1.要旨
カスタムバガス食器の開発は、単なる調達作業ではなく、エンジニアリング・プロセスである。. 2026年、多くのバイヤーは、パルプ成型品にロゴ印刷を施した在庫品ではもはや満足しない。彼らが求めているのは、プロジェクトを デザインまたは物理的サンプル への 金型、サンプル承認、安定した大量生産 寸法精度、構造的機能、納品タイミングを損なうことなく。.
カスタムモールドパルプの真の課題は、1つのサンプルを作れるかどうかではない。承認されたコンセプトが 反復生産プログラム 成形可能なMOQ、現実的な金型コスト、管理されたリードタイム、安定したバッチ生産。繊維成形品の生産では、形状が重要です。. ドラフト角度、肉厚、スタッキングロジック、リッドフィット、収縮補正 これらはすべて、カスタム製品が規模に応じて製造可能かどうかに影響する。.
それがカスタムメイドの理由だ。 成形パルプ食器 として管理されるべきである。 完全な開発順序. .重要な段階には、要件の入力、実現可能性の検討、2Dおよび3D図面の確認、金型戦略、プロトタイプのサンプリング、技術的修正、サンプルのサインオフ、パイロット検証、および量産開始が含まれる。初期段階でのミスは、通常、金型製作開始後により高くつく。.
バイヤーにとって、最強のソーシング戦略とは、単に金型の見積もりを依頼し、サンプルを待つことではない。サプライヤーがコンセプトから生産までの開発ロジック全体を管理できるかどうかを評価することである。本ガイドは、その論理に沿っている。サトウキビバガス製カスタム食器が、デザインまたはサンプルの提出から、金型開発、サンプル承認、MOQ計画、スケーラブルな製造へとどのように移行するかを説明しています。また、以下の内容も含まれています。 バイオリーダーの成形パルプ開発、金型調整、輸出生産の経験 特注のバガス食器プロジェクトで.
2.2026年にカスタム開発が重要な理由
2026年には、カスタム開発がより重要な調達決定事項となっている。. 繊維成型品の在庫は、迅速な補充と低リスクの仕入れには有効です。しかし、すべてのブランドや製品の要件を解決できるわけではありません。より多くのバイヤーが、プレゼンテーション、ポーションコントロール、機能的なフィット感、持続可能なパッケージングバリューで競争しています、, 特注サトウキビバガス食器 はニッチなオプションではなく、実用的な商業ツールになりつつある。.
このシフトは、パッケージの形状、充填深さ、蓋のフィット感、積み重ねやすさ、視覚的差別化が、顧客体験や食品提供のパフォーマンスに影響する場合に最も顕著に現れる。あるブランドは、ソースがこぼれるリスクを減らすために深めのボウルを必要とするかもしれない。ポーションデザインに合わせた新しいトレーの形状が必要かもしれない。蓋のかみ合わせを良くするために、縁の形状を変える必要があるかもしれない。このような場合, カスタマイズは見た目だけではない。. .包装を製品システムの一部にすることだ。.
2.1 在庫品ではすべてのブランドやアプリケーションの問題を解決できない
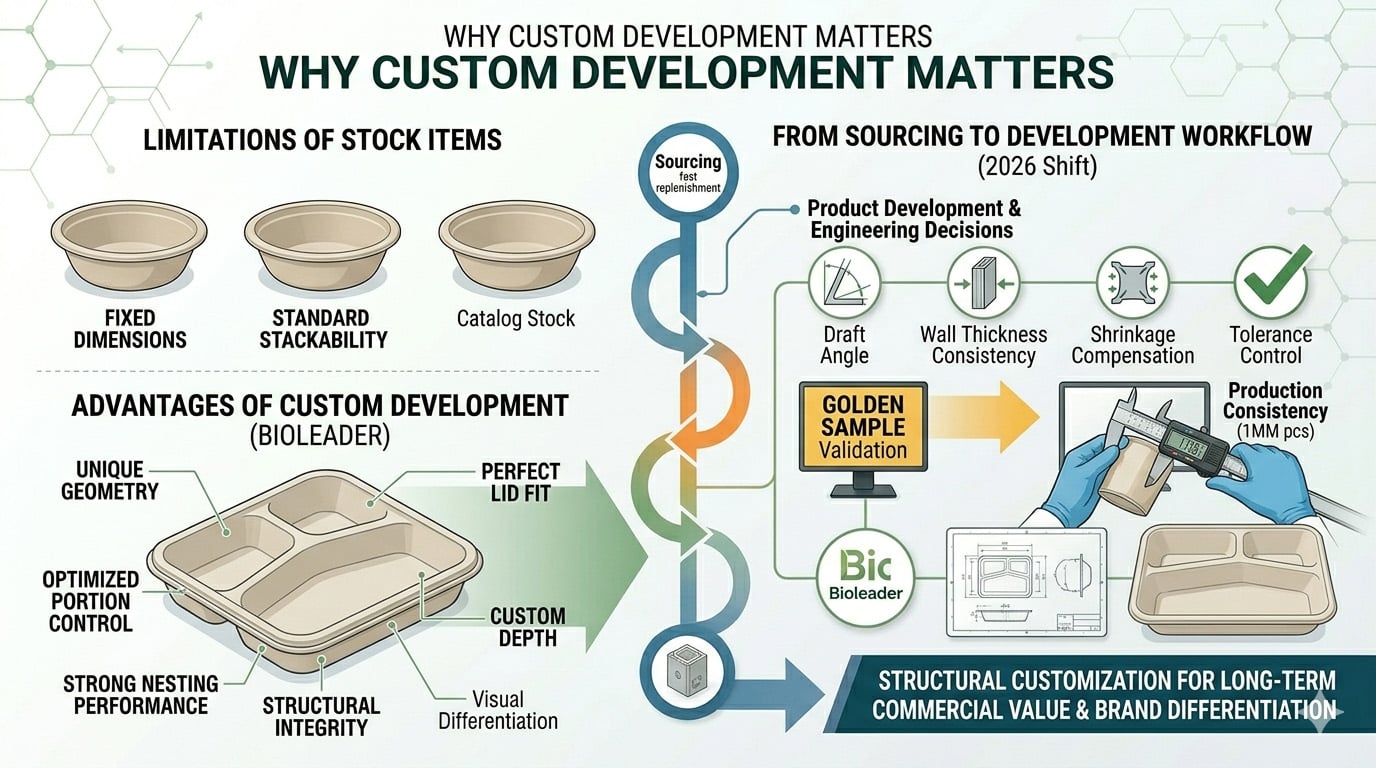
パルプ成形品の在庫は、調達時間と開発コストを削減する。それが利点であることに変わりはない。しかし、同時に限界も生じます。バイヤーは、固定された寸法、固定された構造論理、標準的な性能の仮定を受け入れなければなりません。これは多くの一般的な用途には有効です。しかし、食品形態、充填方法、蓋の要件、あるいはブランド・プレゼンテーションに厳しい適合が必要な場合には、制約が生じます。.
カスタム・プロジェクトの多くは、標準的なカタログ・アイテムが実際のビジネス・ニーズに合わなくなったことから始まる。そのきっかけは 蓋の不一致, 積み重ねやすさが弱い、ポーションフィットが非効率的、棚の陳列が悪い、混雑した市場でより特徴的な構造が必要、などである。その時点で、プロジェクトは通常の購買を超え、次の段階へと進む。 製品開発.
2.2 カスタマイズはもはやロゴ印刷だけではない
よくある誤解のひとつに、カスタマイズとは既存の商品にロゴを追加することだけを意味するというものがある。成型パルプ包装では、価値の高い変更は通常構造的なものです。バイヤーは、異なる深さ、新しいコンパートメント比率、壁形状の変更、より強いネスティング性能、蓋のフィット感の向上、または剛性と重量の異なるバランスを必要とする場合があります。これらは ブランディングの選択だけでなく、エンジニアリングの決定.

このような理由から、特注のバガス製食器は、食器として扱われるべきなのである。 開発ワークフロー. .設計は金型に影響する。ツーリングはサンプリングに影響します。サンプリングは公差確認に影響する。公差確認は、プロジェクトが安定生産に移行できるかどうかに影響する。カスタム開発は、正しく処理されれば、視覚的な差別化だけでなく、パッケージングの適合性、運用性能、長期的な商品価値も向上させる。.
2.3 エンジニアリング・コントロールなしにカスタム・プロジェクトが失敗する理由
カスタム成形パルプ・プロジェクトの多くが失敗するのは、アイデアが弱いからではない。プロジェクトが金型に入るのが早すぎたために失敗するのだ。バイヤーは、主要な寸法を伴わない視覚的なスケッチだけを提供することがあります。公差の議論なしにサンプルが承認されることもある。チームは、以下のような影響を過小評価することがある。 収縮率、離型角度、肉厚、積み重ね可能性 このようなギャップは、金型コストやリードタイムが確定するまで隠れていることが多い。このようなギャップは、金型コストやリードタイムが確定するまで隠されていることが多い。.
2026年のカスタム開発には、手応えのある営業コミュニケーション以上のものが求められる。. そのためには、エンジニアリング・レビュー、プロセス規律、現実的なプロジェクト・ステージングが必要である。で バイオリーダー, 通常、より強力なカスタム・プログラムは、明確な実現可能性の検討、ツーリング・ロジック、サンプルの期待値、量産条件から始まります。これが、カスタム依頼を試行錯誤の練習ではなく、管理された商業プロジェクトに変えるのです。.
3.プロジェクト開始段階 - デザイン、図面、サンプルから実現可能性審査まで
カスタム成形パルプのプロジェクトは、金型の見積もりではなく、実現可能性の検討から始めるべきです。. 繊維成形品の製造において、形状は脱型、肉厚分布、積層挙動、および寸法再現性に直接影響します。成形パルプに関する最近の構造研究でも、以下のような形状変数が、成形繊維の製造に直接影響することが示されています。 抜き勾配 そして 厚さ 性能と製造性に大きく影響する。だからこそ、最初の技術的な質問は「金型はいくらですか」ではなく、「金型はいくらですか」なのです。“この設計は、規模に応じて確実に生産できるのか?"
で バイオリーダー, カスタム・プロジェクトでは、ツーリング・コストが確定する前に、構造化されたレビューが行われる。チームは、顧客のコンセプトが以下の目的に適しているかどうかをチェックします。 成形パルプ製造, 重要な寸法が完全かどうか、離型性、収縮、蓋のはめ込み、入れ子、量産安定性などにリスクが生じそうな構造かどうか。このような早期のレビューにより、不必要な金型の修正が減り、実際の輸出プログラムにおいて実用可能なサンプルまでの道のりが短縮されます。.

3.1 プロジェクトキックオフ時にバイヤーが提出すべきもの
最高のプロジェクト・インプットは 3Dドローイング 主な寸法と使用例A 2Dドローイング, a 物理的サンプル, また、市場参照品目でも構わないが、通常はより明確な説明が必要である。最低限、バイヤーは、意図する製品のタイプ、目標寸法、深さ、蓋の要件、梱包の見込み、年間需要の見積もり、およびホットフード、スープ、油っこい食事、または、惣菜のようなアプリケーションの条件を提供する必要があります。 PFASフリー が必要だ。
不完全なインプットは、高価な仮定を生み出す。. 深さのデータが欠落していると、金型設計に歪みが生じます。蓋の要件が欠落していると、適合確認が遅れることがあります。ユースケースの詳細が欠落していると、間違った壁構造やバリアターゲットにつながる可能性があります。カスタムプロジェクトでは、キックオフパッケージの品質が開発サイクル全体のスピードを左右することがよくあります。.
3.2 物理的サンプルがカスタム開発を加速させる理由
A 物理的サンプル は、技術的なアライメントへの最短の近道であることが多い。リム形状、深さ比率、ネスティング方向、エッジ形状、工具の複雑さなどを評価するのに役立ちます。多くのOEMやODMプロジェクトでは、現物サンプルは、コピーすべき特徴、修正すべき特徴、成形パルプ生産に直接移行できない特徴を特定する最も迅速な方法でもあります。.
バイオリーダー は、最初の技術的な決断を早めるために、サンプルベースのレビューをよく利用する。これは、バイヤーがゼロから新しい食器構造を開発するのではなく、既存のコンセプトを最適化したい場合に特に効果的です。これは図面に取って代わるものではありません。しかし、最初の見積もりと金型製作の方向性の精度を大幅に向上させることができます。.
3.3 多くのバイヤーが期待する以上に3Dデザインの品質が重要な理由
成形パルプでは、3Dファイルは外観の承認のためだけではありません。それは 製造ドキュメント. .形状は、金型からの離型、安定した繊維分布、現実的な肉厚制御、作業可能な収縮補正をサポートしなければならない。成形パルプ構造に関する研究では、高さ、抜き勾配、厚さなどの幾何学的パラメータが構造挙動に影響することが確認されています。実用的な生産では、これらのパラメータは、カスタム製品を成形して安定的に繰り返すことができるかどうかにも影響します。.
これが、3D品質の低さが隠れたリスクを生む理由です。スクリーン上では魅力的なデザインでも、離型ロジック、局所的な壁面遷移、リム精度、積み重ね可能性で失敗することがあります。カスタムバガス食器, 設計品質が生産品質である.
3.4 工具を承認する前に確認すべきこと
金型製作を開始する前に、サプライヤーは構造化されたフィージビリティ・レビューを完了する必要があります。このレビューでは、以下をチェックする必要があります。 抜き勾配, 壁厚ロジック, アンダーカット・リスク, デプスオープニングレシオ, 巣作りと巣ごもり行動, 蓋の互換性, また、収縮が最終的な寸法に与える影響も考えられる。これらの点が不明確な場合、サンプリングはまだ可能かもしれないが、プロジェクトはより多くの修正ラウンドでよりリスクの高い道に入る。.
この段階は、真の商業的価値を生み出します。優れたフィージビリティ・レビューは、金型の無駄を省き、サンプルの修正サイクルを短縮し、大量生産への即応性を向上させます。次のようなメリットがあります。 バイオリーダー, これは最も重要なカスタム能力のひとつである。早急にイエスと言うのではなく、何が製造可能で、何が調整が必要で、何がタイミング、公差、金型の複雑さに影響するかを見極めるのだ。.
| 入力項目 | なぜ重要なのか | よくある欠落の詳細 | 開発への影響 |
|---|---|---|---|
| 3Dドローイング | 抜き勾配の検討、肉厚のチェック、ツーリングの実現可能性をサポートします。. | 断面ロジックもなく、公差の注記もなく、非現実的なジオメトリー。. | 金型リスクが高く、サンプルの修正サイクルが増える。. |
| 2Dドローイング | 基本的な寸法と一般的な製品意図を提供する。. | 深さのロジックも、構造的な変遷のディテールもない。. | 見積もりの前に、より工学的な解釈を必要とする。. |
| 物理的サンプル | シェイプ、リム、デプス、スタッキングのレビューをスピードアップ。. | 何をコピーしなければならないか、何を変更しなければならないかについては書かれていない。. | 見直しを加速させることはできるが、まだ明確化が必要だ。. |
| ユースケースの説明 | リッドロジック、バリアターゲット、構造的要求を定義する。. | 食品の種類も、熱や油の期待値も、市場の要求もない。. | バリデーションの方向が間違っている可能性がある。. |
| 年間需要予測 | ツーリングルート、MOQロジック、生産経済性を決定するのに役立ちます。. | 一次生産量のみで、年間予測はない。. | 金型戦略の精度が落ちる。. |
表1.特注バガス食器の見積もりに必要な最低限の情報
4.設計と技術的検証
優れた金型は、稚拙な設計入力を救うことはできない。. 成型パルプのプロジェクトでは、設計段階がすでに事前の製造段階となっている。形状は、金型からの離型性、繊維の分布、肉厚の安定性、収縮挙動、蓋のフィット感、積み重ねやすさに影響します。最近の成形パルプの研究では、以下のような構造パラメータが、成形パルプの製造に重要であることが確認されています。 高さ、ドラフト角度、厚さ 最終部品の挙動に大きな影響を与える。.
について バイオリーダー, 金型が承認される前に、技術的検証が開始されます。その目的は単純で、提案された構造が、回避可能な偏差を生じることなく、図面からサンプルへ、そしてサンプルから安定した生産へと移行できるかどうかを確認することである。これは、多くのカスタム・プロジェクトが制御可能になるか、あるいは高価になるかのいずれかである。.
4.1 2Dドローイングと3Dドローイング
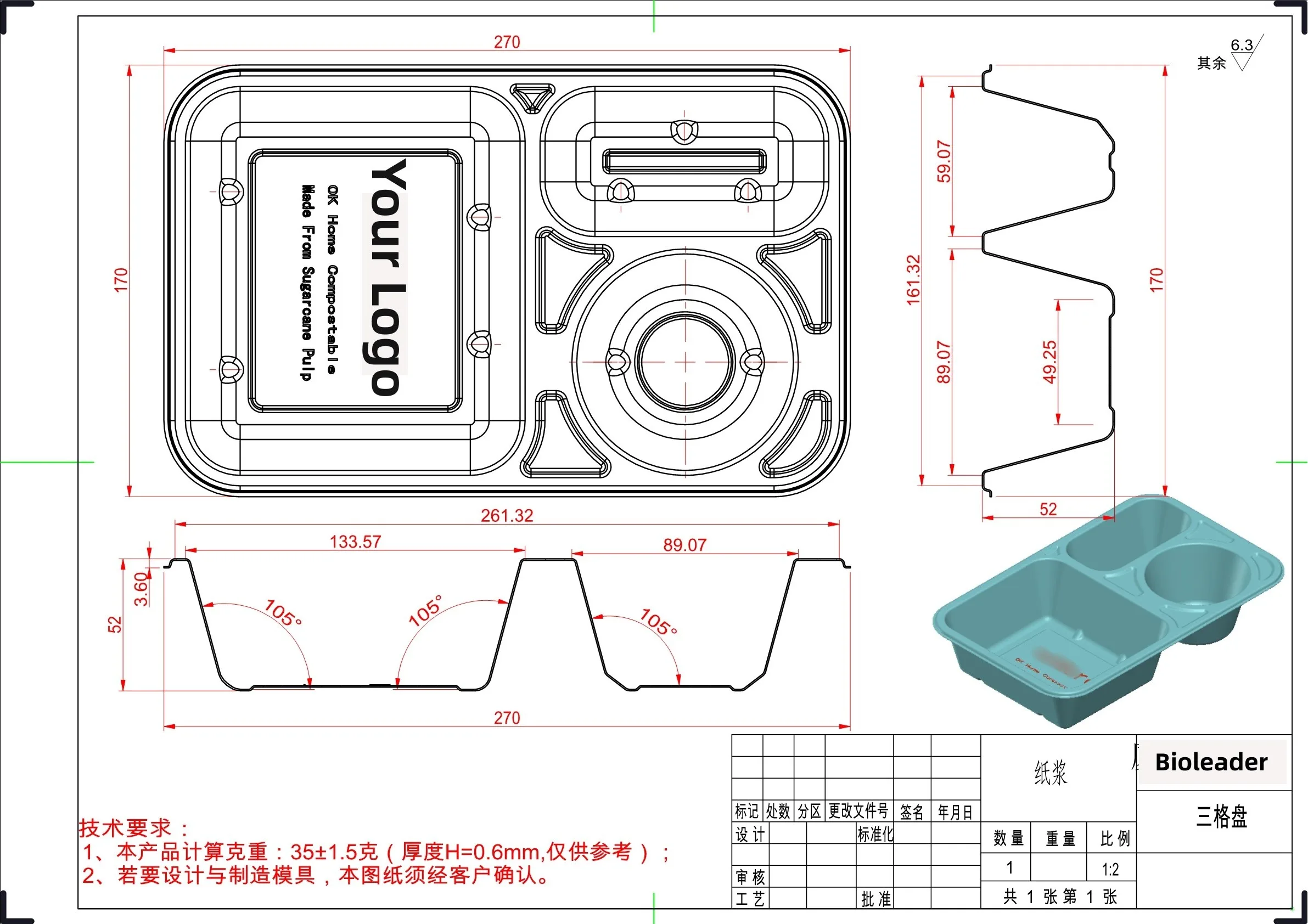
A 2Dドローイング は基本的なコミュニケーションに役立つ。開口部の大きさ、全体の寸法、一般的なレイアウトを定義します。しかし、完全な成形パルプの検証には十分ではありません。A 3Dドローイング サイドウォールの角度、デプスロジック、トランジションゾーン、リムの構造、ネスティングのジオメトリーを見直すことができるからだ。.
実用的な開発では、2Dは多くの場合、予備的な議論には十分である。最終的な技術的判断を下すには、2Dで十分であることは稀です。3Dファイルは、部品がきれいにリリースできるかどうか、成形パルプにとって現実的な形状かどうか、収縮補正を金型戦略に組み込めるかどうかを工場で検討するのに役立ちます。. カスタムバガス食器の場合、3D品質は生産品質に直接影響する。.
4.2 ドラフト角、肉厚、収縮抑制
ドラフト角度 はリリース要因である。角度が小さすぎると、離型リスクが高まる。離型角度が深さと形状に合っていないと、部品が固着したり、変形したり、寸法が不安定になったりします。成形パルプの研究と幅広い金型設計の実践の両方が、壁の形状と離型角度が製造性に影響することを示しています。.
肉厚 は安定性の要因である。剛性、繊維の分布、乾燥挙動、サンプルと製品間の一貫性などに影響する。不均一な厚みは、しばしば局所的な弱点、表面の不均一性、またはフィット性のばらつきを生み出します。繊維成形品では、厚みは製品カテゴリーや工程ルートとも関連します。成形パルプの製造に関するレビューでは、成形パルプの形式によって厚さの範囲や構造的な期待値が異なることが指摘されています。.
収縮補償 は寸法要素です。成形されたパルプ部品は、CADモデルと全く同じ大きさで工程を終えるわけではありません。成形、脱水、ホットプレス、乾燥のすべてが最終結果に影響します。このため、カスタム・プロジェクトでは、最初の金型を切り出す前に、現実的な寸法公差の計画を立てる必要があります。.
4.3 一般的なサンプル段階の偏差
サンプルの段階では、隠れていた問題が初めて目に見えるようになる。最も一般的な逸脱は以下の通りである。 シュリンクドリフト, 壁厚の不一致, エッジ変形, リム・ミスマッチ, ふたフィット偏差そして スタック性が悪い. .これらは些細な外観上の問題ではない。構造が生産可能かどうかの初期段階でのシグナルなのだ。.
バイオリーダー は、一次サンプルを単なる承認機会としてではなく、技術的な読み物として扱う。サンプルにエッジの不安定さ、ネスティングの悪さ、寸法ドリフトが見られた場合、正しい質問は “それでも顧客が受け入れられるか?”ではない。正しい質問は、“製品がスケーラブルになる前に、何を修正しなければならないか?”である。これがサンプル段階のフィードバックが、後のクレームの代わりに価値を生み出す方法である。.
4.4 ゴールデン・サンプル・ロジック
サンプルはデフォルトではゴールデンサンプルではない。. 本物のゴールデンサンプルは、ロックされたリファレンスである。寸法、リム構造、蓋のフィット感、積み重ねやすさ、外観レベル、そして求められる機能的性能を確認する必要がある。このリファレンスがなければ、製造上の逸脱に関する後の議論をコントロールすることは難しくなる。.
カスタム・プロジェクトの場合、, バイオリーダーの 最初の見栄えの良い作品の後ではなく、技術的な補正の後にゴールデンサンプルを定義するのが好ましいロジックだ。大量生産は、記憶や電子メールの解釈ではなく、固定された基準に対して測定されるべきなので、このステップは重要である。.
| 偏差値タイプ | 典型的な原因 | プロジェクトへの影響 | 推奨される措置 |
|---|---|---|---|
| 収縮ドリフト | 設計またはツーリング・レビューにおける不十分な補償 | 寸法の不一致、蓋のはめ込みの問題 | 工具寸法を修正し、公差ウィンドウを確認する |
| 壁厚の不一致 | ジオメトリーの複雑さや不安定な成形分布 | 弱いゾーン、見た目の矛盾、構造的リスク | サインオフ前にジオメトリやプロセスターゲットを調整する |
| エッジまたはリムの変形 | リリースロジックが悪いか、局所的な構造的弱点がある | 蓋の不一致、不安定な外観 | リムのジオメトリーを改良し、脱型パスを見直す |
| スタック性が悪い | ネスティング・ロジックが設計段階で検証されていない | 包装の非効率性、デネスティングの問題 | プロファイル、テーパー、積層方向を再チェックする。 |
| リッドフィット偏差 | ベースと蓋の形状の公差の不一致 | 顧客使用時の機能障害 | 量産承認前のロックフィット公差 |
表2.試料承認段階における一般的な技術的逸脱
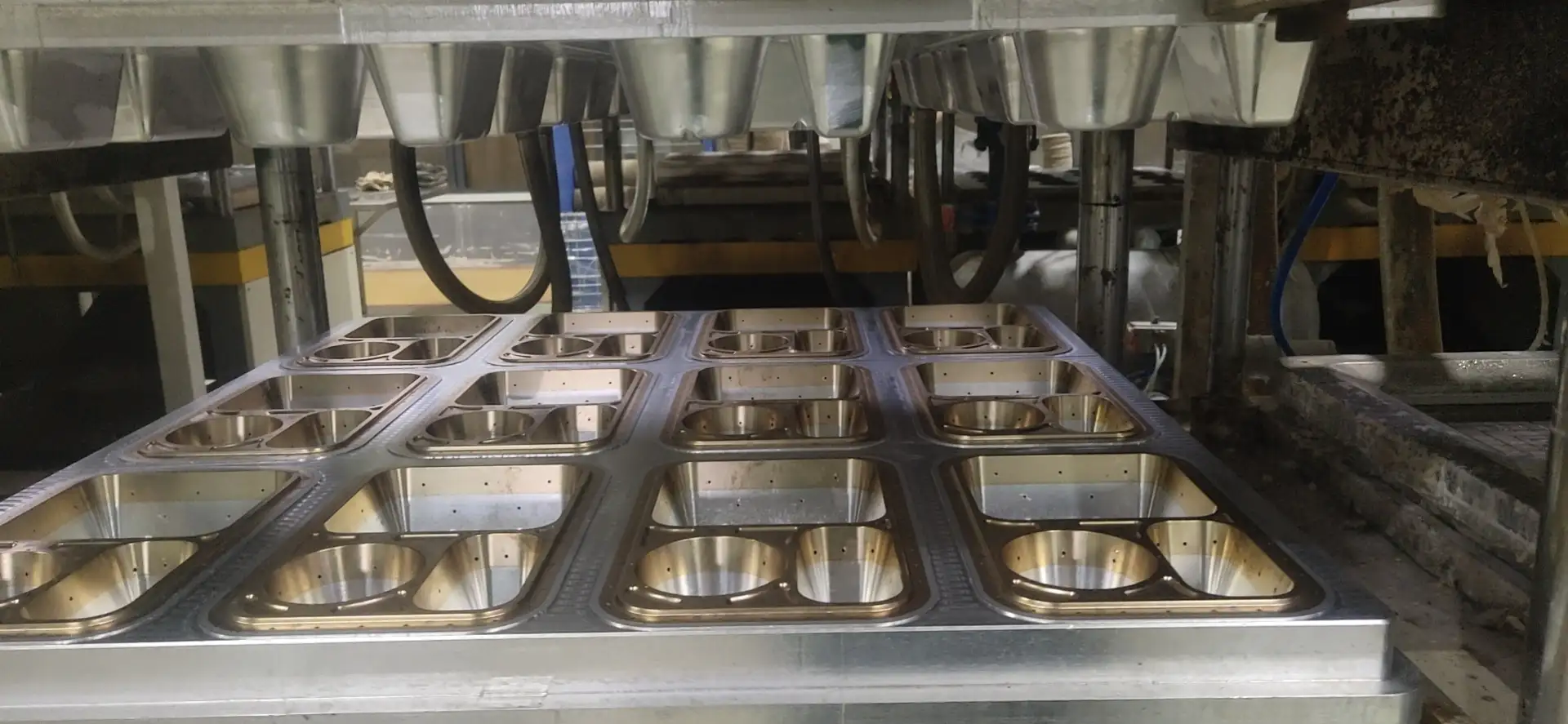
5.ツーリング戦略 - カスタムプロジェクトのエンジニアリング・コア
ツーリング戦略は、カスタムプロジェクトが経済的に拡張できるかどうかを決定する。. 成形パルプの開発において、金型は単なるコスト項目ではない。金型は、形状精度、離型安定性、表面品質、サイクル挙動、メンテナンス負担、長期安定性に影響する。成形パルプ製造のレビューによれば、一般的な金型材料には次のようなものがある。 アルミニウム, ステンレス鋼そして ブロンズ, 選考はプロセスやアプリケーションのニーズと連動している。.
について バイオリーダー, ツール戦略はプロジェクト・デザインの一部である。予算だけで選ばれるものではありません。正しい金型ルートは、製品の複雑さ、改訂の可能性、目標数量、公差感度、予想される生産強度によって決まります。そのため、本格的なカスタム・プロジェクトでは、金型戦略を次のように明確に区別する必要があります。 プロトタイプ金型 そして プロダクションツール.

5.1 試作金型と量産金型
A 試作金型 は構造を確認するために使用される。その仕事はスピードであり、完全な商業的耐久性ではない。寸法、一般的な形状、リムロジックを確認し、製品が修正とサンプル承認に移行できるかどうかを確認します。A 生産金型 は異なる目的を担っている。再現性、サイクルの安定性、メンテナンス計画、商業的な生産量をサポートしなければならない。.
多くのバイヤーの誤解はここから始まる。プロトタイプ金型のサンプルが良くても、そのプロジェクトが長期量産に適しているとは限りません。生産金型は、最初のサンプルの結果だけでなく、実際の生産計画に従って選択されなければならない。.
5.2 アルミニウム金型
アルミニウム金型 は、開発スピードや一般的な生産プログラ ムに実用的であるため、広く使用されている。機械加工が容易で、比較的速い金型サイクルに対応し、多くの試作品や中規模プロジェクトに適しています。成形パルプ業界のレビューでは、最も一般的な金型材料としてアルミニウムが挙げられています。.
商業的には、プロジェクトがまだ修正の柔軟性を必要とする場合や、容積と構造がより重いツーリングルートを正当化できない場合、アルミニウムがしばしば正しい選択となります。しかし、すべてのカスタム・プログラムにとって、アルミニウムが自動的に最良の答えになるわけではありません。やはり、形状の複雑さ、修正リスク、予想される生産負荷によって決定すべきです。.
5.3 銅インサート付きアルミニウム金型
銅インサート付きアルミ金型 は、より特殊なオプションである。実際には、局所的な熱伝導の挙動や精密な制御がより重要になる場合に有効である。このルートは、すべてのプロジェクトに必要というわけではありません。局所的な複雑性が高い構造、深いゾーン、特定のエリアでの品質感度がより厳しい場合に、より適切な方法となります。.
より バイオリーダーのカスタム体験, このタイプのツーリングは、標準的なアルミニウム・ルートでは不可能な、より精密なローカル制御が必要なプロジェクトで威力を発揮します。デフォルトのアップグレードとしてではなく、的を絞ったエンジニアリング・ソリューションとして扱うべきです。.
5.4 ステンレス合金金型

ステンレス合金金型 は一般に、より強い耐久性、耐食性、より厳しい長期生産条件のために選択されます。成型パルプ製造では、ステンレス鋼は、湿気、熱、繰り返される機械的ストレスがプロセス環境の一部となる堅牢な工業用材料として広く認知されています。.
このルートは通常、より大規模で安定したカスタム・プログラムに適しており、特に買い手が長期的な生産継続を期待し、工具の摩耗や度重なる交換に対する許容度が低い場合に適している。先行投資は高くなるが、適切なプログラムであれば、より安定した生産とより長いサービスウィンドウをサポートすることで、長期的な経済性を向上させることができる。.
5.5 金型選択は技術的なものだけでなく、商業的な決定である理由
間違った金型戦略は、ビジネスケース全体を歪めてしまう。. 見積もり段階では安く見える金型製作ルートも、後に修正箇所が増えたり、耐用年数が短くなったり、生産の安定性が弱くなったりする可能性がある。より重い金型を使用するルートは、当初は高価に見えるかもしれないが、年間プログラムが大規模で安定していれば、より経済的になる。.
そのため、バイオリーダーは金型選択を、予想される年間需要、サンプルの修正確率、形状の複雑さ、公差感度、生産の継続性など、プロジェクト全体のロジックに照らして評価します。正しい質問は、“どの金型がコストが低いか?”だけではありません。それは“スピード、精度、長期的な生産効率のベストバランスを支える金型は?"
| 金型タイプ | 主な用途 | 主な利点 | 最適なプロジェクトタイプ |
|---|---|---|---|
| プロトタイプ/サンプル金型 | 早期の構造確認とサンプル段階のレビュー | 生産金型がロックされる前に、より迅速なイテレーションを行う。 | 技術調整中の新規プロジェクト |
| アルミ金型 | 一般的なプロトタイプと多くの標準生産プログラム | 実用的な加工と優れた開発スピード | 中複雑度のカスタム・プロジェクトと中程度の生産規模 |
| 銅インサート付きアルミ金型 | より強力なローカル工程管理が必要なプロジェクト | 敏感な地域においては、より的を絞ったパフォーマンス | 局所的な精度感度を持つ高難度構造 |
| ステンレス合金金型 | 長期にわたる高強度生産プログラム | 耐久性が高く、長期間の生産に適している | 大規模で安定したカスタムプログラム、長期にわたる生産継続性 |
表3.カスタムバガス食器プロジェクトにおける金型タイプの比較
6.プロジェクトのタイムライン管理 - コンセプトから量産まで
タイムラインの管理は、工場だけの問題ではなく、調達の問題である。. カスタム成形パルプ・プロジェクトにおいて、遅延が一つの段階から生じることは稀である。通常は、修正ループ、不完全なデザイン入力、サンプル修正、金型調整、あるいはバイヤーと工場間の承認ギャップから発生します。そのため、カスタムバガス食器プロジェクトは、単純な注文追従プロセスではなく、明確な成果物を伴う段階的プログラムとして管理されるべきなのです。.
バイヤーにとって、納期管理は納期以上に影響する。製品の発売、パッケージの移行、在庫の入れ替え、顧客との約束などにも影響する。現実的な輸出プロジェクトでは、2~3週間の損失は、早期に行われる1回の設計修正のコストよりもはるかに高いことが多い。. 適切な段階での遅い承認は、通常、速いミスよりも安い。.
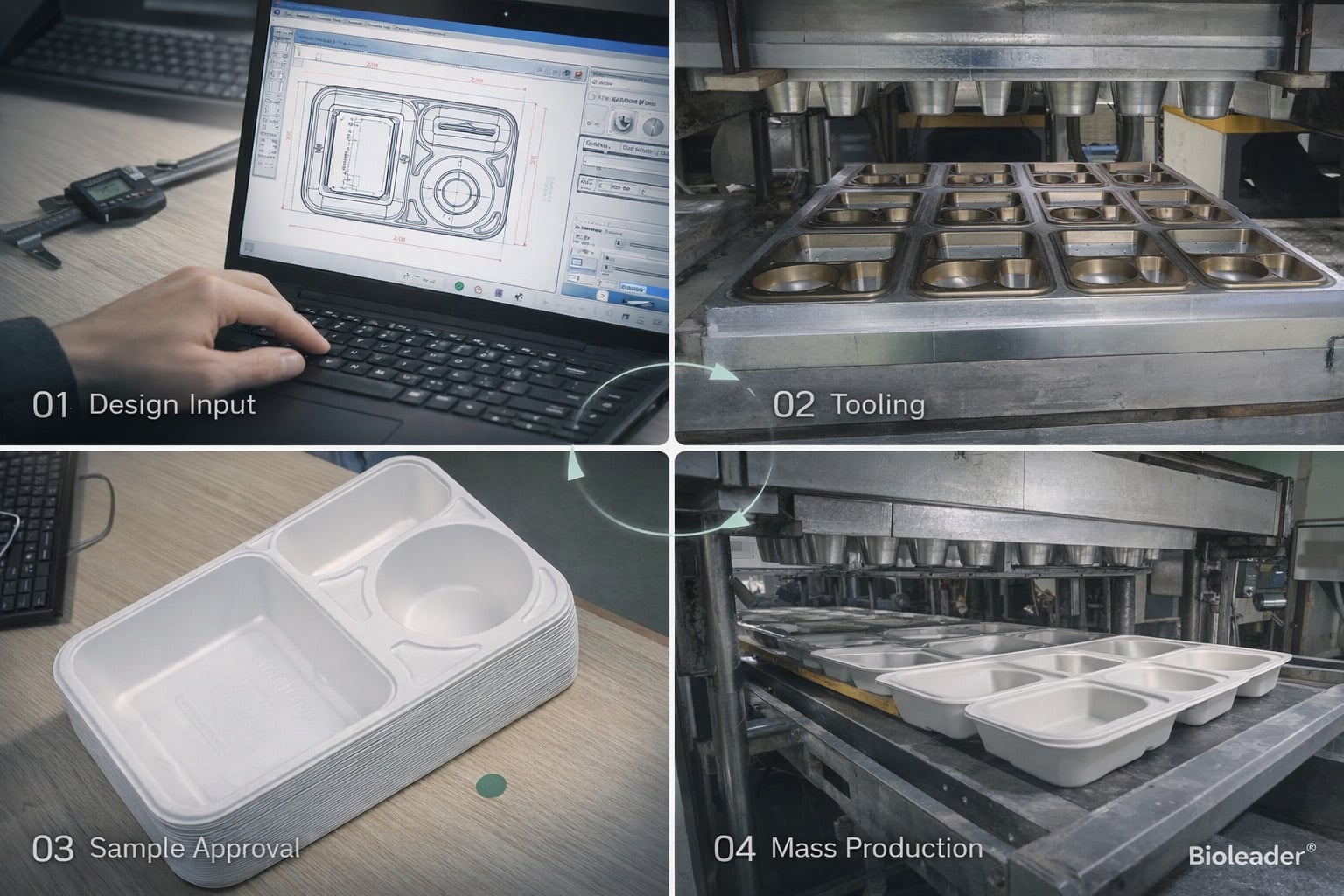
6.1 カスタム成形パルプ・プロジェクトの5つの段階
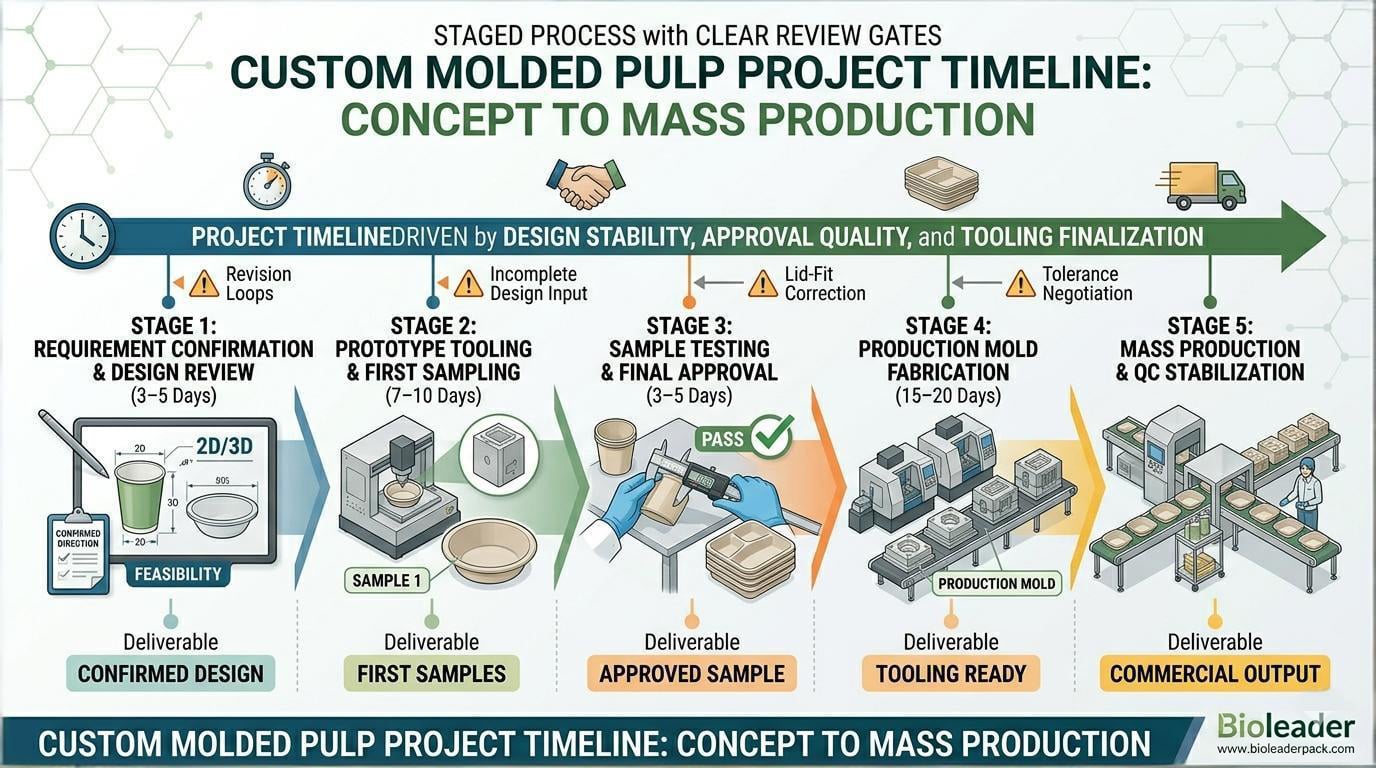
カスタムバガス食器プログラムの多くは、主に5つの段階を踏む。まず 要件確認とデザインレビュー. .そして プロトタイプ金型と最初のサンプリング. .そのあと サンプルテストと承認. .第4ステージは 金型製作. .第5ステージは 量産開始とQCの安定化.
これらの段階は、紙の上では単純に見える。実際には、各段階は前の段階が正しく終了しているかどうかに左右される。要件入力が不完全であれば、設計承認は遅くなります。サンプルに未解決の偏差が残っていれば、生産金型を安全にロックすることはできません。適合と公差が凍結される前に生産金型が立ち上げられると、大量生産は予防可能なリスクを引き継ぐことになる。.
6.2 カスタム・プロジェクトの遅延が実際に起こる場所
最も一般的な遅れは、通常、機械加工だけで起こるものではない。それは 図面修正, 不明瞭な寸法確認, フィードバック・サイクルのサンプル, リッドフィット補正そして 後期公差交渉. .これらは工場だけの問題ではない。商業チーム、エンジニアリングチーム、承認チーム間の調整の問題である。.
バイオリーダーでは、各段階を明確なレビューポイントにリンクさせることで、プロジェクトのタイミングを管理している。設計が安定していなければ、プロジェクトは最終的な金型製作に移行すべきではありません。サンプルがまだ構造的なずれを示している場合、プロジェクトは生産サインオフに移行すべきではありません。このような規律があるからこそ、楽観的ではなく現実的なタイムライン管理が保たれるのである。.
6.3 サンプル承認を急ぐべきではない理由
サンプルの承認は、タイムライン全体の中で最も重要なチェックポイントである。. バイヤーのサインが早すぎると、後の段階がより高価になる。バイヤーがフィードバックを遅らせすぎると、プログラム全体が勢いを失う。目標はスピードだけではない。目標は、寸法、フィット感、積み重ねやすさ、外観、機能について明確な整合性をもってサンプル段階を終えることである。.
このため、良いタイムラインとは、サンプル段階が最短のものではありません。それは、金型がすでにコミットされた後の繰り返しの修正が最も少ないものです。カスタム成形パルプでは、通常、安定した承認は迅速な承認よりも価値があります。.
6.4 現実的なプロジェクトのスケジュールには通常何が含まれるか
実践的なカスタム・プログラムには通常、以下の内容が含まれる。 3~5日 要件確認とデザインレビューのために、, 7~10日 プロトタイプ金型と最初のサンプル用、, 3~5日 顧客のテストとサインオフのために 15日から25日 設計が凍結されると、生産金型製作のために。量産リードタイムは、注文量、金型の準備状況、ラインのスケジューリングによって決まります。.
これらの範囲は作業上の参考であり、固定された約束ではありません。複雑な形状、繰り返される修正、複数部品の蓋システム、または顧客からのフィードバックの遅れにより、サイクルが延びる可能性があります。しかし、計画上のルールとして、バイヤーは、プロジェクトのタイムラインは主に以下によって駆動されることを期待する必要があります。 設計安定性, サンプル承認品質そして ツール最終化.
| ステージ | アクティビティ | 典型的なタイムライン | 主な成果物 |
|---|---|---|---|
| ステージ1 | 要件確認とデザインレビュー | 3~5日 | デザインの方向性とプロジェクトの実現可能性を確認 |
| ステージ2 | 試作金型とファースト・サンプリング | 7-10日 | 技術審査のための最初の物理的サンプル |
| ステージ3 | サンプルテストと最終承認 | 3~5日 | 承認されたサンプルと冷凍技術指示 |
| ステージ4 | 生産金型製作 | 15-25日 | 立ち上げ準備の整った生産金型 |
| ステージ5 | 量産とQCの安定化 | 数量ベース | 安定した生産管理による商業生産 |
表4.プロジェクトのタイムライン:コンセプトから量産まで
6.5 なぜタイムライン規律はサプライヤーの能力を反映するのか
カスタム・プロジェクトをうまく管理しているサプライヤーは、どこに時間を費やし、何を短縮し、何を決して急がせてはいけないかを説明できるはずだ。これは、真のカスタマイズ能力を示す最も明確なシグナルのひとつである。で バイオリーダーのカスタムモールドパルプワークフロー, タイムライン・コントロールは テクニカルクロージャー, カレンダーの約束だけでなく。だからこそ、プロジェクト計画は、理想的な前提ではなく、レビューゲートを中心に構築されるのである。.
バイヤーにとって、これはプロジェクトのタイミングを読む正しい方法である。最良のカスタムサプライヤーとは、最初のEメールで最短のスケジュールを約束するサプライヤーではない。それは、デザインから量産までを 修正ループの減少、承認ポイントの明確化、より安定した実行.
7.MOQの論理 - カスタム・プロジェクトに異なる商業的閾値が必要な理由
カスタム成形パルプ・プロジェクトは通常、在庫品よりも高いMOQを必要とします。. これは営業方針だけではない。プロジェクト経済学の問題である。特注のバガス食器では、商業的な敷居の高さを吸収しなければならない。 型費, サンプリングおよび補正コスト, 生産準備コスト, そして、安定した大量生産に必要な余分な調整。.
このような理由から、カスタム・プロジェクトは通常、買い手が以下の条件を満たしている場合に実行可能性が高くなります。 コンテナレベルの需要 あるいは安定した長期数量計画。多くの実用的なプログラムでは、毎月の需要が 200,000~300,000個, または年間需要に達する 100万個以上, これは、金型投資を分散させ、単価をコントロールするための、より現実的な基盤を作ることになる。このような規模がなければ、カスタム開発を経済的に正当化することは難しくなります。.
バイオリーダーがMOQを見直す理由もここにある。 年間需要, プロジェクトの複雑性そして 工具戦略, MOQを単体の交渉数として扱うのではなく。プロジェクトはコンテナ1個から始まるかもしれないが、実際の決定は、予想される数量が、金型の償却、生産効率、長期的な供給の安定性を支えるのに十分な強度を持つかどうかに基づくべきである。.
| MOQドライバー | なぜ重要なのか | バイヤープランニングの意味合い |
|---|---|---|
| 工具償却 | 金型費用は十分な量に分散されなければならない。. | 年間需要が低いと、カスタマイズのビジネスケースが弱くなる。. |
| 生産準備コスト | カスタム・ランには、ラインの準備、調整、コントロールが必要だ。. | 少量生産は通常、単価が高くなる。. |
| 梱包と物流 | 輸出経済はコンテナ・レベルの方が強い。. | コンテナベースのプランニングは、断片的なオーダーよりも効率的である。. |
| プロジェクトの継続性 | 安定したリピート量は、より良い金型利用率とコスト管理をサポートします。. | 一度だけの問い合わせよりも、年間計画台数の方が重要だ。. |
表5.カスタムモールドパルププロジェクトにおけるMOQの主な要因
8.承認サンプルから安定量産へ
承認されたサンプルが開発の終わりではない。. 生産管理のスタートです。カスタム成形パルプのプロジェクトでは、多くの問題は最初のサンプルの段階では現れません。プロジェクトが実際の生産速度、生産金型、繰り返し生産、輸出梱包へと移行したときに現れるのです。そのため、サンプルの承認に続いて、大量生産への移行を管理しなければならないのです。.
バイヤーにとって、これはプロジェクト全体における最も重要なリスクポイントのひとつである。サンプルは、寸法や外観は正しくても、実際の問題は、同じ仕上がりが、他の製品でも維持できるかどうかである。 複数の生産バッチ, 異なるシフト, 大出力そして 出荷レベル梱包. .そうでない場合、プロジェクトはまだ生産が安定していない。.
 |  |
8.1 サンプル承認が量産安定性を保証しない理由
最初に承認されたサンプルは通常、完全な商業運転よりも管理された条件下で製造される。生産量は少ない。プロセスの焦点はより狭い。修正への注意はより高い。プロジェクトが通常の生産に移行すると、操業環境は変化する。その時点で, ディメンション・ドリフト, リッドフィットのばらつき, ネスト矛盾, エッジラフネスあるいは 外観変動 が現れ始めるかもしれない。.
これが、強力なサプライヤーがサンプル承認を生産準備の最終的な証明として扱わない理由である。彼らは、金型の安定性、工程の再現性、生産条件に対してまだ検証されなければならない基準点として扱う。バイオリーダーの観点からは、最も信頼できるカスタム・プロジェクトとは、サンプルの段階で、盲目的なスケーリングではなく、明確な生産管理ロジックが続くものである。.
8.2 パイロット・ランと最初の生産バッチのレビュー
パイロット・ランはコントロールのステップであり、形式的なものではない。. その目的は、承認された構造が実際の生産条件下で再現できるかどうかを確認することである。この段階では、プロジェクトが日常的な大量生産にリリースされる前に、寸法、適合性、積み重ね可能性、梱包動作、外観の一貫性を検証する必要がある。.
カスタム バガス食品容器 またはその他の種類の食器については、最初の生産バッチを承認されたサンプルまたはゴールデンサンプルと比較検討すべきである。この比較は外観だけに焦点を当てるべきでない。また、生産条件下で製品が同じ構造論理を維持しているかどうかもチェックすべきである。承認されたサンプルはうまく積み重なるが、最初のバッチがうまく入れ子になっていない場合、それは小さな問題ではない。それは、製造上のミスマッチの早期警告である。.
8.3 ゴールデン・サンプルと製造サンプルの整合性
金色のサンプルはコントロールの基準である。. 大量生産はそれに照らして判断されるべきである。これには、寸法、蓋のフィット感、壁の感触、エッジの仕上げ、スタッキングの論理、そして合意された機能的要件が含まれる。固定された比較基準がなければ、生産審査は主観的なものとなり、擁護することが難しくなる。.
Bioleaderはゴールデンサンプルロジックを使用し、カスタムプロジェクトの曖昧さを減らします。これは重要なことである。しかし、小さな偏差は初期に無視されると、後に出荷レベルの問題になる可能性があります。安定したプロジェクトは通常、最初の生産段階でばらつきを修正することによって構築されるものであり、クレームが出てから説明するものではない。.
8.4 典型的な序盤戦の出来不出来
最も一般的な初期段階での逸脱は以下の通りである。 ディメンション・ドリフト, 蓋の不一致, リムの矛盾, スタッキング不安定, 表面の凹凸そして パッキングバリエーション. .このような問題は、プロジェクトが技術的な承認から本番のリズムに移行しているためによく起こる。目標は、このような問題が起こらないふりをすることではない。目標は、商業的欠陥になる前に発見し、修正することである。.
このため、強力なカスタム・メーカーは最初の生産サイクルに細心の注意を払う。バイオリーダーでは、この段階は日常的な注文段階ではなく、生産検証段階として扱われる。そこで工場は、承認されたカスタムコンセプトが再現可能な商業製品になるかどうかを証明する。.
| ステージ | 主なリスク | 典型的な偏差 | 制御方法 |
|---|---|---|---|
| 承認済みサンプル | プロジェクトがすでに生産可能であると仮定した場合 | 未確認の再現性 | 安定性の最終証明としてではなく、参考としてサンプルを使用する。 |
| パイロット・ラン | 承認されたコンセプトと生産条件のミスマッチ | フィット変更、ネスティング変更、外観ドリフト | フルリリース前のゴールデンサンプルとの照合 |
| 最初の生産バッチ | 小さなばらつきがバッチレベルの不整合に拡大する | 寸法ドリフト、リッド不一致、リム不一致 | 管理ポイントをロックし、逸脱を早期に見直す |
| 大量生産 | 生産規模は初期の構造的不安定性を隠す | 包装のばらつき、不安定な積み重ね性、外観の不統一 | バッチレベルのレビューと生産規律を維持する |
表6.サンプル承認と量産リスクの比較
9.品質保証および技術管理ポイント
品質 カスタム成形パルプのコントロール はプロセスの中に組み込まれており、最後に追加されるものではない。. 成形、乾燥、ホットプレス、トリミング、ネスティング、梱包など、重要な管理ポイントがすでに管理されていなければ、完成品は安定したものとなりません。特注のバガス食器の場合、製品がストック形式ではないため、この点がより重要になります。それは、プロジェクト特有の形状、フィットロジック、そして顧客の期待を背負っているからです。.
そのため、カスタムプロジェクトにおける品質保証は、以下の点に重点を置かなければならない。 再現性, 目視検査だけではありません。抜き取り検査では許容範囲に見えても、バッチが梱包され出荷されると、フィット、積み重ね、リムの安定性、寸法の一貫性で不合格になることがある。強力なカスタム能力とは、目に見える欠陥になる前に変数をコントロールすることを意味する。.
 |  |
9.1 プロセス中のチェックポイント
最も重要なチェックポイントは最終検査にとどまらない。それらは生産中に始まる。工場は、成形状態、水分の除去、ホットプレスの挙動、トリミング後のエッジ品質、ネスティングの安定性、梱包の均一性を監視する必要がある。各段階が最終部品に影響を与える。工程が早期に制御不能に陥った場合、最終検査で問題を発見できるのは、すでに価値が失われた後である。.
 |  |
で バイオリーダー, カスタム生産管理では、全工程を通じて承認された構造を安定させることに重点を置いている。つまり、部品が作られたかどうかだけでなく、生産工程全体にわたって同じ方法で、同じ機能的な結果が得られるかどうかをチェックするのです。.
9.2 重要な寸法とフィット・コントロール
寸法とフィット感は技術管理の第一線である。. 多くのカスタム製品にとって、最もデリケートなポイントは、開口部のサイズ、深さ、リムの形状、蓋のかみ合わせ、積み重ねの形状である。これらのポイントが合意された範囲から外れてしまうと、製品の見た目はまだ許容範囲内でも、使用、梱包、顧客の受け入れに失敗する可能性があります。.
このため、重要な寸法は生産前に定義し、生産中に再チェックする必要がある。構造がカスタマイズされればされるほど、公差を曖昧に仮定する余地は少なくなる。多くのカスタム・プロジェクトでは、リムや蓋の部分の小さな寸法変更が、市場段階ではるかに大きな機能的問題を引き起こす。.
9.3 必要な機能検証
カスタム・プロジェクトの中には、寸法以上の承認を必要とするものもあります。また 耐グリース性, 蓋の保持, スタッキング安定性, などのアプリケーション固有のチェックを行う。これらは、普遍的な前提条件としてではなく、プロジェクト固有のバリデーションの一環として検討されるべきである。乾燥したベーカリー用の製品は、熱い持ち帰り用の食事や油分の多い調理済み食品用の製品と同じ機能管理を必要としない。.
これが理由のひとつである。 バイオリーダー は、カスタム開発と生産管理をひとつの連動したシステムとして扱っている。工場は形状を再現するだけではない。承認された使用条件を再現しなければならない。.
9.4 梱包および出荷品質ロジック
 |  |
出荷の品質は、コンテナが積み込まれる前から始まっている。. ネスティングが不安定であったり、カートン詰めが一定でなかったり、あるいは単位容積の外観にばらつきがあったりすると、輸出結果をコントロールすることが難しくなる。特注品の場合、そのプロジェクトは在庫補充品よりも厳しい商業的期待を持っていることが多いため、梱包品質は特に重要である。.
従って、バイヤーは梱包の見直しを、倉庫での取り扱いとしてだけでなく、技術的な品質の一部として扱うべきである。カスタムモールドパルプでは、入れ子の不備や不均一な梱包は、貨物輸送の非効率性を高め、カートンの一貫性を低下させ、到着時の顧客の認識を弱めることによって、プロジェクト全体の経済性を損なう可能性がある。.
| コントロール・ポイント | コントロールしなければならないもの | なぜ重要なのか |
|---|---|---|
| 成形とプレス | 基本形状の形成、壁の一貫性、構造の安定性 | 初期のプロセスドリフトが後のバッチの不整合を生む |
| 重要な次元 | 開口部サイズ、深さ、リム形状、フィットポイント | 小さな寸法のずれが、機能的に大きな問題を引き起こす |
| 蓋とスタッキングロジック | 蓋の噛み合わせ、ネスティング、デネスティング、スタックの安定性 | 使用性能と梱包効率に直接影響する |
| 外観の一貫性 | エッジ仕上げ、表面の均一性、一般的な視覚的安定性 | 顧客の受容と商業的プレゼンテーションに影響 |
| 梱包と出荷準備 | カートンの一貫性、梱包密度、輸送適性 | 輸出経済性と到着品質を守る |
表7.カスタムバガス食器製造におけるコアQAチェックポイント
10.カスタム成形パルプ・プロジェクトでバイヤーが犯しがちな間違い
カスタム・プロジェクトの失敗のほとんどは、本番で始まるわけではない。初期の想定から始まるのだ。. カスタムバガス食器開発において、バイヤーはしばしば金型価格やサンプルの外観、目標納期を重視するが、実際にプロジェクトが円滑にスケールアップできるかどうかを決定する技術的条件を見逃してしまう。その結果は、必ずしも劇的な失敗とは限らない。多くの場合、遅延、度重なる修正、不安定なフィット感、予想以上に高価な製品などである。.
10.1 エンジニアリングの詳細を伴わない視覚的な参考資料のみの送付
写真、スケッチ、市場参考品目は役に立つが、それだけで十分であることは稀である。寸法、深さの論理、蓋の要件、使用例のメモ、または年間販売量の予想がなければ、工場は仮定を立てなければならない。. 想定に基づく開発は、データに基づく開発よりも時間がかかり、リスクも高い。.
10.2 許容範囲を議論せずにサンプルを承認する
多くのバイヤーは、見た目が許容範囲だからとサンプルを承認するが、生産時にまだ許容できる寸法範囲を定義していない。それが後で問題になる。カスタム成形パルプの場合、リムサイズ、深さ、蓋のフィットゾーンのわずかなずれが、梱包、積み重ね、最終用途の際に、はるかに大きな商業的問題を引き起こす可能性があります。.
10.3 金型戦略ではなく、金型コストのみに焦点を当てる
最も安い金型が最も経済的な金型とは限らない。当初は安く見える金型製作ルートでも、修正箇所が増えたり、再現性が弱くなったり、生産が安定しなかったりすることがある。. ツーリングは見積もりだけでなく、プロジェクトの論理によって選択されるべきである。.
10.4 修正サイクルに必要な時間の過小評価
カスタム・プロジェクトは、最初の図面から直接完璧な生産に移行することはめったにありません。サンプルのフィードバック、形状の調整、蓋の修正、公差の調整など、すべてに時間がかかる。ベストケース・スケジュール」のみを計画するバイヤーは、通常、まさに間違った段階でプレッシャーを与えることになる。.
10.5 MOQを交渉数としてのみ扱う
カスタム成形パルプにおけるMOQは、単なる販売基準値ではありません。金型の償却、セットアップコスト、生産効率、輸出経済性などが反映されます。年間需要やプロジェクト総額を考慮せずにMOQを交渉するバイヤーは、書類上では低い数字を勝ち取ることができても、実際にはビジネスケースを失うことになります。.
10.6 サンプル承認が生産準備と等しいと仮定した場合
これは最も一般的で、最も高くつく間違いの一つである。サンプルは方向性を確認することができる。それは自動的にバッチの再現性、包装の安定性、出荷レベルの一貫性を証明するものではない。. 生産準備態勢は、仮定ではなく検証されなければならない。.
11.エビデンスパック/データパックフレームワーク
ホワイトペーパーレベルのカスタムパッケージング記事には、強力な表現だけでなく、証拠となる構造が必要だ。. 2026年では、何が規制に基づくもので、何が工学的論理に基づくもので、何が実際の生産経験に基づくものかを示すことで権威が生まれる。この分離がなければ、技術的に正しい内容であっても曖昧に聞こえたり、大げさに聞こえたりしてしまう。.
11.1 公的証拠または第三者証拠によって裏付けられるべきもの
規制要件、認証ロジック、基本的な材料分類、および一般的な項目など。 モールドパルププロセス 背景は、可能な限り公的または第三者の情報源と結びつけるべきである。こうすることで、記事に外部参照ベースを与え、自己流に聞こえるリスクを減らすことができる。.
11.2 何を内部生産観測の枠に入れるべきか
カスタムモールドパルプの開発において、最も価値のある内容のいくつかは、工場サイドでの経験から得られます。これには、サンプル段階の偏差パターン、金型の修正動作、バッチレベルの一貫性の課題、プロジェクト・タイミングの現実などが含まれます。これらの点は非常に有用ですが、以下のように正直に示すべきです。 内部生産観察 または プロジェクトサイドでの経験, 業界の普遍的な法律としてではなく。.
11.3 プロジェクト特有の証明なしに決して主張すべきでないこと
明確な根拠なしに使用するには、あまりにも絶対的な表現があります。これには、“偏差ゼロを保証する”、“すべてのプロジェクトで金型の寿命が決まっている”、“すべてのカスタム品目で普遍的なMOQ”、“修正段階に関係なく正確な量産タイミング ”などが含まれる。” B2Bの強力な権威は、誇張された確信ではなく、明確な限界から生まれる。.
バイオリーダーにとって、信頼を築く最も強力な方法は、公的なコンプライアンス・ロジック、エンジニアリングの判断、社内のカスタム・プロジェクトの経験を明確に区別することである。そうすることで、バイヤーにとってはより防衛力の高いコンテンツとなり、検索エンジンやAIシステムにとってはより信頼性の高いコンテンツとなる。.
12.バイヤーへの最終提言
適切なカスタム成形パルプ・プロジェクトは、熱意ではなく実現可能性から始まる。. バイヤーはまず、コンセプトが製造可能かどうか、年間生産量が金型の経済性を支えているかどうか、プロジェクトが未解決の公差リスクなしにサンプル承認を通過できるかどうかを確認する必要があります。これが安定したカスタムプログラムの基礎となる。.
第二に、治療である。 工具戦略 技術的な選択だけでなく、商業的な決定として。金型ルートは、リードタイム、リビジョンの柔軟性、生産の安定性、そして長期的な経済性に影響する。第三に、承認されたサンプルをプロセスの終わりとして扱わないことである。ゴールデンサンプルとパイロットから生産への制御ロジックの基礎として使用する。第四に、単なる一次数量ではなく、年間需要とコンテナレベルの供給効率に基づいてMOQを計画すること。第五に、修正と技術的終結のためのタイムラインバッファーを確保する。カスタムモールドパルプでは、通常、強制的なスピードよりも管理された進捗の方が収益性が高い。.
バイオリーダーの観点では、バガス食器のカスタム・プロジェクトは、次のような点で優れている。 設計意図、金型ルート、サンプル検証、MOQロジック、生産規律 注文がフルボリュームになる前に。それが、カスタムパッケージングの問い合わせを商業的に安定した長期的なプログラムに変えるのである。.
13.よくある質問
13.1 バガス食器は、図面や現物サンプルに基づいてカスタマイズできますか?
はい。カスタムプロジェクトは、2D図面、3D図面、現物サンプル、または市場の参考品から始めることができます。しかし、工場は、金型製作が確定する前に、形状、公差、蓋のロジック、生産の実現可能性を評価するための十分な技術情報を必要とします。.
13.2 サンプル金型と生産金型の違いは何ですか?
サンプル金型は、主に構造確認や初期の技術検討に使用されます。生産用金型は、再現性、量産性、長期安定性を目的としています。この2つは目的が異なるため、同じものとして扱うべきではありません。.
13.3 金型の種類と金型材料は、コストとリードタイムにどのように影響しますか?
工具の材質は、加工速度、耐久性、精密挙動、生産適性に影響する。アルミニウムは、迅速な開発や多くの中規模プロジェクトに実用的であることが多い。ステンレス合金工具は、通常、長期間の高強度プログラムに適しています。適切な選択は、プロジェクトの複雑さと予想される数量に依存します。.
13.4 カスタム成形パルプ製品のMOQが在庫品より高いのはなぜですか?
カスタム・プロジェクトでは、金型費、セットアップ費、修正費、生産調整費などを吸収しなければならないからだ。多くの商業プログラムでは、これらのコストを効率的に分散するために、コンテナレベルの需要または安定した年間数量が必要とされる。.
13.5 サンプル承認は大量生産の一貫性を保証するか?
承認されたサンプルは方向性を確認するものである。それは、バッチの再現性、包装の安定性、出荷レベルの一貫性を自動的に保証するものではない。生産安定性には、パイロット・レビューと初期バッチ管理が必要である。.
13.6 金型開封前に確認すべき技術的詳細とは?
少なくとも、寸法、深さ、抜き勾配、肉厚ロジック、蓋の互換性、積み重ねの動作、期待される公差、対象用途を確認する必要があります。これらの点が不明確なままであれば、プロジェクトはより高い修正リスクを伴うツーリングに入ることになる。.
13.7 特注バガス食器プロジェクトでは、デザインから量産まで通常どれくらいの期間がかかりますか?
スケジュールは、設計品質、修正サイクル、金型製作ルート、承認スピードによって異なります。多くの実用的なプロジェクトでは、要件確認とデザイン・レビューに数日、プロトタイプの金型製作と最初のサンプルに1~2週間、生産用の金型製作には、構造が固まってからさらに2~3週間かかります。.
カスタム・プロジェクトの次のステップ
図面、現物サンプル、あるいは初期のコンセプトがすでにあるにせよ、次のステップは実現可能性の検討であるべきだ。.
図面またはサンプルをお持ちのバイヤーの方へ
図面、寸法詳細、または物理的なサンプルリファレンスをアップロードしてください。Bioleaderは、金型開発を開始する前に、製造可能性、金型の方向性、寸法リスク、および見積もりプロジェクトのタイミングを確認することができます。.
新しいカスタムプログラムを計画中のブランドへ
MOQ、金型タイプ、開発時期、年間生産量を検討中ですか?金型製作やサンプル製作を開始する前に、バイオリーダーがプロジェクト範囲を検討します。.
プロジェクト・フォームから始める 👇 プロジェクト・フォームから始める 👇プロジェクト・フォームから始める 👇プロジェクト・フォームから始める
バイオリーダーは、実現可能性の検討、金型の調整、サンプルの検証、輸出向けの生産計画など、カスタム成形パルプのプロジェクトをサポートしています。.
カスタムプロジェクトの詳細を送信
図面、サンプル画像、またはカスタム設計要件をアップロードしてください。より完全な情報があればあるほど、Bioleaderはより早く実現可能性、ツーリングの方向性、MOQロジック、プロジェクトのタイミングを検討することができます。.
著作権について
© 2026 Bioleader®.本コンテンツを複製または参照する場合は、オリジナルのリンクを提供し、出典のクレジットを記載する必要があります。無断複写は侵害とみなされます。