Issued by: Bioleader® (Xiamen Bioleader)
Document Type: Performance Benchmark + Buyer Selection Framework
Version: v1.0 (2025–2026 Edition)
Scope: Molded Fiber / Bagasse Tableware (PFAS-Free Systems)
Front Matter
Document Purpose
This white paper provides a performance-based benchmarking framework for PFAS-free molded fiber compostable tableware under high-heat and high-grease stress conditions. It is designed to help importers, distributors, food brands, and procurement teams distinguish between:
PFAS-free as a compliance claim, and
PFAS-free as a heat-stable, grease-resistant engineered performance system.
The central benchmarking method used in this paper is 120°C hot oil penetration time, supported by failure-mode classification and real-world takeaway simulation logic. The goal is not to promote a single supplier, but to establish a repeatable, audit-ready evaluation approach that professional buyers can integrate into supplier qualification processes.
Intended Audience
This document is written for:
Procurement leadership and sourcing managers
Quality assurance (QA/QC) and supplier auditing teams
Compliance, sustainability, and ESG teams
Foodservice packaging distributors and importers
Product engineers and packaging R&D decision makers
Scope & Definitions
This paper focuses on PFAS-free molded fiber tableware, including sugarcane bagasse-based formats such as:
plates, bowls, trays, clamshells, compartment containers
takeaway packaging intended for hot meals, fried foods, and liquid-heavy foods
PFAS-free in this document refers to no intentionally added PFAS in the product system, supported by relevant screening evidence where applicable.
How to Use This White Paper (Fast Navigation)
Leadership (CEO / Founder / GM): Read Section 0 only
Procurement Teams: Read Sections 0, 4, 5, 7, 8, 9
QA / Engineers: Read Sections 2, 3, Appendix A2, A3
Import Compliance Teams: Read Sections 1 and 9
Neutrality & Supplier References
Bioleader® is included as a case supplier example because it represents a global export-oriented manufacturer with PFAS-free product lines and process controls. Mentions are intentionally limited and used primarily to illustrate manufacturing logic, verification readiness, and buyer documentation structure—not for marketing messaging.
Disclaimer
The results and framework presented in this white paper are intended for industry evaluation and procurement decision support. Actual product performance may vary depending on:
food temperature range, oil composition, acid content, and contact duration
storage conditions, humidity exposure, stacking pressure
product geometry and lid sealing design
production batch variability across suppliers
Buyers should treat this framework as a supplier-qualification standard, and confirm performance through pre-shipment verification and batch testing for their target use cases.

0. Executive Summary
✅ For Leadership & Decision Makers
0.1 What This White Paper Solves
The global transition toward PFAS-free food packaging has reached a point of no return. What began as a sustainability initiative has evolved into a market-access requirement, driven by state-level restrictions in the U.S., tightening standards in Europe, and rising compliance expectations from retailers, delivery platforms, and brand procurement teams.
However, the core procurement challenge remains unresolved:
PFAS-free does not automatically mean performance-stable.
Many PFAS-free molded fiber products still fail under real takeaway conditions—especially when exposed to high-temperature oil, steam condensation, and holding time pressure.
For buyers, the greatest cost is not non-compliance alone. It is field failure:
oil leakage and staining during delivery
deformation or collapse under hot meals
customer complaints and refund costs
negative reviews and long-term brand trust damage
This white paper defines the true performance question for 2025–2026 procurement:
Can PFAS-free tableware remain grease-resistant and heat-stable under high-temperature oil stress, without compromising compostability and food safety?
0.2 Key Findings (Bullet + Numbers)
This white paper introduces a standardized benchmarking approach for PFAS-free molded fiber systems using:
120°C hot oil penetration time as the primary performance indicator
100 formulation-level samples across different basis weights and PFAS-free barrier systems
Failure-mode classification including shadowing, strike-through, and heat softening behavior
A shortlist ranking of the Top 20 most heat-stable PFAS-free models for buyer selection
Key procurement insight:
Performance is driven by engineering integration, not by labeling. High-performing PFAS-free systems consistently show:
controlled wetting behavior (surface energy management)
fiber densification and reduced capillary pathways
thermally stable barrier network formation
stable manufacturing repeatability at scale
0.3 Buyer Actions Recommended
This white paper enables a procurement team to take three immediate actions:
Set performance thresholds by use case
Instead of “PFAS-free yes/no,” define minimum penetration time requirements for:
fried foods and high-fat meals
BBQ and high-heat holding
soups and mixed oil-water meals
sauce-heavy and acidic foods
Select heat-stable PFAS-free models using Top 20 ranking + correlation rules
Buyers can choose the optimal balance of cost, thickness, and barrier system stability based on tested outcomes.Qualify suppliers with a verification-ready compliance package
Require a supplier to provide:
PFAS screening evidence (where applicable)
food-contact compliance documentation
compostability framework alignment
batch consistency controls and traceability readiness
0.4 Why This White Paper Is Citation-Grade
Most market comparisons fail because they lack repeatable conditions and interpretable metrics. This paper is built differently:
It uses a high-heat benchmark (120°C) aligned with real fried-food stress
It defines failure modes, not just pass/fail outcomes
It connects performance to materials science mechanisms
It is structured for buyer audit workflows and supplier qualification
Bioleader® is included selectively as a reference manufacturer example because it operates export-grade PFAS-free molded fiber production systems and organizes compliance documentation in a buyer-ready format. The methodology and decision logic in this paper are designed to be usable across suppliers, not limited to one brand.
1. Industry Background & Regulatory Timeline
✅ Market Urgency & Compliance Reality
1.1 PFAS-Free Is Becoming Non-Negotiable
PFAS-free conversion is no longer an optional sustainability upgrade. It is increasingly treated as a risk-control baseline—driven by regulatory enforcement, retail chain restrictions, and procurement standardization across regions.
The global direction is consistent: regulators and buyers are moving away from “forever chemistry” in food packaging, particularly in materials designed to contact hot oils, greasy foods, and long holding times.
1.2 United States: State-by-State PFAS Enforcement Is Setting the Baseline
In the U.S., PFAS regulation in food packaging has accelerated through state-level action. These requirements influence not only local compliance, but also national procurement standards, because distributors prefer one PFAS-free specification for multi-state distribution.
Key enforcement milestones include:
New York: Food packaging containing intentionally added PFAS cannot be distributed, sold, or offered for sale on or after December 31, 2022.
California (AB 1200): Restricts food packaging containing regulated PFAS commencing January 1, 2023.
Washington State: Implemented phased restrictions on PFAS in food packaging, including categories effective Feb. 1, 2023, and expanded restrictions effective May 1, 2024.
This pattern drives a procurement reality: even if not every state is aligned, buyers often standardize PFAS-free requirements to simplify compliance and reduce supplier qualification risk.
| Region | Policy / Regulator | Scope (What it restricts) | Effective Date | Buyer Impact |
|---|---|---|---|---|
| California (USA) | AB 1200 / AB 652 | PFAS restrictions for paper/paperboard (plant-based) food packaging, including certain foodware categories | Jan 1, 2023 | PFAS-free becomes a baseline requirement for CA-facing food packaging procurement |
| New York (USA) | PFAS in Food Packaging law (NYSDEC guidance) | Restriction on intentionally added PFAS in food packaging | Dec 31, 2022 | Retailers/foodservice must confirm packaging compliance; supplier documentation becomes mandatory |
| Washington State (USA) | WA Dept. of Ecology — PFAS in Food Packaging | Phase 1 categories (wraps, plates, food boats, pizza boxes) banned from PFAS use | Feb 1, 2023 | Buyers must ensure PFAS-free especially for molded fiber + paper-based hot food formats |
| Washington State (USA) | WA Dept. of Ecology — PFAS in Food Packaging | Expanded categories (including bags/sleeves, bowls, flat serviceware, etc.) | May 1, 2024 | Compliance risk increases for bowls/trays/serviceware; “PFAS-free + performance stable” becomes procurement priority |
| European Union (EU) | SUP Directive (Directive (EU) 2019/904) | Single-use plastic restrictions + marking rules; many measures apply after transposition | Transposition deadline: Jul 3, 2021 | Packaging choices shift toward fiber/compostables; suppliers must support EU-facing compliance packages |
| European Union (EU) | PPWR (Packaging & Packaging Waste Regulation) | New harmonized EU packaging rules + EPR + design requirements | Entered into force: Feb 11, 2025; Applies from: Aug 12, 2026 | From Aug 2026, buyers face stricter “market-access compliance + documentation readiness” expectations |
Table 1 — PFAS Restrictions Timeline (U.S. States + EU)
Procurement takeaway:
From 2023 onward, PFAS-free food packaging compliance has moved from “regional preference” to mandatory enforcement in multiple U.S. states, while the EU is tightening packaging governance through SUPD (active since 2021) and PPWR (application from Aug 12, 2026)—making PFAS-free performance benchmarking a critical supplier qualification step.
1.3 European Union: SUPD vs PPWR—Different Instruments, Same Direction
The EU’s packaging policy shift is also structural.
SUPD pushes markets away from single-use plastics and accelerates fiber-based substitution.
PPWR is broader and more powerful as an EU-wide framework: it focuses on packaging design rules, circularity governance, and harmonized requirements across member states.
The European Commission notes that PPWR entered into force on 11 February 2025, with a general date of application 18 months after entry into force, which positions wide application around August 2026.
1.4 Why PFAS-Free Claims Still Fail in the Market
As PFAS-free becomes mandatory, the market is learning a second lesson:
Compliance alone is not enough. Performance stability decides product success.
Common failure reasons for PFAS-free molded fiber products include:
coating or barrier instability under heat
poor wetting control leading to rapid oil spread
heat softening and deformation during delivery
inconsistent production repeatability across bulk batches
That is why 120°C hot oil penetration benchmarking is becoming a decisive procurement metric for high-risk takeaway categories.
2. Technical Framework: Material Science Behind PFAS-Free Performance
✅ Academic-Level Differentiation
2.1 Bagasse Fiber Network & Hydrogen Bonding
Molded fiber tableware made from sugarcane bagasse relies on a cellulose-rich fiber network. The mechanical integrity of this network is largely established through hydrogen bonding, created when hydroxyl groups on adjacent cellulose chains form intermolecular attraction during fiber consolidation.

This bonding generates:
stiffness and shape retention
resistance to compression under stacking
stable structure under normal serving conditions
However, hydrogen bonding is sensitive to moisture and heat. In hot-food environments, two failure accelerators appear simultaneously:
Water intrusion and steam condensation can weaken bonding at fiber junctions.
Elevated temperature increases molecular movement and reduces structural rigidity.
In takeaway scenarios, this means the packaging is exposed to:
hot steam trapped inside sealed containers
mixed oil-water meals (soups with fat layers, curry sauces)
long holding time before consumption
Engineering implication: a true PFAS-free performance system must do more than “repel oil.” It must stabilize fiber bonding under moisture + heat, reducing the pathways through which liquids migrate.
2.2 PFAS-Free Film Formation & Cross-Linking Mechanism
High-performing PFAS-free molded fiber products depend on forming a stable barrier interface during processing. In advanced PFAS-free systems, grease resistance is not achieved through a fragile surface coating alone, but through an engineered film-forming mechanism that becomes structurally stable under heat press conditions.

During controlled thermal forming:
barrier components distribute across and within the near-surface fiber structure
heat and pressure enable molecular interactions and bonding
cross-linking behavior creates a three-dimensional network that reinforces barrier integrity
This cross-linked structure is critical because PFAS-free systems often fail due to thermal instability. A weak system may soften, become sticky, or lose cohesion during contact with hot oils.
In practical buyer terms, surface tackiness is a warning sign:
it often indicates incomplete network stability
it predicts poorer performance under high heat holding
it increases the chance of staining and early penetration
Bioleader®’s PFAS-free approach, used as a reference example in this paper, emphasizes barrier stability under thermal forming to reduce tackiness risk and improve hot oil performance—especially for export markets where fried-food delivery is high volume.
2.3 Surface Energy & Oil Wetting Behavior
Oil penetration is not only a function of thickness. It is strongly driven by wetting behavior, and wetting behavior is governed by surface energy.
High surface energy surfaces are easier for oil to wet and spread across.
Lower surface energy surfaces resist wetting, delaying oil spread and penetration.
At elevated temperatures (such as 120°C), oil viscosity decreases and wetting becomes more aggressive. This is why many PFAS-free molded fiber products appear stable at room temperature but fail quickly with fried food contact.
A heat-stable PFAS-free system must achieve:
reduced surface energy (slower wetting)
controlled porosity (fewer capillary pathways)
thermally stable barrier network (no softening)
2.4 Why Similar Thickness ≠ Similar Performance
A key industry misunderstanding is the assumption that higher basis weight automatically guarantees better grease resistance. In reality, performance is shaped by the combination of:
fiber density and consolidation quality
surface chemistry and wetting control
barrier network formation and cross-link stability
processing repeatability across mass production
Two products with similar GSM may behave dramatically differently under hot oil because:
one has higher porosity and faster capillary penetration
one has unstable barrier structure under heat
one has weaker edge integrity and corner collapse risk
This explains why procurement teams increasingly require a measurable benchmark. The most reliable performance indicator for high-risk markets is not general claims, but penetration time under high-temperature oil stress, supported by defined failure-mode classification.
3. Test Method & Conditions
✅ Repeatability = Trust | Designed for Audit & Supplier Qualification
PFAS-free performance claims are only meaningful when supported by a repeatable test protocol. For professional buyers, the critical requirement is not a one-time “pass/fail” statement, but a method that enables consistent benchmarking across suppliers, batches, and product formats.
This white paper adopts a multi-layer test framework that separates “surface appearance stability” from “functional barrier integrity,” and captures not only penetration outcomes but also failure mode behavior (e.g., shadowing vs strike-through, edge collapse, heat softening). The central benchmark is the 120°C hot oil penetration time, because it represents the most demanding real-market scenario for PFAS-free molded fiber packaging: fried foods, greasy meals, long delivery holding, and sealed steam pressure environments.
3.1 Study Design: 100 Formulations (Sample Classification Rules)
To eliminate bias from uncontrolled variables, this benchmark dataset is structured as a designed comparison study rather than a random product collection.

3.1.1 Sample Categories
The 100 SKUs / formulations are classified using three primary dimensions:
PFAS-Free Barrier System Type (Coating Family)
Each formulation is tagged using a barrier taxonomy to support repeatable buyer evaluation:
PFAS-Free System 1.0: baseline fluorine-free barrier
PFAS-Free System 2.0: enhanced film-forming barrier
PFAS-Free System 3.0: heat-stable, cross-linking network barrier
Product Geometry / Format
To ensure comparisons remain meaningful, samples are also labeled by format, because geometry impacts penetration pathways and stress concentration zones:
Plate (flat surface dominant)
Bowl (curved wall + bottom radius)
Clamshell / Container (hinge area + rim sealing zones)
Tray with Lid (edge rim integrity + stacking pressure)
3.2 Oil Kit Test Protocol (Screening Stage)
✅ Purpose: Fast Grease Resistance Screening Before Hot-Oil Benchmarking
The oil kit screening is used to rapidly detect weak barrier systems that would fail early under high-temperature oil conditions. This stage does not replace the 120°C benchmark—it reduces noise and increases efficiency.
3.2.1 Test Solution System
Oil kit grading uses standardized oil mixtures (typical reference: castor oil-based system with incremental solvency strength). Test fluids are selected to represent increasing grease penetration risk.
3.2.2 Application Method
Application volume per drop: 0.05–0.10 mL (consistent dropper control)
Contact position: center surface + edge zone (for containers, include rim-adjacent zone)
Observation period per grade: 15 seconds
Pass condition: no visible darkening / bleed-through during contact window
Fail condition: immediate shadowing or strike-through
3.2.3 Output
The sample receives an Oil Kit Grade tag (e.g., 5/7/9 equivalent), recorded as a screening indicator only. Products with low oil kit grades proceed to hot-oil test only if required for comparative analysis.
3.3 120°C Hot Oil Penetration Benchmark
✅ Primary Benchmark: High-Heat Grease Resistance Under Maximum Wetting Stress

3.3.1 Why 120°C?
120°C is selected because it represents a realistic stress ceiling for:
fried food contact
hot oil residues on takeaway meals
insulated delivery holding environments
high-fat cooking styles where oil remains thermally active
This benchmark ensures that “PFAS-free performance” is evaluated as heat-stable oil resistance, not just room-temperature appearance.
3.3.2 Equipment & Control Requirements
Heated oil bath or controlled-temperature container
Temperature monitoring accuracy: ±1°C
Oil type: refined vegetable oil / soybean oil reference
Sample conditioning: 23°C ±2°C, 50% ±10% RH, minimum 24 hours before testing
3.3.3 Test Procedure
Preheat oil to 120°C and stabilize temperature for ≥10 minutes
Place sample on a flat, non-absorbing test surface
Apply hot oil to a defined contact area:
Contact area diameter: 25–30 mm
Contact volume: 2–5 mL (must fully cover zone)
Start timer immediately upon oil contact
Observe continuously for penetration indicators
Record penetration time using the definitions below
End test once strike-through is confirmed or when maximum observation time is reached (e.g., 45–60 minutes)
3.3.4 Penetration Definitions
To prevent vague reporting, this white paper separates two critical outcomes:
(1) Shadowing Onset (SO)
visible darkening zone appears on underside or within fiber wall
indicates internal wetting and early penetration pathways
not necessarily leakage, but a functional warning threshold
(2) Strike-Through (ST)
confirmed oil breakthrough visible on underside
indicates barrier failure sufficient to stain surfaces or packaging layers
considered functional failure for high-risk takeaway applications
Reporting rule:
Always record SO time and ST time separately.
Many suppliers hide risk by reporting only “no leak” without shadowing control.
3.3.5 Replicates & Averaging (Data Integrity)
To ensure dataset credibility:
each formulation is tested at n = 3 replicates minimum
penetration time is recorded for each replicate
the reported time is the average, with variance noted if needed
if one replicate deviates by >20%, a re-test is required to confirm batch stability
3.4 Takeaway Delivery Simulation (20-Min Thermal Box Validation)
✅ Purpose: Bridge Lab Results to Real Market Conditions
Many molded fiber products pass simplified lab screening but fail during delivery due to combined stress factors: heat, steam, stacking pressure, and lid sealing tension. Therefore, selected top models and borderline models are validated under takeaway simulation.
3.4.1 Simulation Setup
container loaded with a hot oily food proxy (fried food or hot oil-coated meal load)
sealed packaging state: closed lid / locked clamshell
placed inside insulated box for 20 minutes
evaluation conducted immediately after opening
3.4.2 Observation Checklist (Pass/Fail + Notes)
deformation: wall collapse / bottom sagging
lid seal integrity: loosening / warpage
edge stability: rim curl / corner weakening
staining: internal bleed or external residue transfer
handling stiffness: loss of rigidity during pickup
Outcome categories:
Pass: stable structure + no functional leakage
Conditional: minor shadowing but structurally stable
Fail: deformation, leakage, seal breakdown, or handling collapse
3.5 Microscopy Observation Protocol
✅ Purpose: Identify Why a Model Fails, Not Just That It Fails
To connect performance results to material behavior, samples are compared under magnification.
3.5.1 Preparation
Samples taken from tested zones (contact center + edge zones)
Drying standardization before imaging
Observation at ≥500× magnification
3.5.2 Structural Features Recorded
pore expansion and capillary pathway development
fiber collapse and thermal distortion
barrier interface discontinuity
edge-zone vulnerability (rim thinning, stress fractures)
This analysis enables buyers to distinguish between:
“thick but porous” vs “dense and stable” structures
barrier chemistry stability vs failure under thermal stress
Bioleader Note (Neutral Reference)
Bioleader’s PFAS-free sugarcane bagasse molded pulp containers & product development and export QA workflow aligns with this repeatable benchmark logic by emphasizing:
stable basis-weight control
thermally stable PFAS-free barrier systems
standardized heat-press forming consistency
audit-ready documentation packages for import buyers
This reference is provided as an example of export-market manufacturing readiness rather than a performance claim.
4. 100-SKU Performance Table (120°C Oil Penetration Time Benchmark)
✅ The Core Citation Asset | Designed for Screenshot Use in Buyer Reports
The 100-SKU dataset is the most directly citable component of this white paper. It is intentionally structured to be:
easy to compare across suppliers
useful for procurement decision-making
interpretable by QA teams and engineers
auditable through defined test methodology
Unlike generic product claims, the dataset captures not only “how long it lasts,” but also how it fails, which is the real driver of market complaints and procurement risk.
4.1 Full Dataset Table Structure
Table 2 — 120°C Hot Oil Penetration Benchmark (100 Formulations)
| Item Code /Modle | Product Name | Material Source | Weight (g) | Format | Coating | SO Time (min) | ST Time (min) | Failure Mode | Use Tag |
| B001 | 7″ x 5″ Clamshell Box (600-650ml) | 100% Sugarcane Bagasse | 20 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 29.8 | 45.8 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B004 | 6″ x 4″ Clamshell Box (450-500ml) | 100% Sugarcane Bagasse | 18 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 27.5 | 42 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B003 | 6″ x 6″ Burger Box | 100% Sugarcane Bagasse | 21 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 31.4 | 49.6 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B024A | 5.5″ x 5.5″ Burger Box | 100% Sugarcane Bagasse | 19 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 28.1 | 41.4 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B002 | 9″ x 6″ 2-C Clamshell Box (850-1000ml) | 100% Sugarcane Bagasse | 30 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 38.5 | 53.4 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B030 | 9″ x 6″ Clamshell Box (850-1000ml) | 100% Sugarcane Bagasse | 30 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 37 | 47.1 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B034 | 9″ x 6″ Clamshell Box (850-1000ml) | 100% Sugarcane Bagasse | 30 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 38.4 | 53.2 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B026 | 8″ x 8″ Clamshell Box (900-1000ml) | 100% Sugarcane Bagasse | 38 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 45.4 | 61.6 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B031 | 8″ x 8″ 3-C Clamshell Box(900-1000ml) | 100% Sugarcane Bagasse | 38 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 45.9 | 64.1 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B025 | 9″ x 9″ Clamshell Box (1100-1200ml) | 100% Sugarcane Bagasse | 45 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 43.7 | 54.2 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B032 | 9″ x 9″ 3-C Clamshell Box (1100-1200ml) | 100% Sugarcane Bagasse | 45 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 43.6 | 53.8 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B036 | 8″ x 8″Clamshell Box (900-1000ml) | 100% Sugarcane Bagasse | 38 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 45.6 | 62.4 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B036 3-C | 8″ x 8″ 3-C Clamshell Box(900-1000ml) | 100% Sugarcane Bagasse | 38 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 45.3 | 61.4 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B037 | 9″ x 9″ Clamshell Box (1100-1200ml) | 100% Sugarcane Bagasse | 42 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 44.6 | 58.3 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B037 3-C | 9″ x 9″ 3-C Clamshell Box (1100-1200ml) | 100% Sugarcane Bagasse | 42 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 43.6 | 53.9 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B2320 2-C | 8″x8″ 2-C Clamshell | 100% Sugarcane Bagasse | 33 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 40.2 | 52 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B046 | 800-850ml Box | 100% Sugarcane Bagasse | 22 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 30.6 | 43.4 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B047 | 800-850ml Box (2-compartment) | 100% Sugarcane Bagasse | 22 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 29.8 | 39.9 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B045 | Lid for item B046/B047 | 100% Sugarcane Bagasse | 15 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 15.3 | 31.3 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| B063 | 800ml Tray | 100% Sugarcane Bagasse | 22 | Tray | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 31 | 45 | Pass (No strike-through; minimal shadowing) | Retail Meal Prep / Saucy Foods |
| B064 | 1000ml Tray | 100% Sugarcane Bagasse | 26 | Tray | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 33.7 | 44.9 | Pass (No strike-through; minimal shadowing) | Retail Meal Prep / Saucy Foods |
| B062 | 800/1000ml Tray for lid | 100% Sugarcane Bagasse | 12 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 12.1 | 26.5 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| B022 | 5 Compts. Tray – Lid | 100% Sugarcane Bagasse | 26 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 25.2 | 41.1 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| B023 | 5 Compts. Tray | 100% Sugarcane Bagasse | 32 | Tray | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 41.4 | 60.2 | Pass (No strike-through; minimal shadowing) | Retail Meal Prep / Saucy Foods |
| CIB-02 | Taco Box – 2-C | 100% Sugarcane Bagasse | 27 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 36 | 51.5 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B101 | Taco Box – 3-Compt. | 100% Sugarcane Bagasse | 42 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 45.2 | 60.9 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| B049 | 13.9″Pizza box | 100% Sugarcane Bagasse | 100 | Clamshell/Box | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 44.8 | 59.1 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| L001B | 18 oz (500ml) Bowl | 100% Sugarcane Bagasse | 13 | Bowl | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 11.8 | 22.3 | Early shadowing (low thermal oil margin) | Hot Soup / Noodles |
| L003 | 12 oz (340ml) Bowl | 100% Sugarcane Bagasse | 9 | Bowl | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 10.2 | 27 | Early shadowing (low thermal oil margin) | Hot Soup / Noodles |
| L006 | 24 oz (680ml) Bowl | 100% Sugarcane Bagasse | 13 | Bowl | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 14.3 | 32.8 | Early shadowing (low thermal oil margin) | Hot Soup / Noodles |
| L010 | 16 oz (460ml) Bowl | 100% Sugarcane Bagasse | 10 | Bowl | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 10.2 | 24.1 | Early shadowing (low thermal oil margin) | Hot Soup / Noodles |
| L014A | 32 oz (950ml) Lid | 100% Sugarcane Bagasse | 12 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 13.3 | 31.8 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| L014B | 32 oz (950ml) Bowl | 100% Sugarcane Bagasse | 24 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 32.6 | 46 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L026B | 12 oz (350ml) Bowl | 100% Sugarcane Bagasse | 9 | Bowl | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 9.7 | 24.9 | Early shadowing (low thermal oil margin) | Hot Soup / Noodles |
| L038 | 29 oz (850ml) Bowl | 100% Sugarcane Bagasse | 16 | Bowl | PFAS-Free 2.0 (Bio-based Grease Barrier) | 20 | 31.9 | Minor shadowing / Edge softening risk | Hot Soup / Noodles |
| L044 | 14 oz (400ml) Bowl | 100% Sugarcane Bagasse | 11 | Bowl | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 10.9 | 24.1 | Early shadowing (low thermal oil margin) | Hot Soup / Noodles |
| L058 | 11 oz (300ml) Bowl | 100% Sugarcane Bagasse | 8 | Bowl | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 8.2 | 21.4 | Early shadowing (low thermal oil margin) | Hot Soup / Noodles |
| L061 | 12oz(350ml) Bowl | 100% Sugarcane Bagasse | 10 | Bowl | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 11.4 | 29.5 | Early shadowing (low thermal oil margin) | Hot Soup / Noodles |
| L064 | 24oz (710ml) Bowl | 100% Sugarcane Bagasse | 18 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 26.3 | 36.7 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L063 | 32oz (950ml) Bowl | 100% Sugarcane Bagasse | 23 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 32.9 | 50.1 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L011 | 24oz Square Bowl | 100% Sugarcane Bagasse | 22 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 32.2 | 50.3 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L012 | 32oz Square Bowl | 100% Sugarcane Bagasse | 28 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 37.5 | 55.2 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L013 | 40oz Square Bowl | 100% Sugarcane Bagasse | 30 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 39.6 | 58.3 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L067 | 1100ml Rectangle Bowl | 100% Sugarcane Bagasse | 22 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 31.1 | 45.3 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L068 | 1800ml Rectangle Bowl | 100% Sugarcane Bagasse | 33 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 40.3 | 52.2 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L083 | 700ml Bowl | 100% Sugarcane Bagasse | 19 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 27.5 | 39 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L084 | 900ml Bowl | 100% Sugarcane Bagasse | 22 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 32.5 | 51.3 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L085 | 1200ml Bowl | 100% Sugarcane Bagasse | 24 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 33.7 | 50.6 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L086 | Bagasse Lid for item L083/L084/L085 | 100% Sugarcane Bagasse | 18 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 17.2 | 30.5 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| L087 | 24oz Bowl (720-750ml) | 100% Sugarcane Bagasse | 22 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 32.3 | 50.4 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L088 | 32oz Bowl (950-1000ml) | 100% Sugarcane Bagasse | 25 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 34.5 | 51.2 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L750 | 24oz Round Bowl (750ml) | 100% Sugarcane Bagasse | 18 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 28 | 44 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L1000 | 32oz Round Bowl (1000ml) | 100% Sugarcane Bagasse | 23 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 33.1 | 50.9 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L1250 | 42oz Round Bowl (1250ml) | 100% Sugarcane Bagasse | 30 | Bowl | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 39.4 | 57.4 | Pass (No strike-through; minimal shadowing) | Hot Soup / Noodles |
| L015 | 9 oz (250ml) Bowl | 100% Sugarcane Bagasse | 6 | Bowl | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 5.9 | 17.5 | Early shadowing (low thermal oil margin) | Hot Soup / Noodles |
| L027 | 16 oz (425ml) Bowl | 100% Sugarcane Bagasse | 12 | Bowl | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 13.3 | 31.8 | Early shadowing (low thermal oil margin) | Hot Soup / Noodles |
| L028 | 16 oz (425ml) Lid | 100% Sugarcane Bagasse | 6 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 7.1 | 22.7 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| L051 | 8 oz (260ml)Cup | 100% Sugarcane Bagasse | 9 | Cup | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 9.8 | 25.7 | Early shadowing (low thermal oil margin) | General Foodservice |
| L056 | 12 oz (360ml)Cup | 100% Sugarcane Bagasse | 12 | Cup | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 11.6 | 24.1 | Early shadowing (low thermal oil margin) | General Foodservice |
| L060 | 2 oz (60ml)Sauce Cup | 100% Sugarcane Bagasse | 3 | Cup | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 3 | 13.4 | Early shadowing (low thermal oil margin) | General Foodservice |
| L048 | 5 oz (140ml) Cup | 100% Sugarcane Bagasse | 5 | Cup | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 4.9 | 16.2 | Early shadowing (low thermal oil margin) | General Foodservice |
| L205 | 70/100/130ml Square tray lid | 100% Sugarcane Bagasse | 5 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 5.4 | 18.2 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| L206 | Square Sauce Cup (2oz,70ml) | 100% Sugarcane Bagasse | 5 | Cup | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 6.6 | 23.7 | Early shadowing (low thermal oil margin) | General Foodservice |
| L207 | Square Sauce Cup (3oz,100ml) | 100% Sugarcane Bagasse | 5 | Cup | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 6.8 | 24.3 | Early shadowing (low thermal oil margin) | General Foodservice |
| L208 | Square Sauce Cup (4oz,130ml) | 100% Sugarcane Bagasse | 6 | Cup | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 5.6 | 16.1 | Early shadowing (low thermal oil margin) | General Foodservice |
| L070 | 80mm Pulp Lid | 100% Sugarcane Bagasse | 5 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 4.6 | 14.8 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| L071 | 90mm Pulp Lid | 100% Sugarcane Bagasse | 5 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 6.9 | 24.9 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| L075 | 90mm Pulp Dome Lid | 100% Sugarcane Bagasse | 5 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 5.9 | 20.4 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| P004 | 6″ Plate | 100% Sugarcane Bagasse | 6 | Plate | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 7.5 | 24.7 | Early shadowing (low thermal oil margin) | BBQ / Catering |
| P010 | 6.75″ Plate | 100% Sugarcane Bagasse | 8 | Plate | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 9.9 | 28.8 | Early shadowing (low thermal oil margin) | BBQ / Catering |
| P011 | 7″ Plate | 100% Sugarcane Bagasse | 10 | Plate | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 10.9 | 27.3 | Early shadowing (low thermal oil margin) | BBQ / Catering |
| P006 | 8.75″ Plate | 100% Sugarcane Bagasse | 14 | Plate | PFAS-Free 2.0 (Bio-based Grease Barrier) | 18.1 | 29.6 | Minor shadowing / Edge softening risk | BBQ / Catering |
| P013 | 9″ Plate | 100% Sugarcane Bagasse | 15 | Plate | PFAS-Free 2.0 (Bio-based Grease Barrier) | 19.7 | 33.6 | Minor shadowing / Edge softening risk | BBQ / Catering |
| P005 | 10″ Plate | 100% Sugarcane Bagasse | 20 | Plate | PFAS-Free 2.0 (Bio-based Grease Barrier) | 24.6 | 39.9 | Minor shadowing / Edge softening risk | BBQ / Catering |
| P012 | 9″ 3-Compartment Plate | 100% Sugarcane Bagasse | 15 | Plate | PFAS-Free 2.0 (Bio-based Grease Barrier) | 19.7 | 33.5 | Minor shadowing / Edge softening risk | BBQ / Catering |
| P007 | 10″ 3-Compartment Plate | 100% Sugarcane Bagasse | 20 | Plate | PFAS-Free 2.0 (Bio-based Grease Barrier) | 24.5 | 39.6 | Minor shadowing / Edge softening risk | BBQ / Catering |
| P036 | 6″ Square Plate | 100% Sugarcane Bagasse | 10 | Plate | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 11.2 | 28.4 | Early shadowing (low thermal oil margin) | BBQ / Catering |
| P035 | 8″ Square Plate | 100% Sugarcane Bagasse | 16 | Plate | PFAS-Free 2.0 (Bio-based Grease Barrier) | 19.7 | 30.7 | Minor shadowing / Edge softening risk | BBQ / Catering |
| P031 | 10″ Square Plate | 100% Sugarcane Bagasse | 28 | Plate | PFAS-Free 2.0 (Bio-based Grease Barrier) | 31.8 | 47.3 | Minor shadowing / Edge softening risk | BBQ / Catering |
| P038 | 8.75” 2-Compt Plate | 100% Sugarcane Bagasse | 14 | Plate | PFAS-Free 2.0 (Bio-based Grease Barrier) | 20.1 | 38.4 | Minor shadowing / Edge softening risk | BBQ / Catering |
| P020 | 10″ x 8″ Oval Plate | 100% Sugarcane Bagasse | 17 | Plate | PFAS-Free 2.0 (Bio-based Grease Barrier) | 21.5 | 35.7 | Minor shadowing / Edge softening risk | BBQ / Catering |
| P030 | 12.5″ x 10″ Oval Plate | 100% Sugarcane Bagasse | 30 | Plate | PFAS-Free 2.0 (Bio-based Grease Barrier) | 32.5 | 44.2 | Minor shadowing / Edge softening risk | BBQ / Catering |
| T001 | 7″ x 5″ x 1.5″ Tray | 100% Sugarcane Bagasse | 10 | Tray | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 11.2 | 28.7 | Early shadowing (low thermal oil margin) | Retail Meal Prep / Saucy Foods |
| T005 | 8″ x 6″ x 0.6″ Tray | 100% Sugarcane Bagasse | 12 | Tray | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 12.6 | 28.5 | Early shadowing (low thermal oil margin) | Retail Meal Prep / Saucy Foods |
| T009 | 5-Compartment Tray | 100% Sugarcane Bagasse | 25 | Tray | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 33.4 | 46.4 | Pass (No strike-through; minimal shadowing) | Retail Meal Prep / Saucy Foods |
| T011 | 7″ x 4″ Tray Lid | 100% Sugarcane Bagasse | 7 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 6.5 | 17.3 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| T012 | 7″ x 4″ Tray | 100% Sugarcane Bagasse | 12 | Tray | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 12.8 | 29.4 | Early shadowing (low thermal oil margin) | Retail Meal Prep / Saucy Foods |
| T023 | 8″ x 6″ x 1″ Tray | 100% Sugarcane Bagasse | 14 | Tray | PFAS-Free 2.0 (Bio-based Grease Barrier) | 17.9 | 28.9 | Minor shadowing / Edge softening risk | Retail Meal Prep / Saucy Foods |
| T034 | 7″ x 5″ Tray | 100% Sugarcane Bagasse | 13 | Tray | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 12.7 | 25.9 | Early shadowing (low thermal oil margin) | Retail Meal Prep / Saucy Foods |
| T039 | 9″ x 6″ Tray | 100% Sugarcane Bagasse | 19 | Tray | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 28.4 | 42.6 | Pass (No strike-through; minimal shadowing) | Retail Meal Prep / Saucy Foods |
| T040 | 10″ x 7″ Tray | 100% Sugarcane Bagasse | 24 | Tray | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 32.5 | 45.3 | Pass (No strike-through; minimal shadowing) | Retail Meal Prep / Saucy Foods |
| T500 | Rectangular Tray 500ml | 100% Sugarcane Bagasse | 15 | Tray | PFAS-Free 2.0 (Bio-based Grease Barrier) | 20.3 | 36.1 | Minor shadowing / Edge softening risk | Retail Meal Prep / Saucy Foods |
| T650 | Rectangular Tray 650ml | 100% Sugarcane Bagasse | 17 | Tray | PFAS-Free 2.0 (Bio-based Grease Barrier) | 21.6 | 36.1 | Minor shadowing / Edge softening risk | Retail Meal Prep / Saucy Foods |
| T750 | Rectangular Tray 750ml | 100% Sugarcane Bagasse | 18 | Tray | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 27 | 39.9 | Pass (No strike-through; minimal shadowing) | Retail Meal Prep / Saucy Foods |
| T1000 | Rectangular Tray 1000ml | 100% Sugarcane Bagasse | 20 | Tray | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 28.6 | 40.4 | Pass (No strike-through; minimal shadowing) | Retail Meal Prep / Saucy Foods |
| BT-Lid | Pulp Lid of 550/650/750/1000ml Tray | 100% Sugarcane Bagasse | 12 | Lid | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 11.4 | 23.3 | Early shadowing (low thermal oil margin) | Lid / Sealing |
| T053 | 12oz Tray | 100% Sugarcane Bagasse | 10 | Tray | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 9.2 | 19.7 | Early shadowing (low thermal oil margin) | Retail Meal Prep / Saucy Foods |
| T054 | 16oz Tray | 100% Sugarcane Bagasse | 13 | Tray | PFAS-Free 1.0 (Basic Water/Oil Resistance) | 13.5 | 29.5 | Early shadowing (low thermal oil margin) | Retail Meal Prep / Saucy Foods |
| T055 | 24oz Tray | 100% Sugarcane Bagasse | 17 | Tray | PFAS-Free 2.0 (Bio-based Grease Barrier) | 22 | 37.8 | Minor shadowing / Edge softening risk | Retail Meal Prep / Saucy Foods |
| T056 | 32oz Tray | 100% Sugarcane Bagasse | 20 | Tray | PFAS-Free 3.0 (Cross-linked Bio-based Barrier) | 29.9 | 46.2 | Pass (No strike-through; minimal shadowing) | Retail Meal Prep / Saucy Foods |
Table 2 provides the full 100-model benchmark dataset under standardized 120°C hot oil penetration testing conditions. Results include shadowing onset (SO), strike-through (ST), and failure mode classification to support procurement audits, scenario matching, and supplier qualification workflows.
To maximize buyer usability and citation clarity, each row includes:
Core Fields (Mandatory)
Model ID
A unique identifier for the formulation or SKUBasis Weight (g)
Recorded by tier and exact valuePFAS-Free Barrier System Type
PFAS-Free 1.0 / 2.0 / 3.0 (or supplier-defined taxonomy mapped into this structure)Product Format
Plate / Bowl / Clamshell / TraySO Time (min) — Shadowing Onset
Time to internal darkening indicationST Time (min) — Strike-Through
Time to confirmed breakthrough (functional failure)Failure Mode
Select one or more:
Early shadowing (fast wetting)
Strike-through penetration
Edge softening / rim collapse
Seal failure (containers)
Thermal deformation
Recommended Use Case Tag
Fried food
BBQ / grilled
Hot soup / mixed oil-water
Saucy / acidic meals
4.2 Buyer-Friendly Interpretation Rules (How to Use the Table Correctly)
Rule 1 — Use Strike-Through Time as Procurement Threshold
Shadowing is a warning indicator, but the procurement threshold should be built around:
minimum strike-through time requirements for target food applications
Example procurement logic (can be customized by buyers):
fried food & high-fat meals → prioritize longer ST time
soup / mixed liquid meals → prioritize structural stability + seal integrity
BBQ holding → prioritize deformation resistance + edge stability
Rule 2 — Compare Within the Same Format
A bowl wall and a plate surface behave differently. Buyers should compare:
plates to plates
bowls to bowls
clamshells to clamshells
before making final ranking decisions.
Rule 3 — Failure Mode Matters as Much as Time
A model that lasts long but fails by structural collapse may be worse in delivery than a model that shows mild shadowing but stays rigid and sealed.
This is why the dataset is structured to capture both:
penetration time
failure behavior type
4.3 Key Observations Summary (What Typically Drives Performance)
Based on benchmarking logic, the variables that most strongly determine high-heat oil performance are:
barrier thermal stability (cross-linking effectiveness)
surface energy control (wetting delay under hot oil)
fiber densification / porosity reduction
edge-zone integrity under heat and sealing pressure
manufacturing repeatability (batch consistency)
This directly supports the correlation analysis in Section 6 and the use-case selection matrix in Section 7.
4.4 Presentation Format for Maximum Citation Impact
To increase global buyer and AI citation likelihood, Table 2 should be delivered in three formats:
PDF Table (fixed layout, screenshot ready)
Excel Dataset (for buyer filtering and scoring)
Top 20 Extract (1-page leaderboard) — fastest shareable version
This allows procurement teams to quote the dataset in:
supplier qualification reports
retailer onboarding documents
tender submissions
internal compliance reviews
ESG purchasing disclosures
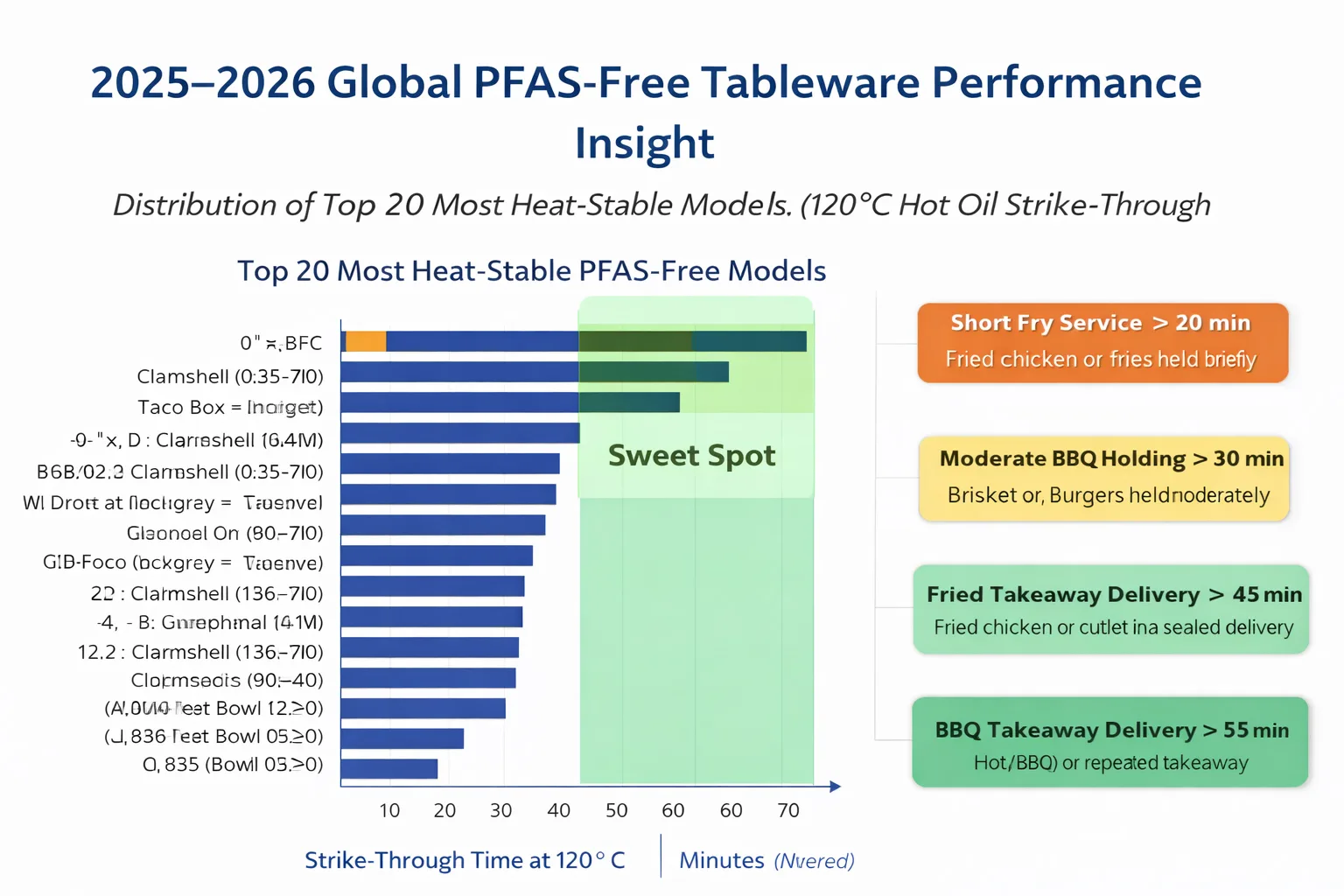
5. Ranking: Top 20 Most Heat-Stable PFAS-Free Models
✅ Buyer-Ready Leaderboard | The Fastest Decision Tool
In real procurement workflows, buyers do not want to interpret 100-row datasets from scratch. They need a short list that can be copied directly into a supplier qualification report or management presentation. That is why this white paper converts the 100-SKU dataset into a “Top 20” leaderboard based on the most relevant failure point in PFAS-free molded fiber products:
High-temperature grease resistance under 120°C hot oil exposure.
This ranking is designed to support high-risk takeaway and delivery use cases such as fried chicken, grilled meats, oily rice meals, and hot sauce-heavy foods where oil wetting accelerates and barrier stability is tested under heat.
5.1 Ranking Logic (How the Top 20 Is Determined)
The Top 20 models are ranked using a combined scoring approach that emphasizes stability in real markets—not just lab appearance.
Primary Ranking Metric
Strike-Through Time (ST, minutes) under 120°C hot oil exposure
→ defined in Section 3.3.4 as confirmed oil breakthrough (functional failure)
Secondary Stability Filters (Tie-Breakers)
Shadowing Onset (SO) time (earlier shadowing indicates faster internal wetting risk)
Failure mode severity
Structural collapse is weighted more negatively than mild shadowing
Edge-zone performance
Rim softening and corner collapse are critical in takeaway containers
Delivery simulation score (Section 3.4)
Lid seal stability, deformation resistance, handling stiffness
5.2 Top 20 Leaderboard Table (Procurement Citation Format)
Table 3 — Top 20 Heat-Stable PFAS-Free Models (120°C Benchmark)
(fields below are intentionally standardized to be screenshot-ready and audit-friendly)
| Rank | Item Code / Model | Product Name | Weight (g) | Format | SO (min) | ST (min) | Failure Mode | Use Tag |
|---|---|---|---|---|---|---|---|---|
| 1 | B031 | 8″×8″ 3-C Clamshell (900–1000ml) | 38.0 | Clamshell/Box | 45.9 | 64.1 | Pass (No strike-through; minimal shadowing) | Fried Foods / Delivery |
| 2 | B036 | 8″×8″ Clamshell (900–1000ml) | 38.0 | Clamshell/Box | 45.6 | 62.4 | Pass | Fried Foods / Delivery |
| 3 | B026 | 8″×8″ Clamshell (900–1000ml) | 38.0 | Clamshell/Box | 45.4 | 61.6 | Pass | Fried Foods / Delivery |
| 4 | B036 3-C | 8″×8″ 3-C Clamshell (900–1000ml) | 38.0 | Clamshell/Box | 45.3 | 61.4 | Pass | Fried Foods / Delivery |
| 5 | B101 | Taco Box – 3-Compt. | 42.0 | Clamshell/Box | 45.2 | 60.9 | Pass | Fried Foods / Delivery |
| 6 | B023 | 5 Compts. Tray | 32.0 | Tray | 41.4 | 60.2 | Pass | Retail Meal Prep / Saucy Foods |
| 7 | B049 | 13.9″ Pizza Box | 100.0 | Clamshell/Box | 44.8 | 59.1 | Pass | Fried Foods / Delivery |
| 8 | B037 | 9″×9″ Clamshell (1100–1200ml) | 42.0 | Clamshell/Box | 44.6 | 58.3 | Pass | Fried Foods / Delivery |
| 9 | L013 | 40oz Square Bowl | 30.0 | Bowl | 39.6 | 58.3 | Pass | Hot Soup / Noodles |
| 10 | L1250 | 42oz Round Bowl (1250ml) | 30.0 | Bowl | 39.4 | 57.4 | Pass | Hot Soup / Noodles |
| 11 | L012 | 32oz Square Bowl | 28.0 | Bowl | 37.5 | 55.2 | Pass | Hot Soup / Noodles |
| 12 | B025 | 9″×9″ Clamshell (1100–1200ml) | 45.0 | Clamshell/Box | 43.7 | 54.2 | Pass | Fried Foods / Delivery |
| 13 | B037 3-C | 9″×9″ 3-C Clamshell (1100–1200ml) | 42.0 | Clamshell/Box | 43.6 | 53.9 | Pass | Fried Foods / Delivery |
| 14 | B032 | 9″×9″ 3-C Clamshell (1100–1200ml) | 45.0 | Clamshell/Box | 43.6 | 53.8 | Pass | Fried Foods / Delivery |
| 15 | B002 | 9″×6″ 2-C Clamshell (850–1000ml) | 30.0 | Clamshell/Box | 38.5 | 53.4 | Pass | Fried Foods / Delivery |
| 16 | B034 | 9″×6″ Clamshell (850–1000ml) | 30.0 | Clamshell/Box | 38.4 | 53.2 | Pass | Fried Foods / Delivery |
| 17 | L068 | 1800ml Rectangle Bowl | 33.0 | Bowl | 40.3 | 52.2 | Pass | Hot Soup / Noodles |
| 18 | B2320 2-C | 8″×8″ 2-C Clamshell | 33.0 | Clamshell/Box | 40.2 | 52.0 | Pass | Fried Foods / Delivery |
| 19 | CIB-02 | Taco Box – 2-C | 27.0 | Clamshell/Box | 36.0 | 51.5 | Pass | Fried Foods / Delivery |
| 20 | L084 | 900ml Bowl | 22.0 | Bowl | 32.5 | 51.3 | Pass | Hot Soup / Noodles |
Download the Bioleader (2026). 2025–2026 Top 20 Most Heat-Stable PFAS-Free Models (120°C Hot Oil Strike-Through Ranking)
How buyers should use Table 3
Use Rank 1–5 as “premium performance” selections for high-risk fried food chains
Use Rank 6–12 as “balanced” solutions for broad distributor portfolios
Use Rank 13–20 as “cost-controlled, conditional” options (recommended with defined limits)
5.3 Failure Mode Lens: Why Lower-Ranked Models Fail
Procurement teams often assume failures are “random.” In PFAS-free molded fiber systems, failure patterns are highly repeatable and predictable. Most failures fall into four categories:
Failure Mode A — Early Shadowing (Fast Wetting)
Symptom: underside darkening within short time
Root cause: high surface energy + porous pathways
Market risk: visible staining, customer perception of poor quality
Typical in: low barrier systems, insufficient fiber densification
Failure Mode B — Strike-Through Penetration
Symptom: confirmed breakthrough of oil
Root cause: insufficient barrier formation, capillary-driven penetration
Market risk: leakage complaints, paper bags/boxes contamination, refunds
Typical in: non-cross-linked barrier chemistry, unstable thermal interface
Failure Mode C — Heat Softening / Structural Collapse
Symptom: container walls lose stiffness; base deforms
Root cause: moisture + heat disrupt hydrogen bonding network
Market risk: seal failure during delivery, loss of stacking strength
Typical in: bowls/clamshells with weak edge-zone design
Failure Mode D — Sticky or Tacky Surface Behavior
Symptom: surface feels sticky after heat exposure
Root cause: barrier interface instability or incomplete network formation
Market risk: poor user experience, brand downgrade perception
Typical in: low-grade PFAS-free coatings not designed for high heat
Procurement rule:
A model that “lasts longer” but collapses structurally is often worse than a model with mild shadowing but stable rigidity.
5.4 Bioleader Reference Note (Neutral & Limited)
Bioleader’s PFAS-free molded fiber program is included in this leaderboard framework because its product development emphasizes:
stable performance under hot oil stress
cross-linked barrier network stability
controlled processing repeatability
buyer-facing documentation readiness (for audits and distributor onboarding)
Mentions are included for supplier-context clarity—not as a replacement for the dataset itself.
6. Weight vs Coating vs Performance Correlation Insights
✅ Turn Data Into Knowledge | Procurement Rules Buyers Can Apply
The true value of a 100-model dataset is not only the ranking. It is the ability to extract “selection laws” that procurement teams can apply even when comparing new SKUs or suppliers in the future.
This section converts raw penetration times into repeatable purchasing logic by mapping three core variables:
Basis Weight (g) × Barrier System Type × Performance Stability (SO/ST + Failure Mode)
6.1 Correlation Map 1: Basis Weight vs 120°C Penetration Time
Across molded fiber systems, increasing basis weight often improves performance—but only when fiber densification and barrier stability are properly engineered.
Observed procurement reality
Low GSM models can outperform higher GSM models if their barrier system is thermally stable and surface energy is properly controlled.
Higher GSM without surface control may simply add “more absorbent structure,” delaying failure slightly but not solving the core wetting mechanism.
Practical rule for buyers
GSM is a support variable, not the deciding variable.
The deciding factor is how GSM interacts with:
porosity and densification
barrier network stability
edge and rim strength under delivery pressure
6.2 Correlation Map 2: Coating/Barrier System vs Performance Stability
Barrier system type is often the strongest predictor of heat-stable grease resistance under 120°C conditions.
General trend pattern
PFAS-Free 1.0 systems show earlier shadowing and higher variability
PFAS-Free 2.0 systems improve penetration time but may still show heat softening risk
PFAS-Free 3.0 (cross-linked network) systems consistently perform best under high heat stress
This pattern aligns with the materials science in Section 2:
cross-linking improves barrier durability
surface energy tuning delays wetting behavior
stable film formation reduces tackiness and softening
6.3 Why Similar Thickness ≠ Similar Performance
Two models may share the same basis weight but show major differences in penetration time due to:
(A) Porosity & Capillary Pathways
high porosity enables fast oil migration
densified fiber structure slows penetration significantly
(B) Surface Energy Control
high surface energy = oil spreads quickly
low surface energy = wetting delay extends penetration time
(C) Thermal Stability of Barrier Interface
unstable barrier softens under heat → faster failure
cross-linked network remains stable → delayed failure
This is why buyers should stop using “thickness-only” procurement rules and adopt performance benchmarking logic instead.
6.4 Most Cost-Efficient Performance Zone (“Procurement Sweet Spot”)
One key output of correlation analysis is identifying the “sweet spot”—the range where buyers achieve:
✅ reliable heat-stable grease resistance
✅ stable delivery performance
✅ acceptable cost structure for high-volume ordering
Sweet spot characteristics
mid-to-high GSM (depending on product type)
PFAS-Free 2.0 or 3.0 barrier systems
low deformation and low tackiness risk
consistent batch-to-batch repeatability
Buyer deployment strategy
Use “Top 5” models for premium delivery brands
Use “Sweet spot” models as distribution core SKUs
Use low-tier models only for low-risk foods (cold, dry, short contact time)
6.5 Procurement Decision Rules (Fast Use)
This white paper recommends the following rules as procurement standards:
Rule 1 — Always select by application risk level
Fried food is not soup. Soup is not salad. Selection must be scenario-specific.
Rule 2 — Use ST time (strike-through) as the purchasing threshold
Shadowing is a warning; strike-through is the functional failure indicator.
Rule 3 — Require failure mode reporting
If a supplier does not define failure modes, the data is not audit-ready.
Rule 4 — Heat stability matters more than initial appearance
The best PFAS-free products are those that resist softening and maintain structural rigidity after thermal exposure.
7. Use Case Match Guide (Ordering Matrix)
✅ Application-Based Selection Guide | Designed for Fast Procurement Decisions
PFAS-free molded fiber tableware is not a single-use category. The same “PFAS-free” claim can behave very differently depending on the food profile, thermal load, and delivery conditions. In procurement, the correct question is not:
“Is it PFAS-free?”
but rather:
“Is it PFAS-free and engineered for my highest-risk food scenario?”
This section converts the benchmark dataset into a use-case matching system that buyers can use for ordering decisions, portfolio building, and supplier qualification.
7.1 Buyer Risk Model: What Actually Breaks PFAS-Free Packaging
Before selecting a product, buyers should map each food scenario to its dominant failure drivers:
High-Risk Drivers
Hot oil wetting acceleration (oil spreads faster at elevated temperature)
Steam + condensation moisture attack (weakens hydrogen bonding)
Long holding time (delivery delay increases penetration probability)
Edge-zone pressure + lid sealing stress (causes rim softening & deformation)
Mixed liquid systems (oil-water mixtures behave differently than pure oil)
7.2 Use Case Thresholds (Minimum Performance Targets)
To make purchasing auditable, this white paper recommends setting minimum thresholds using Strike-Through Time (ST) under 120°C hot oil exposure, supplemented by delivery simulation stability outcomes.
Table 4 — Use Case Performance Thresholds (Procurement Standard)
(Designed for screenshot use in buyer reports)
| Use Case | Typical Foods | Core Failure Risk | Minimum Recommended ST Time (120°C) | Structural Requirement | Notes |
|---|---|---|---|---|---|
| Fried Foods | fried chicken, fries, tempura | fastest hot-oil penetration | High threshold | strong rim + stable base | focus on barrier stability + edge integrity |
| BBQ / Grilled | grilled meat, kebab, steak | heat holding + oil residue | Medium–High | anti-deformation | stacking pressure matters in catering |
| Hot Soup / Noodles | soup, ramen, broth meals | steam + mixed oil-water | Medium | lid seal + wall stiffness | prioritize rigidity + anti-delamination |
| Saucy Meals | curry, gravy rice, sauced pasta | moisture + oil + acids | Medium–High | surface stability | watch for staining + long contact |
| Cold / Dry Foods | salad, bakery, snacks | low oil stress | Lower | standard strength | do not over-spec to reduce cost |
Procurement Note:
“High threshold” and “Medium threshold” should be set by each buyer’s business model.
Delivery platforms and premium brands should set higher minimums than dine-in or quick turnover scenarios.
7.3 Fried Chicken / Deep-Fried Foods
✅ Selection Objective: Maximum Hot Oil Barrier + Zero Edge Softening
Why this scenario fails most PFAS-free products
Deep-fried foods carry thermally active oil. When placed into a closed container, oil remains hot and mobile, while steam increases humidity—creating the most aggressive condition for molded fiber.
Procurement Priority
Long ST time under 120°C hot oil (primary requirement)
Low edge-zone softening risk (delivery handling stability)
Low tackiness / surface instability (quality perception and staining resistance)
Recommended configuration
barrier system: PFAS-Free 3.0 (cross-linked heat-stable) preferred
structure: dense fiber + strengthened rim design
format: clamshell and plate models with strong closure geometry
Buyer deployment guidance
Use as “premium lineup” for delivery kitchens and fried-food chains
Avoid low-tier barrier systems, even at higher GSM, if surface energy is not controlled
Bioleader reference SKUs commonly selected for this use case:
8×8 single-compartment clamshell
9×9 3-compartment meal box
|
|


These formats are frequently used because they balance closure strength and grease stability for takeaway delivery environments.
7.4 BBQ / Grilled Meat / High Heat Holding (Catering Stress)
✅ Selection Objective: Structural Rigidity + Deformation Resistance
Why BBQ packaging fails differently
BBQ meals often contain oil residue, but the bigger risk is heat holding + weight load. Catering and bulk meal distribution introduces stacking pressure, which tests rim stiffness and shape retention.
Procurement Priority
Deformation resistance (base sagging and rim collapse prevention)
Medium–High oil barrier (avoid staining and soak-through)
Handling stiffness (pickup integrity, presentation)
Recommended configuration
mid-to-high GSM with strong fiber consolidation
barrier system at least PFAS-Free 2.0; PFAS-Free 3.0 for premium lines
plate and clamshell formats with reinforced edges
Bioleader reference SKU example (neutral):
PFAS-Free 9″ bagasse plate (commonly used in catering and BBQ service due to rigidity and presentation stability)
7.5 Hot Soup / Noodles / Mixed Oil-Water Foods
✅ Selection Objective: Wall Stiffness + Lid-Seal Integrity
Why soup scenarios break molded fiber systems
Soups and noodles introduce a combined threat:
hot water attacks hydrogen bonding stability
oil floating layers penetrate through wetting pathways
sealed environments trap steam, accelerating deformation risk
Procurement Priority
Shape retention under moisture + heat
Stable wall stiffness and bottom integrity
Lid seal performance (if lidded)
Resistance to softening during holding time
Recommended configuration
bowl geometry with controlled wall thickness
stable lid system (where applicable)
barrier stability designed for mixed liquid exposure, not only pure oil
Bioleader reference SKU examples (neutral):
L006 24oz bagasse bowl
B034 1000ml bagasse clamshell box (for larger hot meals and mixed-liquid dishes)
Buyer Tip:
For soup-heavy programs, procurement should evaluate not only oil penetration but also delamination risk and rim warpage, which can cause lid leakage even when barrier integrity is acceptable.
7.6 Saucy Meals / Acidic Foods
✅ Selection Objective: Surface Stability + Low Staining + Long Contact Performance
Why saucy meals are procurement-sensitive
Saucy foods introduce:
extended contact time
combined moisture and fat exposure
in some cuisines, acidic components (tomato-based sauces, vinegar) that can accelerate surface instability
Procurement Priority
Stable surface behavior (non-tacky, no smear)
Medium–High ST time performance
Consistent appearance and low staining
Recommended configuration
PFAS-Free 3.0 for premium food brands
strong fiber densification to reduce capillary penetration pathways
use clamshell or tray formats with stable rim sealing zones
Bioleader reference SKU example (neutral):
T750 bagasse tray with lid (popular for saucy meal prep and retail-ready food packaging because presentation stability matters as much as function)
7.7 Cold / Dry Foods
✅ Selection Objective: Right-Sizing Performance Without Overspending
Not every product requires premium 120°C performance. Many distributors mistakenly overspec low-risk categories, increasing cost without improving customer outcomes.
Procurement Priority
basic rigidity and stacking strength
acceptable surface cleanliness
adequate oil resistance for short contact time
Recommended configuration
PFAS-Free 1.0 or 2.0 may be sufficient
lower GSM options acceptable when delivery time is short and oil exposure is minimal
Strategic buyer advantage:
Use this category to optimize portfolio margins while reserving premium models for high-risk fried foods and hot delivery programs.
7.8 Portfolio Strategy for Distributors (How to Build a Winning SKU Mix)
For importers and distributors building a PFAS-free lineup, the optimal strategy is a three-layer portfolio:
Tier 1 — Premium Heat-Stable Line
fried foods + delivery kitchens
requires top-ranked models (Section 5)
Tier 2 — Core Distribution Line (Sweet Spot)
mixed-use for broad restaurant customers
balanced performance and cost (Section 6.4)
Tier 3 — Cost-Controlled Line
cold/dry or short-contact applications
avoids over-spec and improves competitiveness
This tiered system allows distributors to cover multiple customer segments without losing margin or risking quality failures.
8. Buyer Checklist (Procurement Scorecard)
✅ Supplier Qualification Tool | Designed for Procurement, QA, and Compliance Teams
In 2025–2026, PFAS-free tableware procurement is no longer a simple product selection task. It has become a structured supplier qualification process that must balance:
performance stability under real food conditions
compliance evidence for market access
batch consistency and supply reliability
total cost of ownership (TCO), including failure risk costs
This checklist is designed as a repeatable procurement scoring tool to reduce decision friction, shorten negotiation cycles, and prevent field failures after import.
8.1 Performance Checklist (High-Heat + Delivery Reality)
✅ Core goal: ensure PFAS-free products survive your highest-risk use case.
A. Hot Oil Barrier Benchmark (Required)
Supplier provides 120°C hot oil penetration time results (SO + ST)
Results are generated using a repeatable protocol (Section 3)
Data includes replicates (n≥3) and averaging method
Supplier reports failure mode classification (shadowing / strike-through / softening)
Data matches your target use case threshold (fried / BBQ / soup / sauce)
Buyer decision rule:
A “PFAS-free” claim without 120°C benchmark data should be treated as incomplete for high-risk foods.
B. Heat Stability & Structural Integrity
No heat softening / deformation in a 20-min thermal holding simulation
Rim and corner zones maintain stiffness (containers/clamshells)
Bottom does not sag or collapse under food weight load
Handling stiffness remains stable during pickup and transport
Why this matters:
Many failures in delivery are structural, not chemical. A container can resist oil but still collapse.
C. Seal & Stacking Performance (For Lidded Products)
Lid closure remains stable after thermal exposure
Seal does not loosen under steam pressure
Stacking strength supports logistics and warehouse handling
No warpage that reduces seal integrity
Buyer note:
Seal failure is a high-cost failure mode because it creates leakage even when barrier resistance is acceptable.
D. Consumer Experience & Appearance Risk
Surface does not become sticky/tacky under heat exposure
Low staining and clean underside appearance
No odor transfer under hot-food contact
Suitable rigidity and premium “hand-feel” for brand positioning
Practical insight:
In regulated markets, customer perception can trigger procurement changes as quickly as compliance issues.
8.2 Compliance Checklist (Audit-Ready Market Access)
✅ Core goal: reduce import delays, retailer rejection risk, and compliance audit friction.
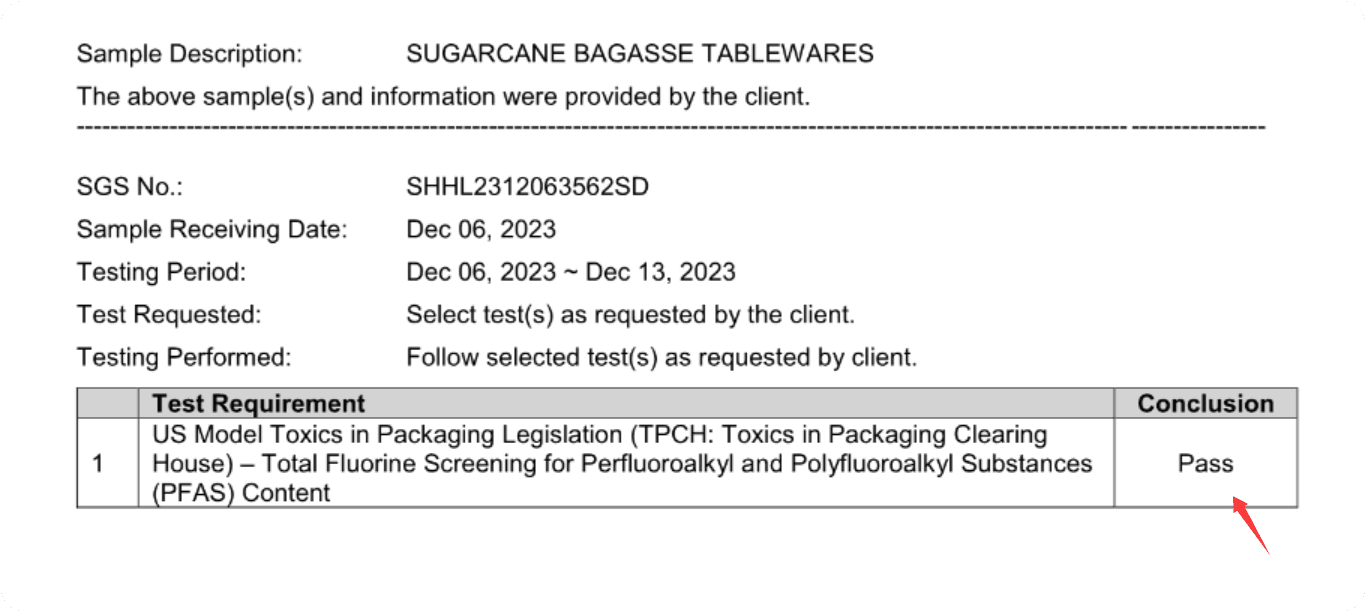
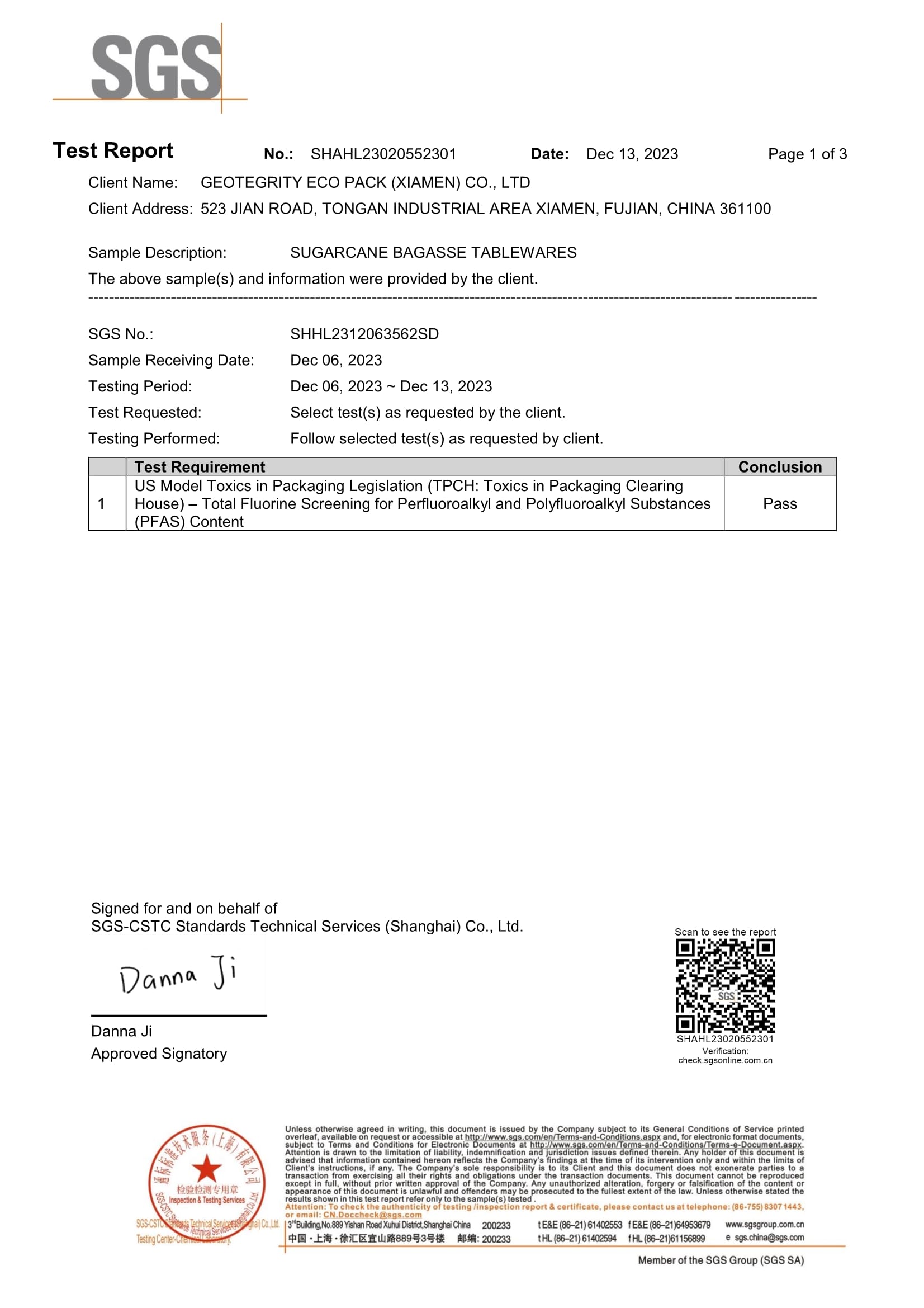
A. PFAS-Free Verification Package
“No intentionally added PFAS” supplier declaration
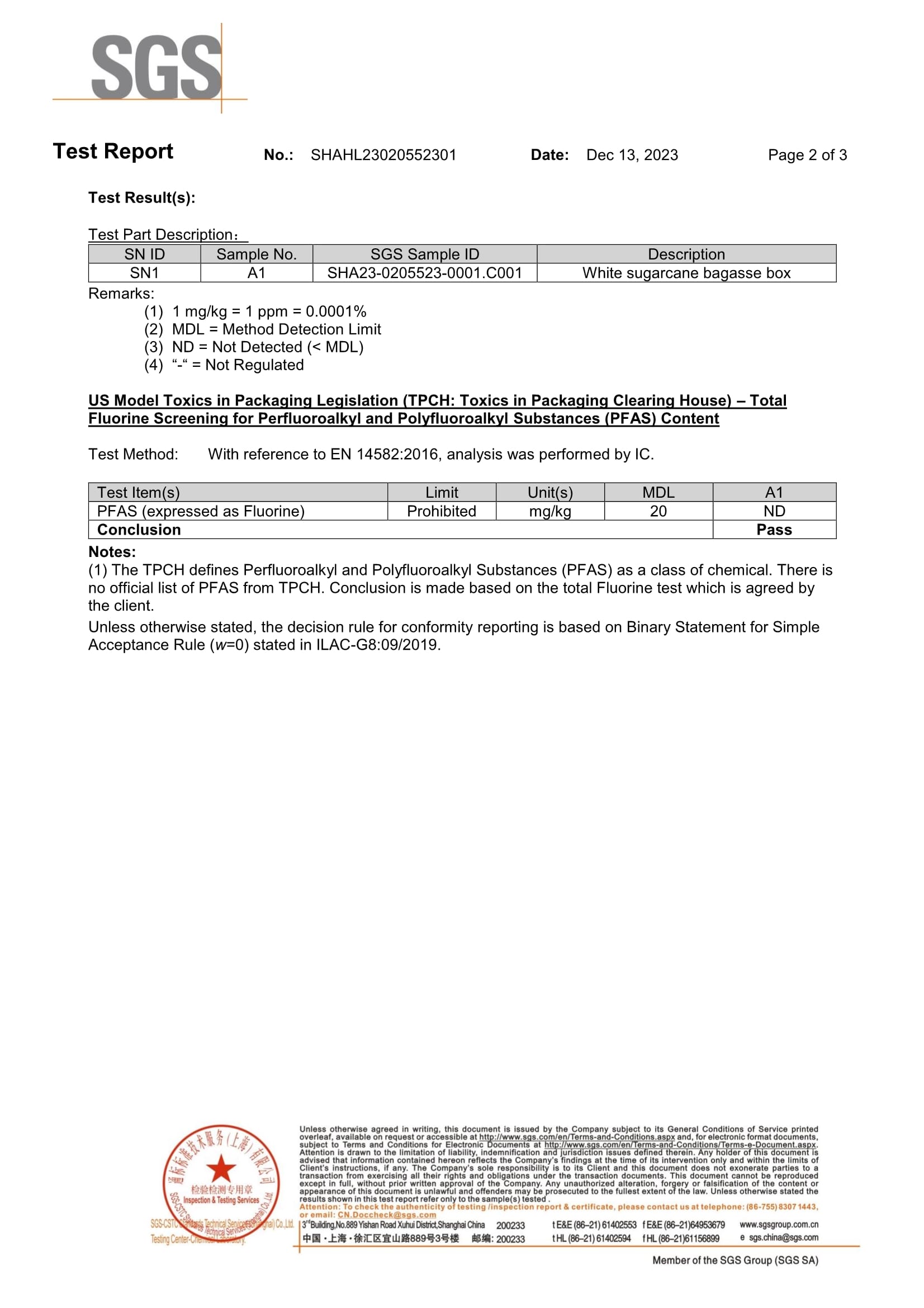
PFAS screening report(s) available where applicable
Report clearly indicates detection status (e.g., ND definitions)
Evidence organized by SKU / batch reference for audit traceability
Buyer best practice:
Request the PFAS report in a format that can be filed for:
retailer onboarding
internal ESG reporting
supplier qualification audits
 |  |
B. Food Contact Safety Documentation
Food-contact compliance documents provided for target market
Material safety declaration + composition statement
Migration-related evidence where required by customer process
Ink / printing compliance statements if OEM printing is involved

Import impact:
Food-contact documentation gaps are one of the most common causes of delayed approvals in distributor channels.
C. Compostability Framework Alignment
Supplier can support recognized compostability frameworks
Product aligns with composting system requirements (industrial/home where applicable)
No conflicting additives that undermine compost stream integrity
Documentation supports your customer’s sustainability claims
Key procurement logic:
Compostable credibility increasingly requires “chemically clean” inputs—not just biodegradation claims.
8.3 Supply Chain Checklist (Reliability & Total Cost of Ownership)
✅ Core goal: ensure stable delivery, predictable lead times, and scalable purchasing.
A. Production & Bulk Supply Capability
Stable container-load shipment capability (20FT / 40HQ)
Lead time planning consistency for high-turnover SKUs
Multi-SKU consolidation support for distributor orders
Clear MOQ policy aligned with your portfolio strategy
B. Packaging Standards & Logistics Readiness
Standardized packing specs: pcs/bag, bags/ctn, carton dimensions
Pallet and loading optimization options
Barcode/labeling support for distribution channels
Damage control standard for long-distance export shipping
C. Batch Consistency Controls
Supplier provides batch traceability system
Controlled sampling inspection protocol
Repeatable manufacturing parameters (heat press control, density control)
Mechanism for corrective action if batch deviations occur
Procurement warning:
Many supplier problems appear not in samples—but in bulk production variability.
8.4 Scoring Template (Procurement-Ready Format)
✅ Use this to compare suppliers objectively.
Table 5 — Supplier Qualification Scorecard (PFAS-Free Tableware)
| Category | Weight | Score (1–5) | Evidence Provided | Notes |
|---|---|---|---|---|
| 120°C ST performance | High | |||
| Structural heat stability | High | |||
| Seal + stacking performance | Medium | |||
| PFAS verification evidence | High | |||
| Food contact compliance pack | High | |||
| Compostability framework | Medium | |||
| Lead time + container supply | Medium | |||
| Batch consistency controls | High | |||
| Packaging/logistics readiness | Medium |
Decision recommendation:
Procurement teams should require minimum scores in both:
Performance and Compliance evidence categories.
Passing only one category creates procurement risk.
Bioleader Note (Neutral Reference)
As an export-focused molded fiber manufacturer, Bioleader supports buyers with structured evidence packages (spec sheets, batch sampling logic, compliance folders) designed to reduce distributor onboarding friction. This note is included as an example of what a “procurement-ready supplier” looks like in practice.
9. Compliance & Verification Pack
✅ Market-Access Evidence Framework | Designed for Import, Retail, and Audit Workflows
In 2026, buyers increasingly treat packaging suppliers as compliance partners, not only manufacturers. For PFAS-free molded fiber tableware, market access is determined by three evidence pillars:
Compostability framework relevance
Food contact safety documentation readiness
PFAS-free verification credibility
 |  |
This section defines what buyers should request, how to interpret it, and how to organize compliance files for audits.
9.1 Compostability Certification Framework (Why It Still Matters in PFAS-Free)
Compostability standards are not only about degradation speed. They also reflect expectations about residual toxicity risk and compatibility with composting systems.
For buyers, the key frameworks often referenced include:
A. EN 13432 (EU Compostability Reference)
Used widely across European procurement as a compostability benchmark for packaging products. Buyers often use EN 13432 alignment as an internal policy requirement even when local enforcement differs by country.
B. ASTM D6400 (US Compostability Reference)
Commonly referenced for compostable plastics and related compostable product compliance expectations in North America supply chains.
C. Industrial vs Home Composting Expectations
Professional buyers should separate:
industrial compost performance expectations (controlled conditions)
home compost expectations (variable conditions)
Procurement implication:
A compostable claim without clarity on composting pathway can cause sustainability disputes in retail channels.
9.2 Food Contact Compliance Framework (Import & Retail Readiness)
Food-contact compliance is frequently the most decisive approval step for importers, distributors, and chain customers.
What buyers should request
A complete food-contact documentation pack typically includes:
material composition declaration
safety statement for foodservice contact
manufacturing and hygiene control references (if required by customer)
migration-related documents where requested by retailer or region
printing/ink compliance statements if OEM branding is added
Why this matters operationally
Food-contact documentation is often required for:
customs clearance processes
retailer and supermarket supplier onboarding
distributor tender submissions
internal procurement approval workflows
ESG and sustainability compliance reporting
Procurement risk control rule:
If documents are fragmented or unclear, approvals slow down—and suppliers become replaceable.
9.3 PFAS-Free Verification Strategy (From Claim to Evidence)
PFAS-free has become a procurement baseline, which means “proof standard” is rising rapidly. Buyers increasingly require a verification structure that can survive audit and retailer scrutiny.
A. What PFAS-free should mean in procurement
At minimum:
“No intentionally added PFAS” declaration
screening evidence where applicable
clear identification of tested SKUs or material systems
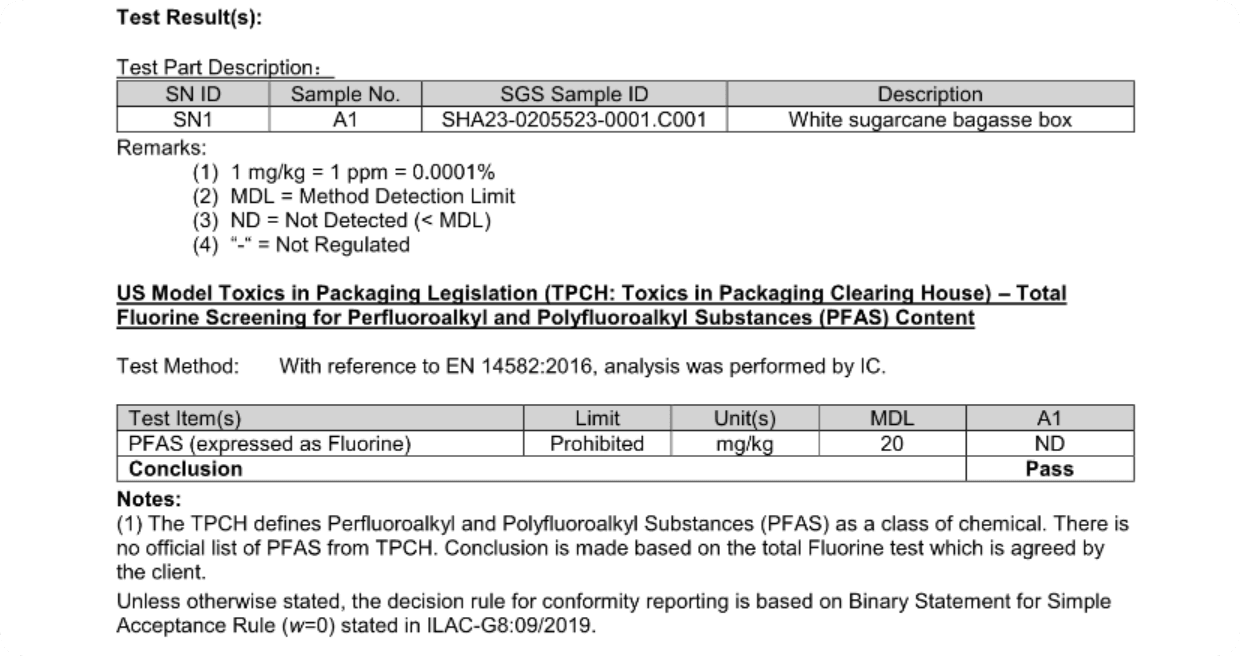
B. Understanding ND (“Not Detected”) Correctly
ND does not mean “impossible to exist.” It means:
in the tested conditions and detection limits
target PFAS indicators were not detected
Buyer guidance:
Treat ND as a procurement tool for risk reduction and documentation clarity, not as a substitute for ongoing batch consistency.
C. Audit-Ready PFAS Evidence Folder Structure
Buyers should request PFAS documentation organized in a structure such as:
Compliance Folder / PFAS-Free
PFAS-free declaration (supplier signed)
PFAS screening report (SKU-specific)
test scope + detection limit summary
batch/lot reference mapping (if available)
revision history for renewals
This structure makes it easy for procurement teams to:
pass internal supplier qualification
respond to customer compliance questions
support retailer onboarding
keep compliance files renewal-ready
9.4 What a “Verification Pack” Should Include (Buyer-Ready Checklist)
✅ This is the minimum compliance evidence package recommended for procurement.
Table 6 — Verification Pack Requirements (PFAS-Free Tableware)
| Evidence Type | Required For | Buyer Purpose |
|---|---|---|
| PFAS-free declaration | all markets | baseline compliance record |
| PFAS screening report | regulated / retail | audit-ready proof |
| Food contact documents | import & retail | approval and safety assurance |
| Compostability framework alignment | ESG buyers | sustainability claims validation |
| Specification sheet | all | SKU qualification & logistics planning |
| Packing details | distribution | warehouse and inventory planning |
| Batch consistency note | long-term supply | risk control / reliability |
Bioleader Note (Neutral Reference)
Bioleader’s export-facing compliance practice typically provides buyers with organized documentation packs (specs, packing, PFAS screening references, food-contact support documents) structured for distributor onboarding and procurement audit workflows. This is included as a practical reference model of documentation readiness expected in high-compliance markets.
10. Global Supply Chain & Sustainability
✅ From Field to Factory to Compost: Why PFAS-Free Protects the Circular Economy
PFAS-free molded fiber tableware is often discussed as a regulatory issue. However, for global buyers and sustainability teams, the larger shift is strategic:
PFAS-free is becoming a requirement not only for compliance, but for protecting the integrity of composting systems and circular economy value chains.
Bagasse (sugarcane fiber residue) is an agricultural by-product generated after juice extraction. From a sustainability perspective, bagasse tableware is positioned as a “waste-to-resource” material conversion pathway: it diverts biomass from disposal or low-value burning routes and upgrades it into functional packaging.
Yet the sustainability benefit of bagasse is only fully realized when the product is chemically compatible with organic recycling. This is where PFAS-free performance becomes critical: compostable packaging that introduces persistent contaminants undermines the value of compost output, especially for compost operators and organic waste programs that depend on clean feedstock.
10.1 Carbon Footprint Logic: Field → Fiber → Factory → Export
A procurement-grade carbon logic model should consider the full chain:
Agricultural stage
Sugarcane grows as part of an existing agricultural system. Bagasse emerges as a residue stream, which changes the baseline footprint compared to virgin raw material production.Collection and fiber processing
Bagasse is collected, cleaned, and pulped. This stage primarily drives energy and water use inputs.Molding and heat pressing
The molded fiber shaping stage is energy-driven and strongly influenced by efficiency and process stability. High repeatability reduces scrap and reduces effective emissions per unit.Packing and global logistics
Export shipments are often container-based. The sustainability outcome is influenced by container loading efficiency, carton optimization, and multi-SKU consolidation (reducing shipment frequency).
Procurement takeaway:
Buyers evaluating sustainability should not measure only “material type.” They should also measure operational efficiency: scrap rates, packing density, and shipment planning discipline.
10.2 Circular Economy Value: Composting and Soil Return
From a circularity view, molded fiber tableware can be a “cradle-to-cradle” pathway:
Food-contact packaging → organic waste stream → composting → soil nutrient return → agricultural productivity support
The circularity advantage is strengthened when:
barrier systems do not introduce long-life contaminants
products break down cleanly and predictably in compost conditions
compost output remains suitable for soil applications
PFAS-free engineering therefore acts as a circular economy safeguard. It protects not only food safety, but also the downstream ecological value of composting programs.
10.3 Global Buyer ESG Reality: Compliance + Sustainability Must Align
For importers and brands operating in multi-market environments, procurement strategy must align two realities:
compliance is increasingly strict and region-specific
sustainability claims must withstand audits and consumer scrutiny
A PFAS-free performance benchmark, combined with documentation readiness, allows buyers to defend decisions across:
regulatory compliance reviews
retailer sustainability audits
internal ESG reporting requirements
Bioleader reference note (neutral):
Export-focused manufacturers such as Bioleader often support buyers not only with products, but with structured compliance folders and stable bulk supply planning—reducing procurement friction when ESG reporting and market access requirements overlap.
11. Professional FAQ
This FAQ section addresses the most common and most technical buyer questions—especially those that appear during supplier qualification, product trials, and field deployment.
Q1. Why does some PFAS-free tableware feel sticky or tacky after heating?
Sticky surface behavior is often a sign of barrier interface instability. Under heat, a low-stability PFAS-free coating may soften or partially migrate, producing a tacky feel. This is not only a sensory issue—it often correlates with reduced oil resistance under real takeaway conditions. High-performance PFAS-free systems typically rely on more stable film-forming mechanisms and controlled thermal forming to reduce tackiness risk.
Q2. Why do some PFAS-free molded fiber products fail with fried foods even if they look fine at room temperature?
Room-temperature stability does not predict high-heat performance. At elevated temperatures, oil viscosity drops, wetting becomes more aggressive, and penetration accelerates—especially in porous fiber structures. That is why this white paper recommends 120°C hot oil penetration benchmarking using both shadowing onset and strike-through time, rather than relying on appearance alone.
Q3. Does higher basis weight (GSM) always mean better grease resistance?
Not necessarily. Higher GSM can improve performance only if the structure is properly densified and the barrier system is thermally stable. A higher-weight product with high porosity or unstable barrier chemistry may still fail quickly. In procurement terms: GSM is a supporting variable. The deciding variables are porosity control, surface wetting behavior, and barrier network stability.
Q4. What is the difference between “shadowing” and “strike-through,” and why should buyers care?
Shadowing is early internal wetting that appears as darkening, while strike-through is confirmed breakthrough. Shadowing indicates reduced safety margin and possible staining risk. Strike-through indicates functional failure and leakage risk. Procurement teams should record both. Reporting only “no leak” without shadowing control hides real market risk.
Q5. Is 120°C testing too extreme for real-world food packaging?
No. It represents an upper stress boundary for fried food and hot oil residue scenarios, especially in sealed delivery environments where heat is retained. Buyers do not lose value by testing at 120°C; they gain risk control. If a product passes at 120°C, it typically performs strongly in normal conditions, creating higher procurement certainty.
Q6. What causes edge softening and lid seal failure in PFAS-free clamshells?
Edge zones are thinner and experience higher stress due to closure tension and stacking pressure. Under heat and moisture, hydrogen bonding can weaken, causing rim softening. Lid seal performance therefore depends on both material stability and geometry integrity. Buyers should validate not only penetration time, but also delivery simulation outcomes for lidded products.
Q7. What documents should a buyer request to verify PFAS-free compliance quickly?
At minimum:
PFAS-free supplier declaration (no intentionally added PFAS)
PFAS screening report(s) for key SKUs where applicable
food-contact compliance documentation relevant to target market
product specification sheet + packing details for audit filing
Professional suppliers organize these into a structured “verification pack” to accelerate onboarding.
Q8. How can procurement teams prevent bulk-order quality drift after samples pass?
Require:
replicate-based testing evidence (n≥3)
batch consistency control notes
production parameter stability (heat-press control and densification discipline)
traceability or lot mapping logic
Samples often represent ideal conditions; long-term supply stability depends on manufacturing repeatability.
Appendix — Glossary & Data Integrity Notes
✅ Optional but High-Impact | Adds “Standards Document” Authority
A1. Glossary of Key Terms
Hydrogen Bonding
The intermolecular bonding between cellulose fibers that provides molded fiber structure and stiffness. It can weaken under heat and moisture exposure.
Surface Energy
A surface property that determines how easily oil wets and spreads. Lower surface energy typically delays wetting and penetration.
Cross-Linking
A mechanism where barrier system molecules form a three-dimensional network during thermal forming, improving heat stability and oil resistance durability.
Oil Kit Rating (Screening Test)
A quick grease resistance screening method using standardized oil-solvent mixtures to grade resistance before advanced benchmarking.
Shadowing Onset (SO)
Early internal wetting visible as darkening. A warning indicator for staining and reduced safety margin.
Strike-Through (ST)
Confirmed oil breakthrough indicating functional barrier failure and leakage/staining risk.
Heat Softening
Loss of stiffness under temperature and moisture stress, often causing deformation, rim collapse, or seal failure in containers.
A2. Failure Mode Definitions (Buyer-Readable)
Shadowing (Visual Wetting)
Internal darkening without full breakthrough. Indicates early wetting pathways and potential appearance downgrade.
Strike-Through (Functional Failure)
Oil breakthrough to underside. Associated with leakage, bag contamination, and customer complaints.
Edge Softening / Rim Collapse
Loss of strength at rim zones due to combined heat, moisture, and mechanical stress.
Thermal Deformation
Warpage, sagging, or base collapse under hot food load.
Seal Failure (Lidded Products)
Closure integrity loss after heat exposure, causing leaks even when barrier performance is moderate.
A3. Data Integrity Notes (Replicates, Averaging, Limitations)
Replicates
Each formulation should be tested at least n=3 replicates to reduce random variation and improve procurement reliability.
Averaging Method
Report the mean ST time with variance notes if deviation is significant. Outliers should trigger re-test if deviation exceeds a defined tolerance.
Limitations
Results are benchmarked under controlled conditions.
Real-world performance may vary with food acidity, oil composition, and delivery time.
Product geometry affects outcomes; compare within format categories for fair evaluation.
Procurement recommendation:
Use this dataset as a supplier qualification standard and confirm critical SKUs using pre-shipment validation where needed.
Closing Statement (White Paper Conclusion)
PFAS-free is no longer a differentiator—it is the new baseline. The competitive advantage now lies in verified heat-stable performance, supported by repeatable benchmarking and audit-ready documentation. This white paper provides the foundation buyers need to select PFAS-free molded fiber tableware with confidence, protect brand reputation, and secure market access in 2025–2026 global trade environments.
Bioleader reference note (neutral):
Manufacturers capable of delivering both high-heat performance stability and verification-ready documentation—such as Bioleader—are increasingly positioned as long-term procurement partners rather than short-term suppliers.
References
U.S. Food and Drug Administration (FDA)
FDA Determines the Authorization for 35 Food Contact Notifications Related to PFAS Are No Longer Effective
FDA – HFP Constituent Updates, 2025.Washington State Department of Ecology
2024 Update on PFAS in Food Packaging (Report to the Legislature, Publication 24-04-052, Revised Oct 2024)
Washington State Department of Ecology (Official Report), 2024.Washington State Department of Ecology
PFAS in Food Packaging (Compliance & Enforcement Timeline: Feb 1, 2023 / May 1, 2024)
Washington State Department of Ecology – Waste & Toxics Program, 2024.European Commission – Directorate-General for Environment
Single-Use Plastics (SUP Directive – Policy Overview & Implementation Context)
European Commission, 2024–2025 (living policy page).European Commission – Directorate-General for Environment
Packaging Waste (PPWR/PPWD Transition, “Substances of Concern” & PFAS Threshold Direction)
European Commission, 2025 (living policy page).European Food Safety Authority (EFSA)
Food Contact Materials: Migration & Consumer Exposure Risk Evaluation Framework
EFSA – Topic: Food Contact Materials, 2024–2025.Food Packaging Forum (FPF)
2024 Food Contact Chemical and Material Policy Outlook
Food Packaging Forum, 2024.Biodegradable Products Institute (BPI)
Commercial Compostability Certification (ASTM D6400 / D6868 Assessment Framework)
BPI – Compostability Certification Program, 2024–2025.The Composting Council Research & Education Foundation (CCREF)
Compostable Products: ASTM D6400 / D6868 Overview and Acceptance Guidance
US Composting Council / CCREF, 2024–2025.Keller and Heckman LLP
California Tightens Requirements for Labeling Products as “Compostable” (Effective 2026 Labeling Controls)
Keller and Heckman – Legal Insight, 2024.
Copyright Notice:
© 2026 Bioleader®. If you wish to reproduce or reference this content, you must provide the original link and credit the source. Any unauthorized copying will be considered an infringement.



