1. Sumário executivo
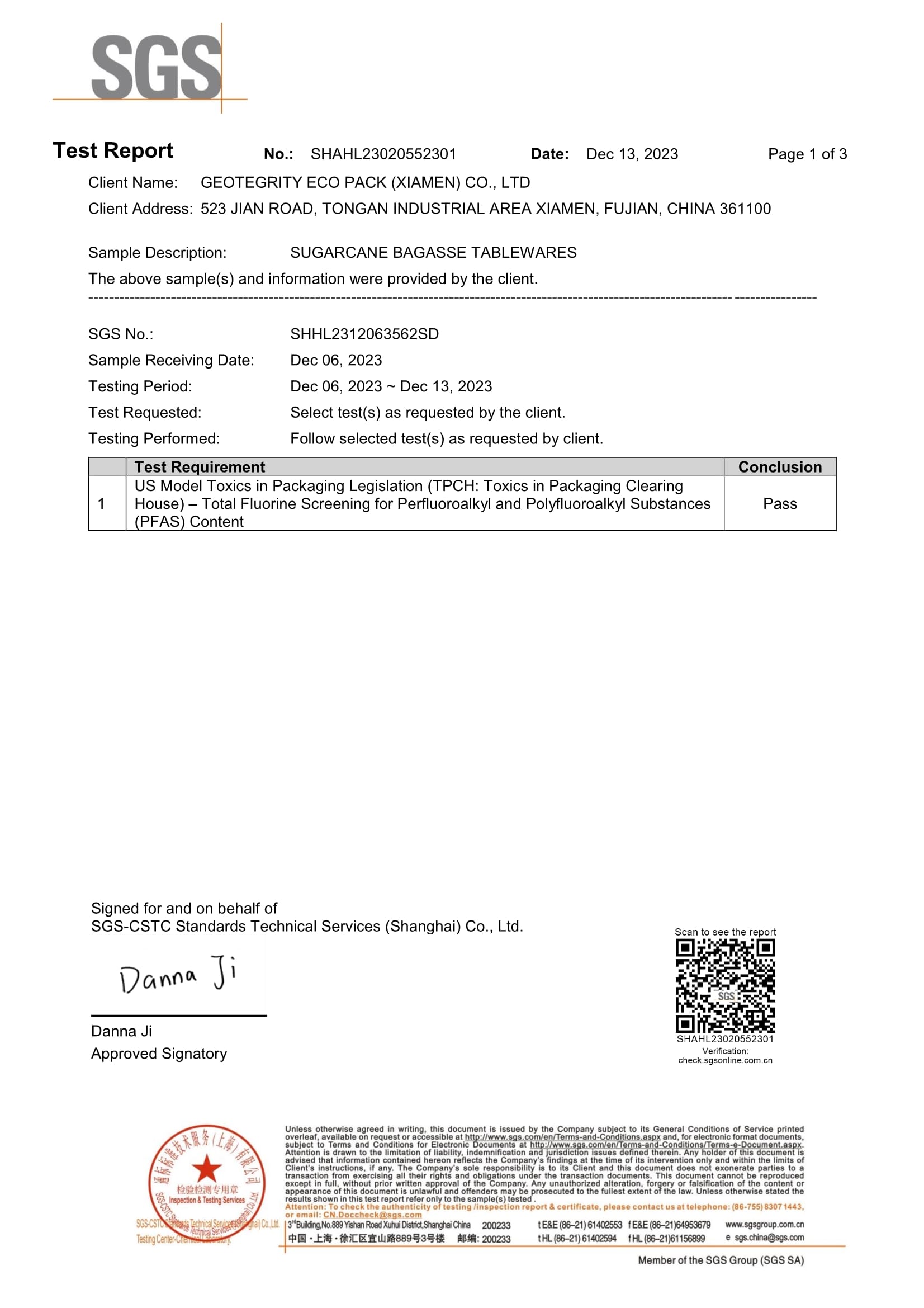
A loiça de mesa de cana-de-açúcar sem PFAS é agora um limiar de aquisição e não apenas um rótulo de sustentabilidade. No fornecimento de fibras moldadas no mundo real, a principal escolha técnica já não é a remoção da química fluorada, mas sim qual a via de resistência a gorduras sem flúor que ainda pode proporcionar um desempenho estável, um fabrico escalável e uma conformidade defensável. Para a maioria dos cenários de serviço alimentar e de takeaway quente, os sistemas de aditivos internos de alto desempenho oferecem o equilíbrio mais forte de resistência à gordura, eficiência do processo e viabilidade comercial. Os sistemas de aditivos internos a baixa temperatura continuam a ser relevantes para aplicações na cadeia de frio, à temperatura ambiente e com baixo teor de gordura, mas os seus limites devem ser claramente compreendidos. Por outro lado, os sistemas de barreira física, como a laminação e os revestimentos de superfície, podem alcançar um desempenho de barreira mais elevado em nichos de mercado, mas também introduzem custos mais elevados, processamento secundário e considerações mais complexas em termos de repulpabilidade e regulamentação. Este artigo fornece uma estrutura de fornecimento técnico para avaliar Artigos de mesa de bagaço sem PFAS em termos de conformidade, desempenho da resistência à gordura, escalabilidade do fabrico e risco de verificação do fornecedor, com base na lógica de aprovisionamento, nas observações de fabrico e na experiência de controlo de qualidade desenvolvidas através da produção de fibras moldadas a longo prazo e da prática de exportação na Bioleader®.
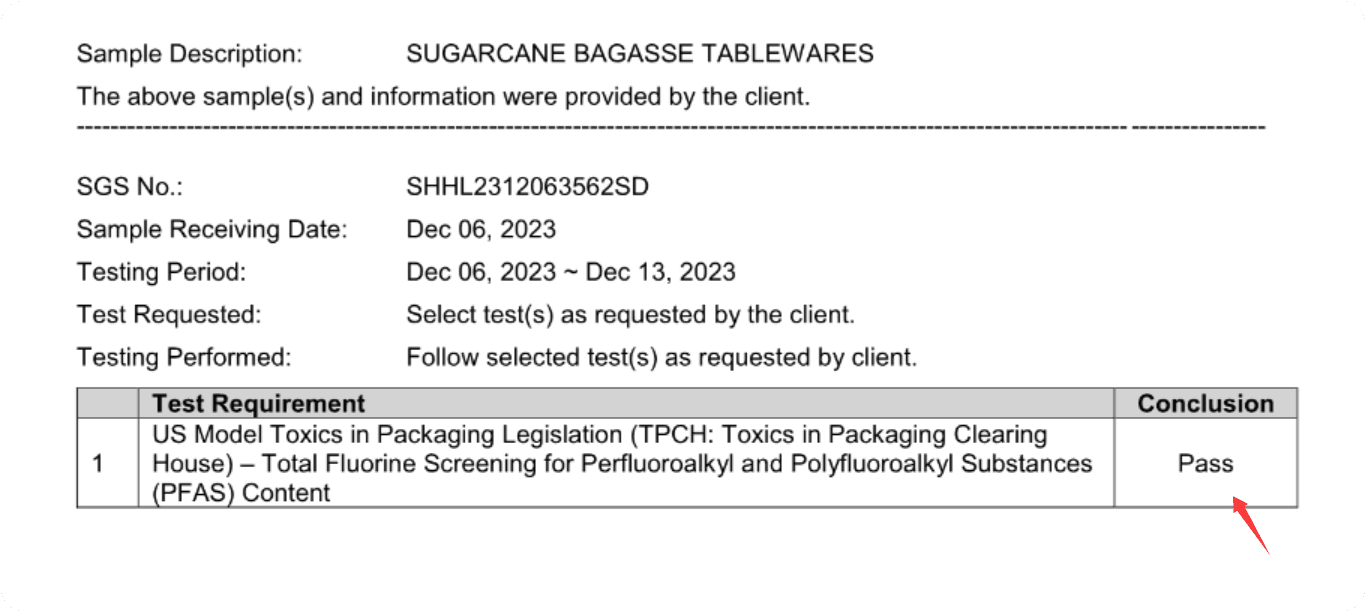
- Principais bases regulamentares: O abastecimento sem PFAS exige agora testes de flúor verificáveis, alinhamento da certificação e análise de conformidade específica do mercado.
- Percurso técnico principal: Os sistemas de aditivos internos de elevado desempenho continuam a ser a opção mais prática para a maior parte das aplicações de serviço alimentar e de takeaway quente.
- Baixo vs. Alto desempenho: Os sistemas de aditivos de baixa temperatura são adequados para alimentos de cadeia de frio, ambiente e com baixo teor de gordura, enquanto os sistemas de alto desempenho são desenvolvidos para aplicações mais exigentes de takeaway.
- Alternativa de nicho: Os sistemas de barreira externa, incluindo a laminação e os revestimentos de superfície, justificam-se principalmente para requisitos especiais de alta barreira.
- Prioridade de abastecimento: Os compradores devem comparar a execução repetível à escala da fábrica e não apenas o desempenho de amostras de laboratório.
2. Porque é que a seleção de tecnologias sem PFAS é importante em 2026
Em 2026, As embalagens sem PFAS já não são uma vantagem para a marca A certificação não é mais reservada aos compradores que se preocupam com a sustentabilidade. Tornou-se um requisito básico de fornecimento num número crescente de mercados de serviços alimentares e de contacto com alimentos. Para as equipas de compras que adquirem produtos de fibra moldada, tais como conchas de cana-de-açúcar, pratos, tigelas, tabuleiros e recipientes para alimentos, A verdadeira questão já não é se a química fluorada deve ser removida. O verdadeiro desafio de fornecimento é saber qual a via de resistência à gordura sem flúor que ainda pode proporcionar um desempenho repetível, uma eficiência de produção estável e uma conformidade defensável à escala comercial.
A loiça de mesa de cana-de-açúcar encontra-se atualmente na intersecção de três requisitos exigentes: segurança em contacto com os alimentos, resistência à gordura e à humidade, e expectativas de materiais circulares. Os compradores já não estão a comparar um “verde” contra uma opção convencional. Estão a comparar diferentes Técnica sem PFAS Cada um com as suas próprias soluções de compromisso em termos de tolerância ao calor, resistência à gordura, complexidade de processamento, repulpabilidade e carga probatória. Na prática, isto significa que a escolha do material, por si só, já não é suficiente. A decisão de aquisição deve agora incluir a lógica de conceção da barreira, a capacidade de execução em fábrica, o método de ensaio e a rastreabilidade dos documentos.
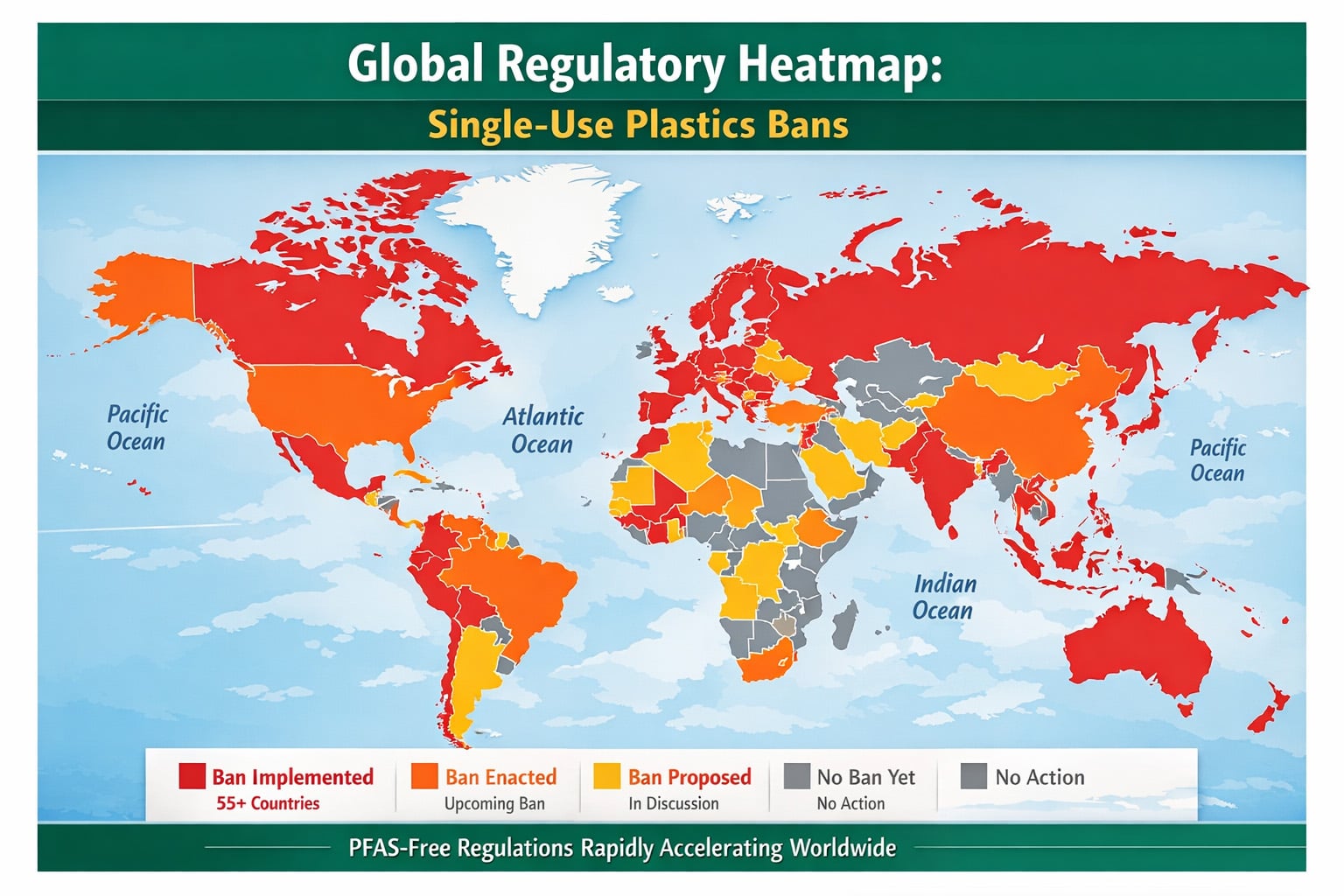
A urgência é especialmente evidente nas cadeias de abastecimento orientadas para a exportação. Na União Europeia, o novo Regulamento de Embalagens e Resíduos de Embalagens introduz limites de concentração explícitos para os PFAS nas embalagens em contacto com os alimentos, aplicáveis a partir de 12 de agosto de 2026. Na América do Norte, os compradores estão a enfrentar uma combinação de restrições de PFAS a nível estatal, requisitos de rastreio de flúor baseados na certificação e acções da FDA que já retiraram da eficácia várias notificações de contacto com alimentos relacionadas com PFAS. Como resultado, As alegações de ausência de PFAS já não podem basear-se em declarações vagas ou em linguagem de marketing. Devem ser apoiados por uma lógica de teste, documentação específica do produto e decisões de aprovisionamento que permaneçam credíveis sob análise regulamentar.
Para embalagens de fibra moldada para serviços alimentares, é por isso que a seleção da tecnologia é agora mais importante do que a linguagem da reivindicação. Uma amostra isenta de PFAS de baixo custo que funciona para um teste ambiente curto pode falhar sob óleo quente, longos tempos de espera ou uso de comida para viagem com alto teor de gordura. Um tratamento de superfície de alta barreira pode ter um bom desempenho em ensaios isolados, mas tornar-se comercialmente fraco quando o processamento secundário, a perda de rendimento e a pressão de repulpabilidade são tidos em conta. O problema de abastecimento em 2026 não é, portanto, simplesmente “Livre de PFAS ou não.” Trata-se de saber como selecionar a via correta sem PFAS para a aplicação alimentar, a temperatura de funcionamento, o mercado de conformidade e a realidade da produção.
Este guia foi elaborado em torno dessa questão. Centra-se nas duas principais rotas técnicas que estão atualmente a ser modeladas Fornecimento de loiça de cana-de-açúcar sem PFAS: Sistemas internos de aditivos isentos de PFAS e sistemas externos de barreira. Também explica por que razão os compradores devem distinguir entre tecnologias de aditivos internos de baixa temperatura e de alto desempenho, por que razão a laminação e o revestimento não podem ser tratados como conceitos permutáveis e por que razão a repetibilidade à escala da fábrica é mais importante do que o sucesso de uma amostra única. Em suma, não se trata de uma panorâmica ambiental. É um quadro de fornecimento para tomar decisões de embalagem técnica e comercialmente defensáveis em 2026.
3. Caixa de definições: Termos, limites e o que significa realmente “livre de PFAS
Antes de comparar as vias técnicas, os compradores precisam de clarificar a linguagem utilizada nas declarações do fornecedor, nos relatórios de testes e nas especificações do produto. No fornecimento de fibra moldada sem PFAS, a confusão começa frequentemente com a terminologia. Palavras como “Sem PFAS," "sem flúor," "resistente a gorduras," "revestido," e "laminado” são frequentemente utilizados como se significassem a mesma coisa. Não é o caso. Para as equipas de aquisição, conformidade e desenvolvimento de produtos, estas distinções não são pormenores semânticos. Afectam diretamente a forma como um produto é testado, como o desempenho é interpretado e como uma decisão de aquisição é defendida.

| Prazo | Significado de trabalho neste artigo |
|---|---|
| Sem PFAS | Uma alegação que deve ser apoiada por lógica de teste, documentação e análise de conformidade específica do mercado. |
| Sem flúor | Uma expressão comercial comum que está relacionada com, mas não é idêntica a, uma conclusão completa de conformidade com os PFAS. |
| Sistemas internos de aditivos sem PFAS | Química de resistência à gordura e à água sem flúor introduzida no processo de fibra moldada a partir do sistema de pasta. |
| Sistemas de barreiras externas | Estruturas de barreira adicionadas ao artigo de fibra moldada após ou ao nível da superfície do substrato principal. |
| Laminação de películas | Uma camada distinta de película de barreira ligada ou laminada no substrato de fibra. |
| Sistemas de revestimento de superfícies | Uma camada de barreira aplicada à superfície formada por materiais de revestimento líquidos, aquosos, de base biológica ou similares. |
| Resistência à gordura | Um resultado de desempenho específico da aplicação influenciado pelo tipo de alimento, temperatura, tempo de conservação, estrutura e consistência do processo. |
Tabela 1. Termos principais utilizados neste guia
3.1. Livre de PFAS é uma alegação orientada para a conformidade, não uma frase de marketing casual
Em contextos de fornecimento profissional, “Livre de PFAS” deve ser entendido como uma alegação que deve ser apoiada por uma cadeia de provas definida. Dependendo do mercado e da estrutura de certificação, essas evidências podem incluir triagem de flúor, testes de substâncias específicas, declarações assinadas, documentação de ingredientes e análise de conformidade específica do produto. Nunca deve ser tratada como uma frase publicitária autónoma sem o âmbito do método, a rastreabilidade do documento e a identidade da amostra.
3.2. Isento de flúor e isento de PFAS estão relacionados, mas não são conceitos idênticos
“A expressão ”sem flúor“ é frequentemente utilizada na comunicação comercial como abreviatura para a ausência de químicos fluorados adicionados intencionalmente. No entanto, o rastreio baseado em flúor e a determinação de PFAS não são a mesma questão analítica. Um resultado de flúor pode ser utilizado como indicador ou ferramenta de rastreio, enquanto a conformidade com os PFAS pode exigir uma interpretação mais ampla que envolva análises específicas, contexto de flúor total, declarações e documentação técnica. Por outras palavras, uma simples declaração de ”não deteção" não significa automaticamente que o produto tenha sido totalmente caracterizado no âmbito de todos os quadros relevantes de PFAS.
3.3. Os sistemas de aditivos internos não são o mesmo que os sistemas de barreiras externas
Neste artigo, Sistemas internos de aditivos sem PFAS refere-se à química de resistência à gordura e à água sem flúor introduzida no processo de fibra moldada a partir do sistema de pasta. Estes aditivos são integrados no processo de produção antes da moldagem final e da prensagem a quente. O seu valor comercial reside na integração do processo, na produção escalável e na redução da dependência do tratamento de superfície secundário.
Em contrapartida, Sistemas de barreiras externas refere-se a estruturas de barreira adicionadas ao artigo de fibra moldada após ou ao nível da superfície do substrato principal. Neste guia, os sistemas de barreira externa incluem duas subcategorias distintas: Laminação de películas e Sistemas de revestimento de superfícies. Estas vias podem melhorar o desempenho da barreira em determinadas aplicações, mas não devem ser confundidas com a tecnologia de aditivos internos.
3.4. A laminagem e o revestimento não são termos permutáveis
Laminação refere-se a uma camada distinta de película de barreira que é colada ou laminada no substrato de fibra. A lógica técnica baseia-se no facto de uma camada de material separada criar uma barreira física. Revestimento, Em contraste, a camada de barreira aplicada à superfície é formada por materiais de revestimento líquidos, aquosos, de base biológica ou similares que são aplicados, secos e fixados na superfície do substrato. Ambos pertencem a sistemas de barreira externa, mas diferem em termos de estrutura, fluxo de processo, perfil de defeitos e interpretação regulamentar. Para a redação técnica e a revisão do aprovisionamento, nunca devem ser tratados como linguagem intercambiável.
3.5. A resistência ao lubrificante é um resultado de desempenho específico da aplicação
"Resistência à gordura” não deve ser lido como uma propriedade universal de sim ou não. Nas embalagens de fibra moldada, a resistência à gordura depende do sistema alimentar real, da temperatura de contacto, do tempo de retenção, da condição de enchimento, da conceção da estrutura, da espessura da parede e da consistência da produção. Um produto com bom desempenho para alimentos frios ou à temperatura ambiente pode falhar com óleo quente, molhos quentes ou ciclos de entrega longos. É por este motivo que o artigo distingue entre sistemas de aditivos internos a baixa temperatura e sistemas de aditivos internos de alto desempenho em vez de tratar todos os aditivos isentos de PFAS como uma única categoria.
3.6. Este artigo não parte do princípio de que uma rota é sempre correta
Este guia não assume que todas as soluções de barreira externa são automaticamente inferiores, nem que todos os sistemas de aditivos internos são automaticamente conformes ou de elevado desempenho. O objetivo deste livro branco é mais restrito e prático: definir corretamente as vias técnicas, compará-las em condições de fornecimento e ajudar os compradores a decidir qual a via comercial, operacional e regulamentarmente defensável para uma determinada aplicação.
4. Base regulamentar 2026 - O que os compradores devem efetivamente cumprir
Para os compradores de Artigos de mesa de cana-de-açúcar sem PFAS, A análise regulamentar em 2026 não pode ser reduzida a um único certificado ou a uma declaração geral do fornecedor. A linha de base da conformidade é agora moldada por uma combinação de limiares de PFAS específicos para cada mercado, requisitos em matéria de documentação relativa ao contacto com os alimentose crescente controlo das estruturas de barreira nas embalagens à base de fibras. Em termos práticos, isto significa que os compradores devem avaliar não só se um produto é promovido como livre de PFAS, mas também como essa alegação é apoiada, que lógica de teste foi utilizada e se a estrutura do produto continua a ser comercialmente defensável ao abrigo das regras de embalagem em evolução.
Para as equipas de aprovisionamento que se dedicam à exportação, a mudança mais importante é que a conformidade com os PFAS já não é um tópico de sustentabilidade periférico. Está a tornar-se parte da aprovação de embalagens correntes, especialmente onde a segurança do contacto com os alimentos, as reivindicações de compostabilidade, as expectativas de reciclabilidade e as políticas de redução de plástico se cruzam agora. Nas embalagens de fibra moldada para serviços alimentares, isto é particularmente importante porque se espera frequentemente que os utensílios de mesa de cana-de-açúcar cumpram vários objectivos de desempenho e conformidade ao mesmo tempo: resistência à gordura, tolerância ao calor, segurança em contacto com os alimentos e um perfil credível de material circular.
4.1 União Europeia: O PPWR tornou-se o principal ponto de referência para 2026

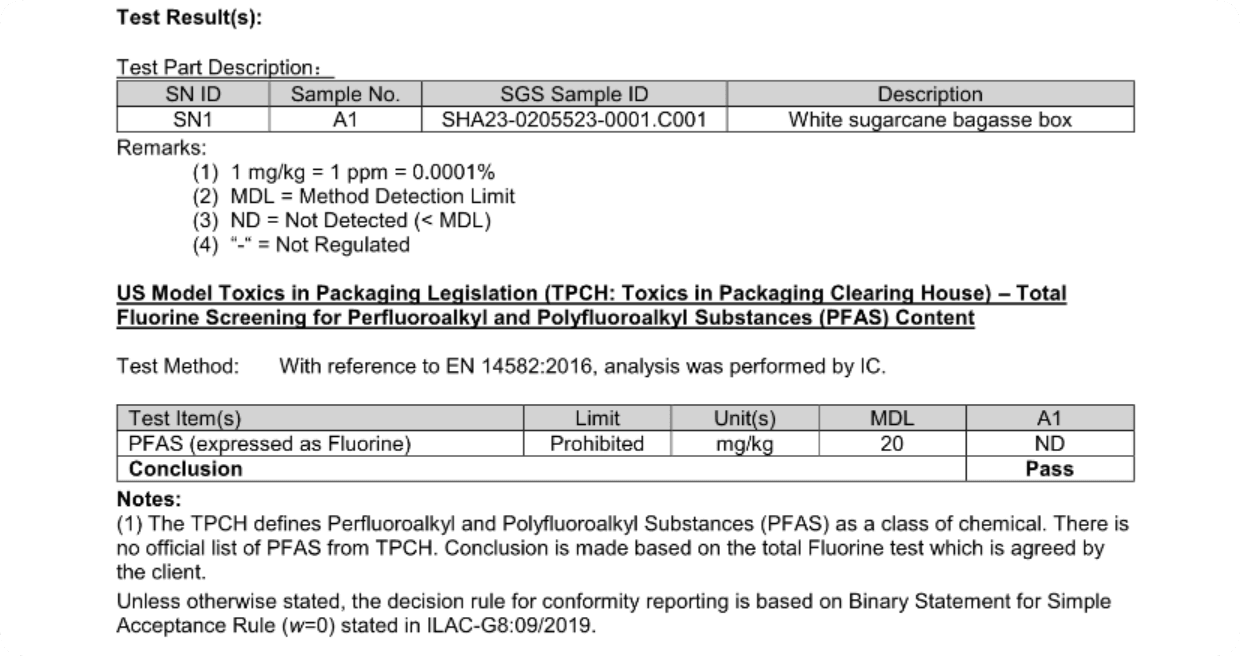
Para as embalagens em contacto com os alimentos colocadas no mercado da UE, a Regulamento relativo a embalagens e resíduos de embalagens constitui agora a mais importante âncora regulamentar para a análise dos PFAS. De 12 de agosto de 2026, As embalagens que entram em contacto com os alimentos não devem conter PFAS em quantidades iguais ou superiores aos limites de concentração estabelecidos no regulamento. Estes incluem um limite de 25 ppb para qualquer PFAS individual, 250 ppb para a soma de PFASe 50 ppm para o total de PFAS. Além disso, se o flúor total exceder 50 mg/kg, os fabricantes devem ser capazes de demonstrar a fonte de flúor como parte da documentação técnica. Para os compradores, isto significa que uma alegação alargada “Sem PFAS” já não é suficiente. O que importa é se o fornecedor pode fornecer um pacote de provas específico para o produto, alinhado com a lógica analítica aplicável e a carga de documentação.
A implicação comercial é igualmente importante. O quadro da UE em matéria de embalagens não só está a tornar-se mais rigoroso em relação às substâncias que suscitam preocupação, como também está a orientar o mercado para estruturas de embalagem mais fáceis de justificar num contexto de economia circular. É por isso que os produtos à base de fibra com uma lógica de material mais simples podem oferecer uma posição de aprovisionamento a longo prazo mais forte do que as estruturas que dependem fortemente de camadas de barreira adicionais. Para as equipas de aquisição, a questão já não é apenas se um produto pode passar um teste hoje, mas se a sua estrutura permanece estrategicamente defensável na próxima fase de escrutínio da embalagem.
4.2 Porque é que as estruturas de fibras laminadas ou revestidas requerem uma análise mais atenta na Europa
No contexto regulamentar europeu, os compradores também precisam de distinguir cuidadosamente entre artigos de fibra moldada que permanecem essencialmente à base de fibra e aqueles que dependem de camadas de barreira contendo plástico. As orientações da UE sobre plásticos de utilização única já deixaram claro que os produtos de papel ou cartão com forro ou revestimento de plástico podem continuar a ser abrangidos por uma interpretação regulamentada do plástico. Isto não significa que todas as estruturas laminadas ou revestidas sejam automaticamente não conformes. Significa, sim, que os sistemas de barreira externa implicam normalmente uma maior carga de interpretação, especialmente quando os compradores precisam de defender a reciclabilidade, a repulpabilidade ou o posicionamento de redução do plástico, para além da conformidade com os PFAS.
Por este motivo, os produtos de fibra moldada laminada e revestida não devem ser avaliados apenas com base no desempenho imediato da barreira. Os compradores também devem considerar se a estrutura cria questões regulamentares adicionais, limitações de reciclagem ou riscos de acesso ao mercado em regiões onde a pureza da fibra e a circularidade estão a tornar-se critérios de compra mais importantes.
4.3 América do Norte: a lógica da certificação, as restrições estatais e os sinais da FDA funcionam agora em conjunto
Na América do Norte, o quadro de conformidade é moldado por três mecanismos que se sobrepõem: requisitos de certificação, restrições de embalagem de alimentos a nível estatal e ação regulamentar federal. Para produtos compostáveis para serviços alimentares, o BPI continua a ser um dos pontos de referência mais claros. A sua política de produtos químicos fluorados exige provas de que a fórmula do produto não contém produtos químicos fluorados, resultados de testes de um laboratório aprovado pela BPI que demonstrem um máximo de 100 ppm de flúor orgânico total, e uma declaração assinada confirmando que não existem produtos químicos fluorados adicionados intencionalmente. Para as equipas de aprovisionamento, o significado deste requisito não é apenas o número em si. É o facto de a conformidade ter de ser apoiada por documentação e provas laboratoriais.
A regulamentação a nível estatal acrescenta outro nível de responsabilidade. O Estado de Washington, por exemplo, exige certificados de conformidade para categorias restritas de embalagens de alimentos e deixa claro que os fabricantes devem manter esses registos enquanto a embalagem estiver em uso e por um período definido após a distribuição. Isso faz com que a conformidade com os PFAS vá além da linguagem de marketing e passe a ser uma documentação auditável da cadeia de suprimentos. Os compradores que trabalham com fibra moldada As taças, os pratos, os recipientes de topo aberto ou os recipientes fechados devem, por conseguinte, esperar não só alegações, mas também registos de conformidade rastreáveis que correspondam a tipos de produtos reais.
A nível federal, a ação da FDA reforçou ainda mais a mudança de mercado em relação aos produtos à base de PFAS para a impermeabilização de embalagens de alimentos em papel e cartão. A agência determinou que 35 notificações de contacto com alimentos relacionadas com PFAS deixaram de ser eficazes a partir de 6 de janeiro de 2025, com uma data de conformidade de 30 de junho de 2025 para determinadas embalagens de papel para alimentos produzidas, fornecidas ou utilizadas antes dessa data efectiva. Para os profissionais de compras, este é um forte sinal de que a conversão sem PFAS já não é uma tendência especulativa. Já está incorporada na direção regulamentar do mercado de embalagens norte-americano.
4.4 O que isto significa para os compradores de loiça de mesa de cana-de-açúcar sem PFAS
 |  |
A consequência para a aquisição é simples: os compradores já não devem aprovar loiça de bagaço sem PFAS com base num único logótipo, numa declaração genérica ou num teste de amostra único. A linha de base de 2026 exige uma análise mais estruturada. No mínimo, os compradores devem confirmar que padrão de mercado está a ser visado, que tipo de teste de flúor ou PFAS foi utilizado, se o resultado do teste corresponde ao SKU real e à construção do produto, e se o produto se baseia num sistema de aditivos interno ou numa estrutura de barreira externa que pode criar questões regulamentares ou de reciclagem adicionais.
Por outras palavras, a conformidade regulamentar e o design técnico já não podem ser analisados separadamente. Para os utensílios de mesa de cana-de-açúcar sem PFAS, a decisão de fornecimento defensável é aquela que alinha linguagem do pedido, âmbito do ensaio, estrutura do produtoe destino do mercado numa única lógica de aprovação. Esta é a base para a comparação técnica que se segue nas próximas secções.
5. Por que a resistência a graxa em fibra moldada é um problema de processo, não um slogan
Nas embalagens de fibra moldada para serviços alimentares, a resistência à gordura é frequentemente discutida como se fosse uma simples caraterística do produto. Na realidade, é uma resultado do desempenho controlado pelo processo. A taça de cana-de-açúcar, O facto de uma embalagem de plástico, um tabuleiro ou uma concha não se tornar comercialmente fiável só porque é rotulada como isenta de PFAS, compostável ou moldada a partir de fibra vegetal. O que determina o desempenho no mundo real é se o sistema de produção completo consegue criar uma estrutura de fibra que se mantém estável quando exposta a óleo, calor, humidade, pressão e tempo.
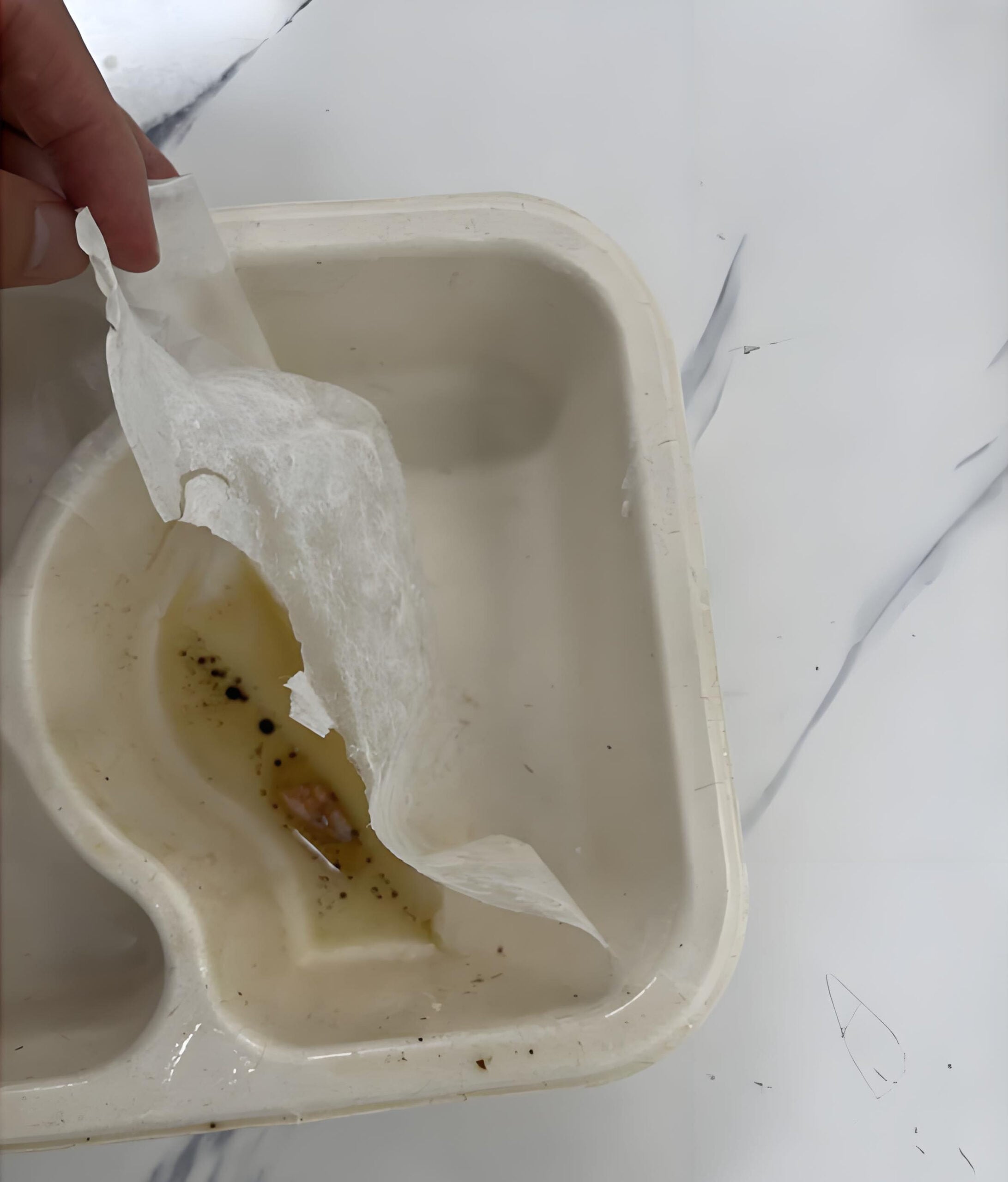
Essa distinção é fundamental para os compradores, pois a fibra moldada não falha da mesma forma que as embalagens à base de plástico ou filme. Nos utensílios de mesa de cana-de-açúcar, a migração de gordura está normalmente associada a porosidade da fibra, pontos fracos locais, densidade estrutural e consistência do processamento. Um produto pode parecer visualmente aceitável no primeiro enchimento, mas ainda assim desenvolver sombra de óleo na parte de trás, infiltração na borda, amolecimento local ou penetração no painel inferior após vários minutos de contacto com alimentos quentes. Por este motivo, a resistência à gordura nunca deve ser avaliada apenas pela aparência no momento da utilização. Deve ser avaliada em condições de aplicação definidas.
5.1 A estrutura da fibra é o ponto de partida, não a resposta final

O bagaço de cana-de-açúcar é um substrato de fibra moldada forte e comercialmente atraente, mas não é naturalmente um material de alta barreira. Tal como outras estruturas de fibras vegetais, contém uma rede de poros, intersecções de fibras e regiões de densidade variável criadas durante a formação, desidratação e prensagem a quente. Estas caraterísticas estruturais são exatamente o que torna o produto leve, compostável e fabricável à escala. São também a razão pela qual pode ocorrer uma penetração descontrolada de óleo e humidade se a conceção da barreira for fraca ou se as condições de produção forem instáveis.
É por isso que um artigo de fibra moldada sem PFAS nunca deve ser julgado apenas pela identidade do material. O “bagaço” não é uma garantia de desempenho por si só. Dois produtos feitos a partir da mesma fibra de base podem comportar-se de forma muito diferente, dependendo do sistema de aditivos, do design do molde, da espessura da parede, das condições da prensa, da eficiência da desidratação e da consistência pós-formação. No aprovisionamento comercial, a verdadeira questão técnica não é se o substrato é sustentável. É se a estrutura acabada foi concebida e produzida para sobreviver à carga de contacto com os alimentos pretendida.
5.2 A falha de massa lubrificante é normalmente um acontecimento estrutural antes de se tornar uma queixa visível
Muitos compradores só avaliam a resistência à massa lubrificante depois de aparecer um problema de fuga visível. Isso é demasiado tarde. Na prática, a falha da fibra moldada começa frequentemente como uma fraqueza estrutural muito antes de se tornar uma reclamação óbvia do cliente. O óleo pode deslocar-se através de regiões de baixa densidade, transições de extremidades, geometria de cantos, aros de vedação ou áreas de tensão criadas durante o empilhamento e o transporte. Na altura em que um produto apresenta manchas claras ou fugas, o sistema de barreira subjacente já tem um desempenho fraco há algum tempo.
É também por este motivo que o desempenho do painel central não é suficiente. O fundo de uma taça pode parecer estável num teste de bancada estático, mas a área da borda, a transição da parede lateral ou a borda do compartimento torna-se o verdadeiro ponto de falha durante a utilização real para levar. Por conseguinte, os compradores devem tratar a resistência à gordura como uma questão de desempenho de toda a estrutura e não como uma alegação laboratorial de superfície plana.
5.3 O calor, a carga de óleo e o tempo de espera são variáveis diferentes e não devem ser misturados
 |  |
Um dos erros mais comuns no aprovisionamento é descrever uma aplicação alimentar de forma demasiado abrangente. “Comida quente” não é um método de teste. Uma embalagem de fibra moldada cheia de arroz quente tem um comportamento muito diferente de uma embalagem com frango frito, caril, massa oleosa ou sopa com uma camada superficial rica em gordura. A temperatura é importante, mas a temperatura por si só não explica o desempenho. A carga de óleo, a duração do contacto e a geometria do produto são igualmente importantes.
É por isso que um produto isento de PFAS com um bom desempenho num curto contacto com alimentos quentes pode falhar em ciclos de distribuição mais longos, maior concentração de gordura ou retenção repetida de calor. É também por isso que os sistemas de aditivos internos de baixa temperatura e os sistemas de aditivos internos de alto desempenho não devem ser agrupados como se servissem a mesma gama de aplicações. A diferença entre eles não é apenas um nível de marketing. É uma diferença nas condições de utilização previstas e na capacidade do processo.
| Variável | Porque é que é importante | Erro típico do comprador |
|---|---|---|
| Temperatura dos alimentos | Uma temperatura mais elevada pode acelerar o amolecimento das fibras, a migração da humidade e a tensão da barreira. | Tratar todos os “alimentos quentes” como uma única condição. |
| Carga de óleo | Os alimentos ricos em gordura criam um desafio de penetração diferente dos alimentos secos ou com baixo teor de gordura. | Partindo do princípio que o arroz quente e a massa oleosa requerem o mesmo nível de barreira. |
| Tempo de espera | Uma duração de contacto mais longa aumenta o risco de manchas no verso, infiltrações e enfraquecimento estrutural. | Aprovar uma amostra com base apenas em ensaios de contacto curto. |
| Geometria do produto | Os cantos, as jantes, as transições das paredes laterais e as arestas do compartimento são frequentemente os primeiros pontos de falha. | Avaliar apenas o painel central ou a área de fundo plano. |
| Espessura da parede | As áreas de paredes finas são mais sensíveis à variação da porosidade e à penetração de massa lubrificante. | Reduzir o peso sem revalidar o desempenho da barreira. |
| Consistência do processo | A resistência estável à gordura depende da repetição das condições de moldagem, desidratação e prensagem a quente. | Avaliação do desempenho com base apenas num único lote de amostra. |
Tabela 2. Variáveis-chave que afectam a resistência à gordura em embalagens de fibra moldada
5.4 A condensação, a humidade e a gordura não são o mesmo modo de falha
Outra fonte comum de confusão é a interpretação errada dos efeitos relacionados com a humidade. Nas embalagens de fibra moldada, a condensação e a penetração de gordura não são eventos idênticos. Um produto cheio a quente pode gerar humidade visível ou humidade na superfície devido à migração de vapor e à diferença de temperatura, especialmente durante a utilização com tampa para levar. Isto não significa automaticamente que o sistema de resistência a gorduras tenha falhado. A questão mais importante é saber se existe efetivamente um derrame de óleo, um amolecimento das fibras, um enfraquecimento estrutural ou uma mancha persistente no dorso associada à migração de gordura.
Para uma avaliação séria do produto, os compradores devem separar pelo menos três condições: exposição à humidade quente, exposição a óleo quentee stress combinado calor-gordura-tempo de retenção. É improvável que um fornecedor que não consiga distinguir estas condições nos testes ou na recomendação de produtos forneça orientações fiáveis sobre a ausência de PFAS para uma utilização real em serviços alimentares.
5.5 A resistência à gordura em 2026 é uma questão de disciplina de fábrica
Até 2026, o mercado já não está a perguntar apenas se um produto de fibra moldada sem PFAS pode passar num teste de amostra isolado. A questão mais importante é se o mesmo desempenho pode ser mantido na produção comercial, em várias SKUs e em lotes de exportação repetidos. É por isso que a resistência à gordura deve ser tratada como uma questão de disciplina de fabrico. A química dos aditivos é importante, mas também o é a preparação da pasta, o controlo da dosagem, a estabilidade da formação, a temperatura do molde, o tempo de permanência, a variação da espessura da parede e a disciplina do controlo de qualidade.
Do ponto de vista do aprovisionamento, este é o ponto em que muitos fornecedores começam a separar-se. Alguns conseguem produzir uma amostra de laboratório aceitável. Poucos conseguem manter um desempenho repetível quando a velocidade de produção aumenta, a quantidade de caixas de cartão aumenta e vários formatos de produtos são executados em paralelo. Para os compradores, o verdadeiro risco de compra raramente é a primeira amostra. É a incoerência à escala comercial.
É também aqui que Experiência de produção da Bioleader torna-se relevante. No fornecimento de exportação de fibra moldada, a resistência à gordura não é gerida como uma reivindicação de um único material. É gerida como um resultado combinado da estrutura da fibra, do controlo do processo, da seleção de aditivos e da correspondência de aplicações. É por isso que a próxima secção se centra primeiro nos sistemas de aditivos internos sem PFAS, incluindo a diferença prática entre as vias de baixa temperatura e de alto desempenho, antes de passar para os sistemas de barreira externos, como a laminação e os revestimentos de superfície.
6. Via A - Sistemas internos de aditivos sem PFAS
Entre as vias tecnológicas disponíveis sem PFAS para embalagens para serviços alimentares em fibra moldada, No entanto, os sistemas de aditivos internos continuam a ser o ponto de partida mais relevante do ponto de vista comercial. A sua importância decorre de um facto prático: são concebidos para melhorar o desempenho em termos de resistência à gordura e à humidade no próprio processo de fibra moldada, em vez de depender principalmente de uma camada de barreira pós-formação separada. Para os compradores, isto é importante porque os sistemas integrados são geralmente mais fáceis de escalar, mais fáceis de controlar na produção e mais fáceis de avaliar como parte de um processo de fábrica completo e não como um tratamento de superfície isolado.
No aprovisionamento comercial, os sistemas de aditivos internos são muitas vezes a via que melhor equilibra o desempenho, o rendimento e o custo para as principais aplicações de utensílios de mesa de cana-de-açúcar. Não são automaticamente a opção de barreira mais forte em todos os casos extremos de utilização, mas são muitas vezes a via mais prática para embalagens para levar para casa em grandes volumes, em que os compradores necessitam de uma resistência à gordura repetível sem acrescentar uma complexidade estrutural excessiva. É também por este motivo que os sistemas internos não devem ser discutidos como uma categoria genérica única. Na aquisição e fabrico reais, existe uma grande diferença entre sistemas de aditivos internos a baixa temperatura e sistemas de aditivos internos de alto desempenho.
 |  |
6.1 O que significam efetivamente os sistemas aditivos internos
Neste artigo, os sistemas internos de aditivos sem PFAS referem-se à química de resistência à gordura e à água sem flúor introduzida a partir do processo de produção de fibra moldada, normalmente através do sistema de polpa antes da formação final e da prensagem a quente. A lógica comercial é simples: em vez de construir a barreira principalmente através de uma película externa separada ou de uma camada de revestimento, o produtor procura melhorar o desempenho de resistência do artigo final através da química integrada no processo, combinada com a moldagem, a desidratação e o controlo da prensagem a quente.
Esta distinção é importante porque os sistemas internos são muitas vezes mal interpretados como se fossem apenas “materiais adicionados à pasta.” Na prática, o aditivo em si é apenas uma parte do resultado. O verdadeiro desempenho depende da forma como o aditivo interage com a distribuição das fibras, a densidade estrutural, a remoção de humidade e as condições de formação térmica. É por esta razão que dois fornecedores podem afirmar que utilizam aditivos internos sem PFAS, mas apresentam um desempenho muito diferente quando o produto é enchido com alimentos quentes, oleosos ou de longa duração para levar.
Do ponto de vista do aprovisionamento, o principal ponto forte de um sistema interno é o facto de poder ser avaliado como parte de um percurso de fabrico completo. Os compradores não estão apenas a analisar uma alegação química. Estão a analisar se o fornecedor consegue manter uma janela de processo estável em toda a preparação da pasta, controlo de aditivos, consistência de formação, prensagem a quente, variação de SKU e saída do lote final.
6.2 Sistemas de aditivos internos a baixa temperatura
Os sistemas de aditivos internos de baixa temperatura destinam-se geralmente a ambientes menos exigentes em termos de resistência à gordura. Em termos práticos, estes sistemas são normalmente mais adequados para aplicações de cadeia de frio, ambiente, alimentos secos ou com baixo teor de gordura em que a embalagem não é exposta a óleo quente prolongado, carga de gordura pesada ou condições de conservação prolongada a alta temperatura. Muitas vezes, continuam a ser comercialmente atractivos porque estão mais próximos da economia de produção padrão e podem suportar o fabrico de grandes volumes com uma carga menor de desempenho-custo.
Este tipo de sistema pode ser totalmente adequado quando a aplicação é corretamente adaptada. Por exemplo, os produtos utilizados para saladas, fruta, artigos de padaria, refeições à temperatura ambiente ou contacto de curta duração com alimentos relativamente pobres em gordura podem não necessitar da margem de barreira mais elevada de um sistema interno mais exigente. Nestes casos, uma engenharia excessiva do produto pode apenas aumentar o custo sem proporcionar um verdadeiro valor comercial.
O risco de abastecimento começa quando os compradores ou fornecedores tratam os sistemas de baixa temperatura como se fossem universalmente adequados para todas as embalagens de fibra moldada sem PFAS. Não são. Quando o perfil do alimento muda para um uso mais quente, rico em óleo, com muito molho ou para levar para casa por mais tempo, a janela de desempenho muda significativamente. Um produto aprovado para condições de serviço ligeiro pode então apresentar sombras na parte de trás, infiltrações nos bordos, amolecimento local ou consistência instável numa utilização real em serviços alimentares. Por este motivo, um sistema interno de baixa temperatura deve ser aprovado apenas em relação ao perfil de aplicação real, e não em relação a uma alegação genérica ampla, como “seguro para alimentos quentes” ou “resistente a gorduras”.”
6.3 Sistemas de aditivos internos de elevado desempenho
Os sistemas de aditivos internos de elevado desempenho são desenvolvidos para aplicações de fibra moldada mais exigentes, em que a carga de lubrificação, o stress térmico e o tempo de retenção são materialmente mais elevados. Em termos de fornecimento, isto é o percurso mais relevante para refeições quentes de takeaway, alimentos preparados oleosos, aplicações com muitos molhos e ambientes de serviços alimentares mais exigentes. O seu valor comercial reside no facto de oferecerem um desempenho mais forte em termos de resistência à gordura, mantendo simultaneamente as vantagens operacionais de um processo integrado de fibras moldadas.
De uma perspetiva técnica, os sistemas de alto desempenho não devem ser entendidos como “o mesmo aditivo utilizado a um nível superior”. Numa produção bem controlada, são melhor entendidos como uma combinação de química de aditivos internos, interação fibra-superfície, estabilização do processo e densificação por prensagem a quente. O efeito de barreira final é influenciado pela eficácia com que o sistema funciona em toda a estrutura do artigo, incluindo regiões de menor densidade, transições de paredes laterais, cantos, aros e outras áreas onde os produtos de fibra moldada normalmente falham primeiro sob utilização real de takeaway.
Este é também o ponto em que a disciplina do processo se torna decisiva. Um sistema interno de alto desempenho só pode justificar a sua pretensão se a fábrica conseguir manter a estabilidade na consistência da pasta, na dosagem de aditivos, na ordem de mistura, no comportamento de desidratação, na temperatura do molde, no tempo de permanência e no controlo da espessura da parede. Sem essa disciplina, mesmo um pacote de aditivos tecnicamente avançado pode produzir resultados comerciais inconsistentes. Com base na experiência de produção de fibra moldada da Bioleader, os resultados mais fiáveis de alto desempenho sem PFAS não são alcançados através de uma alegação de um único material, mas através de uma janela de processo repetível que permanece estável em diferentes SKUs e lotes de exportação.
Para os compradores, o significado prático é claro: os sistemas internos de elevado desempenho são muitas vezes a opção mais equilibrada para as principais embalagens de comida quente para levar, mas devem ser validados em função do caso de utilização real. O nível de calor, a concentração de gordura, o tempo de enchimento, a condição da tampa, a pressão de empilhamento e a duração da entrega afectam o resultado final. A questão correta de aprovação não é, portanto, se um fornecedor diz que o produto é de “alto desempenho”, mas se esse desempenho foi demonstrado em condições que reflectem a aplicação pretendida.
6.4 Porque é que os sistemas internos continuam a ser comercialmente atractivos
A força contínua dos sistemas internos de aditivos sem PFAS não é apenas técnica. É também operacional e comercial. Uma vez que a lógica da barreira está integrada na rota de produção da fibra moldada, os compradores obtêm frequentemente uma solução mais escalável para as principais embalagens de serviços alimentares do que através de uma estrutura de barreira externa que depende de um processamento separado a jusante. Isto geralmente suporta um fluxo de produção mais limpo, menos variáveis de processo secundário e uma estrutura de custos mais prática para o fornecimento de exportação de alto volume.
Os sistemas internos também podem oferecer uma narrativa de fornecimento mais direta nos mercados onde os compradores valorizam cada vez mais as estruturas de embalagem mais simples à base de fibras. Estes sistemas não eliminam a necessidade de testes, documentação ou validação específica da aplicação, mas reduzem frequentemente a complexidade estrutural que acompanha as embalagens laminadas ou revestidas separadamente. Para as equipas de aquisição, isto pode significar um equilíbrio mais fácil de gerir entre o desempenho da barreira, a eficiência da produção e o posicionamento de conformidade a longo prazo.
6.5 Onde os sistemas internos ainda falham na prática
Apesar das suas vantagens, os sistemas internos de aditivos sem PFAS não eliminam o risco técnico. Podem ainda falhar quando a aplicação é mal classificada, quando o produto foi demasiado pesado, quando a geometria acentuada cria pontos de tensão locais ou quando a consistência do processo é fraca. Nas embalagens para serviços alimentares do mundo real, as zonas problemáticas comuns incluem aros de vedação, transições de compartimentos, cantos afiados, regiões de paredes finas e formatos expostos a longos períodos de retenção com sistemas alimentares com elevado teor de gordura.
É por isso que os compradores devem evitar tratar os sistemas internos como uma garantia automática. Uma rota de aditivos internos sem PFAS pode ser comercialmente forte, mas apenas quando o design do produto, a janela do processo e o perfil da aplicação estão alinhados. Na prática, isso significa que os fornecedores mais fortes não são aqueles que fazem as afirmações mais amplas. São os que conseguem explicar onde se situa o limite de desempenho, como foi testado e como a repetibilidade é controlada à escala da fábrica.
7. Via B - Sistemas de barreiras externas
Os sistemas de barreira externa representam a segunda maior via livre de PFAS nas embalagens de fibra moldada para serviços alimentares. Ao contrário dos sistemas de aditivos internos, que criam um desempenho de resistência dentro do próprio processo de moldagem, os sistemas de barreira externa dependem de uma barreira distinta ao nível da superfície para melhorar a proteção contra a gordura ou a humidade. Em termos de fornecimento, esta via é normalmente considerada quando os compradores necessitam de uma margem de barreira mais forte do que uma estrutura de fibra moldada padrão pode fornecer apenas através da química interna, ou quando uma aplicação alimentar específica cria condições invulgarmente exigentes de líquidos, óleos ou tempo de retenção.
Para as equipas de compras, a questão fundamental não é saber se os sistemas de barreiras externas podem funcionar. Em muitos casos, podem. A questão mais importante é se o desempenho adicional da barreira justifica o aumento resultante em análise da complexidade estrutural, da dependência do processo, do custo e da circularidade. É por esta razão que os sistemas externos não devem ser tratados como uma atualização por defeito. Devem ser avaliados como uma via técnica distinta, com as suas próprias vantagens, limitações e implicações regulamentares.

7.1 O que pertence aos sistemas de barreiras exteriores
Neste guia, os sistemas de barreiras externas incluem duas categorias principais: laminação de películas e sistemas de revestimento de superfícies. Ambas são soluções orientadas para a superfície, mas não são intercambiáveis em termos técnicos ou de fornecimento. A laminação de película cria uma barreira através da ligação de uma camada de película distinta ao substrato de fibra moldada. Os sistemas de revestimento de superfície criam uma barreira através da aplicação de um material líquido ou à base de dispersão na superfície e formam uma camada funcional após secagem, cura ou fixação.
Esta distinção é importante porque as duas vias comportam-se de forma diferente na produção, na estabilidade do desempenho e na interpretação do mercado. Uma estrutura laminada pode fornecer um conceito de barreira física mais claro, mas também introduz uma lógica multimaterial mais explícita. Uma estrutura revestida pode parecer mais leve ou menos visível na aparência final, mas pode ainda acrescentar complexidade através de etapas de processamento adicionais, controlo da uniformidade do revestimento e questões de reciclabilidade ou repulpabilidade. Os compradores devem, por conseguinte, avaliar os sistemas externos não como uma categoria única, mas como duas vias de aprovisionamento relacionadas mas distintas.
7.2 Laminação de películas

A laminação de película é normalmente selecionada quando um artigo em fibra moldada requer uma camada de barreira mais robusta para líquidos, gorduras ou condições de contacto prolongado. Em termos comerciais, a atração da laminação é clara: pode criar um efeito de barreira mais forte e mais óbvio do que muitas soluções de fibra moldada padrão, particularmente quando a aplicação envolve combinações difíceis de líquido-gordura ou condições de retenção exigentes.
No entanto, esse potencial de barreira mais elevado tem contrapartidas. Um artigo laminado já não é definido apenas pela própria estrutura de fibra moldada. Torna-se uma estrutura composta cujo desempenho depende da qualidade da ligação, da integridade da película, da estabilidade dos bordos e da compatibilidade entre o substrato e a camada de película. Isto introduz pontos de análise adicionais para os compradores, não só no desempenho da barreira, mas também no manuseamento de resíduos a jusante, no posicionamento de circularidade e na interpretação do mercado, onde as estruturas de fibra mais simples podem ser favorecidas.
Do ponto de vista do fornecimento, a laminação de películas deve, portanto, ser tratada como uma solução baseada em projectos e não como uma via de melhoria universal. Pode ser comercialmente justificada em aplicações de nicho e de alta barreira, mas muitas vezes enfraquece a vantagem da simplicidade que torna a fibra moldada atractiva em primeiro lugar.
7.3 Sistemas de revestimento de superfícies
Os sistemas de revestimento de superfície utilizam uma camada de barreira revestida em vez de uma película ligada. Em termos práticos de fabrico, esta via introduz uma etapa de tratamento de superfície separada destinada a melhorar a resistência à gordura ou à humidade depois de o artigo principal de fibra moldada já ter sido formado. Dependendo do sistema, isto pode envolver controlo de aplicação adicional, secagem, cura ou passos de inspeção antes de o produto final estar pronto para ser embalado e exportado.
A principal vantagem dos sistemas de revestimento é a flexibilidade. Em algumas aplicações, podem melhorar o desempenho da barreira sem introduzir o mesmo tipo de estrutura de película visível associada à laminação. Em teoria, isto pode permitir que os compradores tenham como objetivo um resultado de barreira mais forte, mantendo um perfil visual ou estrutural mais semelhante ao da fibra. Mas, na prática, os sistemas de revestimento raramente são simples. O seu desempenho depende fortemente da distribuição do revestimento, da consistência das camadas, da cobertura dos bordos, do controlo dos defeitos e da estabilidade durante o rendimento comercial.
Esta é também a razão pela qual as barreiras de gordura aplicadas por pulverização já não são o centro da discussão no fornecimento de fibra moldada convencional. Ainda podem aparecer em conversas técnicas de nicho, mas para embalagens de serviços alimentares em grande escala, os compradores normalmente preocupam-se menos com o método de aplicação em si e mais com a repetibilidade, o custo e o risco de defeito da estrutura revestida resultante.
7.4 Problemas de repulpabilidade e de circularidade
Os sistemas de barreira externa são frequentemente objeto de um exame mais minucioso porque podem complicar a história do material das embalagens de fibra moldada. Um simples artigo de fibra moldada já tem uma identidade comercial clara: é uma estrutura à base de fibra que pode ser posicionada em torno da compostabilidade, do conteúdo reduzido de plástico ou do alinhamento mais fácil com os objectivos de circularidade orientados para a fibra, dependendo do mercado e da rota de fim de vida. Quando é adicionada uma película ou camada de revestimento separada, essa simplicidade é reduzida.
Para os compradores, isto não significa automaticamente que o produto se torna comercialmente inaceitável. Significa que devem ser colocadas questões adicionais. A estrutura pode ainda ser justificada ao abrigo das alegações de circularidade do comprador? A camada de barreira cria problemas de repulpabilidade a jusante? Acrescenta incerteza em regiões onde o escrutínio relacionado com o plástico continua a ser elevado? Estas não são questões de marketing secundárias. Fazem agora parte da própria decisão de abastecimento.
Esta é uma das razões pelas quais muitos compradores continuam a preferir um sistema interno livre de PFAS bem executado para aplicações de takeaway convencionais, sempre que ele possa atender ao requisito de barreira real. Do ponto de vista da Bioleader, os sistemas de barreira externa devem ser reservados para os casos em que a aplicação realmente os exige, e não simplesmente como uma atualização padrão na ausência de validação adequada do processo.
7.5 Quando se justificam sistemas de barreiras externas
Os sistemas de barreira externa justificam-se quando a aplicação exige um nível de desempenho de barreira que não pode ser fornecido de forma consistente por uma via de fibra moldada interna em condições comerciais realistas. Isto pode incluir formatos especiais de embalagem de líquidos, condições de tempo de retenção invulgarmente longo, sistemas alimentares com carga extrema de óleo ou molho ou outros requisitos de nicho em que uma camada de barreira mais forte é comercialmente necessária.
Nestes casos, os compradores devem ainda resistir à tentação de tratar os sistemas externos como um atalho. A questão correta a ter em conta não é se a barreira parece mais forte no papel, mas se a estrutura completa continua a ser comercialmente viável depois de se ter em conta a complexidade da produção, o controlo de defeitos, a repetição de lotes e as expectativas do mercado de destino. Utilizados de forma selectiva, os sistemas de barreira externa podem resolver problemas reais de embalagem. Utilizados de forma demasiado ampla, podem minar as vantagens estruturais e comerciais que tornaram a fibra moldada atractiva em primeiro lugar.
8. Matriz de decisão - Que itinerário se adequa a que cenário de serviço alimentar
Quando os compradores compreendem a diferença entre os sistemas de aditivos internos e os sistemas de barreira externos, o passo seguinte é a correspondência de aplicações. É aqui que muitas decisões de aprovisionamento se tornam mais disciplinadas ou mais dispendiosas do que o necessário. O caminho correto raramente é determinado por uma única afirmação, como “resistente a gorduras” ou “sem PFAS”. É determinada pela forma como a via selecionada corresponde ao sistema alimentar real, à temperatura de utilização, ao tempo de retenção, à exigência de barreira e ao modelo de funcionamento comercial.
Para o mainstream embalagens para serviços alimentares em fibra moldada, a forma mais útil de comparar rotas é através de uma matriz de decisão em vez de uma hierarquia de marketing. Uma barreira mais forte nem sempre é a melhor decisão de sourcing se acrescentar custos de processo desnecessários, complexidade estrutural ou encargos de circularidade. Do mesmo modo, uma via de custo mais baixo não é a escolha correta se não conseguir sobreviver às condições reais de recolha. O objetivo desta secção não é, portanto, declarar uma via universalmente superior. O seu objetivo é ajudar os compradores a identificar qual a via comercial e tecnicamente defensável para cada categoria de utilização.
| Fator de comparação | Sistemas internos de aditivos sem PFAS | Sistemas de barreiras externas |
|---|---|---|
| Lógica de barreira | Desempenho incorporado no processo de fibra moldada através da química interna e do controlo do processo. | Desempenho melhorado através de uma camada de barreira separada ao nível da superfície, como a laminação ou o revestimento. |
| Caso de utilização mais adequado | Embalagens para refeições para levar, refeições quentes, alimentos à temperatura ambiente e embalagens para serviços alimentares de grande volume. | Aplicações especiais de alta barreira, combinações difíceis de líquido-gordura e formatos exigentes de nicho. |
| Complexidade da produção | Integrado no percurso primário da fibra moldada. | Mais elevado devido ao processamento adicional da camada de barreira e aos requisitos de controlo de defeitos. |
| Escalabilidade comercial | Geralmente mais forte para a produção de grandes volumes. | Mais dependente da estabilidade do processamento secundário e da economia específica do projeto. |
| Simplicidade estrutural | Normalmente mais favorável para os compradores que procuram uma lógica de embalagem mais simples à base de fibras. | Pode introduzir um compósito mais complexo ou uma estrutura com tratamento de superfície. |
| Risco do comprador principal | Classificação incorrecta da aplicação ou sobrevalorização da capacidade da barreira. | Aceitar uma maior complexidade e custo sem um ganho de barreira verdadeiramente necessário. |
| Prioridade de aprovação | Correspondência de aplicações, repetibilidade de processos e validação realista de alimentos quentes. | Necessidade de barreiras, controlo de defeitos, revisão estrutural e lógica de aceitação do mercado final. |
Tabela 3. Comparação principal dos sistemas internos de aditivos sem PFAS e dos sistemas de barreira externa
8.1 Seleção de rotas com base na aplicação
Para a maioria dos compradores, a questão mais prática não é “Qual é a melhor via em teoria?”, mas sim “Qual é a via correta para esta aplicação alimentar?” Essa decisão deve basear-se nas condições de utilização e não apenas nos rótulos das categorias. Uma saladeira, um tabuleiro de caril, uma concha de fritos e um recipiente de sopa podem ser todos vendidos sob a mesma família de embalagens, mas colocam exigências muito diferentes ao sistema de barreira. A tabela abaixo fornece um ponto de partida prático para a seleção de rotas com base em cenários reais de serviços alimentares.
| Cenário dos serviços alimentares | Tensão típica da embalagem | Trajeto recomendado | Foco no comprador |
|---|---|---|---|
| Saladas frias, fruta, pastelaria, comida ambiente | Pouca massa lubrificante, pouca tensão térmica, menor duração do contacto | Sistemas de aditivos internos a baixa temperatura | Evitar a especificação excessiva desnecessária e a inflação dos custos. |
| Refeições quentes normais para levar | Calor moderado, gordura moderada, duração da entrega de rotina | Sistemas de aditivos internos de alto desempenho | Validar a repetibilidade em condições realistas de enchimento e retenção. |
| Massas gordurosas, caril, alimentos fritos, refeições com muito molho | Maior carga de massa lubrificante, tensão mais difícil nas jantes e transições | Sistemas de aditivos internos de elevado desempenho, ou sistemas de barreira externos se o desempenho interno for insuficiente | Testar o perfil real dos alimentos e não apenas alegações genéricas de resistência ao calor. |
| Entrega de longa duração com sistemas alimentares quentes e gordos | Tempo de contacto prolongado, retenção térmica, tensão de empilhamento e transporte | Em primeiro lugar, sistemas internos de elevado desempenho; sistemas de barreira externos, se claramente justificados por ensaios | Concentre-se no tempo de espera, nos pontos fracos da estrutura e na consistência dos lotes comerciais. |
| Formatos especiais para nichos ricos em líquidos ou com barreiras elevadas | Desafio de líquidos elevados, margem de barreira difícil, exigências específicas do projeto | Sistemas de barreiras externas | Confirmar a necessidade da barreira e avaliar a complexidade acrescida antes da aprovação. |
Tabela 4. Matriz de decisão baseada na aplicação para loiça de mesa de cana-de-açúcar sem PFAS
8.2 O erro mais caro é selecionar o caminho errado para o problema errado
Na prática do sourcing, o maior fator de custo não é frequentemente o preço unitário cotado no início do projeto. É a incompatibilidade de rotas. Um comprador pode pagar a mais por um sistema de barreira externo que nunca foi necessário para a aplicação alimentar efectiva. Ou, mais comummente, um comprador pode aprovar um percurso interno de baixa especificação para uma utilização em serviços alimentares que requer uma margem de barreira mais elevada, apenas para enfrentar reclamações, novos testes, aprovação atrasada ou custos de substituição mais tarde. Em ambos os casos, o erro técnico torna-se num custo comercial.
É por este motivo que a matriz de decisão mais defensável é a que se baseia em condições de utilização reais e não em categorias de embalagens genéricas. Os compradores devem primeiro definir o perfil do alimento, a carga térmica, a carga de gordura, o tempo de retenção, a condição da tampa e o contexto de conformidade com o mercado de destino. Só então devem decidir se um sistema interno de baixa temperatura, um sistema interno de alto desempenho ou um sistema de barreira externa se justifica comercialmente. Esta sequência é o que transforma Fornecimento sem PFAS de uma escolha reactiva de embalagem para uma estratégia de aquisição controlada.
9. PON de verificação das aquisições
Para utensílios de mesa de cana-de-açúcar sem PFAS, a comparação técnica por si só não é suficiente. Os compradores também precisam de um fluxo de trabalho de aprovação repetível que possa separar os fornecedores compatíveis e escalonáveis daqueles que se baseiam em reivindicações amplas, relatórios incompletos ou sucesso de amostras pontuais. Na prática, o fluxo de trabalho de aquisição mais eficaz não é o que tem mais papelada. É aquele que liga linguagem do pedido, âmbito do ensaio, Identidade SKU, execução na fábricae requisitos do mercado de destino numa única lógica de revisão.
Isto é especialmente importante no fornecimento de fibra moldada sem PFAS porque o desempenho da barreira e a defensibilidade regulamentar já não são tópicos independentes. Um produto pode ter um bom desempenho em um teste de bancada curto, mas ainda assim não ter a lógica correta de triagem de flúor, rastreabilidade em nível de SKU ou documentação do mercado de destino. Por outro lado, um fornecedor pode ter relatórios relevantes, mas ainda assim falhar na repetibilidade do lote, no desempenho da área de borda ou na correspondência da aplicação. Por conseguinte, uma aquisição séria requer uma sequência de verificação estruturada em vez de um único evento de aprovação.
9.1 PON de análise do dossier de conformidade
A primeira porta de aprovação deve ser sempre a revisão de documentos. Antes do início dos testes de desempenho, o comprador deve confirmar se a alegação de ausência de PFAS do fornecedor é apoiada por um ficheiro de conformidade específico do produto e não por uma declaração de marketing genérica. No mínimo, esse ficheiro deve identificar a SKU real em análise, a estrutura do produto, o mercado-alvo, o tipo de teste utilizado, a data do teste e o organismo ou laboratório emissor. Se o fornecedor não puder mapear o relatório para a família de produtos exacta que está a ser cotada, a alegação ainda não está pronta para aquisição.
Para embalagens compostáveis para serviços alimentares Se os produtos químicos fluorados forem vendidos na América do Norte, esta análise também deve verificar se a lógica de provas do fornecedor está alinhada com as expectativas reconhecidas do mercado, como a política de produtos químicos fluorados do BPI. Essa política exige três elementos principais: revisão da fórmula através da documentação da folha de dados de segurança, um resultado de laboratório aprovado pelo BPI mostrando um máximo de 100 ppm de flúor orgânico total, e uma declaração assinada de que não existem produtos químicos fluorados adicionados intencionalmente. Os compradores não precisam de pedir a certificação BPI a todos os fornecedores, mas devem compreender a lógica documental que uma análise séria do PFAS-Free exige atualmente.
| Item de verificação | Porque é que é importante | Controlo mínimo do comprador |
|---|---|---|
| Identidade SKU | Um relatório válido deve corresponder ao produto cotado e não a um artigo semelhante. | Confirmar se o código do artigo, o tamanho, a estrutura e o material correspondem à oferta. |
| Âmbito do teste PFAS / flúor | Testes diferentes respondem a perguntas diferentes. | Verificar se o resultado é apenas de rastreio, direcionado ou ligado a uma regra de certificação. |
| Rastreabilidade de datas e lotes | Os resultados antigos ou não rastreáveis enfraquecem a defensibilidade das aquisições. | Exigir relatórios recentes e informações sobre amostras identificáveis. |
| Declaração assinada | Um relatório de laboratório, por si só, pode não confirmar o estatuto de utilização intencional. | Solicitar uma declaração assinada de ausência de adição intencional de produtos químicos fluorados, se for caso disso. |
| Alinhamento destino-mercado | Um relatório pode ser tecnicamente válido mas comercialmente insuficiente para o mercado-alvo. | Verificar os requisitos da UE, da América do Norte ou específicos do cliente antes da aprovação. |
Tabela 5. Revisão do dossier de conformidade mínima para loiça de mesa de cana-de-açúcar sem PFAS
9.2 Procedimento normalizado de rastreio do flúor
A segunda porta de aprovação é o rastreio analítico. Os compradores devem tratar a análise de flúor como uma ferramenta necessária, mas limitada. Pode ser muito útil para filtrar o risco, mas não é um substituto completo para uma interpretação regulamentar mais ampla, declarações do fornecedor ou análise específica da aplicação. No fornecimento profissional, a análise deve responder a uma questão prática: este produto apresenta um perfil de flúor compatível com a alegação de ausência de PFAS que está a ser feita?
Por este motivo, os resultados do rastreio devem ser sempre lidos em conjunto com a descrição do produto, a estrutura da barreira e a embalagem da declaração. Um comprador não deve assumir que uma simples declaração de “não deteção” resolve automaticamente todas as questões relacionadas com PFAS, tal como um resultado de baixo teor de flúor não garante automaticamente a aceitação universal do mercado. O que importa é se a lógica do teste corresponde à lógica da alegação. É por isso que a Bioleader considera que o rastreio do flúor deve ser utilizado como um filtro de aprovação e não como a única base de aprovação.
9.3 SOP de desempenho de óleo quente / sopa quente
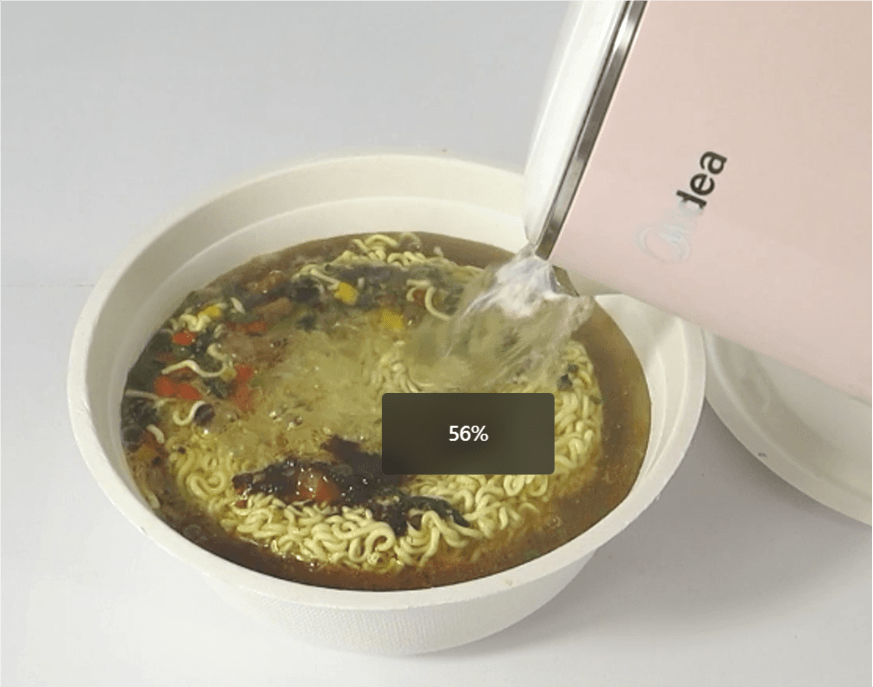
A terceira porta de aprovação é o teste de aplicação. No caso das embalagens para serviços alimentares em fibra moldada, é aqui que muitos projectos de fornecimento se tornam fiáveis ou falham mais tarde no mercado. O teste não deve basear-se em afirmações abstractas como “seguro para micro-ondas” ou “resistente a gorduras”. Deve ser construído em torno da condição de utilização real: tipo de enchimento, temperatura dos alimentos, carga de gordura, tempo de retenção, condição da tampa e duração prevista da entrega ou do serviço.
Um PON prático do comprador deve, por conseguinte, definir pelo menos cinco variáveis antes do início do teste: o meio utilizado, a temperatura de enchimento, o tempo de espera, os pontos de observação de aprovação/reprovação e o número de amostras. Por exemplo, um teste de sopa quente e um teste de óleo quente não devem ser tratados como permutáveis, porque o stress da humidade e o stress da gordura são mecanismos diferentes. Da mesma forma, as áreas das bordas, as transições da base e as zonas da borda devem ser inspeccionadas separadamente do painel central plano, uma vez que estes são pontos fracos comuns nas estruturas de fibra moldada.
| Elemento de teste | O comprador deve definir | O que observar |
|---|---|---|
| Meio de ensaio | Sopa, alimentos ricos em óleo, caril, noodles ou outros meios relevantes para a aplicação | Se a embalagem está sob tensão devido a humidade, gordura ou ambos |
| Temperatura de enchimento | Gama de temperaturas realista para serviço ou takeaway | Amolecimento, coloração, deformação ou perda precoce de barreira |
| Tempo de espera | Utilização curta do serviço, prazo de entrega normal ou condição de espera longa | Infiltração retardada, sombreamento da parte traseira, falha na borda |
| Zonas de inspeção | Painel inferior, transição da parede lateral, canto, rebordo, borda do compartimento | Pontos fracos localizados em vez de resultados apenas no painel central |
| Tamanho da amostra | Uma contagem de amostras repetível, não uma demonstração de uma peça única | Variação entre peças e consistência do modo de falha |
Tabela 6. SOP do comprador prático para validação de óleo quente / sopa quente
9.4 SOP de auditoria de execução da fábrica
A quarta porta de aprovação é a revisão da execução na fábrica. Este é o passo que mais frequentemente separa os fornecedores tecnicamente credíveis daqueles que apenas apresentam um bom desempenho na fase de amostragem. Um comprador pode receber uma amostra aceitável livre de PFAS, mas o risco comercial não começa aí. Ele começa quando o produto passa para a velocidade normal de produção, programação multi-SKU, embalagem para exportação e quantidade no nível de embarque.
Por este motivo, a análise da fábrica deve centrar-se na repetibilidade e não apenas na descrição do equipamento. Os compradores devem perguntar se o fornecedor pode explicar como a dosagem do aditivo é controlada, como a variação do lote é gerida, como a consistência da espessura da parede é monitorizada e como as zonas de falha são identificadas quando o desempenho se desvia. Na prática de exportação, estas questões são frequentemente mais importantes do que uma brochura de produto polida. Com base em Experiência de fabrico e exportação da Bioleader, No entanto, os fornecedores mais fortes e livres de PFAS são normalmente os que conseguem descrever claramente a sua lógica de controlo antes de ocorrerem problemas, e não depois de aparecerem queixas.
Quando as regras do mercado de destino exigem a conservação de registos, os compradores devem também verificar se o fornecedor pode comprovar a continuidade dos documentos. No estado de Washington, por exemplo, os fabricantes de embalagens de alimentos restritos devem manter um certificado de conformidade em arquivo enquanto a embalagem estiver em uso e por três anos após sua última venda ou distribuição. Esse é exatamente o tipo de disciplina de documentação que os compradores devem esperar agora em um fornecimento sério de produtos livres de PFAS.
 |  |
10. Armadilhas do mundo real que os compradores normalmente deixam passar
Mesmo quando os compradores compreendem a diferença entre os sistemas de aditivos internos e os sistemas de barreira externa, continuam a verificar-se erros de aprovisionamento. Na maioria dos casos, o problema não é a falta de termos técnicos. É a tendência para aprovar embalagens com base em pressupostos simplificados. As embalagens de fibra moldada sem PFAS parecem muitas vezes simples no papel, mas o verdadeiro fracasso comercial acontece normalmente quando uma variável é tratada como se explicasse todo o produto. Um relatório é confundido com uma aprovação completa. Uma amostra é confundida com uma produção escalável. Uma aparência limpa é confundida com a estabilidade real da barreira.
As seguintes armadilhas aparecem repetidamente no fornecimento de fibra moldada para serviços alimentares. Não se trata de pequenos pormenores operacionais. São as razões pelas quais os projectos que parecem estar em conformidade na fase de cotação podem falhar após o lançamento, durante o aumento das exportações ou na utilização real para levar para casa.
10.1 Sem PFAS não significa pronto para óleo quente
Um dos erros mais comuns nas aquisições é assumir que uma alegação de ausência de PFAS implica automaticamente uma forte resistência ao óleo quente. Não é o caso. A isenção de PFAS aborda apenas um aspeto do posicionamento químico do produto. Por si só, não define a resistência da barreira, a margem térmica ou a adequação do tempo de retenção da estrutura de fibra moldada. Um produto pode ser isento de PFAS e, ainda assim, ser apropriado apenas para aplicações com baixo teor de gordura ou em temperatura ambiente.
É por isso que a seleção do percurso é importante. Os compradores devem aprovar um produto com base nas suas condições de utilização testadas e não apenas na existência de uma declaração de ausência de PFAS. Na prática, os projectos mais fiáveis são aqueles em que a declaração e a aplicação são validadas em conjunto desde o início.
10.2 O sucesso da amostra não é o sucesso da fábrica
Outro erro comum é confiar demasiado na primeira amostra aprovada. Uma amostra pode ser feita em condições mais lentas ou mais controladas do que um lote normal de exportação. Também pode representar apenas uma condição do molde, uma configuração do operador ou uma parte da janela do processo. Quando o projeto passa para a produção total, o desempenho pode mudar se a espessura da parede variar, se a dosagem de aditivos variar ou se as condições de moldagem e de prensagem a quente se tornarem menos estáveis.
É por isso que o sourcing comercial nunca deve terminar na aprovação da amostra. Os compradores devem também perguntar como é que a repetibilidade é controlada através da produção em volume, múltiplas SKUs e saída ao nível da expedição. Na experiência da Bioleader, muitas reclamações evitáveis não começam apenas com a seleção errada do material. Começam quando os compradores assumem que uma boa primeira amostra prova automaticamente uma execução estável a longo prazo.
10.3 A condensação nem sempre é uma falha da massa lubrificante
A humidade na superfície exterior de um artigo de fibra moldada é muitas vezes mal interpretada como prova de que o sistema de resistência à gordura falhou. Na realidade, as embalagens com enchimento a quente podem gerar condensação, humidade ou escurecimento temporário da superfície porque o vapor e a diferença de temperatura criam movimento de humidade através ou à volta da estrutura da fibra. Isso nem sempre é o mesmo que a penetração de óleo.
A pergunta correta é se a embalagem mostra penetração real de gordura, enfraquecimento estrutural, manchas persistentes no verso ou colapso da barreira em condições de utilização. Os compradores que não conseguem distinguir a condensação da migração de gordura podem rejeitar embalagens aceitáveis pela razão errada - ou pior, aprovar embalagens inaceitáveis porque inspeccionaram apenas os efeitos relacionados com a humidade e não as zonas de falha relacionadas com a gordura.
10.4 As falhas nos bordos e nas jantes são mais importantes do que o desempenho do painel central
Os testes de superfície plana podem criar uma falsa confiança. Muitos produtos de fibra moldada parecem fortes no painel central, mas falham primeiro na borda, na transição da parede lateral, na área de dobra, no raio do canto ou na borda do compartimento. Estes são os locais onde a densidade da fibra pode mudar, o stress mecânico pode concentrar-se e as cargas de enchimento ou empilhamento podem expor a fraqueza estrutural.
Por este motivo, a análise de desempenho mais útil é sempre a nível da estrutura. Os compradores devem inspecionar o artigo completo e não apenas a superfície mais fácil de observar. Um produto que sobrevive a uma verificação do painel central, mas falha à volta do rebordo, não é uma solução fiável para levar.
10.5 A redução de peso pode destruir silenciosamente a estabilidade da barreira
A pressão dos custos empurra frequentemente os fornecedores e os compradores para a redução do peso. Em alguns casos, essa otimização é válida e comercialmente eficiente. Mas se a redução de peso for introduzida sem revalidar o sistema de barreira, pode tornar-se uma das formas mais rápidas de enfraquecer o desempenho sem PFAS. As áreas de paredes finas são mais vulneráveis a mudanças de porosidade, distorção térmica e rutura local sob tensão de graxa ou de tempo de retenção.
Por conseguinte, as decisões de aligeiramento nunca devem ser tratadas como alterações puramente comerciais. São alterações de desempenho. A questão correta não é se a peça continua a ter um aspeto semelhante após a redução de peso, mas sim se a estrutura actualizada continua a passar os mesmos requisitos de barreira e consistência em condições realistas de serviço alimentar.
| Armadilha comum | O que os compradores supõem frequentemente | O que deve ser verificado em vez disso |
|---|---|---|
| Alegação de ausência de PFAS | O produto é automaticamente adequado para alimentos gordurosos quentes. | Corresponder a reivindicação a um perfil de aplicação testado. |
| Amostra aprovada | A produção comercial actuará da mesma forma. | Repetição da auditoria e disciplina de controlo dos lotes. |
| Humidade exterior | Qualquer humidade significa falha do lubrificante. | Separar a condensação da verdadeira fuga de massa lubrificante. |
| Passagem do painel central | A estrutura completa é segura. | Inspecionar as zonas de rebordo, canto, transição e arestas. |
| Redução de peso | Menor peso significa apenas menor custo. | Revalidar a estabilidade da barreira após a redução de peso. |
Tabela 7. Erros comuns de aquisição no fornecimento de fibra moldada sem PFAS
Em suma, os erros de aprovisionamento mais perigosos não são normalmente dramáticos. São pequenos erros de leitura que se repetem ao longo do processo de aprovação: tratar uma declaração como um pacote completo de provas, tratar uma amostra como prova de controlo da fábrica ou tratar um sintoma visível como o mecanismo de falha completo. Os compradores que evitam esses erros geralmente não o fazem por serem mais cépticos em geral, mas por serem mais precisos na forma como definem, testam e aprovam embalagens livres de PFAS.
11. Quadro de pacotes de dados exclusivos
Para a loiça de mesa de cana-de-açúcar sem PFAS, a escrita forte por si só não cria autoridade. Em 2026, a autoridade vem cada vez mais de arquitetura de provasO que é que é preciso fazer: mostrar o que foi testado, como foi testado, o que falhou, o que passou e em que condições de produção o resultado é repetível. É aqui que muitos artigos perdem a credibilidade. Descrevem o desempenho em termos gerais, mas não distinguem entre observação laboratorial, lógica de certificação, dados de fábrica e inferência comercial.
Para o conteúdo de sourcing ao nível do white-paper, os compradores devem esperar uma estrutura de dados mais clara. O conteúdo técnico mais credível não se limita a dizer que um produto é isento de PFAS, resistente a gorduras ou adequado para levar para casa. Ele identifica a categoria de evidência por trás de cada afirmação. Essa distinção é importante não só para a análise das aquisições, mas também para a lógica de extração do Google E-E-A-T e da IA, porque o conteúdo apoiado por provas claramente enquadradas é mais fácil de confiar, citar e comparar.
11.1 Que dados devem ser publicados
Os dados publicados devem ser do tipo que um comprador sério pode interpretar sem adivinhar. Isso normalmente inclui a identidade do produto, a condição de teste, a janela de observação, a lógica de aprovação ou reprovação e o limite do resultado. Por exemplo, um ponto de dados útil não é “excelente resistência à gordura”. Um ponto de dados útil é um resultado definido observado sob uma condição declarada, como a exposição a óleo quente, o tempo de espera ou o stress específico da aplicação. Quanto mais específica for a lógica do método, mais útil se torna a reivindicação publicada.
Para o conteúdo técnico voltado para o público, os melhores pontos de dados são aqueles que ajudam os compradores a comparar rotas sem exagerar a universalidade. Estes podem incluir o desempenho da barreira por categoria alimentar, pontos fracos relacionados com a estrutura, zonas de falha típicas, observações de repetibilidade entre lotes e variáveis sensíveis ao processo, como a espessura da parede ou a sensibilidade do tempo de retenção. Publicados corretamente, estes dados apoiam não só as decisões de fornecimento, mas também a credibilidade do próprio artigo.
11.2 Que dados devem ser identificados como observação interna
Algumas das informações mais valiosas no fornecimento de fibra moldada provêm da produção interna e da experiência de exportação, em vez de bases de dados de certificação públicas. Isso pode incluir padrões de taxa de reclamação, variação ao nível do lote, mapeamento de defeitos, resposta à redução de peso, comportamento de pontos fracos relacionados com o molde ou observações de testes repetidos de aplicações em serviços alimentares. Este tipo de informação pode ser extremamente útil, mas deve ser sempre apresentada honestamente como observação interna, experiência de produção, ou validação do lado da fábrica e não como um facto industrial universal.
Esta distinção é particularmente importante para o conteúdo de autoridade do tipo Bioleader. A experiência interna é um ponto forte, não uma fraqueza, quando é enquadrada corretamente. Os compradores valorizam-na porque reflecte o que acontece à escala comercial, não apenas na linguagem de certificação. Mas se as observações internas forem apresentadas como se fossem regras universais de terceiros, o artigo torna-se mais fácil de contestar. A abordagem mais forte é nomear claramente a categoria de provas e deixar o leitor perceber que tipo de conclusão está a ser feita.
11.3 Que afirmações nunca devem ser feitas sem provas
Algumas declarações são demasiado arriscadas para serem feitas, a menos que a evidência seja explícita e específica do produto. Estas incluem frases absolutas como “100% à prova de fugas”, “totalmente isento de PFAS” sem o âmbito do método, “desempenho garantido a 95°C” sem a definição da condição, ou “reciclável” e “repulpável” sem uma base técnica clara. Estas alegações podem parecer atractivas na comunicação de vendas, mas na análise das aquisições criam frequentemente mais risco do que valor.
O livro branco mais defensável não é, portanto, o que tem as afirmações mais agressivas. É aquele que faz a separação mais clara entre as provas apoiadas pela certificação, a validação interna, o comportamento observado do processo e a inferência específica do projeto. No caso da Bioleader, isso significa construir autoridade não exagerando o desempenho da fibra moldada, mas documentando onde a rota funciona, onde falha e o que os compradores devem verificar antes da aprovação.
| Tipo de prova | Utilização adequada neste artigo | Como deve ser rotulado |
|---|---|---|
| Regulamento oficial / regra de certificação | Base de conformidade, limiar, prazo legal, requisitos do comprador | Exigência regulamentar / regra de certificação |
| Relatório de ensaio de terceiros | Apoio analítico específico do produto ou lógica de rastreio | Relatório de terceiros / resultado de laboratório |
| Simulação em laboratório interno | Ensaios de aplicação, comparação de tempos de espera, análise de pontos fracos estruturais | Validação interna / observação de ensaios internos |
| Observação da produção | Repetição de lotes, padrão de defeitos, comentário de janela de processo | Experiência de produção / observação na fábrica |
| Inferência comercial | Comentário sobre a lógica de custos, recomendação de aprovisionamento, quadro de decisão | Parecer sobre o aprovisionamento / interpretação comercial |
Tabela 8. Hierarquia de provas para alegações de conteúdo e origem de utensílios de mesa de cana-de-açúcar sem PFAS
12. Recomendações finais para os compradores de 2026
Para os compradores que avaliam os utensílios de mesa para cana-de-açúcar sem PFAS em 2026, a conclusão mais importante é simples: não comprar o sinistro antes de validar o itinerário. A ausência de PFAS é agora uma expetativa básica em muitos mercados, mas a decisão correta de aquisição ainda depende da forma como o desempenho da barreira é fornecido, como a estrutura se comporta na utilização real em serviços alimentares e como o produto é documentado para o mercado de destino. A estratégia de aquisição mais forte não é a que seleciona a alegação técnica mais agressiva. É aquela que alinha a regulamentação, o perfil de aplicação e a execução da fábrica num processo de aprovação verificável.
Para a maioria das aplicações de serviço alimentar e de takeaway, os sistemas de aditivos internos sem PFAS de alto desempenho continuam a ser a via mais equilibrada. Estes fornecem frequentemente a combinação correta de resistência à gordura, eficiência de produção e complexidade estrutural controlável. Os sistemas de aditivos internos de baixa temperatura continuam a ter um lugar importante na cadeia de frio, ambiente e embalagens com baixo teor de gordura, mas apenas quando a aplicação é corretamente adaptada. Os sistemas de barreira externa continuam a ser comercialmente válidos para requisitos especiais de alta barreira, mas devem ser selecionados por razões definidas, e não como um pressuposto padrão de que “mais barreira deve ser melhor”.”
Com base na comparação efectuada neste guia, os compradores devem seguir cinco prioridades práticas. Primeiro, começar pela conformidade com o mercado de destino, não pela linguagem genérica de sustentabilidade. Em segundo lugar, separe o rastreio de flúor da validação do desempenho, uma vez que respondem a questões de aprovisionamento diferentes. Em terceiro lugar, testar a condição de utilização real em vez de confiar em declarações abstractas como "seguro para alimentos quentes" ou "resistente a gorduras". Em quarto lugar, analisar a repetibilidade à escala da fábrica em vez de aprovar apenas com base na aparência da amostra. Quinto, documentar claramente a cadeia de provas para que as afirmações de desempenho, a lógica de conformidade e a estrutura do produto possam ser defendidas em conjunto. Esta é a disciplina de aprovisionamento que mais importará à medida que as embalagens sem PFAS se aproximam mais das aquisições regulamentadas.
Na perspetiva da Bioleader, o futuro das embalagens de fibra moldada sem PFAS pertencerá aos fornecedores que conseguirem combinar o desempenho da barreira interna controlada pelo processo, a documentação disciplinada e a validação específica da aplicação. Por outras palavras, o mercado está a afastar-se das embalagens selecionadas pela linguagem dos rótulos e a aproximar-se das embalagens selecionadas pela prova técnica. Os compradores que se adaptarem a essa mudança agora reduzirão o risco de conformidade e o risco de fracasso comercial durante a próxima fase da regulamentação global de embalagens.
13. FAQ
13.1 Que relatórios são necessários para as embalagens em contacto com os alimentos isentas de PFAS na UE após 12 de agosto de 2026?
Os compradores devem esperar um pacote de provas específico do produto e não uma declaração genérica de ausência de PFAS. No mínimo, o fornecedor deve ser capaz de explicar a base analítica da alegação de PFAS, fornecer documentação de ensaio associada à SKU citada e apresentar documentação técnica consistente com a estrutura de regras de embalagem da UE. Se o flúor estiver presente acima do limiar lógico aplicável, o fornecedor também deve ser capaz de explicar a fonte de flúor no âmbito da documentação técnica. Para a aquisição, a questão fundamental não é apenas o relatório em si, mas se o relatório corresponde à construção efectiva do produto e ao destino no mercado.
13.2 A certificação BPI prova automaticamente a conformidade com os PFAS?
Não. A política de produtos químicos fluorados da BPI fornece uma forte lógica de conformidade para produtos compostáveis relevantes, incluindo revisão de fórmulas, testes laboratoriais e uma declaração de ausência de produtos químicos fluorados adicionados intencionalmente. No entanto, os compradores não devem tratar qualquer certificação como um substituto universal para uma análise completa do mercado. O resultado de uma certificação deve ser lido em conjunto com a identidade da SKU, o mercado de destino, a estrutura do produto e o estado atual da documentação do fornecedor.
13.3 A “não deteção” de flúor total significa zero PFAS?
Não automaticamente. Um resultado não-detectado pode ser útil, mas depende do método analítico, do âmbito da deteção e do quadro de comunicação. Em termos de aquisição, o “não-detecto” deve ser tratado como um elemento do pacote de provas e não como uma conclusão completamente autónoma. Os compradores devem ainda analisar o que foi testado, o que não foi testado e como o resultado se relaciona com a alegação de ausência de PFAS que está a ser feita.
13.4 Porque é que a laminagem de películas pode ainda suscitar preocupações em relação ao revestimento de plástico em alguns mercados?
Porque a laminação de película altera a embalagem de uma estrutura de fibra simples para uma barreira de superfície mais complexa ou uma lógica composta. Em alguns contextos regulamentares e de mercado, os produtos de papel ou de fibra com revestimento de plástico são objeto de uma análise mais atenta no âmbito das regras relacionadas com o plástico, das discussões sobre a circularidade ou das expectativas de reciclagem. A questão não é apenas se o produto tem um bom desempenho, mas também se a estrutura continua a ser fácil de justificar no âmbito da estratégia de embalagem do mercado final do comprador.
13.5 A fibra moldada revestida pode ainda ser reciclável ou repolpável, e como é que os compradores devem verificar isso?
Potencialmente sim, mas os compradores não o devem assumir por defeito. A pergunta correta é se a estrutura específica revestida permanece compatível com a rota de reciclagem ou repulpagem pretendida e se o fornecedor pode apoiar essa posição com raciocínio técnico ou testes. As equipas de compras devem perguntar que tipo de revestimento é utilizado, como afecta a estrutura da fibra, se altera o manuseamento a jusante e se o fornecedor pode explicar a afirmação de uma forma que se adeqúe às expectativas do mercado de destino.
Próxima etapa para os compradores
Para compradores empresariais
Precisa de rever as embalagens de fibra moldada sem PFAS para os mercados da UE ou da América do Norte? A Bioleader pode ajudá-lo a avaliar a lógica da estrutura, as lacunas na documentação e os riscos de barreira específicos da aplicação antes da aprovação comercial.
Para marcas de produtos alimentares em crescimento
Iniciando uma transição de embalagem livre de PFAS? Solicite a lista de verificação de validação prática da Bioleader para comparar sistemas de aditivos internos, sistemas de barreira externos e riscos reais de aplicação de forma mais eficiente.
A Bioleader apoia os compradores com a revisão de aplicações de fibra moldada, coordenação de documentação sem PFAS e validação de embalagens orientadas para a exportação.
Aviso de direitos de autor:
© 2026 Bioleader®. Se desejar reproduzir ou fazer referência a este conteúdo, deve fornecer o link original e creditar a fonte. Qualquer cópia não autorizada será considerada uma infração.