utensili o alla loro ripetuta sostituzione. L'investimento iniziale è più elevato, ma nel programma giusto può migliorare l'economia a lungo termine grazie a una produzione più stabile e a una finestra di servizio più lunga.
5.5 Perché la scelta dello stampo è una decisione commerciale, non solo tecnica
Una strategia di stampaggio sbagliata può distorcere l'intero business case. Un percorso di attrezzaggio che sembra più economico in fase di preventivo può comportare più correzioni, una minore durata o una minore stabilità di produzione in seguito. Un percorso di attrezzaggio più pesante può sembrare costoso all'inizio, ma diventare più economico se il programma annuale è ampio e stabile.
Per questo Bioleader valuta la scelta dello stampo in base alla logica del progetto complessivo: domanda annuale prevista, probabilità di revisione del campione, complessità della geometria, sensibilità alle tolleranze e continuità della produzione. La domanda giusta non è solo “Quale stampo costa meno?”. È “Quale stampo supporta il miglior equilibrio tra velocità, precisione ed efficienza produttiva a lungo termine?"
| Tipo di stampo | Uso principale | Vantaggio principale | Tipo di progetto più adatto |
|---|---|---|---|
| Stampo prototipo/campione | Conferma precoce della struttura e revisione della fase di campionamento | Iterazione più rapida prima del blocco degli utensili di produzione | Nuovi progetti con adeguamenti tecnici in corso |
| Stampo in alluminio | Prototipo comune e molti programmi di produzione standard | Lavorazione pratica e buona velocità di sviluppo | Progetti personalizzati di media complessità e scala di produzione moderata |
| Stampo in alluminio con inserti in rame | Progetti che necessitano di un maggiore controllo dei processi locali | Prestazioni più mirate in aree locali sensibili | Strutture di maggiore difficoltà con sensibilità locale alla precisione |
| Stampo in lega di acciaio inossidabile | Programmi di produzione a lungo termine e ad alta intensità | Maggiore durata e maggiore idoneità alla produzione a lungo termine | Programmi personalizzati di grandi dimensioni e stabili con una lunga continuità di produzione |
Tabella 3. Confronto tra i tipi di stampo per i progetti di stoviglie personalizzate in bagassa
6. Controllo della linea temporale del progetto - Dall'ideazione alla produzione di massa
Il controllo delle tempistiche è un problema di approvvigionamento, non solo di fabbrica. Nei progetti di pasta stampata su misura, i ritardi raramente derivano da un'unica fase. Di solito derivano da cicli di revisione, input di progettazione incompleti, correzione dei campioni, regolazione degli stampi o lacune di approvazione tra l'acquirente e la fabbrica. Per questo motivo, un progetto di stoviglie in bagassa personalizzate deve essere gestito come un programma a stadi con chiari obiettivi da raggiungere, e non come un semplice processo di esecuzione di un ordine.
Per gli acquirenti, il controllo delle tempistiche non riguarda solo la data di consegna. Incide sul lancio del prodotto, sulla transizione del packaging, sulla sostituzione delle scorte e sull'impegno dei clienti. Nei progetti pratici di esportazione, il costo della perdita di due o tre settimane è spesso molto più alto del costo di una correzione progettuale effettuata in anticipo. Un'approvazione lenta nella fase giusta è di solito più conveniente di un errore veloce.
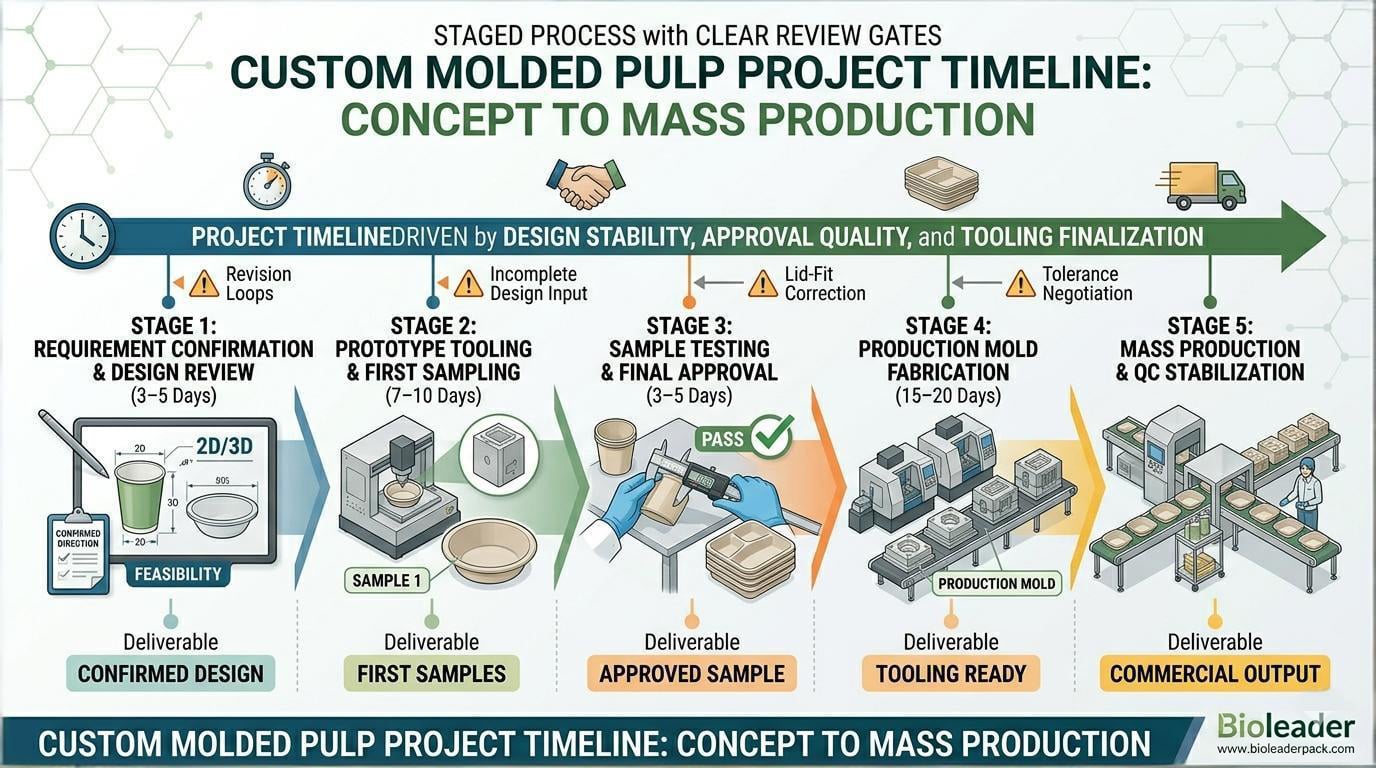
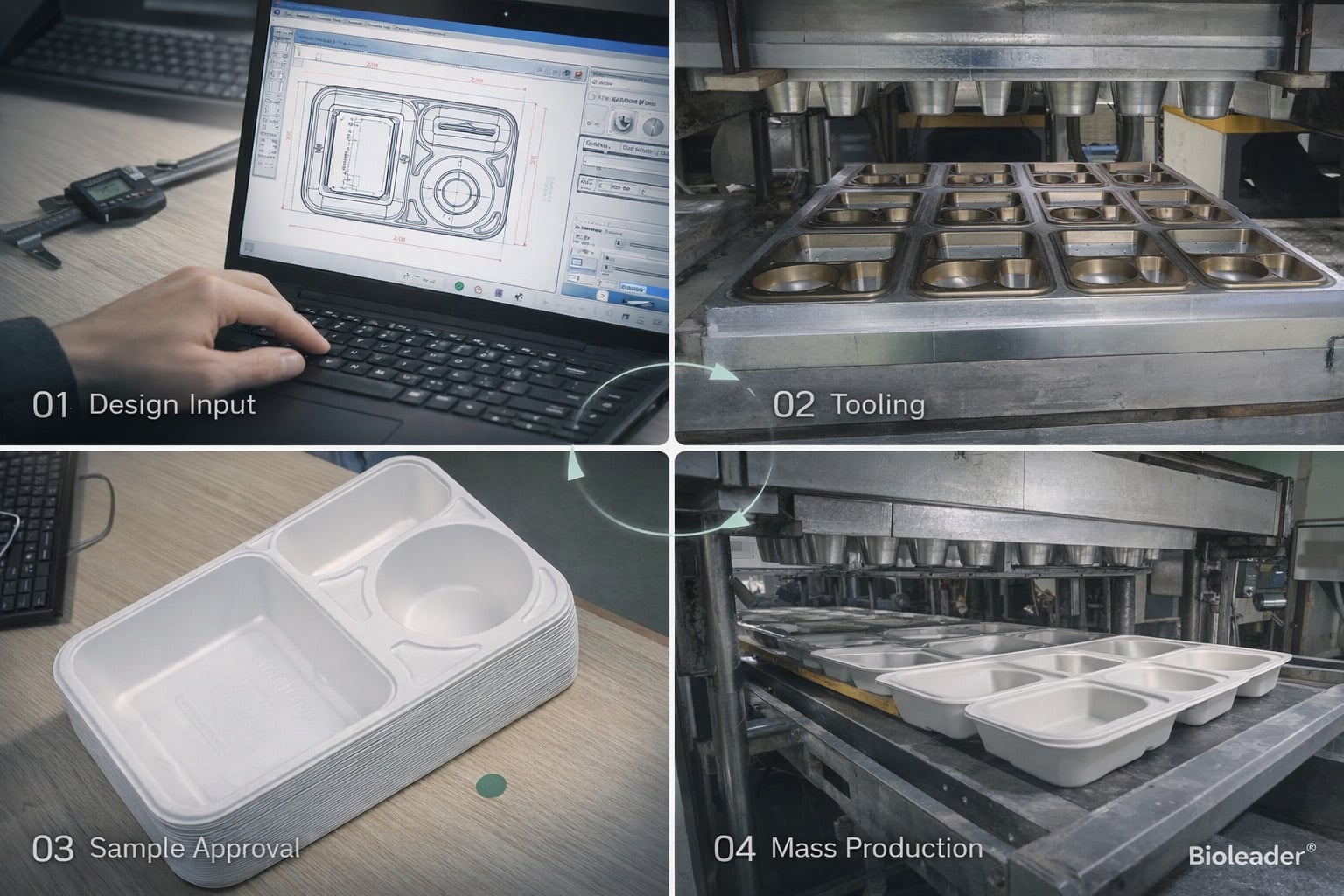
6.1 Le cinque fasi di un progetto di pasta stampata personalizzata
La maggior parte dei programmi di stoviglie personalizzate in bagassa segue cinque fasi principali. Per prima cosa conferma dei requisiti e revisione della progettazione. Poi arriva prototipi e primo campionamento. Dopo di che viene test e approvazione dei campioni. La quarta fase è fabbricazione di stampi di produzione. La quinta fase è lancio della produzione di massa e stabilizzazione del CQ.
Queste fasi sembrano semplici sulla carta. In pratica, ognuna di esse dipende dalla corretta chiusura della precedente. Se l'input dei requisiti è incompleto, l'approvazione della progettazione rallenta. Se il campione presenta ancora deviazioni non risolte, non è possibile bloccare in modo sicuro l'attrezzaggio di produzione. Se l'attrezzaggio di produzione viene avviato prima che l'accoppiamento e la tolleranza siano congelati, la produzione di massa erediterà rischi evitabili.
6.2 Dove si verifica la maggior parte dei ritardi dei progetti personalizzati
I ritardi più comuni di solito non si verificano solo nella lavorazione. Si verificano in revisione del disegno, conferma dimensionale non chiara, cicli di feedback campione, correzione del montaggio del coperchio, e negoziazione della tolleranza in fase avanzata. Non si tratta di problemi che riguardano solo la fabbrica. Si tratta di problemi di coordinamento tra i team commerciali, di ingegneria e di approvazione.
In Bioleader, i tempi del progetto vengono gestiti collegando ogni fase a un chiaro punto di revisione. Se la progettazione non è stabile, il progetto non deve passare alla lavorazione finale. Se il campione presenta ancora deviazioni strutturali, il progetto non deve passare alla firma della produzione. Questa disciplina consente di mantenere un controllo dei tempi realistico anziché ottimistico.
6.3 Perché l'approvazione del campione non deve essere affrettata
L'approvazione del campione è il punto di controllo più importante dell'intero percorso. Se un acquirente firma troppo presto, le fasi successive diventano più costose. Se un acquirente ritarda troppo il feedback, l'intero programma perde slancio. L'obiettivo non è solo la velocità. L'obiettivo è chiudere la fase di campionatura con un chiaro allineamento su dimensioni, vestibilità, impilabilità, aspetto e funzionalità.
Per questo motivo, una buona linea temporale non è quella con la fase di campionatura più breve. È quella con il minor numero di correzioni ripetute dopo che gli stampi sono già stati impegnati. Nella pasta stampata su misura, un'approvazione stabile è di solito più preziosa di un'approvazione rapida.
6.4 Cosa comprende di solito una tempistica realistica del progetto
Un programma pratico personalizzato di solito include Da 3 a 5 giorni per la conferma dei requisiti e la revisione del progetto, Da 7 a 10 giorni per l'attrezzaggio dei prototipi e i primi campioni, Da 3 a 5 giorni per il collaudo e l'approvazione da parte del cliente, e circa Da 15 a 25 giorni per la fabbricazione degli stampi di produzione una volta congelato il progetto. I tempi di produzione in serie dipendono dal volume degli ordini, dalla disponibilità degli stampi e dalla programmazione della linea.
Questi intervalli sono riferimenti di lavoro, non promesse fisse. Geometrie complesse, revisioni ripetute, sistemi di coperchi in più parti o ritardi nel feedback del cliente possono allungare il ciclo. Tuttavia, come regola di pianificazione, gli acquirenti dovrebbero aspettarsi che la tempistica del progetto sia determinata principalmente da stabilità del progetto, approvazione del campione qualità, e finalizzazione degli utensili.
| Palcoscenico | Attività | Tempistica tipica | Consegna chiave |
|---|---|---|---|
| Fase 1 | Conferma dei requisiti e revisione della progettazione | 3-5 giorni | Confermata la direzione del design e la fattibilità del progetto |
| Fase 2 | Utensili per prototipi e prima campionatura | 7-10 giorni | Primi campioni fisici per la revisione tecnica |
| Fase 3 | Test dei campioni e approvazione finale | 3-5 giorni | Campione approvato e direzione tecnica congelata |
| Fase 4 | Fabbricazione di stampi di produzione | 15-25 giorni | Utensili di produzione pronti per il lancio |
| Fase 5 | Produzione di massa e stabilizzazione del CQ | In base al volume | Produzione commerciale con controllo stabile della produzione |
Tabella 4. Cronologia del progetto: Dal concetto alla produzione di massa
6.5 Perché la disciplina della tempistica riflette la capacità del fornitore
Un fornitore che gestisce bene i progetti personalizzati dovrebbe essere in grado di spiegare dove viene impiegato il tempo, cosa può essere ridotto e cosa non deve mai essere affrettato. Questo è uno dei segnali più chiari della reale capacità di personalizzazione. In Flusso di lavoro della pasta stampata personalizzata di Bioleader, Il controllo della linea temporale è legato a chiusura tecnica, non solo alle promesse del calendario. Per questo motivo il piano di progetto si basa su cancelli di revisione, non su ipotesi ideali.
Per gli acquirenti, questo è il modo giusto di leggere le tempistiche dei progetti. Il miglior fornitore di prodotti personalizzati non è quello che promette la tempistica più breve nella prima e-mail. È quello in grado di passare dalla progettazione alla produzione in serie con meno cicli di revisione, punti di approvazione più chiari e un'esecuzione più stabile.
7. Logica del MOQ - Perché i progetti personalizzati necessitano di una soglia commerciale differente
I progetti di pasta stampata su misura richiedono solitamente un MOQ più elevato rispetto agli articoli in stock. Non si tratta solo di una politica di vendita. È una questione di economia del progetto. Nelle stoviglie di bagassa personalizzate, la soglia commerciale deve assorbire costo degli utensili, costo di campionamento e correzione, costo di allestimento della produzione, e il coordinamento supplementare necessario per una produzione di massa stabile.
Per questo motivo, i progetti personalizzati sono di solito più realizzabili quando l'acquirente dispone di domanda a livello di container o un piano di volumi stabili a lungo termine. In molti programmi pratici, una domanda mensile dell'ordine di Da 200.000 a 300.000 pezzi, o la domanda annuale che raggiunge un milione di pezzi o più, Questo crea una base più realistica per ripartire gli investimenti in attrezzature e controllare i costi unitari. Senza questa scala, lo sviluppo personalizzato diventa spesso difficile da giustificare dal punto di vista economico.
Questo è anche il motivo per cui Bioleader esamina il MOQ insieme a domanda annuale, complessità del progetto, e strategia di attrezzaggio, piuttosto che trattare il MOQ come un numero di negoziazione a sé stante. Un progetto può iniziare con un solo contenitore, ma la vera decisione dovrebbe basarsi sul fatto che il volume previsto è abbastanza elevato da sostenere l'ammortamento degli utensili, l'efficienza della produzione e la stabilità della fornitura a lungo termine.
| MOQ Autista | Perché è importante | Implicazioni per la pianificazione degli acquisti |
|---|---|---|
| Ammortamento degli utensili | Il costo dello stampo deve essere distribuito su un volume sufficiente. | La bassa domanda annuale indebolisce il business case per la personalizzazione. |
| Costo di allestimento della produzione | Le tirature personalizzate richiedono la preparazione, la regolazione e il controllo della linea. | Le piccole tirature di solito comportano un costo unitario più elevato. |
| Imballaggio e logistica | L'economia delle esportazioni è più forte a livello di container. | La pianificazione basata sui contenitori è più efficiente dell'ordine frammentato. |
| Continuità del progetto | Un volume di ripetizioni stabile favorisce un migliore utilizzo degli stampi e il controllo dei costi. | La pianificazione annuale dei volumi è più importante di una richiesta una tantum. |
Tabella 5. Fattori chiave alla base dei MOQ nei progetti di pasta stampata su misura
8. Dal campione approvato alla produzione di massa stabile
Un campione approvato non è la fine dello sviluppo. È l'inizio del controllo della produzione. Nei progetti di pasta stampata su misura, molti problemi non compaiono nella prima fase di campionatura. Compaiono invece quando il progetto passa alla velocità di produzione effettiva, agli strumenti di produzione, alle tirature ripetute e all'imballaggio per l'esportazione. Ecco perché l'approvazione del campione deve essere seguita da una transizione controllata verso la produzione di massa.
Per gli acquirenti, questo è uno dei punti di rischio più importanti dell'intero progetto. Un campione può sembrare corretto nelle dimensioni e nell'aspetto, ma la vera domanda è se lo stesso risultato può essere mantenuto in tutti i casi. lotti di produzione multipli, turni diversi, volume di uscita più elevato, e imballaggio a livello di spedizione. In caso contrario, il progetto non è ancora stabile dal punto di vista della produzione.
 |  |
8.1 Perché l'approvazione del campione non garantisce la stabilità della produzione in serie
Un primo campione approvato viene solitamente realizzato in condizioni più controllate rispetto a un ciclo commerciale completo. Il volume di produzione è inferiore. Il focus del processo è più ristretto. L'attenzione alla correzione è maggiore. Quando il progetto passa alla produzione normale, l'ambiente operativo cambia. A quel punto, deriva dimensionale, variazione del montaggio del coperchio, incoerenza di nidificazione, rugosità del bordo, o fluttuazione dell'aspetto possono iniziare a comparire.
Per questo motivo, i fornitori più forti non considerano l'approvazione del campione come la prova finale della preparazione alla produzione. La considerano un punto di riferimento che deve essere ancora convalidato rispetto alla stabilità degli strumenti, alla ripetibilità del processo e alle condizioni di produzione. Dal punto di vista di Bioleader, i progetti personalizzati più affidabili sono quelli in cui la fase di campionatura è seguita da una chiara logica di controllo della produzione, non da una scalatura alla cieca.
8.2 Esame del ciclo pilota e del primo lotto di produzione
Una prova pilota è una fase di controllo, non una formalità. Lo scopo è confermare se la struttura approvata può essere riprodotta in condizioni di produzione reali. Questa fase deve verificare le dimensioni, la vestibilità, l'impilabilità, il comportamento dell'imballaggio e la coerenza visiva prima che il progetto venga avviato alla produzione di massa di routine.
Per la personalizzazione contenitori per alimenti in bagassa o altri tipi di stoviglie, il primo lotto di produzione deve essere esaminato rispetto al campione approvato o al campione d'oro. Questo confronto non deve concentrarsi solo sull'aspetto. Deve anche verificare se il prodotto mantiene la stessa logica strutturale nelle condizioni di produzione. Se il campione approvato si impila bene, ma il primo lotto si annida male, non è un problema da poco. È un segnale precoce di disallineamento della produzione.
8.3 Coerenza tra campione d'oro e campione di produzione
Il campione dorato è il riferimento di controllo. La produzione di massa deve essere giudicata in base ad essa. Ciò include le dimensioni, l'adattamento del coperchio, la sensazione delle pareti, la finitura dei bordi, la logica di impilamento e qualsiasi requisito funzionale concordato. Senza uno standard di confronto fisso, la revisione della produzione diventa soggettiva e difficile da difendere.
Bioleader utilizza la logica del golden sample per ridurre l'ambiguità dei progetti personalizzati. Questo è importante perché le differenze di produzione sono spesso piccole all'inizio. Ma piccole deviazioni, se ignorate all'inizio, possono diventare problemi a livello di spedizione in seguito. Un progetto stabile di solito si costruisce correggendo le variazioni nella prima fase di produzione, non spiegandole dopo la comparsa dei reclami.
8.4 Deviazioni tipiche delle prime fasi di produzione
Le deviazioni più comuni nella fase iniziale della produzione sono deriva dimensionale, Disadattamento del coperchio, incoerenza del cerchio, instabilità dell'impilamento, aspetto irregolare della superficie, e variazione dell'imballaggio. Questi problemi sono comuni perché il progetto sta passando dall'approvazione tecnica al ritmo di produzione. L'obiettivo non è fingere che non si verifichino mai. L'obiettivo è individuarli e correggerli prima che diventino difetti commerciali.
Per questo motivo, i produttori customizzati più forti prestano molta attenzione ai primi cicli di produzione. In Bioleader, questa fase viene trattata come una fase di convalida della produzione piuttosto che come una fase di routine dell'ordine. È qui che la fabbrica dimostra se il concetto personalizzato approvato può diventare un prodotto commerciale ripetibile.
| Palcoscenico | Rischio principale | Deviazione tipica | Metodo di controllo |
|---|---|---|---|
| Campione approvato | Supponendo che il progetto sia già pronto per la produzione | Ripetibilità non verificata | Utilizzare il campione come riferimento, non come prova definitiva di stabilità. |
| Corsa pilota | Mancata corrispondenza tra il concetto approvato e le condizioni di produzione | Cambiamento di forma, cambiamento di nidificazione, deriva estetica | Revisione rispetto al campione d'oro prima del rilascio completo |
| Primo lotto di produzione | Piccola variazione che si espande in incoerenza a livello di lotto | Deriva dimensionale, mancata corrispondenza del coperchio, incoerenza del bordo | Bloccare i punti di controllo e rivedere tempestivamente le deviazioni |
| Produzione di massa | La scala della produzione nasconde una precoce instabilità strutturale | Variazione dell'imballaggio, impilabilità instabile, incoerenza estetica | Mantenere la revisione a livello di lotto e la disciplina di produzione |
Tabella 6. Confronto tra il rischio di approvazione del campione e quello di produzione di massa
9. Punti di garanzia della qualità e di controllo tecnico
Qualità controllo nella pasta stampata su misura è integrato nel processo, non aggiunto alla fine. Un prodotto finito può essere stabile solo se i punti critici di controllo sono già stati gestiti durante la formatura, l'essiccazione, la pressatura a caldo, la rifilatura, il nesting e l'imballaggio. Nel caso di stoviglie in bagassa personalizzate, questo aspetto è ancora più importante perché il prodotto non è un formato di magazzino. Ha una geometria, una logica di adattamento e delle aspettative del cliente specifiche del progetto.
Per questo motivo la garanzia di qualità nei progetti personalizzati deve concentrarsi su ripetibilità, e non solo sull'accettazione visiva. Un prodotto può apparire accettabile a un'ispezione casuale, ma non essere in grado di adattarsi, impilare, mantenere la stabilità del bordo o la coerenza dimensionale una volta che il lotto è stato confezionato e spedito. Una forte capacità di personalizzazione significa controllare le variabili prima che diventino difetti visibili.
 |  |
9.1 Punti di controllo in corso d'opera
I punti di controllo più importanti non si limitano all'ispezione finale. Iniziano durante la produzione. Lo stabilimento deve monitorare le condizioni di formatura, la rimozione dell'umidità, il comportamento della pressa a caldo, la qualità dei bordi dopo la rifilatura, la stabilità del nesting e l'uniformità dell'imballaggio. Ogni fase influisce sul pezzo finale. Se il processo perde il controllo all'inizio, l'ispezione finale può scoprire il problema solo dopo che il valore è già stato perso.
 |  |
A Bioleader, Il controllo della produzione personalizzata si concentra sul mantenimento della struttura approvata attraverso l'intero percorso del processo. Ciò significa verificare non solo se il pezzo viene realizzato, ma anche se viene realizzato nello stesso modo, con lo stesso risultato funzionale, durante l'intero ciclo di produzione.
9.2 Dimensioni critiche e controllo dell'adattamento
Le dimensioni e la vestibilità sono la prima linea di controllo tecnico. Per molti prodotti personalizzati, i punti più sensibili sono le dimensioni dell'apertura, la profondità, il profilo del bordo, l'innesto del coperchio e la geometria di impilamento. Se questi punti si spostano al di fuori dell'intervallo concordato, il prodotto può avere un aspetto accettabile ma fallire nell'uso, nell'imballaggio o nell'accettazione da parte del cliente.
Per questo motivo, le dimensioni critiche devono essere definite prima della produzione e ricontrollate durante la produzione. Più la struttura è personalizzata, meno spazio c'è per ipotesi di tolleranza vaghe. In molti progetti personalizzati, una piccola variazione di dimensione nell'area del bordo o del coperchio crea un problema funzionale molto più grande in fase di commercializzazione.
9.3 Convalida funzionale, se richiesta
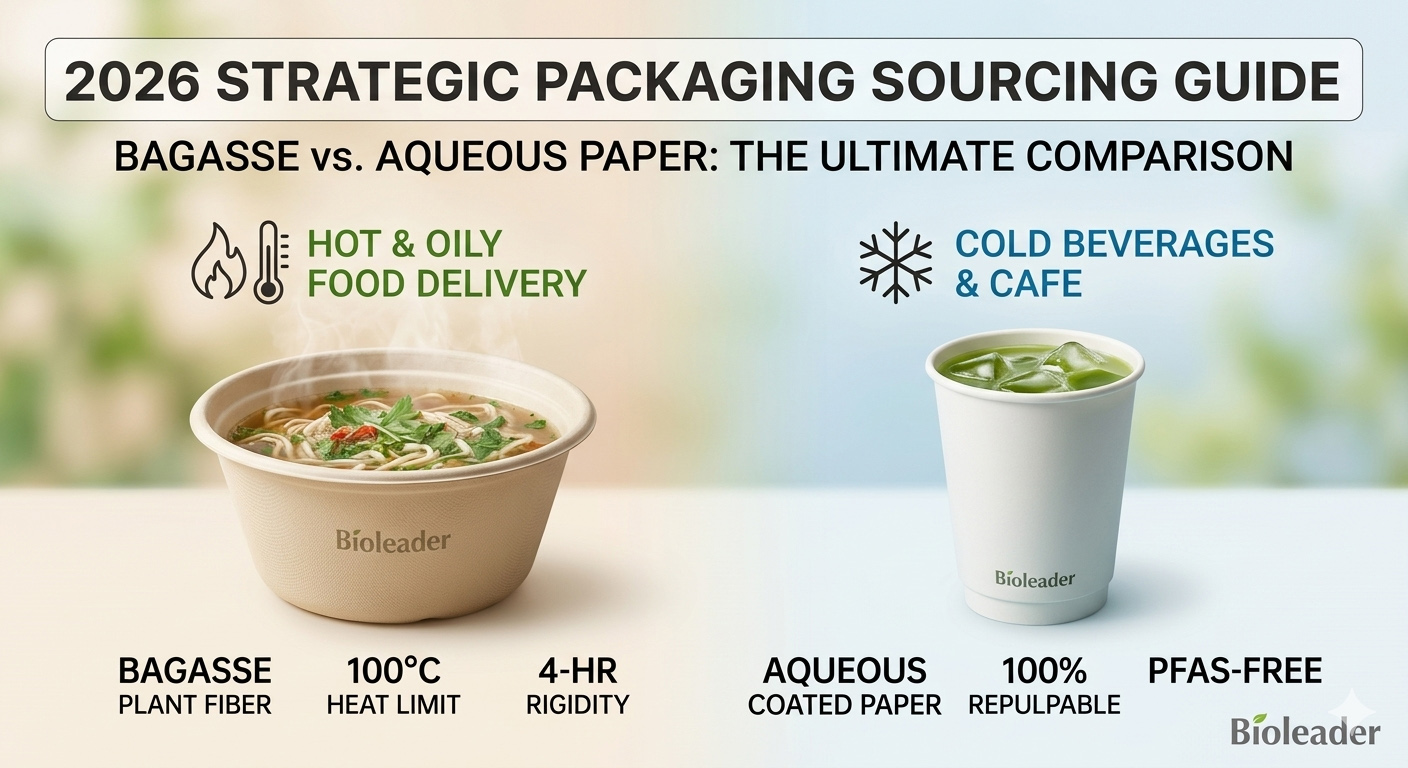
Alcuni progetti personalizzati richiedono più di un'approvazione dimensionale. Possono anche richiedere resistenza al grasso, ritenzione del coperchio, stabilità di impilamento, o altri controlli specifici per l'applicazione. Questi dovrebbero essere esaminati come parte della convalida specifica del progetto, non come presupposti universali. Un prodotto destinato a prodotti da forno secchi non necessita dello stesso controllo funzionale di un prodotto destinato a pasti caldi da asporto o a cibi preparati oleosi.
Questo è uno dei motivi per cui Bioleader tratta lo sviluppo personalizzato e il controllo della produzione come un unico sistema collegato. La fabbrica non deve solo riprodurre la forma. Deve riprodurre le condizioni di utilizzo approvate.
9.4 Logica di imballaggio e qualità della spedizione
 |  |
La qualità della spedizione inizia prima che il container venga caricato. Se il nesting è instabile, se l'imballaggio dei cartoni è incoerente o se l'aspetto dell'unità varia durante la tiratura, il risultato dell'esportazione diventa più difficile da controllare. Per gli articoli personalizzati, la qualità dell'imballaggio è particolarmente importante perché il progetto ha spesso aspettative commerciali più rigide rispetto agli articoli di rifornimento del magazzino.
Gli acquirenti dovrebbero quindi considerare la revisione dell'imballaggio come parte della qualità tecnica, non solo come gestione del magazzino. Nel caso della pasta stampata su misura, un nesting inadeguato o un imballaggio non uniforme possono danneggiare l'economia dell'intero progetto, aumentando l'inefficienza del trasporto, riducendo la consistenza del cartone e indebolendo la percezione del cliente all'arrivo.
| Punto di controllo | Cosa deve essere controllato | Perché è importante |
|---|---|---|
| Formatura e pressatura | Formazione della forma di base, consistenza delle pareti, stabilità strutturale | La deriva del processo iniziale crea una successiva incoerenza dei lotti |
| Dimensioni critiche | Dimensioni dell'apertura, profondità, geometria del cerchio, punti di calzata | Piccoli spostamenti di dimensione possono creare grandi problemi funzionali |
| Coperchio e logica di impilamento | Innesto del coperchio, nesting, denesting, stabilità della pila | Influenza direttamente le prestazioni di utilizzo e l'efficienza di imballaggio |
| Consistenza dell'aspetto | Finitura dei bordi, uniformità della superficie, stabilità visiva generale | Incide sull'accettazione del cliente e sulla presentazione commerciale |
| Preparazione dell'imballaggio e della spedizione | Consistenza del cartone, densità dell'imballaggio, idoneità al trasporto | Protegge l'economia delle esportazioni e la qualità degli arrivi |
Tabella 7. Punti di controllo fondamentali dell'AQ nella produzione di stoviglie personalizzate in bagassa
10. Errori comuni degli acquirenti nei progetti di pasta stampata su misura
La maggior parte dei fallimenti dei progetti personalizzati non inizia con la produzione. Iniziano con le prime ipotesi. Nello sviluppo di stoviglie personalizzate in bagassa, gli acquirenti spesso si concentrano sul prezzo dello stampo, sull'aspetto del campione o sulla data di consegna prevista, ma non tengono conto delle condizioni tecniche che determinano effettivamente la possibilità di portare il progetto in scala senza problemi. Il risultato non è sempre un fallimento drammatico. Più spesso si tratta di un ritardo, di ripetute revisioni, di un adattamento instabile o di un prodotto che diventa più costoso del previsto.
10.1 Invio di soli riferimenti visivi senza dettagli ingegneristici
Una foto, uno schizzo o un articolo di riferimento per il mercato sono utili, ma raramente sono sufficienti da soli. Senza dimensioni, logica di profondità, requisiti dei coperchi, note sul caso d'uso o aspettative di volume annuale, la fabbrica deve fare delle ipotesi. Lo sviluppo basato sulle ipotesi è più lento e più rischioso di quello basato sui dati.
10.2 Approvazione dei campioni senza discussione della tolleranza
Molti acquirenti approvano un campione perché sembra accettabile, ma non definiscono quale sia la gamma dimensionale ancora accettabile in produzione. Questo diventa un problema in seguito. Nella pasta stampata su misura, piccole variazioni nelle dimensioni del bordo, nella profondità o nella zona di inserimento del coperchio possono creare problemi commerciali molto più grandi durante l'imballaggio, l'impilamento o l'uso finale.
10.3 Concentrarsi solo sul costo degli utensili, non sulla strategia di attrezzaggio
Lo stampo più economico non è sempre il più economico. Un percorso di attrezzaggio che sembra più economico all'inizio può creare un maggior numero di cicli di correzione, una minore ripetibilità o una produzione meno stabile. Le attrezzature devono essere scelte in base alla logica del progetto, non solo in base alle quotazioni.
10.4 Sottovalutazione del tempo necessario per i cicli di revisione
Raramente i progetti personalizzati passano dal primo disegno direttamente alla produzione perfetta. Il feedback dei campioni, la regolazione della geometria, la correzione dei coperchi e l'allineamento delle tolleranze richiedono tempo. Gli acquirenti che si limitano a pianificare il “migliore dei casi” di solito creano pressione proprio nella fase sbagliata.
10.5 Trattamento del MOQ solo come numero di negoziazione
Il MOQ nella pasta stampata su misura non è solo una soglia di vendita. Riflette l'ammortamento degli utensili, i costi di allestimento, l'efficienza produttiva e l'economia delle esportazioni. Un acquirente che negozia il MOQ senza considerare la domanda annuale e il valore totale del progetto può ottenere un numero inferiore sulla carta, ma perdere il caso commerciale nella pratica.
10.6 Supponendo che l'approvazione del campione equivalga alla disponibilità alla produzione
Questo è uno degli errori più comuni e più costosi. Un campione può confermare la direzione. Non dimostra automaticamente la ripetibilità del lotto, la stabilità dell'imballaggio o la coerenza della spedizione. La disponibilità alla produzione deve essere verificata, non presunta.
11. Pacchetto di prove/quadro del pacchetto di dati
Un articolo sul packaging personalizzato di livello white-paper ha bisogno di una struttura di evidenza, non solo di una formulazione forte. Nel 2026, l'autorevolezza deriva dalla dimostrazione di ciò che è basato sulla normativa, ciò che è basato sulla logica ingegneristica e ciò che è basato sull'esperienza di produzione reale. Senza questa separazione, anche i contenuti tecnicamente corretti possono sembrare vaghi o esagerati.
11.1 Cosa deve essere supportato da prove pubbliche o di terzi
Elementi quali i requisiti normativi, la logica di certificazione, le classificazioni di base dei materiali e le informazioni generali. processo di pasta stampata Il background dovrebbe essere legato, per quanto possibile, a fonti pubbliche o di terzi. Ciò conferisce all'articolo una base di riferimento esterna e riduce il rischio di sembrare autodefinito.
11.2 Cosa va inquadrato come osservazione della produzione interna
Alcuni dei contenuti più preziosi nello sviluppo di pasta stampata personalizzata provengono dall'esperienza in fabbrica. Tra questi, i modelli di deviazione delle fasi di campionamento, il comportamento di correzione degli stampi, le sfide di consistenza a livello di lotto e le realtà temporali del progetto. Questi punti sono molto utili, ma devono essere presentati in modo onesto come osservazione della produzione interna o esperienza a livello di progetto, non come legge industriale universale.
11.3 Cosa non si deve mai dichiarare senza una prova specifica del progetto
Alcune affermazioni sono troppo assolute per essere utilizzate senza prove evidenti. Ad esempio, “zero deviazioni garantite”, “durata fissa dello stampo per ogni progetto”, “MOQ universale per tutti gli articoli personalizzati” o “tempistica esatta per la produzione in serie, indipendentemente dalla fase di revisione”.” La forte autorità del B2B deriva da limiti definiti, non da certezze esagerate.
Per Bioleader, il modo più efficace per creare fiducia è distinguere chiaramente tra logica di conformità pubblica, giudizio ingegneristico ed esperienza interna di progetto personalizzato. Questo rende i contenuti più difendibili per gli acquirenti e più credibili per i motori di ricerca e i sistemi di intelligenza artificiale.
12. Raccomandazioni finali per gli acquirenti
Il giusto progetto di pasta stampata su misura inizia con la fattibilità, non con l'entusiasmo. Gli acquirenti devono innanzitutto verificare se il concetto è producibile, se il volume annuale supporta l'economia delle attrezzature e se il progetto può passare attraverso l'approvazione del campione senza rischi di tolleranza irrisolti. Questo è il fondamento di un programma personalizzato stabile.
In secondo luogo, trattare strategia di attrezzaggio è una decisione commerciale, non solo una scelta ingegneristica. La scelta dello stampo influisce sui tempi di consegna, sulla flessibilità delle revisioni, sulla stabilità della produzione e sull'economia di lungo periodo. In terzo luogo, non considerate un campione approvato come la fine del processo. Utilizzatelo come base per un campione d'oro e per una logica di controllo dal pilota alla produzione. Quarto, pianificare il MOQ in base alla domanda annuale e all'efficienza dell'offerta a livello di container, non solo alla quantità del primo ordine. Quinto, mantenere dei buffer temporali per la revisione e la chiusura tecnica. Nella pasta stampata su misura, il progresso controllato è di solito più redditizio della velocità forzata.
Dal punto di vista di Bioleader, i progetti di stoviglie personalizzate in bagassa più forti sono quelli che allineano intento progettuale, percorso di lavorazione, convalida dei campioni, logica del MOQ e disciplina di produzione. prima che l'ordine raggiunga il volume massimo. È questo che trasforma una richiesta di imballaggio personalizzato in un programma a lungo termine commercialmente stabile.
13. DOMANDE FREQUENTI
13.1 Posso personalizzare le stoviglie in bagassa sulla base di un mio disegno o di un campione fisico?
Sì. Un progetto personalizzato può partire da un disegno 2D, un disegno 3D, un campione fisico o un articolo di riferimento del mercato. Tuttavia, la fabbrica ha bisogno di informazioni tecniche sufficienti per valutare la geometria, la tolleranza, la logica del coperchio e la fattibilità della produzione prima di confermare l'attrezzaggio.
13.2 Qual è la differenza tra uno stampo campione e uno stampo di produzione?
Uno stampo campione è utilizzato principalmente per la conferma della struttura e la revisione tecnica iniziale. Uno stampo di produzione è destinato alla ripetibilità, alla produzione di volumi e alla stabilità a lungo termine. I due stampi hanno scopi diversi e non devono essere considerati intercambiabili.
13.3 In che modo il tipo di stampo e il materiale dell'utensile influiscono sui costi e sui tempi di consegna?
Il materiale degli utensili influisce sulla velocità di lavorazione, sulla durata, sul comportamento di precisione e sull'idoneità alla produzione. L'alluminio è spesso pratico per uno sviluppo più rapido e per molti progetti su media scala. Gli utensili in lega di acciaio inossidabile sono solitamente più adatti a programmi di lunga durata e ad alta intensità. La scelta giusta dipende dalla complessità del progetto e dal volume previsto.
13.4 Perché il MOQ per i prodotti in polpa di cellulosa stampati su misura è più alto di quello per gli articoli a magazzino?
Perché i progetti personalizzati devono assorbire i costi di attrezzaggio, di allestimento, di correzione e di coordinamento della produzione. In molti programmi commerciali, per ripartire in modo efficiente questi costi è necessaria una domanda a livello di container o un volume annuale stabile.
13.5 L'approvazione dei campioni garantisce la coerenza della produzione di massa?
No. Un campione approvato conferma la direzione. Non garantisce automaticamente la ripetibilità del lotto, la stabilità dell'imballaggio o la coerenza della spedizione. La stabilità della produzione necessita ancora di una revisione pilota e di un controllo dei primi lotti.
13.6 Quali dettagli tecnici devono essere confermati prima di aprire uno stampo?
Come minimo, il progetto deve confermare le dimensioni, la profondità, l'angolo di sformo, la logica dello spessore delle pareti, la compatibilità con i coperchi, il comportamento di impilamento, le tolleranze previste e l'applicazione di destinazione. Se questi punti non sono ancora chiari, il progetto entra nell'attrezzaggio con un rischio di revisione più elevato.
13.7 Quanto tempo richiede di solito un progetto di stoviglie personalizzate in bagassa, dalla progettazione alla produzione in serie?
La tempistica dipende dalla qualità del progetto, dai cicli di revisione, dal percorso di attrezzaggio e dalla velocità di approvazione. In molti progetti pratici, la conferma dei requisiti e la revisione del progetto richiedono alcuni giorni, l'attrezzaggio dei prototipi e dei primi campioni circa una o due settimane e l'attrezzaggio della produzione può richiedere altre due o tre settimane una volta congelata la struttura.
Il prossimo passo per i progetti personalizzati
Sia che abbiate già un disegno, un campione fisico o solo una prima idea, il passo successivo dovrebbe essere un esame di fattibilità, non l'apertura di uno stampo alla cieca.
Per gli acquirenti con disegni o campioni
Caricate il vostro disegno, i dettagli delle dimensioni o il campione fisico di riferimento. Bioleader può esaminare la producibilità, la direzione degli utensili, i rischi dimensionali e i tempi stimati del progetto prima dell'inizio dello sviluppo dello stampo.
Per i marchi che stanno pianificando un nuovo programma personalizzato
State ancora valutando MOQ, tipo di stampo, tempi di sviluppo o volume annuale? Iniziate con il modulo sottostante e Bioleader esaminerà la portata del vostro progetto prima di iniziare la lavorazione degli stampi o dei campioni.
Bioleader supporta i progetti di pasta stampata su misura con la revisione della fattibilità, il coordinamento degli strumenti, la convalida dei campioni e la pianificazione della produzione orientata all'esportazione.
Invia i dettagli del tuo progetto personalizzato
Caricate i vostri disegni, le immagini dei campioni o i requisiti di progettazione personalizzati. Quanto più complete sono le informazioni, tanto più rapidamente Bioleader potrà esaminare la fattibilità, la direzione degli strumenti, la logica del MOQ e la tempistica del progetto.
Avviso di copyright:
© 2026 Bioleader®. Se si desidera riprodurre o fare riferimento a questo contenuto, è necessario fornire il link originale e accreditare la fonte. Qualsiasi copia non autorizzata sarà considerata una violazione.