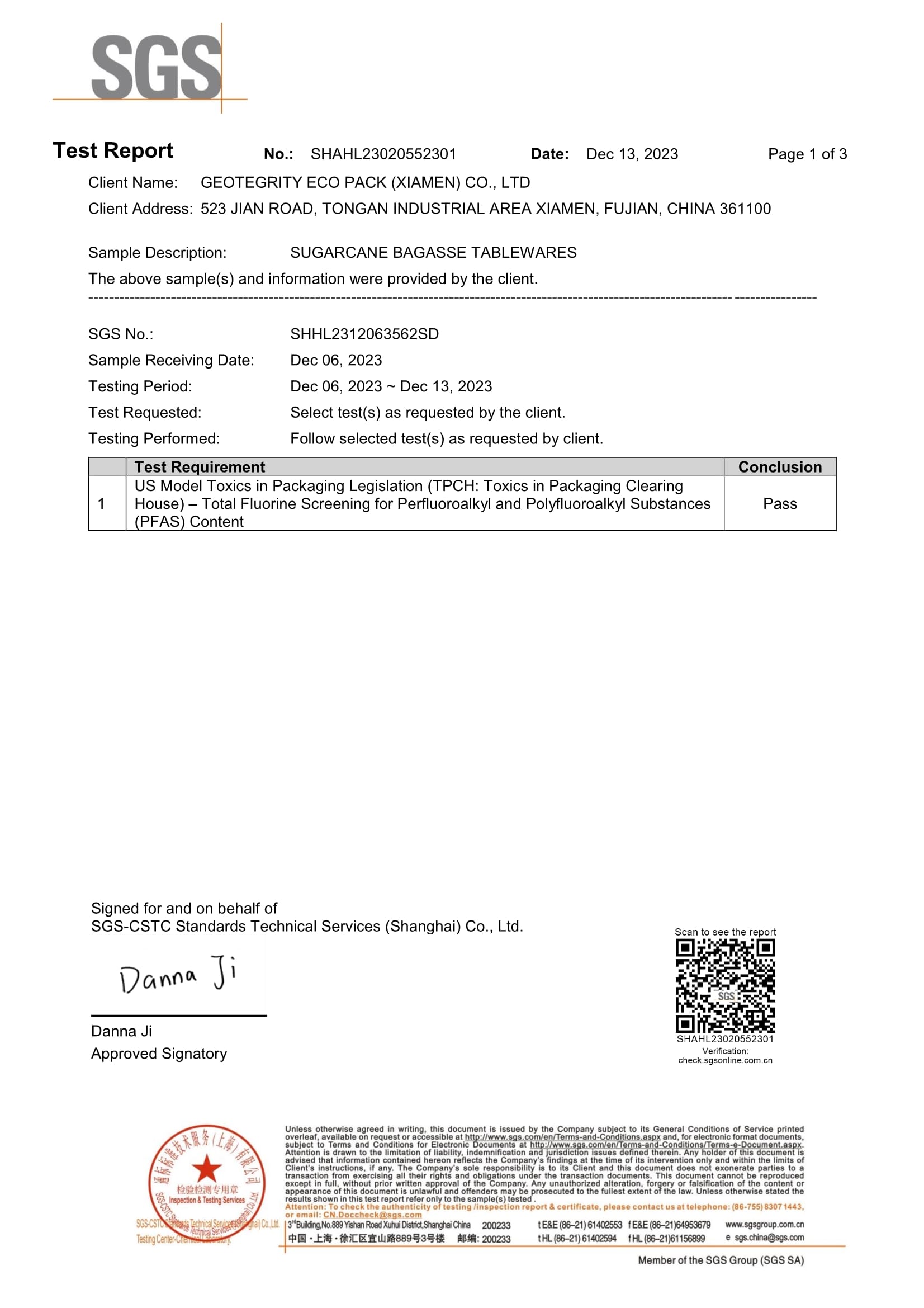
1. Resumen ejecutivo
La vajilla de caña de azúcar sin PFAS es ahora un umbral de contratación, no sólo una etiqueta de sostenibilidad. En el abastecimiento de fibra moldeada en el mundo real, la elección técnica clave ya no es si eliminar la química fluorada, sino qué vía de resistencia a la grasa sin flúor puede seguir ofreciendo un rendimiento estable, una fabricación escalable y un cumplimiento defendible. Para la mayoría de los casos de comida caliente para llevar y servicios alimentarios, los sistemas de aditivos internos de alto rendimiento ofrecen el mayor equilibrio de resistencia a la grasa, eficiencia del proceso y viabilidad comercial. Los sistemas de aditivos internos de baja temperatura siguen siendo importantes para aplicaciones de cadena de frío, ambientales y de bajo contenido en grasa, pero hay que conocer claramente sus límites. Por el contrario, los sistemas de barrera física, como la laminación y los revestimientos superficiales, pueden lograr un mayor rendimiento de barrera en casos muy específicos, pero también introducen un mayor coste, un procesamiento secundario y consideraciones normativas y de repulpabilidad más complejas. Este artículo ofrece un marco técnico de aprovisionamiento para evaluar Vajilla de bagazo sin PFAS en materia de conformidad, resistencia a la grasa, escalabilidad de la fabricación y riesgo de verificación del proveedor, basándose en la lógica de aprovisionamiento, las observaciones de fabricación y la experiencia en control de calidad adquirida en la producción de fibra moldeada a largo plazo y las prácticas de exportación en Bioleader.
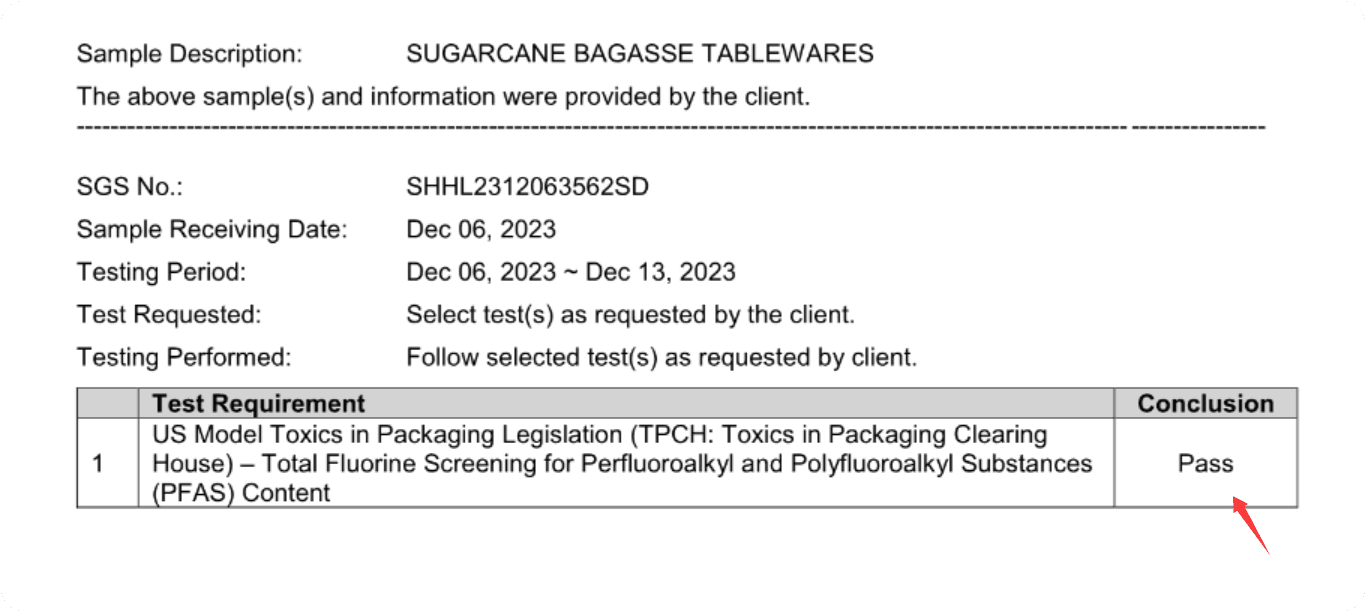
- Base reguladora clave: El abastecimiento sin PFAS requiere ahora pruebas verificables de flúor, alineación de la certificación y revisión del cumplimiento específico del mercado.
- Trayectoria técnica principal: Los sistemas de aditivos internos de alto rendimiento siguen siendo la opción más práctica para la mayoría de las aplicaciones de comida caliente para llevar y de restauración.
- Bajo vs. Alto rendimiento: Los sistemas de aditivos de baja temperatura son adecuados para alimentos de la cadena de frío, a temperatura ambiente y con poca grasa, mientras que los sistemas de alto rendimiento se desarrollan para aplicaciones más exigentes de comida para llevar.
- Nicho alternativo: Los sistemas de barrera externa, incluidos el laminado y los revestimientos superficiales, se justifican principalmente para requisitos especiales de alta barrera.
- Prioridad de abastecimiento: Los compradores deben comparar la ejecución repetible a escala de fábrica, no sólo el rendimiento de las muestras de laboratorio.
2. Por qué es importante la selección de tecnologías sin PFAS en 2026
En 2026, Los envases sin PFAS ya no son una ventaja para la marca reservada a los compradores preocupados por la sostenibilidad. Se ha convertido en un requisito básico de abastecimiento en un número cada vez mayor de mercados de servicios y contactos alimentarios. Para los equipos de compras que adquieren productos de fibra moldeada como bivalvos de caña de azúcar, Platos, cuencos, bandejas y recipientes para alimentos, Sin embargo, la verdadera cuestión ya no es si debe eliminarse la química fluorada. El verdadero reto de abastecimiento es qué vía de resistencia a la grasa sin flúor puede seguir ofreciendo un rendimiento repetible, una eficiencia de producción estable y un cumplimiento defendible a escala comercial.
La vajilla de caña de azúcar se encuentra ahora en la intersección de tres exigentes requisitos: seguridad en contacto con alimentos, resistencia a la grasa y la humedad, y las expectativas de los materiales circulares. Los compradores ya no comparan un “verde” frente a una opción convencional. Están comparando diferentes Técnica sin PFAS cada uno con sus propias compensaciones en cuanto a tolerancia térmica, resistencia a la grasa, complejidad de procesamiento, repulpabilidad y carga de pruebas. En la práctica, esto significa que ya no basta con elegir el material. La decisión de compra debe incluir ahora la lógica del diseño de la barrera, la capacidad de ejecución en fábrica, el método de prueba y la trazabilidad de los documentos.
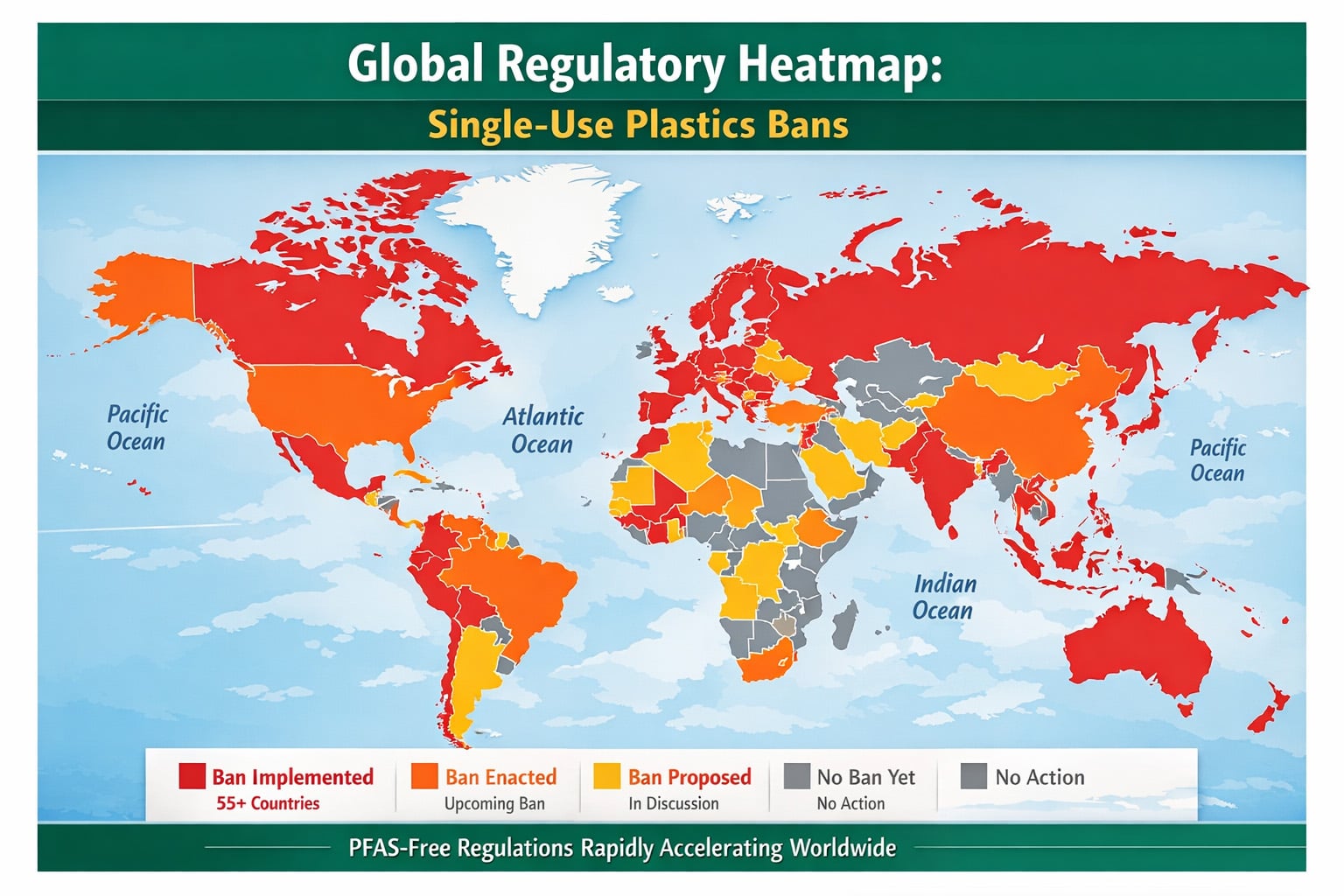
La urgencia es especialmente evidente en las cadenas de suministro orientadas a la exportación. En la Unión Europea, el nuevo Reglamento sobre envases y residuos de envases introduce límites explícitos de concentración de PFAS en envases en contacto con alimentos que se aplicarán a partir del 12 de agosto de 2026. En Norteamérica, los compradores se enfrentan a una combinación de restricciones de PFAS a nivel estatal, requisitos de detección de flúor basados en la certificación y acciones de la FDA que ya han retirado de la eficacia múltiples notificaciones relacionadas con PFAS en contacto con alimentos. En consecuencia, Las alegaciones de ausencia de PFAS ya no pueden basarse en declaraciones vagas o en el lenguaje comercial. Deben apoyarse en la lógica de las pruebas, en la documentación específica del producto y en decisiones de abastecimiento que sigan siendo creíbles en el marco de la revisión reglamentaria.
En el caso de los envases de fibra moldeada para servicios alimentarios, esta es la razón por la que la selección de la tecnología importa ahora más que el lenguaje de las reivindicaciones. Una muestra sin PFAS de bajo coste que funcione en una prueba ambiental breve puede fallar en aceite caliente, tiempos de conservación prolongados o uso para llevar con alto contenido graso. Un tratamiento de superficie de alta barrera puede funcionar bien en ensayos aislados, pero resultar comercialmente deficiente una vez que se tienen en cuenta el procesado secundario, la pérdida de rendimiento y la presión de la repulpabilidad. Por tanto, el problema de abastecimiento en 2026 no es simplemente “Libre de PFAS o no.” Se trata de cómo seleccionar la vía libre de PFAS adecuada para la aplicación alimentaria real, la temperatura de funcionamiento, el mercado de conformidad y la realidad de la producción.
Esta guía gira en torno a esa pregunta. Se centra en las dos principales vías técnicas que se perfilan en la actualidad Abastecimiento de vajillas de caña de azúcar sin PFAS: Sistemas internos de aditivos sin PFAS y sistemas externos de barrera. También explica por qué los compradores deben distinguir entre tecnologías de aditivos internos de baja temperatura y de alto rendimiento, por qué la laminación y el revestimiento no pueden tratarse como conceptos intercambiables y por qué... la repetibilidad a escala de fábrica importa más que el éxito de una muestra puntual. En resumen, no se trata de un resumen medioambiental. Es un marco de abastecimiento para tomar decisiones de envasado técnica y comercialmente defendibles en 2026.
3. Cuadro de definiciones: Términos, límites y significado real de “exento de PFAS
Antes de comparar las vías técnicas, los compradores deben aclarar el lenguaje utilizado en las declaraciones de los proveedores, los informes de pruebas y las especificaciones de los productos. En el abastecimiento de fibra moldeada sin PFAS, la confusión suele empezar con la terminología. Palabras como “Sin PFAS," "sin flúor," "resistente a la grasa," "revestidoy "laminado”se utilizan a menudo como si significaran lo mismo. Pero no es así. Para los equipos de aprovisionamiento, cumplimiento y desarrollo de productos, estas distinciones no son detalles semánticos. Afectan directamente a cómo se prueba un producto, cómo se interpreta su rendimiento y cómo se defiende una decisión de aprovisionamiento.

| Plazo | Significado del trabajo en este artículo |
|---|---|
| Sin PFAS | Una afirmación que debe estar respaldada por la lógica de las pruebas, la documentación y la revisión de conformidad específica del mercado. |
| Sin flúor | Una expresión comercial común que está relacionada con, pero no es idéntica a, una conclusión completa sobre el cumplimiento de las PFAS. |
| Sistemas internos de aditivos sin PFAS | Química de resistencia a la grasa y al agua sin flúor introducida en el proceso de fibra moldeada desde dentro del sistema de pasta. |
| Sistemas de barreras exteriores | Estructuras de barrera añadidas al artículo de fibra moldeada después o a nivel de la superficie del sustrato principal. |
| Laminación de películas | Una capa de película de barrera distinta adherida o laminada sobre el sustrato de fibra. |
| Sistemas de revestimiento de superficies | Una capa de barrera aplicada en superficie formada por materiales de revestimiento líquidos, acuosos, de base biológica o similares. |
| Resistencia a la grasa | Un resultado de rendimiento específico de la aplicación en el que influyen el tipo de alimento, la temperatura, el tiempo de mantenimiento, la estructura y la consistencia del proceso. |
Tabla 1. Términos básicos utilizados en esta guía
3.1. Libre de PFAS es una afirmación orientada al cumplimiento, no una frase de marketing casual
En contextos de aprovisionamiento profesional, “sin PFAS” debe entenderse como una afirmación que debe estar respaldada por una cadena de pruebas definida. Dependiendo del mercado y del marco de certificación, esas pruebas pueden incluir un cribado de flúor, pruebas de sustancias específicas, declaraciones firmadas, documentación de ingredientes y una revisión de la conformidad específica del producto. Nunca debe tratarse como una frase publicitaria aislada sin el alcance del método, la trazabilidad de los documentos y la identidad de las muestras.
3.2. Sin flúor y sin PFAS están relacionados, pero no son conceptos idénticos
“La expresión ”sin flúor“ se utiliza a menudo en la comunicación comercial como abreviatura de la ausencia de productos químicos fluorados añadidos intencionadamente. Sin embargo, el cribado basado en el flúor y la determinación de PFAS no son la misma cuestión analítica. Un resultado de flúor puede utilizarse como indicador o herramienta de cribado, mientras que el cumplimiento de las PFAS puede requerir una interpretación más amplia que implique un análisis específico, un contexto de flúor total, declaraciones y documentación técnica. En otras palabras, una simple declaración de ”no detectable" no significa automáticamente que el producto se haya caracterizado completamente con arreglo a cada marco pertinente de PFAS.
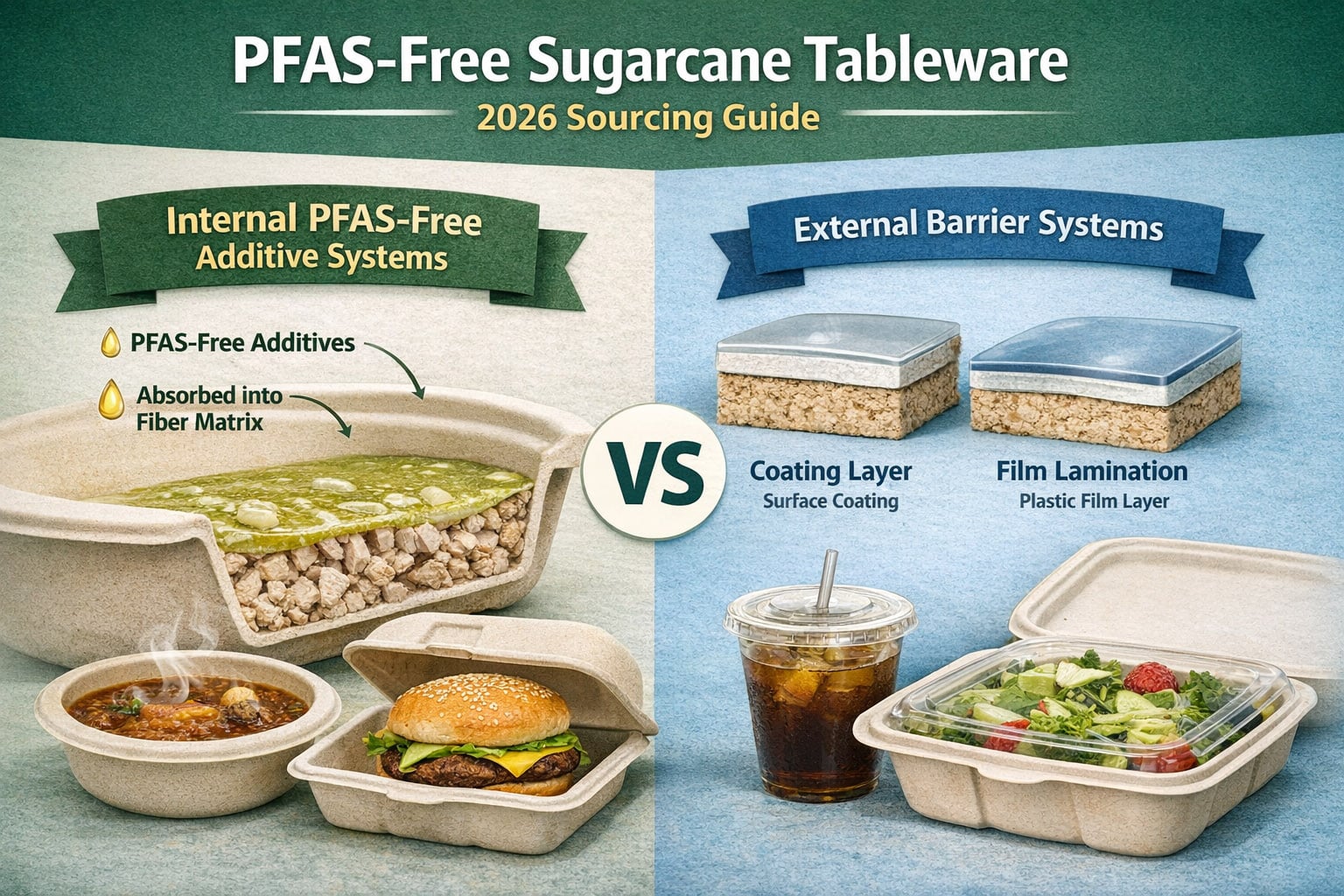
3.3. Los sistemas de aditivos internos no son lo mismo que los sistemas de barreras externas
En este artículo, Sistemas internos de aditivos sin PFAS se refiere a la química de resistencia a la grasa y al agua sin flúor introducida en el proceso de fibra moldeada desde dentro del sistema de pasta. Estos aditivos se integran en el proceso de producción antes del moldeado final y el prensado en caliente. Su valor comercial radica en la integración del proceso, la escalabilidad de la producción y la menor dependencia del tratamiento secundario de superficies.
Por el contrario, Sistemas de barreras exteriores se refiere a las estructuras de barrera añadidas al artículo de fibra moldeada después o a nivel de la superficie del sustrato principal. En esta guía, los sistemas de barrera externa incluyen dos subcategorías distintas: Laminación de películas y Sistemas de revestimiento de superficies. Estas vías pueden mejorar el rendimiento de la barrera en determinadas aplicaciones, pero no deben confundirse con la tecnología de aditivos internos.
3.4. Laminación y revestimiento no son términos intercambiables
Laminación se refiere a una capa de película de barrera distinta que se adhiere o lamina sobre el sustrato de fibra. La lógica técnica se basa en una capa de material separada que crea una barrera física. Revestimiento, Por el contrario, se trata de una capa de barrera superficial formada por materiales de revestimiento líquidos, acuosos, biológicos o similares que se aplican, secan y fijan en la superficie del sustrato. Ambos pertenecen a los sistemas de barrera externa, pero difieren en estructura, flujo de proceso, perfil de defectos e interpretación normativa. Para la redacción técnica y la revisión del aprovisionamiento, nunca deben tratarse como lenguaje intercambiable.
3.5. La resistencia a la grasa es un resultado específico de la aplicación
"Resistencia a la grasa”no debe interpretarse como una propiedad universal de sí o no. En los envases de fibra moldeada, la resistencia a la grasa depende del sistema alimentario real, la temperatura de contacto, el tiempo de mantenimiento, las condiciones de llenado, el diseño de la estructura, el grosor de la pared y la consistencia de la producción. Un producto que funciona bien con alimentos fríos o a temperatura ambiente puede fallar con aceite caliente, salsas picantes o ciclos de entrega largos. Por eso el artículo distingue más adelante entre sistemas de aditivos internos a baja temperatura y sistemas internos de aditivos de alto rendimiento en lugar de tratar todos los aditivos sin PFAS como una sola categoría.
3.6. Este artículo no asume que una ruta sea siempre la correcta
Esta guía no presupone que todas las soluciones de barrera externa sean automáticamente inferiores, ni que todos los sistemas de aditivos internos sean automáticamente conformes o de alto rendimiento. El objetivo de este libro blanco es más limitado y práctico: definir correctamente las rutas técnicas, compararlas en condiciones de suministro y ayudar a los compradores a decidir qué ruta es comercial, operativa y reglamentariamente defendible para una aplicación determinada.
4. Normativa de referencia para 2026: qué deben cumplir realmente los compradores
Para los compradores de Vajilla de caña de azúcar sin PFAS, La revisión de la normativa en 2026 no puede reducirse a un único certificado o a una declaración general del proveedor. En la actualidad, la línea de base del cumplimiento está formada por una combinación de umbrales de PFAS específicos del mercado, requisitos de la documentación relativa al contacto con alimentosy creciente escrutinio de las estructuras de barrera en los envases de fibra. En términos prácticos de abastecimiento, esto significa que los compradores deben evaluar no sólo si un producto se promociona como libre de PFAS, sino también cómo se apoya esa afirmación, qué lógica de prueba se utilizó, y si la estructura del producto sigue siendo comercialmente defendible en virtud de la evolución de las normas de envasado.
Para los equipos de compras de cara a la exportación, el cambio más importante es que el cumplimiento de las PFAS ya no es un tema de sostenibilidad periférico. Se está convirtiendo en parte de la aprobación general de los envases, especialmente cuando se cruzan la seguridad del contacto con los alimentos, las declaraciones de compostabilidad, las expectativas de reciclabilidad y las políticas de reducción de plásticos. En los envases de fibra moldeada para servicios alimentarios, esto es especialmente importante porque a menudo se espera que la vajilla de caña de azúcar cumpla varios objetivos de rendimiento y conformidad al mismo tiempo: resistencia a la grasa, tolerancia al calor, seguridad en contacto con los alimentos y un perfil de material circular creíble.
4.1 Unión Europea: La PPWR se ha convertido en el principal punto de referencia para 2026

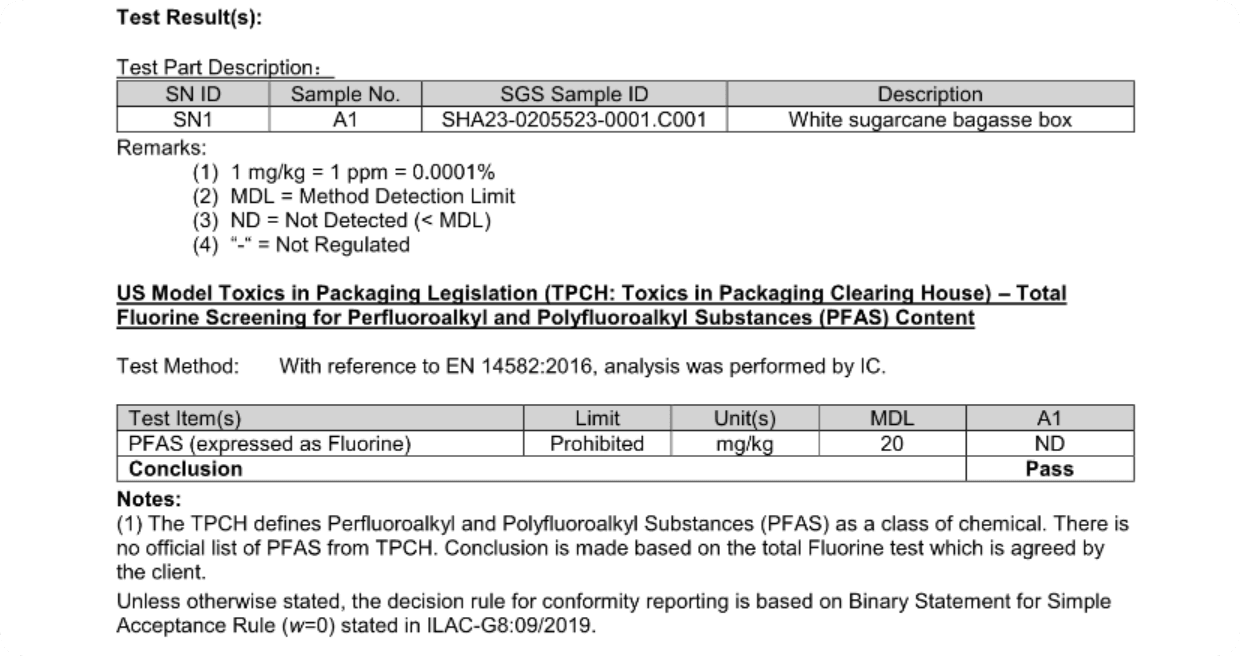
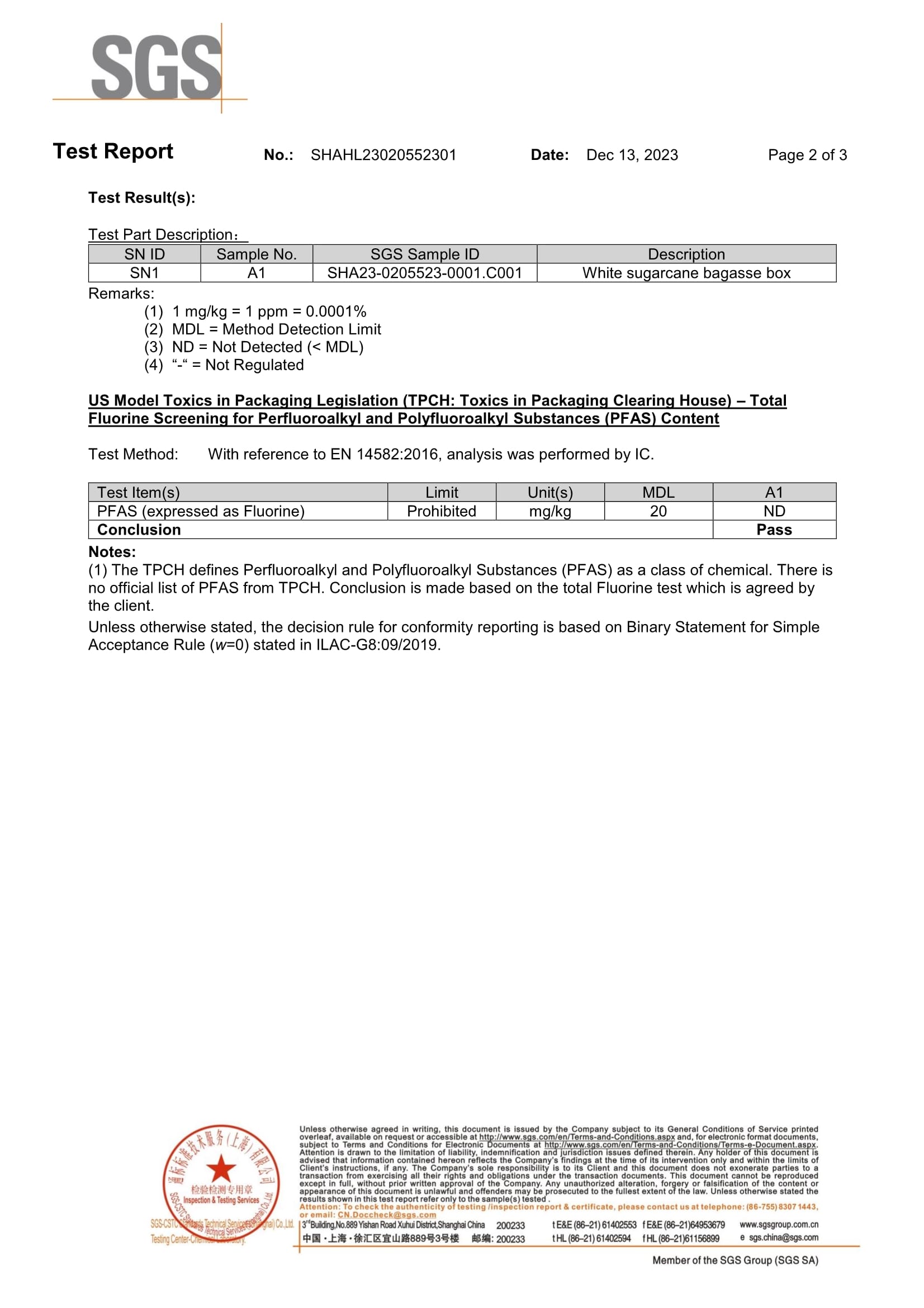
Para los envases en contacto con alimentos comercializados en la UE, el Normativa sobre envases y residuos de envases proporciona ahora el anclaje normativo más importante para la revisión de los PFAS. En 12 de agosto de 2026, los envases en contacto con alimentos no deben contener PFAS en los límites de concentración establecidos en el reglamento o por encima de ellos. Estos incluyen un límite de 25 ppb para cualquier PFAS individual, 250 ppb para la suma de PFASy 50 ppm para PFAS totales. Además, si el flúor total supera los 50 mg/kg, los fabricantes deben poder demostrar la fuente de flúor como parte de la documentación técnica. Para los compradores, esto significa que ya no basta con una amplia declaración de “ausencia de PFAS”. Lo que importa es si el proveedor puede proporcionar un paquete de pruebas específico del producto que se ajuste a la lógica analítica aplicable y a la carga de documentación.
La implicación comercial es igualmente importante. El marco de envasado de la UE no sólo se está haciendo más estricto en torno a las sustancias preocupantes; también está haciendo que el mercado se oriente hacia estructuras de envasado más fáciles de justificar en un contexto de economía circular. Por este motivo, los productos basados en fibras con una lógica de materiales más sencilla pueden ofrecer una posición de abastecimiento más sólida a largo plazo que las estructuras que dependen en gran medida de capas de barrera adicionales. Para los equipos de aprovisionamiento, la cuestión ya no es solo si un producto puede pasar una prueba hoy, sino si su estructura sigue siendo estratégicamente defendible en la próxima fase de escrutinio de los envases.
4.2 Por qué las estructuras de fibra laminada o recubierta requieren un examen más detenido en Europa
En el contexto normativo europeo, los compradores también deben distinguir cuidadosamente entre los artículos de fibra moldeada que siguen siendo principalmente de fibra y los que se basan en capas de barrera que contienen plástico. Las directrices de la UE sobre plásticos de un solo uso ya han dejado claro que los productos de papel o cartón con un forro o revestimiento de plástico pueden entrar dentro de una interpretación regulada por el plástico. Esto no significa que todas las estructuras laminadas o recubiertas sean automáticamente no conformes. Significa que los sistemas de barreras externas suelen conllevar una mayor carga de interpretación, especialmente cuando los compradores tienen que defender la reciclabilidad, la repulpabilidad o el posicionamiento de reducción de plástico, además del cumplimiento de las PFAS.
Por este motivo, los productos de fibra moldeada laminada y recubierta no deben evaluarse únicamente en función de su rendimiento inmediato como barrera. Los compradores también deben considerar si la estructura crea cuestiones normativas adicionales, limitaciones de reciclaje o riesgos de acceso al mercado en regiones donde la pureza de la fibra y la circularidad son criterios de compra cada vez más importantes.
4.3 Norteamérica: la lógica de certificación, las restricciones estatales y las señales de la FDA ya funcionan juntas
En Norteamérica, el cumplimiento de la normativa viene determinado por tres mecanismos que se solapan: los requisitos de certificación, las restricciones estatales en materia de envasado de alimentos y la normativa federal. En el caso de los productos compostables para servicios alimentarios, BPI sigue siendo uno de los puntos de referencia más claros. Su política sobre productos químicos fluorados exige pruebas de que la fórmula del producto no contiene productos químicos fluorados, resultados de pruebas de un laboratorio aprobado por BPI que demuestren un máximo de 100 ppm de flúor orgánico total, y una declaración firmada que confirme la ausencia de productos químicos fluorados añadidos intencionadamente. Para los equipos de aprovisionamiento, la importancia de este requisito no es sólo el número en sí. Es el hecho de que el cumplimiento debe estar respaldado tanto por documentación como por pruebas de laboratorio.
La normativa estatal añade otro nivel de responsabilidad. El Estado de Washington, por ejemplo, exige certificados de conformidad para las categorías restringidas de envases alimentarios y deja claro que los fabricantes deben conservar estos registros mientras el envase esté en uso y durante un período definido después de su distribución. De este modo, el cumplimiento de las PFAS va más allá del lenguaje comercial y se convierte en una documentación auditable de la cadena de suministro. Los compradores que trabajan con fibra moldeada cuencos, platos, envases abiertos o cerrados deben, por tanto, esperar no sólo declaraciones, sino también registros de conformidad trazables que se correspondan con los tipos de producto reales.
A nivel federal, la actuación de la FDA ha reforzado aún más el abandono por parte del mercado de los productos antigrasa a base de PFAS en los envases alimentarios de papel y cartón. La agencia determinó que 35 notificaciones relacionadas con PFAS en contacto con alimentos ya no son efectivas a partir del 6 de enero de 2025, con una fecha de cumplimiento de 30 de junio de 2025 para determinados envases de papel alimentario producidos, suministrados o utilizados antes de esa fecha efectiva. Para los profesionales de la contratación, se trata de una señal clara de que la conversión sin PFAS ya no es una tendencia especulativa. Ya está integrada en la orientación normativa del mercado norteamericano de envases.
4.4 Lo que esto significa para los compradores de vajilla de caña de azúcar sin PFAS
 |  |
La consecuencia para la contratación pública es directa: los compradores ya no deben aprobar las vajillas de bagazo sin PFAS basándose en un único logotipo, una declaración genérica o una prueba de muestra única. La línea de base de 2026 requiere una revisión más estructurada. Como mínimo, los compradores deben confirmar a qué norma de mercado se dirige, qué tipo de prueba de flúor o PFAS se ha utilizado, si el resultado de la prueba coincide con la SKU real y la construcción del producto, y si el producto se basa en un sistema de aditivos internos o en una estructura de barrera externa que pueda crear cuestiones reglamentarias o de reciclado adicionales.
En otras palabras, el cumplimiento de la normativa y el diseño técnico ya no pueden examinarse por separado. En el caso de las vajillas de caña de azúcar sin PFAS, la decisión de abastecimiento defendible es la que se ajusta a idioma de la reclamación, alcance de la prueba, estructura del productoy destino del mercado en una única lógica de aprobación. Esta es la base de la comparación técnica que sigue en las siguientes secciones.
5. Por qué la resistencia a la grasa en la fibra moldeada es un problema de proceso, no un eslogan
En los envases de fibra moldeada para servicios alimentarios, la resistencia a la grasa se discute a menudo como si fuera una simple característica del producto. En realidad, es una resultados controlados por el proceso. A cuenco de caña, Un envase de plástico, una bandeja o una concha de almeja no se convierte en comercialmente fiable sólo porque lleve la etiqueta "sin PFAS", sea compostable o esté moldeado a partir de fibra vegetal. Lo que determina el rendimiento en el mundo real es si el sistema de producción completo puede crear una estructura de fibra que permanezca estable cuando se expone al aceite, el calor, la humedad, la presión y el tiempo.
Esta distinción es fundamental para los compradores porque la fibra moldeada no falla de la misma manera que los envases de plástico o de película. En la vajilla de caña de azúcar, la migración de grasa suele estar relacionada con porosidad de la fibra, puntos débiles locales, densidad estructural y consistencia de procesamiento. Un producto puede parecer visualmente aceptable en el primer llenado y, sin embargo, desarrollar sombras de aceite en la parte trasera, filtraciones en el borde, reblandecimiento local o penetración en el panel inferior tras varios minutos de contacto con alimentos calientes. Por este motivo, la resistencia a la grasa nunca debe evaluarse únicamente por su aspecto en el momento de uso. Debe evaluarse en condiciones de aplicación definidas.
5.1 La estructura de la fibra es el punto de partida, no la respuesta final

El bagazo de caña de azúcar es un sustrato de fibra moldeada resistente y comercialmente atractivo, pero no es naturalmente un material de alta barrera. Al igual que otras estructuras de fibras vegetales, contiene una red de poros, intersecciones de fibras y regiones de densidad variable creadas durante el moldeado, la deshidratación y el prensado en caliente. Estas características estructurales son las que hacen que el producto sea ligero, compostable y fabricable a gran escala. También son la razón por la que puede producirse una penetración incontrolada de aceite y humedad si el diseño de la barrera es deficiente o las condiciones de producción son inestables.
Esta es la razón por la que un artículo de fibra moldeada sin PFAS nunca debe juzgarse únicamente por la identidad del material. “Bagazo” no es una garantía de rendimiento por sí mismo. Dos productos fabricados a partir de la misma fibra base pueden comportarse de forma muy diferente en función del sistema de aditivos, el diseño del molde, el grosor de la pared, las condiciones de la prensa, la eficacia de la deshidratación y la consistencia posterior al moldeo. En el aprovisionamiento comercial, la verdadera cuestión técnica no es si el sustrato es sostenible. La cuestión es si la estructura acabada está diseñada y producida para soportar la carga prevista de contacto con los alimentos.
5.2 El fallo de la grasa suele ser un acontecimiento estructural antes de que se convierta en una queja visible
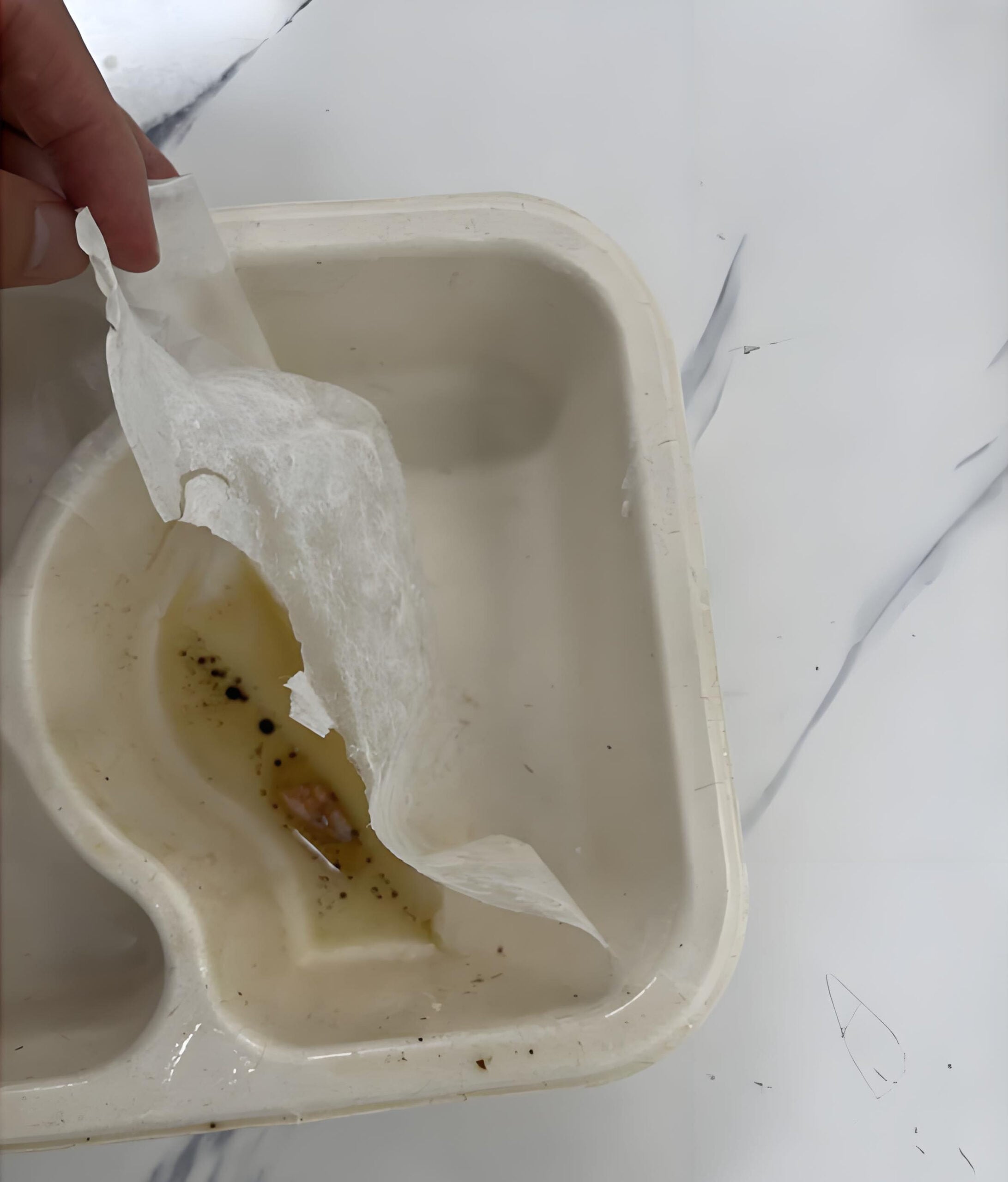
Muchos compradores sólo evalúan la resistencia a la grasa cuando aparece un problema visible de fugas. Esto es demasiado tarde. En la práctica, el fallo de la fibra moldeada suele comenzar como una debilidad estructural mucho antes de que se convierta en una queja obvia del cliente. El aceite puede desplazarse a través de las regiones de menor densidad, las transiciones de los bordes, la geometría de las esquinas, los bordes de sellado o las zonas de tensión creadas durante el apilamiento y el transporte. En el momento en que un producto muestra manchas claras o fugas, el sistema de barrera subyacente a menudo ha estado funcionando mal durante algún tiempo.
Esta es también la razón por la que el rendimiento del panel central por sí solo no es suficiente. El fondo de un recipiente puede parecer estable en una prueba estática de banco, mientras que la zona del borde, la transición de la pared lateral o el borde del compartimento se convierten en el verdadero punto de fallo durante el uso real para llevar. Por lo tanto, los compradores deben considerar la resistencia a la grasa como una cuestión de rendimiento de toda la estructura, no como una afirmación de laboratorio sobre la superficie plana.
5.3 El calor, la carga de aceite y el tiempo de mantenimiento son variables diferentes y no deben mezclarse.
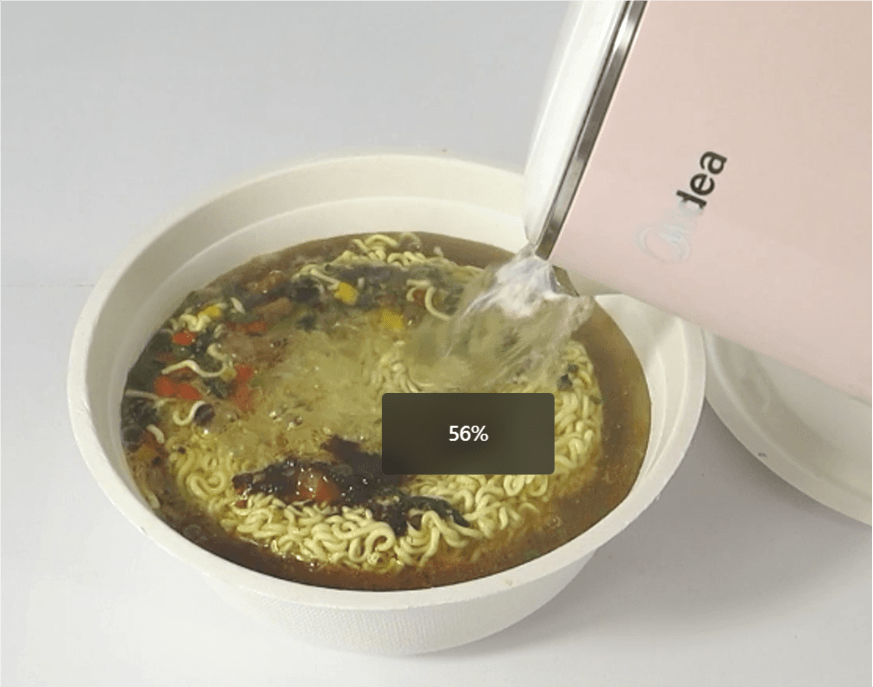 |  |
Uno de los errores de aprovisionamiento más comunes es describir una aplicación alimentaria con demasiada amplitud. “Comida caliente” no es un método de prueba. Un envase de fibra moldeada relleno de arroz caliente se comporta de forma muy diferente a uno que contenga pollo frito, curry, fideos aceitosos o sopa con una capa superficial rica en grasa. La temperatura importa, pero por sí sola no explica el rendimiento. La carga de aceite, la duración del contacto y la geometría del producto son igualmente importantes.
Esta es la razón por la que un producto sin PFAS que funcione bien para un contacto breve con alimentos calientes puede fallar en ciclos de suministro más largos, una mayor concentración de grasa o una retención repetida del calor. También es la razón por la que los sistemas de aditivos internos de baja temperatura y los sistemas de aditivos internos de alto rendimiento no deben agruparse como si sirvieran para la misma gama de aplicaciones. La diferencia entre ellos no es sólo un nivel de marketing. Es una diferencia en las condiciones de uso previstas y en la capacidad del proceso.
| Variable | Por qué es importante | Error típico del comprador |
|---|---|---|
| Temperatura de los alimentos | Una temperatura más alta puede acelerar el reblandecimiento de la fibra, la migración de la humedad y la tensión de barrera. | Tratar toda la “comida caliente” como una sola condición. |
| Carga de aceite | Los alimentos ricos en grasa plantean un reto de penetración diferente al de los alimentos secos o bajos en grasa. | Suponiendo que el arroz caliente y los fideos aceitosos requieran el mismo nivel de barrera. |
| Tiempo de espera | Una mayor duración del contacto aumenta el riesgo de manchas traseras, filtraciones y debilitamiento estructural. | Aprobar una muestra basándose únicamente en pruebas de contacto cortas. |
| Geometría del producto | Las esquinas, las llantas, las transiciones de los flancos y los bordes de los compartimentos suelen ser los primeros puntos de fallo. | Evaluar sólo el panel central o la zona inferior plana. |
| Espesor de pared | Las zonas de paredes finas son más sensibles a la variación de la porosidad y a la penetración de la grasa. | Reducir el peso sin revalidar el rendimiento de la barrera. |
| Coherencia del proceso | La resistencia estable a la grasa depende de la repetibilidad de las condiciones de conformado, deshidratación y prensado en caliente. | Juzgar el rendimiento a partir de un único lote de muestras. |
Tabla 2. Variables clave que afectan a la resistencia a la grasa en envases de fibra moldeada
5.4 La condensación, la humedad y la grasa no son el mismo modo de fallo
Otra fuente común de confusión es la interpretación errónea de los efectos relacionados con la humedad. En los envases de fibra moldeada, la condensación y la penetración de grasa no son hechos idénticos. Un producto llenado en caliente puede generar humedad visible o humedad superficial debido a la migración de vapor y a la diferencia de temperatura, especialmente durante el uso con tapa para llevar. Esto no significa automáticamente que el sistema de resistencia a la grasa haya fallado. La cuestión más importante es si se ha producido realmente una penetración de aceite, un reblandecimiento de las fibras, un debilitamiento estructural o manchas persistentes en el dorso relacionadas con la migración de grasa.
Para una evaluación seria del producto, los compradores deben separar al menos tres condiciones: exposición a humedad caliente, exposición al aceite calientey estrés combinado calor-grasa-tiempo de espera. Es poco probable que un proveedor que no pueda distinguir estas condiciones en las pruebas o en la recomendación de productos proporcione orientaciones fiables sobre la ausencia de PFAS para un uso real en los servicios alimentarios.
5.5 La resistencia a la grasa en 2026 es una cuestión de disciplina de fábrica
Para 2026, el mercado ya no se preguntará únicamente si un producto de fibra moldeada sin PFAS puede superar una prueba de muestra aislada. La pregunta más importante es si se puede mantener el mismo rendimiento en la producción comercial, en múltiples SKU y en lotes de exportación repetidos. Por eso, la resistencia a la grasa debe tratarse como una cuestión de disciplina de fabricación. La química de los aditivos es importante, pero también lo son la preparación de la pasta, el control de la dosificación, la estabilidad del conformado, la temperatura del molde, el tiempo de permanencia, la variación del grosor de la pared y la disciplina del control de calidad.
Desde la perspectiva del abastecimiento, este es el punto en el que muchos proveedores empiezan a separarse. Algunos pueden fabricar una muestra de laboratorio aceptable. Son menos los que pueden mantener un rendimiento repetible cuando aumenta la velocidad de producción, se incrementa la cantidad de cartón y se producen varios formatos de producto en paralelo. Para los compradores, el verdadero riesgo de compra rara vez es la primera muestra. Es la incoherencia a escala comercial.
Aquí es también donde Experiencia en producción de Bioleader adquiere relevancia. En el suministro para la exportación de fibra moldeada, la resistencia a la grasa no se gestiona como un reclamo de un solo material. Se gestiona como un resultado combinado de la estructura de la fibra, el control del proceso, la selección de aditivos y la adecuación a la aplicación. Por ello, la siguiente sección se centra primero en los sistemas de aditivos internos sin PFAS, incluida la diferencia práctica entre las rutas de baja temperatura y las de alto rendimiento, antes de pasar a los sistemas de barrera externos, como la laminación y los revestimientos superficiales.
6. Ruta A - Sistemas internos de aditivos sin PFAS
Entre las vías tecnológicas sin PFAS disponibles para envases de fibra moldeada para restauración, Los sistemas de aditivos internos siguen siendo el punto de partida más importante desde el punto de vista comercial. Su importancia radica en un hecho práctico: están diseñados para aumentar la resistencia a la grasa y la humedad. dentro del propio proceso de fibra moldeada, en lugar de depender principalmente de una capa de barrera postformado independiente. Para los compradores, esto es importante porque los sistemas integrados son generalmente más fáciles de escalar, más fáciles de controlar en la producción y más fáciles de evaluar como parte de un proceso de fábrica completo en lugar de como un tratamiento de superficie aislado.
En el aprovisionamiento comercial, los sistemas de aditivos internos son a menudo la ruta que mejor equilibra el rendimiento, la producción y el coste para las aplicaciones de vajilla de caña de azúcar corrientes. No son automáticamente la opción de barrera más fuerte en todos los casos de uso extremos, pero a menudo son la ruta más práctica para envases de gran volumen para llevar en los que los compradores necesitan una resistencia a la grasa repetible sin añadir una complejidad estructural excesiva. Esta es también la razón por la que los sistemas internos no deberían debatirse como una única categoría genérica. En el aprovisionamiento y la fabricación reales, hay una gran diferencia entre sistemas de aditivos internos a baja temperatura y sistemas internos de aditivos de alto rendimiento.
 |  |
6.1 Qué significan realmente los sistemas internos de aditivos
En este artículo, los sistemas de aditivos internos sin PFAS se refieren a la química de resistencia a la grasa y al agua sin flúor introducida desde dentro del proceso de producción de fibra moldeada, normalmente a través del sistema de pulpa antes del conformado final y el prensado en caliente. La lógica comercial es sencilla: en lugar de construir la barrera principalmente a través de una película externa separada o una capa de revestimiento, el productor busca mejorar el rendimiento de resistencia del artículo final a través de la química integrada en el proceso combinada con el control del conformado, la deshidratación y el prensado en caliente.
Esta distinción es importante porque a menudo se malinterpretan los sistemas internos como si fueran meros “materiales añadidos a la pulpa.” En la práctica, el aditivo en sí es sólo una parte del resultado. El rendimiento real depende de cómo interactúe el aditivo con la distribución de las fibras, la densidad estructural, la eliminación de la humedad y las condiciones de conformado térmico. Esta es la razón por la que dos proveedores pueden afirmar que utilizan aditivos internos libres de PFAS y, sin embargo, ofrecer un rendimiento muy diferente una vez que el producto se llena con alimentos calientes, aceitosos o de larga conservación para llevar.
Desde el punto de vista del abastecimiento, el principal punto fuerte de un sistema interno es que puede evaluarse como parte de una ruta de fabricación completa. Los compradores no sólo examinan una declaración química. Comprueban si el proveedor puede mantener un proceso estable en la preparación de la pasta, el control de aditivos, la consistencia del conformado, el prensado en caliente, la variación de SKU y la salida del lote final.
6.2 Sistemas de aditivos internos a baja temperatura
Los sistemas de aditivos internos de baja temperatura suelen estar pensados para entornos menos exigentes en cuanto a resistencia a la grasa. En la práctica, estos sistemas suelen ser más adecuados para aplicaciones de cadena de frío, ambiente, alimentos secos o con poca grasa donde el envase no está expuesto a aceite caliente prolongado, carga pesada de grasa o condiciones prolongadas de mantenimiento a alta temperatura. A menudo siguen siendo comercialmente atractivas porque se acercan más a la economía de producción estándar y pueden soportar la fabricación de grandes volúmenes con una menor carga de rendimiento-coste.
Este tipo de sistema puede ser totalmente apropiado cuando la aplicación está correctamente adaptada. Por ejemplo, los productos utilizados para ensaladas, fruta, artículos de panadería, comidas a temperatura ambiente o contacto de corta duración con alimentos relativamente bajos en grasa pueden no requerir el mayor margen de barrera de un sistema interno más exigente. En estos casos, sobredimensionar el producto sólo puede añadir costes sin aportar un valor comercial real.
El riesgo de abastecimiento comienza cuando los compradores o proveedores tratan los sistemas de baja temperatura como si fueran universalmente adecuados para todos los envases de fibra moldeada sin PFAS. No es así. Una vez que el perfil de los alimentos se desplaza hacia un uso más caliente, rico en aceite, con muchas salsas o de larga conservación para llevar, la ventana de rendimiento cambia significativamente. Un producto aprobado para condiciones de uso ligero puede mostrar entonces sombras en la parte trasera, filtraciones en los bordes, reblandecimiento local o consistencia inestable en el uso real en el servicio de comidas. Por esta razón, un sistema interno de baja temperatura debe aprobarse sólo en función del perfil de aplicación real, no en función de una declaración genérica amplia como “seguro para alimentos calientes” o “resistente a la grasa”.”
6.3 Sistemas de aditivos internos de alto rendimiento
Los sistemas de aditivos internos de alto rendimiento se desarrollan para aplicaciones de fibra moldeada más exigentes, en las que la carga de grasa, la tensión térmica y el tiempo de retención son materialmente mayores. En términos de aprovisionamiento, se trata de la ruta más adecuada para comidas calientes para llevar, comidas preparadas aceitosas, aplicaciones con muchas salsas y entornos de restauración más exigentes. Su valor comercial radica en que ofrecen una mayor resistencia a la grasa, al tiempo que conservan las ventajas operativas de un proceso integrado de fibra moldeada.
Desde una perspectiva técnica, los sistemas de alto rendimiento no deben entenderse como “el mismo aditivo utilizado a un nivel superior”. En una producción bien controlada, se entienden mejor como una combinación de la química interna del aditivo, la interacción fibra-superficie, la estabilización del proceso y la densificación por prensado en caliente. El efecto de barrera final depende de la eficacia del sistema en toda la estructura del artículo, incluidas las regiones de menor densidad, las transiciones de las paredes laterales, las esquinas, los bordes y otras zonas en las que los productos de fibra moldeada suelen fallar primero en condiciones reales de uso.
Este es también el punto en el que la disciplina del proceso resulta decisiva. Un sistema interno de alto rendimiento sólo puede justificar sus pretensiones si la fábrica puede mantener la estabilidad en la consistencia de la pasta, la dosificación de aditivos, el orden de mezcla, el comportamiento de deshidratación, la temperatura del molde, el tiempo de permanencia y el control del espesor de la pared. Sin esa disciplina, incluso un paquete de aditivos técnicamente avanzado puede producir resultados comerciales inconsistentes. Basándonos en la experiencia de Bioleader en la producción de fibra moldeada, los resultados más fiables y de alto rendimiento libres de PFAS no se consiguen a través de un único material, sino a través de una ventana de proceso repetible que permanece estable a través de diferentes SKUs y lotes de exportación.
Para los compradores, el significado práctico está claro: los sistemas internos de alto rendimiento son a menudo la opción más equilibrada para los envases de comida caliente para llevar, pero deben validarse en función del caso de uso real. El nivel de calor, la concentración de grasa, el tiempo de llenado, el estado de la tapa, la presión de apilamiento y la duración de la entrega afectan al resultado final. Por lo tanto, la pregunta correcta para la aprobación no es si un proveedor dice que el producto es “de alto rendimiento”, sino si ese rendimiento se ha demostrado en condiciones que reflejen la aplicación prevista.
6.4 Por qué los sistemas internos siguen siendo comercialmente atractivos
La fuerza continua de los sistemas internos de aditivos sin PFAS no es sólo técnica. También es operativa y comercial. Dado que la lógica de la barrera está integrada en la ruta de producción de la fibra moldeada, los compradores obtienen a menudo una solución más escalable para el envasado de servicios alimentarios convencionales que la que obtendrían mediante una estructura de barrera externa que depende de un procesamiento posterior independiente. Por lo general, esto favorece un flujo de producción más limpio, menos variables de procesos secundarios y una estructura de costes más práctica para el suministro de exportaciones de gran volumen.
Los sistemas internos también pueden ofrecer una narrativa de abastecimiento más sencilla en mercados en los que los compradores valoran cada vez más las estructuras de envasado basadas en fibras más simples. No eliminan la necesidad de pruebas, documentación o validación específica de la aplicación, pero a menudo reducen la complejidad estructural que conllevan los envases laminados o recubiertos por separado. Para los equipos de aprovisionamiento, esto puede significar un equilibrio más manejable entre el rendimiento de barrera, la eficiencia de producción y el posicionamiento de cumplimiento a largo plazo.
6.5 Cuando los sistemas internos siguen fallando en la práctica
A pesar de sus ventajas, los sistemas internos de aditivos sin PFAS no eliminan el riesgo técnico. Pueden seguir fallando cuando la aplicación se clasifica erróneamente, cuando el producto se ha aligerado en exceso, cuando una geometría afilada crea puntos de tensión local o cuando la consistencia del proceso es débil. En el mundo real de los envases para servicios alimentarios, las zonas problemáticas habituales son los bordes de sellado, las transiciones entre compartimentos, las esquinas afiladas, las zonas de paredes finas y los formatos expuestos a largos tiempos de retención con sistemas alimentarios ricos en grasas.
Por ello, los compradores deben evitar tratar los sistemas internos como una garantía automática. Una ruta de aditivos internos sin PFAS puede ser fuerte desde el punto de vista comercial, pero sólo cuando el diseño del producto, la ventana del proceso y el perfil de la aplicación están alineados. En la práctica, esto significa que los proveedores más fuertes no son los que hacen las afirmaciones más amplias. Son los que pueden explicar dónde se encuentra el límite de rendimiento, cómo se ha probado y cómo se controla la repetibilidad a escala de fábrica.
7. Ruta B - Sistemas de barrera externos
Los sistemas de barrera externa representan la segunda vía principal libre de PFAS en los envases de fibra moldeada para la restauración. A diferencia de los sistemas de aditivos internos, que crean resistencia en el propio proceso de moldeado, los sistemas de barrera externa se basan en una barrera superficial distinta para mejorar la protección contra la grasa o la humedad. En términos de abastecimiento, esta vía se suele considerar cuando los compradores necesitan un margen de barrera más fuerte que el que puede proporcionar una estructura de fibra moldeada estándar mediante la química interna por sí sola, o cuando una aplicación alimentaria específica crea condiciones inusualmente exigentes de líquido, aceite o tiempo de retención.
Para los equipos de contratación, la cuestión clave no es si los sistemas de barreras externas pueden funcionar. En muchos casos, sí. La cuestión más importante es si el rendimiento añadido de la barrera justifica el consiguiente aumento de los costes. complejidad estructural, dependencia del proceso, coste y revisión de la circularidad. Por eso, los sistemas externos no deben tratarse como una mejora por defecto. Deben evaluarse como una vía técnica distinta con sus propias ventajas, limitaciones e implicaciones normativas.

7.1 Lo que pertenece a los sistemas de barreras exteriores
En esta guía, los sistemas de barreras exteriores incluyen dos categorías principales: laminación de películas y sistemas de revestimiento de superficies. Ambas son soluciones orientadas a la superficie, pero no son intercambiables en términos técnicos o de abastecimiento. La laminación de películas crea una barrera adhiriendo una capa de película distinta sobre el sustrato de fibra moldeada. Los sistemas de revestimiento de superficies crean una barrera aplicando un material líquido o en dispersión a la superficie y formando una capa funcional tras el secado, el curado o la fijación.
Esta distinción es importante porque las dos vías se comportan de forma diferente en la producción, en la estabilidad de las prestaciones y en la interpretación del mercado. Una estructura laminada puede ofrecer un concepto de barrera física más claro, pero también introduce una lógica multimaterial más explícita. Una estructura revestida puede parecer más ligera o menos visible en el aspecto final, pero puede añadir complejidad debido a los pasos de procesamiento adicionales, el control de la uniformidad del revestimiento y las cuestiones de reciclabilidad o repulpabilidad. Por tanto, los compradores deben evaluar los sistemas externos no como una categoría única, sino como dos vías de abastecimiento relacionadas pero distintas.
7.2 Laminación de películas

El laminado de película se selecciona normalmente cuando un artículo de fibra moldeada requiere una capa de barrera más robusta para líquidos, grasas o condiciones de contacto prolongado. En términos comerciales, el atractivo del laminado es evidente: puede crear un efecto barrera más fuerte y evidente que muchas soluciones de fibra moldeada estándar, sobre todo cuando la aplicación implica combinaciones difíciles de líquido y grasa o condiciones de retención exigentes.
Sin embargo, ese mayor potencial de barrera conlleva contrapartidas. Un artículo laminado ya no se define sólo por la propia estructura de fibra moldeada. Se convierte en una estructura compuesta cuyo rendimiento depende de la calidad de la unión, la integridad de la película, la estabilidad de los bordes y la compatibilidad entre el sustrato y la capa de película. Esto introduce puntos de revisión adicionales para los compradores, no sólo en el rendimiento de barrera, sino también en la manipulación de residuos aguas abajo, el posicionamiento de circularidad y la interpretación del mercado, donde las estructuras de fibra más simples pueden verse favorecidas.
Desde el punto de vista del aprovisionamiento, el laminado con película debe tratarse, por tanto, como una solución basada en proyectos más que como una vía de mejora universal. Puede estar justificado comercialmente en aplicaciones nicho de alta barrera, pero a menudo debilita la ventaja de simplicidad que hace atractiva a la fibra moldeada en primer lugar.
7.3 Sistemas de revestimiento de superficies
Los sistemas de revestimiento de superficies utilizan una capa de barrera revestida en lugar de una película adherida. En términos prácticos de fabricación, esta ruta introduce un paso separado de tratamiento de la superficie destinado a mejorar la resistencia a la grasa o a la humedad después de que el artículo principal de fibra moldeada ya haya sido formado. Dependiendo del sistema, esto puede implicar un control adicional de la aplicación, secado, curado o pasos de inspección antes de que el producto final esté listo para su envasado y exportación.
La principal ventaja de los sistemas de revestimiento es la flexibilidad. En algunas aplicaciones, pueden mejorar el rendimiento de barrera sin introducir el mismo tipo de estructura de película visible asociada al laminado. En teoría, esto puede permitir a los compradores aspirar a un resultado de barrera más fuerte conservando un perfil visual o estructural más parecido al de la fibra. Pero en la práctica, los sistemas de revestimiento rara vez son sencillos. Su rendimiento depende en gran medida de la distribución del revestimiento, la consistencia de la capa, la cobertura de los bordes, el control de los defectos y la estabilidad durante la producción comercial.
Esta es también la razón por la que las barreras antigrasa aplicadas por pulverización ya no son el centro de la discusión en el abastecimiento de fibra moldeada convencional. Puede que sigan apareciendo en conversaciones técnicas de nicho, pero en el caso de los envases para servicios alimentarios a gran escala, los compradores suelen preocuparse menos por el método de aplicación en sí y más por la repetibilidad, el coste y el riesgo de defectos de la estructura recubierta resultante.
7.4 Repulpabilidad y circularidad
Los sistemas de barrera externa a menudo se someten a un escrutinio más minucioso porque pueden complicar la historia material de los envases de fibra moldeada. Un simple artículo de fibra moldeada ya tiene una identidad comercial clara: es una estructura basada en fibra que puede posicionarse en torno a la compostabilidad, la reducción del contenido de plástico o una alineación más fácil con los objetivos de circularidad orientados a la fibra, dependiendo del mercado y la ruta de fin de vida. Una vez que se añade una película o una capa de revestimiento por separado, esa simplicidad se reduce.
Para los compradores, esto no significa automáticamente que el producto sea comercialmente inaceptable. Significa que hay que plantearse preguntas adicionales. ¿Puede seguir justificándose la estructura en virtud de las reivindicaciones de circularidad del comprador? ¿Crea la capa de barrera problemas de repulpabilidad? ¿Añade incertidumbre en regiones en las que el escrutinio relacionado con el plástico sigue siendo elevado? No se trata de cuestiones de marketing secundarias. Ahora forman parte de la propia decisión de aprovisionamiento.
Esta es una de las razones por las que muchos compradores siguen prefiriendo un sistema interno sin PFAS bien ejecutado para las principales aplicaciones de comida para llevar, siempre que pueda cumplir el requisito real de barrera. Desde la perspectiva de Bioleader, los sistemas de barrera externos deben reservarse para los casos en que la aplicación los requiera realmente, no simplemente como una mejora por defecto en ausencia de una validación adecuada del proceso.
7.5 Cuando se justifiquen los sistemas de barreras externas
Los sistemas de barrera externa se justifican cuando la aplicación exige un nivel de rendimiento de barrera que no puede obtenerse de forma consistente mediante una ruta de fibra moldeada interna en condiciones comerciales realistas. Esto puede incluir formatos especiales de envasado de líquidos, condiciones de retención inusualmente largas, sistemas alimentarios con una carga extrema de aceite o salsa, u otros requisitos de nicho en los que sea comercialmente necesaria una capa de barrera más resistente.
En estos casos, los compradores deben resistir la tentación de tratar los sistemas externos como un atajo. La cuestión correcta no es si la barrera parece más resistente sobre el papel, sino si la estructura completa sigue siendo comercialmente viable después de tener en cuenta la complejidad de la producción, el control de defectos, la repetibilidad de los lotes y las expectativas del mercado de destino. Utilizados de forma selectiva, los sistemas de barrera externa pueden resolver problemas reales de envasado. Si se utilizan de forma demasiado generalizada, pueden socavar las ventajas estructurales y comerciales que hicieron atractiva la fibra moldeada en un principio.
8. Matriz de decisión: qué ruta se adapta a cada escenario de restauración
Una vez que los compradores comprenden la diferencia entre los sistemas de aditivos internos y los sistemas de barreras externas, el siguiente paso es la adecuación de las aplicaciones. Aquí es donde muchas decisiones de aprovisionamiento se vuelven más disciplinadas o más caras de lo necesario. La ruta correcta rara vez viene determinada por una única afirmación, como “resistente a la grasa” o “libre de PFAS”. Viene determinada por la adecuación de la ruta seleccionada al sistema alimentario real, la temperatura de uso, el tiempo de mantenimiento, la demanda de barrera y el modelo de explotación comercial.
Para la corriente dominante envases de fibra moldeada para la restauración, la forma más útil de comparar rutas es a través de una matriz de decisión en lugar de una jerarquía de comercialización. Una barrera más fuerte no siempre es la mejor decisión de aprovisionamiento si añade costes de proceso innecesarios, complejidad estructural o carga de circularidad. Del mismo modo, una ruta de menor coste no es la elección correcta si no puede sobrevivir a las condiciones reales de consumo. El propósito de esta sección no es, por tanto, declarar una ruta universalmente superior. Se trata de ayudar a los compradores a identificar qué ruta es comercial y técnicamente defendible para cada categoría de uso.
| Factor de comparación | Sistemas internos de aditivos sin PFAS | Sistemas de barreras exteriores |
|---|---|---|
| Lógica de barreras | Rendimiento integrado en el proceso de fibra moldeada mediante química interna y control del proceso. | Rendimiento mejorado mediante una capa de barrera independiente a nivel de superficie, como laminación o revestimiento. |
| El caso de uso más adecuado | Comida para llevar, platos calientes, alimentos a temperatura ambiente y envasado de grandes volúmenes para restauración. | Aplicaciones especiales de alta barrera, combinaciones difíciles de líquido y grasa y formatos exigentes. |
| Complejidad de la producción | Integrado en la ruta primaria de fibra moldeada. | Mayor debido al procesamiento adicional de la capa de barrera y a los requisitos de control de defectos. |
| Escalabilidad comercial | Generalmente más fuerte para la producción de grandes volúmenes. | Depende más de la estabilidad del tratamiento secundario y de la economía específica del proyecto. |
| Simplicidad estructural | Suele ser más favorable para los compradores que buscan una lógica de envasado más sencilla basada en la fibra. | Puede introducir una estructura compuesta o tratada superficialmente más compleja. |
| Principal riesgo para el comprador | Clasificación errónea de la aplicación o sobreestimación de la capacidad de la barrera. | Aceptar una mayor complejidad y coste sin una ganancia de barrera realmente necesaria. |
| Prioridad de aprobación | Adaptación de la aplicación, repetibilidad del proceso y validación realista de la comida caliente. | Necesidad de barreras, control de defectos, revisión estructural y lógica de aceptación en el mercado final. |
Tabla 3. Comparación maestra de sistemas de aditivos internos sin PFAS y sistemas de barrera externa
8.1 Selección de rutas basada en aplicaciones
Para la mayoría de los compradores, la pregunta más práctica no es “¿Qué ruta es mejor en teoría?”, sino “¿Qué ruta es la adecuada para esta aplicación alimentaria?” Esa decisión debe basarse en las condiciones de uso, no sólo en las etiquetas de categoría. Una ensaladera, una bandeja de curry, una almeja para fritos y un recipiente para sopa pueden venderse bajo la misma familia de envases, pero plantean exigencias muy diferentes al sistema de barrera. La tabla que figura a continuación ofrece un punto de partida práctico para la selección de rutas, basado en escenarios reales de servicios alimentarios.
| Restauración | Tensión típica del embalaje | Ruta recomendada | Atención al comprador |
|---|---|---|---|
| Ensaladas frías, fruta, panadería, alimentos a temperatura ambiente | Poca grasa, baja tensión térmica, menor duración del contacto | Sistemas de aditivos internos a baja temperatura | Evite el exceso innecesario de especificaciones y la inflación de costes. |
| Comidas calientes estándar para llevar | Calor moderado, grasa moderada, duración rutinaria del parto | Sistemas internos de aditivos de alto rendimiento | Validar la repetibilidad en condiciones realistas de llenado y retención. |
| Fideos aceitosos, curry, fritos, comidas con mucha salsa | Mayor carga de grasa, tensión más difícil en llantas y transiciones | Sistemas internos de aditivos de alto rendimiento, o sistemas externos de barrera si el rendimiento interno es insuficiente. | Compruebe el perfil real del alimento, no sólo las afirmaciones genéricas de resistencia al calor. |
| Entrega de larga duración con sistemas de alimentos calientes y grasos | Mayor tiempo de contacto, retención térmica, tensión de apilamiento y transporte | Sistemas internos de alto rendimiento en primer lugar; sistemas externos de barrera si las pruebas lo justifican claramente. | Concéntrese en el tiempo de retención, los puntos débiles estructurales y la consistencia de los lotes comerciales. |
| Formatos especiales para nichos ricos en líquidos o de alta barrera | Gran desafío líquido, difícil margen de barrera, exigencias específicas del proyecto | Sistemas de barreras exteriores | Confirmar la necesidad de la barrera y evaluar la complejidad añadida antes de su aprobación. |
Tabla 4. Matriz de decisión basada en la aplicación para la vajilla de caña de azúcar sin PFAS
8.2 El error más caro es elegir la ruta equivocada para el problema equivocado
En la práctica, el principal factor de coste no suele ser el precio unitario ofertado al principio del proyecto. Es el desajuste de rutas. Un comprador puede pagar de más por un sistema de barrera externa que nunca fue necesario para la aplicación alimentaria real. O, lo que es más habitual, un comprador puede aprobar una ruta interna de bajas especificaciones para un uso alimentario que requiere un margen de barrera mayor, sólo para enfrentarse más tarde a reclamaciones, nuevas pruebas, retrasos en la aprobación o costes de sustitución. En ambos casos, el error técnico se convierte en un coste comercial.
Por eso, la matriz de decisión más defendible es la que se construye en torno a condiciones de uso reales, no a categorías genéricas de envases. Los compradores deben definir en primer lugar el perfil del alimento, la carga térmica, la carga de grasa, el tiempo de conservación, el estado de la tapa y el contexto de cumplimiento del mercado de destino. Sólo entonces deben decidir si está comercialmente justificado un sistema interno de baja temperatura, un sistema interno de alto rendimiento o un sistema de barrera externa. Esa secuencia es la que convierte Abastecimiento sin PFAS de una opción de envasado reactiva a una estrategia de adquisición controlada.
9. PNT de verificación de las adquisiciones
En el caso de las vajillas de caña de azúcar sin PFAS, la comparación técnica por sí sola no es suficiente. Los compradores también necesitan un flujo de trabajo de aprobación repetible que pueda separar a los proveedores conformes y escalables de los que se basan en afirmaciones generales, informes incompletos o muestras únicas. En la práctica, el flujo de trabajo de aprovisionamiento más eficaz no es el que tiene más papeleo. Es el que conecta idioma de la reclamación, alcance de la prueba, SKU identidad, ejecución en fábricay requisitos del mercado de destino en una lógica de revisión.
Esto es especialmente importante en el abastecimiento de fibra moldeada sin PFAS porque el rendimiento de barrera y la defensibilidad normativa ya no son temas independientes. Un producto puede obtener buenos resultados en una breve prueba de banco pero carecer de la lógica adecuada de detección de flúor, trazabilidad a nivel de SKU o documentación sobre el mercado de destino. A la inversa, un proveedor puede disponer de informes relevantes pero fallar en la repetibilidad de los lotes, el rendimiento de la zona de borde o la correspondencia de las aplicaciones. Por tanto, un aprovisionamiento serio requiere una secuencia de verificación estructurada en lugar de un único acto de aprobación.
9.1 Procedimientos normalizados de trabajo para la revisión de los expedientes de conformidad
La primera puerta de aprobación debe ser siempre la revisión de documentos. Antes de que comiencen las pruebas de rendimiento, el comprador debe confirmar si la declaración de ausencia de PFAS del proveedor está respaldada por un expediente de conformidad específico del producto en lugar de una declaración de comercialización genérica. Como mínimo, dicho expediente debe identificar la SKU real objeto de revisión, la estructura del producto, el mercado de destino, el tipo de ensayo utilizado, la fecha del ensayo y el organismo o laboratorio emisor. Si el proveedor no puede asignar el informe a la familia de productos exacta que se está cotizando, la declaración aún no está lista para la contratación.
Para envases compostables para servicios alimentarios vendidos en Norteamérica, esta revisión también debe comprobar si la lógica de pruebas del proveedor se ajusta a las expectativas reconocidas del mercado, como la política de productos químicos fluorados de BPI. Dicha política exige tres elementos básicos: revisión de la fórmula mediante documentación de la ficha de datos de seguridad, un resultado de laboratorio aprobado por BPI que muestre un máximo de 100 ppm de flúor orgánico total, y una declaración firmada de que no hay productos químicos fluorados añadidos intencionadamente. No es necesario que los compradores pidan la certificación BPI a todos los proveedores, pero deben comprender la lógica documental que exige ahora una revisión seria de la ausencia de PFAS.
| Elemento de verificación | Por qué es importante | Comprobación mínima del comprador |
|---|---|---|
| SKU identidad | Un informe válido debe corresponder al producto cotizado, no a un artículo similar. | Confirme que el código del artículo, el tamaño, la estructura y el material coinciden con la oferta. |
| Alcance de las pruebas PFAS / flúor | Diferentes pruebas responden a diferentes preguntas. | Compruebe si el resultado es sólo de cribado, específico o está vinculado a una regla de certificación. |
| Trazabilidad de fechas y lotes | Los resultados antiguos o imposibles de rastrear debilitan la defensibilidad de la contratación. | Exigir informes recientes e información sobre muestras identificables. |
| Declaración firmada | Un informe de laboratorio por sí solo no puede confirmar la condición de uso intencionado. | Solicite una declaración firmada de no adición intencionada de productos químicos fluorados cuando proceda. |
| Alineación destino-mercado | Un informe puede ser técnicamente válido pero comercialmente insuficiente para el mercado de destino. | Compruebe los requisitos de la UE, Norteamérica o específicos del cliente antes de la aprobación. |
Tabla 5. Revisión mínima del expediente de conformidad para la vajilla de caña de azúcar sin PFAS
9.2 Procedimientos normalizados de trabajo para la detección de flúor
La segunda puerta de aprobación es el cribado analítico. Los compradores deben tratar el cribado de flúor como una herramienta necesaria pero limitada. Puede ser muy útil para filtrar riesgos, pero no sustituye completamente a una interpretación normativa más amplia, a las declaraciones de los proveedores o a la revisión de aplicaciones específicas. En el abastecimiento profesional, el cribado debe responder a una pregunta práctica: ¿presenta este producto un perfil de flúor compatible con la declaración de ausencia de PFAS?
Por esta razón, los resultados del cribado deben leerse siempre junto con la descripción del producto, la estructura de barrera y el paquete de declaración. Un comprador no debe suponer que una simple declaración de “no detección” resuelve automáticamente todas las cuestiones relacionadas con los PFAS, del mismo modo que un resultado bajo en flúor no garantiza automáticamente la aceptación universal en el mercado. Lo que importa es si la lógica de la prueba coincide con la lógica de la declaración. Por ello, Bioleader opina que la detección de flúor debe utilizarse como filtro de aprobación, no como única base de aprobación.
9.3 SOP de rendimiento de aceite caliente / sopa caliente
La tercera puerta de aprobación son las pruebas de aplicación. En el caso de los envases de fibra moldeada para servicios alimentarios, es aquí donde muchos proyectos de aprovisionamiento se convierten en fiables o fracasan posteriormente en el mercado. La prueba no debe basarse en afirmaciones abstractas como “apto para microondas” o “resistente a la grasa”. Debe basarse en las condiciones de uso reales: tipo de llenado, temperatura de los alimentos, carga de grasa, tiempo de retención, estado de la tapa y duración prevista de la entrega o el servicio.
Por lo tanto, un PNT práctico para compradores debe definir al menos cinco variables antes de iniciar la prueba: el medio utilizado, la temperatura de llenado, el tiempo de mantenimiento, los puntos de observación de pasa/no pasa y el número de muestras. Por ejemplo, una prueba de sopa caliente y una prueba de aceite caliente no deben tratarse como intercambiables, porque la tensión de la humedad y la tensión de la grasa son mecanismos diferentes. Del mismo modo, las zonas de los bordes, las transiciones de la base y las zonas de los bordes deben inspeccionarse por separado del panel central plano, ya que son puntos débiles comunes en las estructuras de fibra moldeada.
| Elemento de prueba | El comprador debe definir | Qué observar |
|---|---|---|
| Medio de ensayo | Sopa, comida rica en aceite, curry, fideos u otro medio relevante para la aplicación | Si el envase está estresado por la humedad, la grasa o ambas |
| Temperatura de llenado | Rango realista de temperaturas de servicio o para llevar | Reblandecimiento, manchas, deformación o pérdida precoz de la barrera. |
| Tiempo de espera | Uso de servicio corto, plazo de entrega estándar o condición de espera prolongada | Filtración retardada, sombra trasera, fallo en los bordes |
| Zonas de inspección | Panel inferior, transición de pared lateral, esquina, borde, borde de compartimento | Puntos débiles localizados en lugar de resultados sólo en el centro del panel |
| Tamaño de la muestra | Un recuento de muestras repetible, no una demostración de una sola pieza | Variación entre piezas y coherencia del modo de fallo |
Tabla 6. PNT del comprador práctico para la validación de aceite caliente / sopa caliente
9.4 PNT de auditoría de la ejecución en fábrica
La cuarta puerta de aprobación es la revisión de la ejecución en fábrica. Este es el paso que con más frecuencia separa a los proveedores técnicamente creíbles de los que sólo obtienen buenos resultados en la fase de muestreo. Un comprador puede recibir una muestra aceptable libre de PFAS, pero el riesgo comercial no empieza ahí. Comienza cuando el producto pasa a la velocidad de producción normal, a la programación de múltiples SKU, al embalaje para exportación y a la cantidad a nivel de envío.
Por este motivo, la revisión de la fábrica debe centrarse en la repetibilidad y no sólo en la descripción del equipo. Los compradores deben preguntar si el proveedor puede explicar cómo se controla la dosificación de aditivos, cómo se gestiona la variación de los lotes, cómo se controla la consistencia del espesor de las paredes y cómo se identifican las zonas de fallo cuando el rendimiento se desvía. En la práctica de la exportación, estas preguntas suelen ser más importantes que un pulido folleto del producto. Basado en Experiencia de Bioleader en fabricación y exportación, Los proveedores sin PFAS más fuertes suelen ser los que pueden describir claramente su lógica de control antes de que surjan los problemas, no después de que aparezcan las quejas.
Cuando las normas del mercado de destino exijan la conservación de registros, los compradores también deben comprobar que el proveedor puede justificar la continuidad de los documentos. En el estado de Washington, por ejemplo, los fabricantes de envases restringidos para alimentos deben conservar un certificado de conformidad en sus archivos mientras el envase esté en uso y durante tres años después de su última venta o distribución. Ese es exactamente el tipo de disciplina documental que los compradores deben esperar ahora en un abastecimiento serio libre de PFAS.
 |  |
10. Errores reales que los compradores suelen pasar por alto
Incluso cuando los compradores comprenden la diferencia entre los sistemas de aditivos internos y los sistemas de barreras externas, siguen produciéndose errores de aprovisionamiento. En la mayoría de los casos, el problema no es la falta de términos técnicos. Es la tendencia a aprobar envases basándose en suposiciones simplificadas. Los envases de fibra moldeada sin PFAS suelen parecer sencillos sobre el papel, pero el verdadero fracaso comercial suele producirse cuando se trata una variable como si explicara todo el producto. Se confunde un informe con una aprobación completa. Se confunde una muestra con una producción escalable. Se confunde una apariencia limpia con una estabilidad de barrera real.
Los siguientes escollos aparecen repetidamente en el aprovisionamiento de fibra moldeada para servicios alimentarios. No se trata de detalles operativos menores. Son las razones por las que proyectos que parecen conformes en la fase de oferta pueden fracasar después de su lanzamiento, durante la ampliación de la exportación o en el uso real para llevar.
10.1 Libre de PFAS no significa listo para el aceite caliente
Uno de los errores más comunes en la adquisición es suponer que una declaración de ausencia de PFAS implica automáticamente una gran resistencia al aceite caliente. No es así. La ausencia de PFAS sólo aborda un aspecto del posicionamiento químico del producto. No define por sí mismo la resistencia de barrera, el margen térmico o la idoneidad del tiempo de retención de la estructura de fibra moldeada. Un producto puede estar exento de PFAS y seguir siendo adecuado sólo para aplicaciones ambientales o de bajo contenido en grasa.
Por eso es importante la selección de la ruta. Los compradores deben aprobar un producto basándose en sus condiciones de uso probadas, no sólo en la existencia de una declaración de ausencia de PFAS. En la práctica, los proyectos más fiables son aquellos en los que la declaración y la aplicación se validan juntas desde el principio.
10.2 El éxito de la muestra no es el éxito de la fábrica
Otro error frecuente es fiarse demasiado de la primera muestra aprobada. Una muestra puede fabricarse en condiciones más lentas o controladas que un lote normal de exportación. También puede representar sólo una condición del molde, un ajuste del operario o una parte de la ventana del proceso. Una vez que el proyecto pasa a plena producción, el rendimiento puede cambiar si varía el grosor de la pared, se desvía la dosificación de aditivos o las condiciones de conformado y prensado en caliente se vuelven menos estables.
Esta es la razón por la que el aprovisionamiento comercial nunca debe terminar con la aprobación de la muestra. Los compradores también deben preguntarse cómo se controla la repetibilidad en la producción en volumen, en múltiples SKU y en la producción a nivel de envío. Según la experiencia de Bioleader, muchas reclamaciones evitables no empiezan únicamente con una selección incorrecta del material. Empiezan cuando los compradores asumen que una buena primera muestra demuestra automáticamente una ejecución estable a largo plazo.
10.3 La condensación no siempre es un fallo de la grasa
La humedad en la superficie exterior de un artículo de fibra moldeada suele interpretarse erróneamente como una prueba de que el sistema de resistencia a la grasa ha fallado. En realidad, los envases rellenos en caliente pueden generar condensación, humedad u oscurecimiento temporal de la superficie porque el vapor y la diferencia de temperatura crean un movimiento de humedad a través o alrededor de la estructura de la fibra. Esto no siempre es lo mismo que la penetración de aceite.
La pregunta correcta es si el envase muestra penetración real de grasa, debilitamiento estructural, manchas persistentes en la parte trasera o colapso de la barrera en condiciones de uso. Los compradores que no distinguen la condensación de la migración de grasa pueden rechazar un envase aceptable por una razón equivocada o, peor aún, aprobar un envase inaceptable porque inspeccionaron sólo los efectos relacionados con la humedad y no las zonas de fallo relacionadas con la grasa.
10.4 Los fallos en bordes y llantas importan más que el rendimiento del panel central
Las pruebas en superficies planas pueden generar una falsa confianza. Muchos productos de fibra moldeada parecen fuertes en el panel central pero fallan primero en el borde, la transición de la pared lateral, la zona de pliegue, el radio de la esquina o el borde del compartimento. Estos son los lugares en los que la densidad de la fibra puede cambiar, la tensión mecánica puede concentrarse y las cargas de llenado o apilamiento pueden exponer la debilidad estructural.
Por este motivo, el examen de rendimiento más útil es siempre el de toda la estructura. Los compradores deben inspeccionar todo el artículo, no sólo la superficie más fácil de observar. Un producto que sobrevive a una comprobación del panel central pero falla alrededor del borde no es una solución fiable para llevar.
10.5 El aligeramiento puede destruir silenciosamente la estabilidad de la barrera
La presión de los costes suele empujar a proveedores y compradores hacia el aligeramiento. En algunos casos, esa optimización es válida y comercialmente eficiente. Pero si la reducción de peso se introduce sin revalidar el sistema de barrera, puede convertirse en una de las formas más rápidas de debilitar el rendimiento sin PFAS. Las zonas de paredes finas son más vulnerables a los cambios de porosidad, la distorsión térmica y la rotura local bajo la presión de la grasa o el tiempo de retención.
Por tanto, las decisiones de aligeramiento nunca deben tratarse como cambios puramente comerciales. Son cambios de rendimiento. La pregunta correcta no es si la pieza sigue teniendo un aspecto similar tras la reducción de peso, sino si la estructura actualizada sigue superando los mismos requisitos de barrera y consistencia en condiciones realistas de servicio alimentario.
| Errores comunes | Lo que suelen suponer los compradores | Qué debe comprobarse en su lugar |
|---|---|---|
| Declaración de ausencia de PFAS | El producto es apto automáticamente para alimentos grasientos calientes. | Haga coincidir la reclamación con un perfil de aplicación probado. |
| Muestra aprobada | La producción comercial funcionará de la misma manera. | Auditoría de repetibilidad y disciplina de control de lotes. |
| Humedad exterior | Cualquier humedad significa un fallo de la grasa. | Separe la condensación del avance real de la grasa. |
| Paso del panel central | La estructura completa es segura. | Inspeccionar las zonas de borde, esquina, transición y arista. |
| Reducción de peso | Un menor peso sólo significa un menor coste. | Revalidar la estabilidad de la barrera tras el aligeramiento. |
Tabla 7. Errores comunes en la adquisición de fibras moldeadas sin PFAS
En resumen, los errores de aprovisionamiento más peligrosos no suelen ser dramáticos. Son pequeños errores de lectura que se repiten a lo largo del proceso de aprobación: tratar una declaración como un paquete de pruebas completo, tratar una muestra como prueba de control de fábrica o tratar un síntoma visible como todo el mecanismo de fallo. Los compradores que evitan estos errores no suelen hacerlo por ser más escépticos en general, sino por ser más precisos en la forma de definir, probar y aprobar los envases sin PFAS.
11. Marco exclusivo de paquetes de datos
En el caso de las vajillas de caña de azúcar sin PFAS, una redacción sólida no crea autoridad por sí sola. En 2026, la autoridad vendrá cada vez más de arquitectura de pruebasla capacidad de mostrar qué se probó, cómo se probó, qué falló, qué pasó y en qué condiciones de producción el resultado sigue siendo repetible. Aquí es donde muchos artículos pierden credibilidad. Describen el rendimiento en términos generales, pero no distinguen entre observación de laboratorio, lógica de certificación, datos de fábrica e inferencia comercial.
Para el contenido de abastecimiento a nivel de libro blanco, los compradores deben esperar una estructura de datos más clara. El contenido técnico más creíble no se limita a decir que un producto no contiene PFAS, es resistente a la grasa o apto para llevar. Identifica la categoría de pruebas que respalda cada afirmación. Esta distinción es importante no solo para la revisión de las compras, sino también para la lógica de extracción de Google E-E-A-T y AI, porque el contenido respaldado por pruebas claramente enmarcadas es más fácil de confiar, citar y comparar.
11.1 Qué datos deben publicarse
Los datos publicados deben ser del tipo que un comprador serio pueda interpretar sin hacer conjeturas. Esto suele incluir la identidad del producto, la condición de la prueba, la ventana de observación, la lógica de aprobado o suspenso y el límite del resultado. Por ejemplo, un dato útil no es “excelente resistencia a la grasa”. Un punto de datos útil es un resultado definido observado bajo una condición establecida, como la exposición al aceite caliente, el tiempo de retención o la tensión específica de la aplicación. Cuanto más específica sea la lógica del método, más útil será la reivindicación publicada.
Para el contenido técnico de cara al público, los mejores datos son los que ayudan a los compradores a comparar rutas sin exagerar la universalidad. Pueden incluir el rendimiento de la barrera por categoría de alimentos, los puntos débiles relacionados con la estructura, las zonas típicas de fallo, las observaciones de repetibilidad entre lotes y las variables sensibles al proceso, como el grosor de la pared o la sensibilidad al tiempo de retención. Si se publican correctamente, estos datos no sólo respaldan las decisiones de abastecimiento, sino también la credibilidad del propio artículo.
11.2 ¿Qué datos deben identificarse como observación interna?
Parte de la información más valiosa en el abastecimiento de fibra moldeada procede de la producción interna y de la experiencia en exportación, más que de las bases de datos de certificación públicas. Esto puede incluir patrones de reclamaciones, variación a nivel de lote, mapeo de defectos, respuesta al aligeramiento, comportamiento de los puntos débiles relacionados con el moho u observaciones de pruebas repetidas de aplicaciones de servicios alimentarios. Este tipo de información puede ser extremadamente útil, pero siempre debe presentarse de forma honesta como observación interna, experiencia en produccióno validación en fábrica y no como un hecho industrial universal.
Esta distinción es especialmente importante para los contenidos de autoridad al estilo de Bioleader. La experiencia interna es un punto fuerte, no una debilidad, cuando se formula correctamente. Los compradores la valoran porque refleja lo que ocurre a escala comercial, no sólo en el lenguaje de la certificación. Pero si las observaciones internas se presentan como si fueran reglas universales de terceros, el artículo resulta más fácil de cuestionar. El enfoque más sólido consiste en nombrar claramente la categoría de pruebas y dejar que el lector entienda qué tipo de conclusión se está haciendo.
11.3 Qué afirmaciones no deben hacerse nunca sin pruebas
Algunas afirmaciones son demasiado arriesgadas a menos que las pruebas sean explícitas y específicas del producto. Entre ellas se incluyen frases absolutas como “100% a prueba de fugas”, “totalmente libre de PFAS” sin alcance del método, “rendimiento garantizado a 95 °C” sin definición de las condiciones, o “reciclable” y “repulpable” sin una base técnica clara. Estas afirmaciones pueden parecer atractivas en la comunicación de ventas, pero en la revisión de compras suelen crear más riesgo que valor.
Por tanto, el libro blanco más defendible no es el que tiene las afirmaciones más agresivas. Es el que hace la separación más limpia entre las pruebas respaldadas por la certificación, la validación interna, el comportamiento observado del proceso y la inferencia específica del proyecto. En el caso de Bioleader, eso significa crear autoridad no exagerando el rendimiento de la fibra moldeada, sino documentando dónde funciona la ruta, dónde falla y qué deben verificar los compradores antes de la aprobación.
| Tipo de prueba | Uso adecuado en este artículo | Cómo debe etiquetarse |
|---|---|---|
| Normativa oficial / norma de certificación | Base de referencia de cumplimiento, umbral, calendario legal, requisitos del comprador | Requisito reglamentario / norma de certificación |
| Informe de pruebas de terceros | Soporte analítico o lógica de cribado específica para cada producto | Informe de terceros / resultado de laboratorio |
| Simulación de laboratorio interno | Pruebas de aplicación, comparación del tiempo de retención, análisis de puntos débiles estructurales | Validación interna / observación de pruebas internas |
| Observación de la producción | Repetibilidad de lotes, patrón de defectos, comentario de la ventana de proceso | Experiencia en producción / observación en fábrica |
| Inferencia comercial | Comentario coste-lógico, recomendación de contratación, marco de decisión | Criterio de contratación / interpretación comercial |
Tabla 8. Jerarquía de pruebas para las alegaciones sobre el contenido y el origen de la vajilla de caña de azúcar sin PFAS
12. Recomendaciones finales para los compradores de 2026
Para los compradores que evalúan las vajillas de caña de azúcar sin PFAS en 2026, la conclusión más importante es simple: no compre el siniestro antes de validar la ruta. La ausencia de PFAS es ahora una expectativa básica en muchos mercados, pero la decisión de compra correcta sigue dependiendo de cómo se ofrece el rendimiento de la barrera, cómo se comporta la estructura en el uso real en servicios alimentarios y cómo se documenta el producto para el mercado de destino. La estrategia de aprovisionamiento más sólida no es la que selecciona el reclamo técnico más agresivo. Es la que alinea la normativa, el perfil de aplicación y la ejecución en fábrica en un proceso de aprobación verificable.
Para la mayoría de las aplicaciones de comida para llevar y servicios alimentarios, los sistemas de aditivos internos sin PFAS de alto rendimiento siguen siendo la vía más equilibrada. Suelen ofrecer la combinación adecuada de resistencia a la grasa, eficiencia de producción y complejidad estructural manejable. Los sistemas de aditivos internos de baja temperatura siguen ocupando un lugar importante en los envases de cadena fría, ambiente y de bajo contenido en grasa, pero sólo cuando la aplicación está correctamente adaptada. Los sistemas de barrera externa siguen siendo comercialmente válidos para requisitos especiales de alta barrera, pero deben seleccionarse por razones definidas, no como una suposición por defecto de que “más barrera debe ser mejor”.”
Basándose en la comparación de esta guía, los compradores deben seguir cinco prioridades prácticas. En primer lugar, partir del cumplimiento del mercado de destino, no del lenguaje genérico de sostenibilidad. En segundo lugar, separar la detección de flúor de la validación del rendimiento, ya que responden a cuestiones de abastecimiento diferentes. En tercer lugar, compruebe las condiciones reales de uso en lugar de basarse en afirmaciones abstractas como seguro para alimentos calientes o resistente a la grasa. En cuarto lugar, hay que comprobar la repetibilidad a escala de fábrica, en lugar de basar la aprobación únicamente en el aspecto de la muestra. Quinto, documentar claramente la cadena de pruebas para que las declaraciones de rendimiento, la lógica de conformidad y la estructura del producto puedan defenderse conjuntamente. Esta es la disciplina de aprovisionamiento que más importará a medida que los envases sin PFAS se vayan incorporando a la contratación general regulada.
Desde la perspectiva de Bioleader, el futuro de los envases de fibra moldeada sin PFAS pertenecerá a los proveedores que puedan combinar un rendimiento de barrera interna controlado por el proceso, una documentación disciplinada y una validación específica de la aplicación. En otras palabras, el mercado se está alejando de los envases seleccionados por el lenguaje de la etiqueta y se está acercando a los envases seleccionados por las pruebas técnicas. Los compradores que se adapten ahora a este cambio reducirán tanto el riesgo de cumplimiento como el riesgo de fracaso comercial en la próxima fase de la normativa mundial sobre envases.
13. FAQ
13.1 ¿Qué informes son necesarios para los envases sin PFAS en contacto con alimentos en la UE después del 12 de agosto de 2026?
Los compradores deben esperar un paquete de pruebas específico del producto en lugar de una declaración genérica de ausencia de PFAS. Como mínimo, el proveedor debe ser capaz de explicar la base analítica de la declaración de PFAS, proporcionar documentación de ensayo vinculada a la SKU citada y mostrar documentación técnica coherente con la estructura de las normas de envasado de la UE. Si el flúor está presente por encima del umbral lógico aplicable, el proveedor también debe poder explicar la fuente de flúor en el marco de la documentación técnica. Para la contratación, la cuestión clave no es sólo el informe en sí, sino si el informe coincide con la construcción real del producto y su destino en el mercado.
13.2 ¿La certificación BPI demuestra automáticamente el cumplimiento de las PFAS?
No. La política de productos químicos fluorados de BPI proporciona una sólida lógica de cumplimiento para los productos compostables relevantes, incluyendo la revisión de la fórmula, pruebas de laboratorio y una declaración de no adición intencionada de productos químicos fluorados. Sin embargo, los compradores no deben considerar ninguna certificación como un sustituto universal de la revisión completa del mercado. El resultado de una certificación debe leerse junto con la identidad de la SKU, el mercado de destino, la estructura del producto y el estado actual de la documentación del proveedor.
13.3 ¿Significa “sin detección” de flúor total que no hay PFAS?
No automáticamente. Un resultado de no detección puede ser útil, pero depende del método analítico, el ámbito de detección y el marco de información. En términos de contratación, “no detectable” debe tratarse como un elemento del paquete de pruebas, no como una conclusión independiente completa. Los compradores deben seguir examinando qué se probó, qué no se probó y cómo se relaciona el resultado con la afirmación de ausencia de PFAS.
13.4 ¿Por qué la laminación de películas sigue suscitando preocupación en algunos mercados?
Porque el laminado de película cambia el envase de una simple estructura de fibra a una lógica más compleja de barrera superficial o compuesto. En algunos contextos normativos y de mercado, los productos de papel o fibra con forro o revestimiento de plástico son objeto de un examen más minucioso en virtud de las normas relacionadas con el plástico, los debates sobre circularidad o las expectativas de reciclado. La cuestión no es sólo si el producto funciona bien, sino también si la estructura sigue siendo fácil de justificar según la estrategia de envasado del mercado final del comprador.
13.5 ¿Puede la fibra moldeada recubierta seguir siendo reciclable o repulpable, y cómo deben verificarlo los compradores?
Potencialmente sí, pero los compradores no deben asumirlo por defecto. La pregunta correcta es si la estructura específica recubierta sigue siendo compatible con la ruta de reciclado o repulpeado prevista y si el proveedor puede respaldar esa posición con razonamientos técnicos o pruebas. Los equipos de compras deben preguntar qué tipo de revestimiento se utiliza, cómo afecta a la estructura de la fibra, si cambia la manipulación posterior y si el proveedor puede explicar la afirmación de manera que se ajuste a las expectativas del mercado de destino.
Siguiente paso para los compradores
Para empresas
¿Necesita revisar los envases de fibra moldeada sin PFAS para los mercados de la UE o Norteamérica? Bioleader puede ayudarle a evaluar la lógica de la estructura, las lagunas en la documentación y los riesgos de barrera específicos de la aplicación antes de la aprobación comercial.
Para marcas alimentarias en crecimiento
¿Está iniciando una transición de envasado sin PFAS? Solicite la práctica lista de comprobación de validación de Bioleader para comparar los sistemas de aditivos internos, los sistemas de barrera externos y los riesgos de aplicación reales de forma más eficiente.
Bioleader ayuda a los compradores con la revisión de aplicaciones de fibra moldeada, la coordinación de documentación sobre ausencia de PFAS y la validación de envases orientados a la exportación.
Aviso de derechos de autor:
2026 Bioleader®. Si desea reproducir o hacer referencia a este contenido, debe proporcionar el enlace original y citar la fuente. Cualquier copia no autorizada se considerará una infracción.