1.要旨
PFASフリーのサトウキビ食器は、今や単なる持続可能性ラベルではなく、調達の閾値となった. .実際の成形繊維の調達において、重要な技術的選択は、もはやフッ素化学物質を除去するかどうかではなく、どのフッ素フリーの耐グリース経路が安定した性能、スケーラブルな製造、および防御可能なコンプライアンスを提供できるかということです。ほとんどのホットテイクアウトやフードサービスのシナリオに対応します、, 高性能内部添加剤システムは最強のバランスを提供する 耐グリース性、プロセス効率、商業的実行可能性。低温内部添加剤システムは、コールドチェーン、常温、低グリース用途に依然として適しているが、その限界を明確に理解する必要がある。対照的に、ラミネートや表面コーティングのような物理的バリアシステムは、ニッチなケースではより高いバリア性能を達成できるかもしれないが、高コスト、二次加工、より複雑なリパルプ可能性や規制上の考慮事項が発生する。本稿では、以下のようなバリアシステムを評価するための技術的な調達の枠組みを提供する。 PFASフリーのバガス食器 の長期にわたる成型繊維の生産と輸出の実践を通じて培われた調達ロジック、製造観察、品質管理の経験に基づき、コンプライアンス、耐グリース性能、製造の拡張性、サプライヤー検証リスクにわたる技術を駆使しています。 バイオリーダー.
- 主な規制ベースライン PFASフリーの調達には現在、検証可能なフッ素試験、認証の調整、市場ごとのコンプライアンス審査が必要である。.
- テクニカル・パスの主流: 高性能の内部添加剤システムは、ほとんどのホットテイクアウトやフードサービス用途において、依然として最も実用的な選択肢である。.
- ローパフォーマンスとハイパフォーマンス: 低温添加剤システムはコールドチェーン、常温、低グリース食品に適しており、高性能システムはより要求の厳しい持ち帰り用途向けに開発されている。.
- ニッチな選択肢: ラミネートや表面コーティングを含む外部バリアシステムは、主に特殊な高バリア要求に対して正当化される。.
- 調達の優先順位 バイヤーは、実験室のサンプルの性能だけでなく、再現可能な工場規模の実行を比較すべきである。.
2.2026年にPFASフリー技術の選択が重要な理由
2026年だ、 PFASフリーのパッケージはもはやブランディングの利点ではない 持続可能性を重視するバイヤーのためのものである。これは、ますます多くの食品サービスおよび食品接触市場において、基本的な調達要件となっている。のような繊維成形品を購入する調達チームにとって、これは基本的な調達要件となっている。 サトウキビ, 皿、ボウル、トレー、食品容器, 本当の問題は、フッ素系化学物質を除去すべきかどうかではもはやない。真の調達課題は、どのようなフッ素フリーの耐グリース経路が、商業規模で再現可能な性能、安定した生産効率、および防衛可能なコンプライアンスを提供できるかということである。.
サトウキビ食器は現在、3つの要求が交差する場所にある: 食品接触安全性, 耐油性、耐湿性、円形素材への期待。バイヤーはもはや“グリーン”という選択肢を従来のものと比較する。彼らは異なる PFASフリーの技術 耐熱性、耐グリース性、加工の複雑さ、撥水性、証拠負担など、それぞれがトレードオフの関係にある。実際には、材料の選択だけではもはや十分ではないことを意味する。調達の決定には、バリア設計ロジック、工場での実行能力、試験方法、文書のトレーサビリティを含める必要があります。.
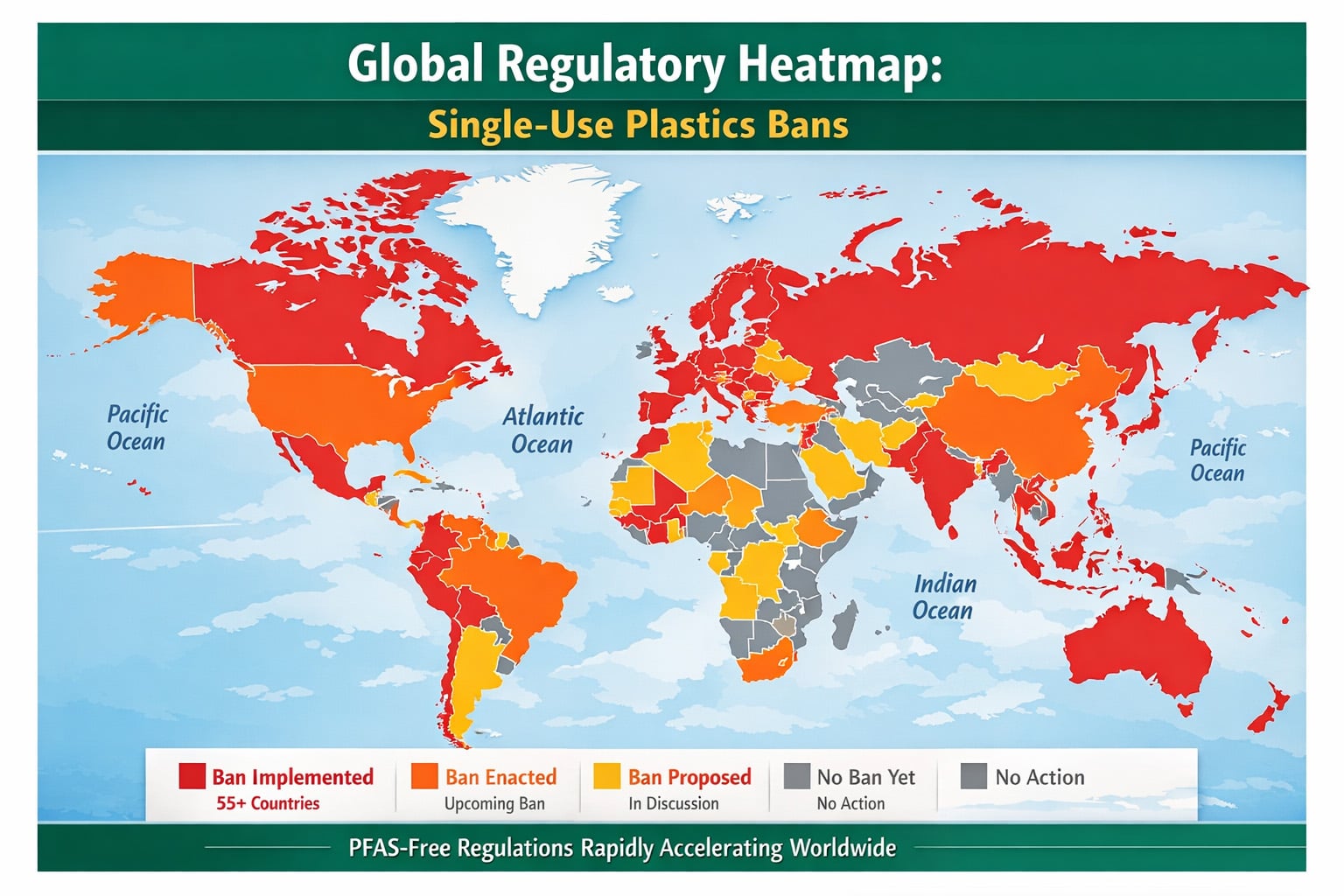
その緊急性は、輸出向けのサプライチェーンにおいて特に明らかである。欧州連合(EU)では、新しい包装・包装廃棄物規則が、2026年8月12日から適用される食品接触包装中のPFASに対する明確な濃度制限を導入する。北米では、バイヤーは、州レベルのPFAS規制、認証に基づくフッ素スクリーニング要件、およびすでに複数のPFAS関連食品接触通知を有効性から削除したFDAの行動の組み合わせに直面している。その結果, PFASフリーの主張は、もはや曖昧な宣言やマーケティング用語に頼ることはできない。. .それらは、テストロジック、製品固有の文書、および規制当局の審査下でも信頼できる調達決定によって裏付けられていなければならない。.
成形繊維食品サービス包装の場合、これが理由である。 今やクレーム文言よりも技術選択が重要. .低コストのPFASフリー・サンプルは、短時間の環境試験ではうまくいっても、高温の油、長時間の保持時間、高脂肪の持ち帰り使用では失敗する可能性がある。バリア性の高い表面処理は、単独試験ではうまくいっても、二次加工、処理能力の低下、反発圧力などを考慮すると、商業的には弱くなる。したがって、2026年における調達問題は、単に“PFASフリーか否か.”それは、実際の食品用途、使用温度、コンプライアンス市場、生産実態に適したPFASフリー経路をいかに選択するかということである。.
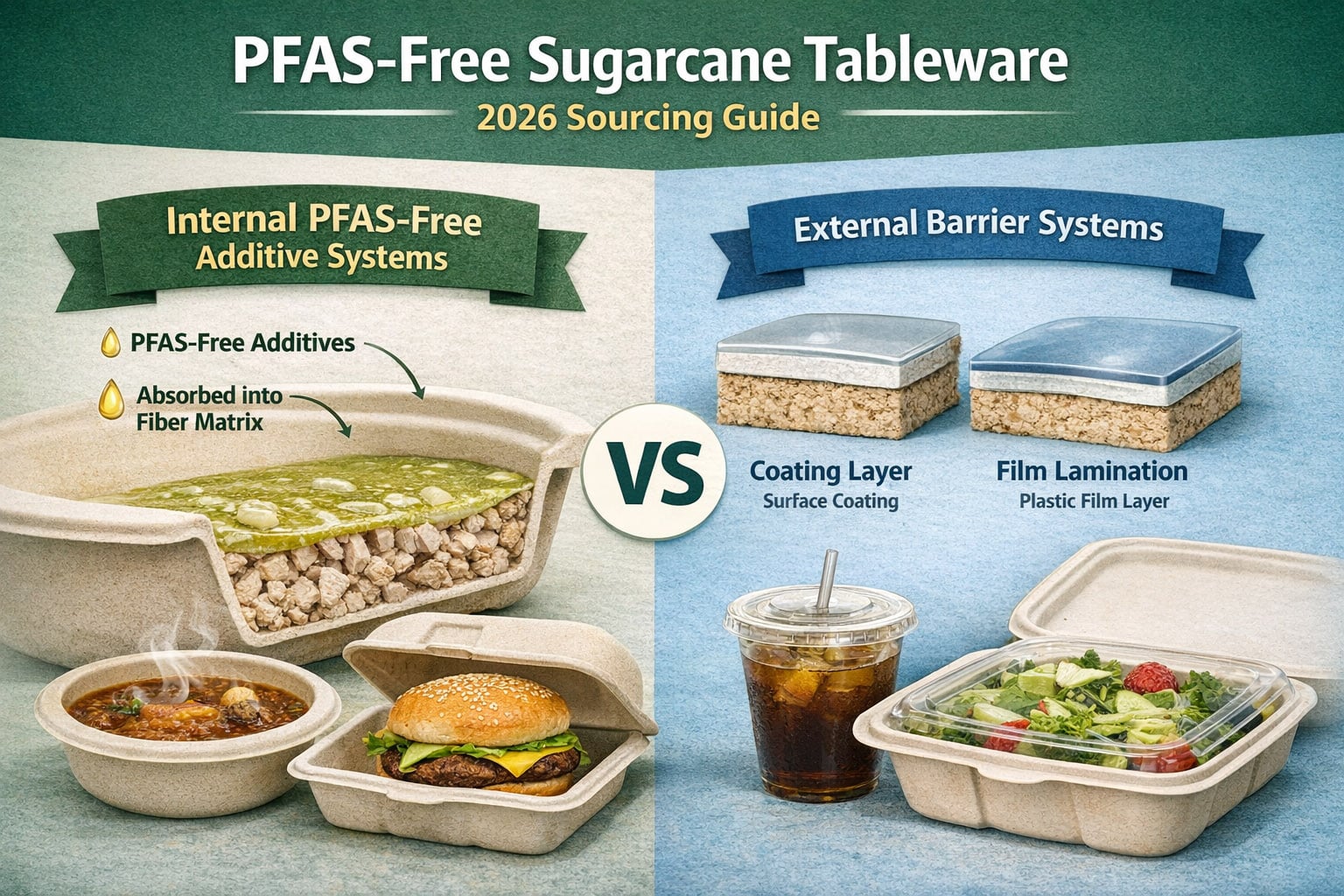
このガイドブックは、その疑問を中心に構成されている。このガイドでは、現在形成されている2つの主要な技術的ルートに焦点を当てている。 PFASフリーのサトウキビ食器調達:内部PFASフリー添加剤システムと外部バリアシステム。また、バイヤーが低温添加剤技術と高性能内部添加剤技術を区別しなければならない理由、ラミネーションとコーティングを交換可能な概念として扱うことができない理由、および以下の理由についても説明しています。 工場規模の再現性は、1回限りのサンプルの成功よりも重要である。. .要するに、これは環境概要ではない。2026年に技術的にも商業的にも正当なパッケージングを決定するための調達フレームワークである。.
3.定義ボックス:用語、境界線、そして「PFASフリー」が本当に意味するもの
技術的経路を比較する前に、バイヤーはサプライヤーの主張、試験報告書、製品仕様書で使用されている言葉を明確にする必要がある。PFASフリーの成形繊維の調達において、混乱はしばしば用語から始まる。次のような言葉がある。“PFASフリー," "フッ素フリー," "耐グリース," "コーティングと"積層”があたかも同じ意味であるかのように使われることが多い。そうではない。調達、コンプライアンス、製品開発チームにとって、これらの区別は意味上の詳細ではない。製品がどのようにテストされ、性能がどのように解釈され、調達決定がどのように守られるかに直接影響する。.

| 期間 | この記事の意味 |
|---|---|
| PFASフリー | テストロジック、文書化、市場固有のコンプライアンスレビューによって裏付けられなければならない主張。. |
| フッ素フリー | 完全なPFAS適合の結論とは異なるが、関連する一般的な業界表現。. |
| 内部PFASフリー添加剤システム | フッ素を含まない耐グリース性・耐水性化学薬品が、パルプシステム内から成型繊維工程に導入されている。. |
| 外部バリアシステム | 主基材の後または表面レベルで繊維成形品に付加されるバリア構造。. |
| フィルムラミネート | 繊維基材に接着またはラミネートされた明確なバリアフィルム層。. |
| 表面塗装システム | 液体、水性、バイオベース、または同様のコーティング材料から形成される表面塗布バリア層。. |
| 耐グリース性 | 食品の種類、温度、保持時間、構造、工程の一貫性によって影響を受ける、用途特有の性能結果。. |
表1.本ガイドで使用するコア用語
3.1.PFASフリーはコンプライアンス重視の主張であり、安易なマーケティングフレーズではない
専門的な調達の文脈では、「PFASフリー」は、定義された証拠連鎖によって裏付けられなけれ ばならない主張として理解されるべきである。市場や認証の枠組みにもよるが、そのエビデンスには、フッ素スクリーニング、対象物質試験、署名された宣言書、成分文書、製品固有のコンプライアンス・レビューが含まれる。メソッドの範囲、文書のトレーサビリティ、サンプルの同一性を伴わない単体の宣伝文句として扱うべきでは決してない。.
3.2.フッ素フリーとPFASフリーは関連しているが、同一の概念ではない
“「フッ素フリー」は、意図的にフッ素化された化学物質が添加されていないことを示す略語として、取引上のコミュニケーションでよく使用される。しかし、フッ素ベースのスクリーニングとPFAS判定は同じ分析問題ではありません。フッ素の結果は、指標またはスクリーニングツールとして使用されるかもしれませんが、PFASのコンプライアンスは、標的分析、総フッ素のコンテキスト、宣言、および技術文書を含むより広範な解釈を必要とするかもしれません。言い換えれば、単純な「不検出」声明は、製品がすべての関連するPFASの枠組みの下で完全に特性評価されたことを自動的に意味するものではありません。.
3.3.内部添加システムは外部バリアシステムと同じではない
この記事で, 内部PFASフリー添加剤システム とは、パルプシステム内から成形繊維工程に導入される、フッ素を含まない耐グリース性と耐水性の化学物質のことである。これらの添加剤は、最終成形とホットプレスの前に製造工程に組み込まれる。その商業的価値は、プロセスの統合、スケーラブルな生産量、二次的な表面処理への依存度の低減にある。.
対照的だ、 外部バリアシステム は、主基材の後又は表面レベルで繊維成形品に加えられるバリア構造を指す。このガイドでは、外部バリアシステムは2つの異なるサブカテゴリーを含む: フィルムラミネート そして 表面塗装システム. .これらのルートは、特定の用途ではバリア性能を向上させるかもしれないが、内部添加技術と混同してはならない。.
3.4.ラミネーションとコーティングは互換性のない用語です。
ラミネーション とは、繊維基材に接着またはラミネートされた別個のバリアフィルム層のことである。この技術的な論理は、物理的なバリアを形成する別個の材料層に基づいている。. コーティング, 対照的に、液体、水性、バイオベース、または類似のコーティング材料から形成され、基材表面に塗布、乾燥、固定される表面塗布バリア層を指す。どちらも外部バリアシステムに属するが、構造、プロセスフロー、欠陥プロファイル、規制の解釈が異なる。テクニカルライティングやソーシングレビューでは、両者を決して互換性のある言葉として扱うべきではない。.
3.5.耐グリース性は用途に特化した性能結果である。
"耐グリース性”「を普遍的なイエスかノーかの特性として読むべきではない。繊維成形包装の場合、耐グリース性は実際の食品システム、接触温度、保持時間、充填状態、構造設計、肉厚、生産の一貫性に依存する。低温または常温の食品に対しては良好な性能を発揮する製品でも、高温の油や熱いソース、あるいは長い配送サイクルでは失敗することがあります。これが、この記事が後に以下のように区別している理由である。 低温内部添加システム そして 高性能内部添加剤システム すべてのPFASフリー添加物を1つのカテゴリーとして扱うのではなく、PFASフリー添加物を1つのカテゴリーとして扱う。.
3.6.この記事では、1つのルートが常に正しいとは仮定していない
このガイドは、すべての外部バリア・ソリューションが自動的に劣っていると想定するものではなく、また、すべての内部添加剤システムが自動的に適合または高性能であると想定するものでもない。このホワイトペーパーの目的は、より狭く、より実際的なものである。技術的なルートを正しく定義し、調達条件下でそれらを比較し、バイヤーが特定の用途に対してどのルートが商業上、運用上、規制上守れるかを決定する手助けをすることである。.
4.規制ベースライン2026 - バイヤーが実際に遵守しなければならないこと
の購入者向け PFASフリーのサトウキビ食器, 2026年の規制見直しは、単一の証明書や一般的なサプライヤー宣言に還元することはできない。コンプライアンス・ベースラインは現在、以下の組み合わせによって形成されている。 市場別PFAS基準値, 食品接触文書の要件そして 繊維ベースのパッケージングにおけるバリア構造の精査の増加. .現実的な調達の観点から言えば、バイヤーは、製品がPFASフリーであると宣伝されているかどうかだけでなく、その主張がどのように裏付けられているのか、どのテストロジックが使用されたのか、進化するパッケージングルールの下で製品構造が商業的に擁護可能なままであるかどうかを評価しなければならないことを意味する。.
輸出向けの調達チームにとって最も重要な変化は、PFASへの適合がもはや周辺的な持続可能性の話題ではないということである。特に、食品接触安全性、堆肥化可能性の主張、リサイクル可能性の期待、プラスチック削減政策が交差する現在では、主流となるパッケージング承認の一部となりつつある。サトウキビ食器は多くの場合、耐油性、耐熱性、食品接触安全性、信頼できる循環型素材プロファイルなど、いくつかの性能とコンプライアンス目標を同時に満たすことが求められるため、繊維成形食品サービス用パッケージングでは、これは特に重要である。.
4.1 欧州連合PPWRが主要な2026年基準点となった

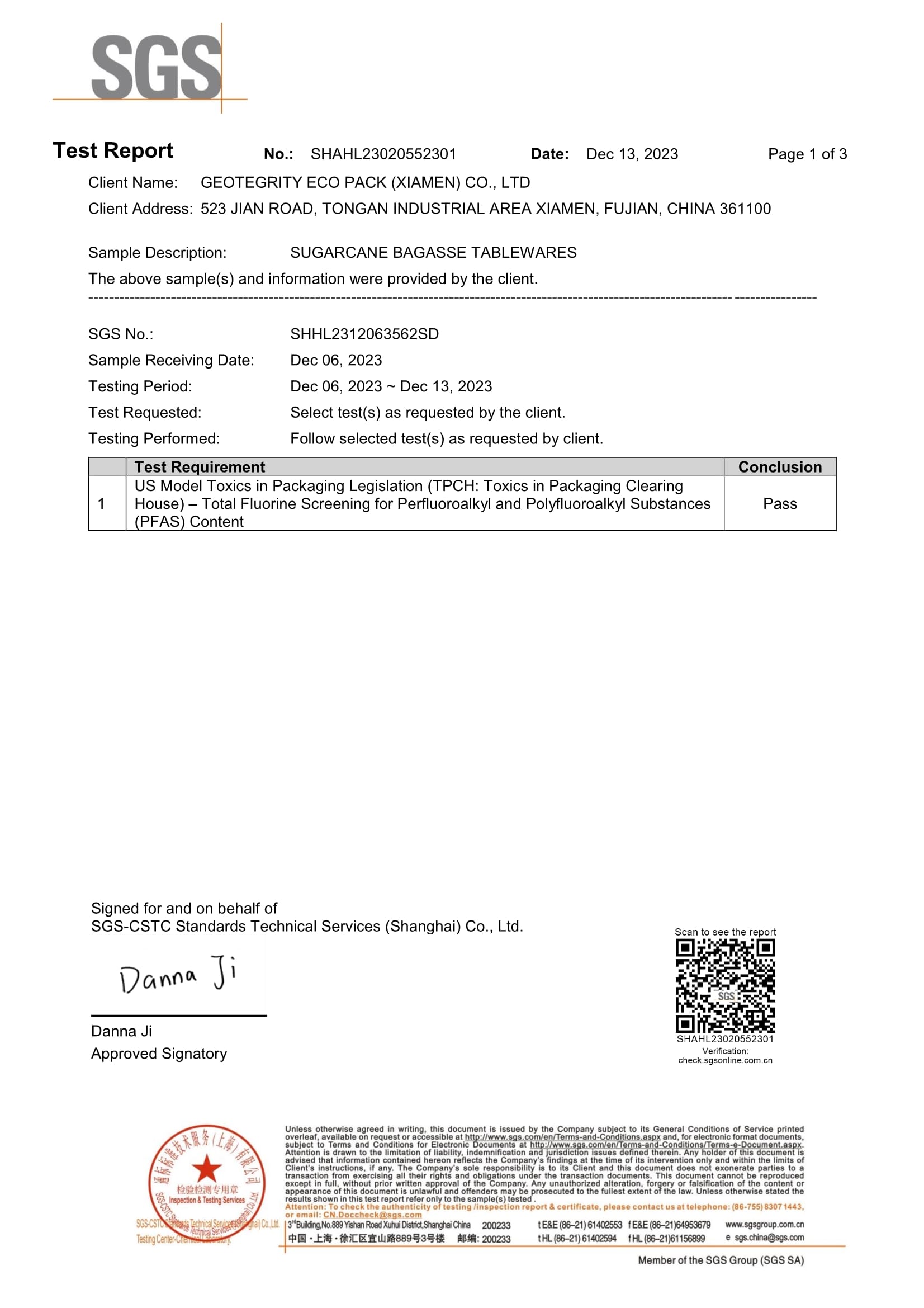
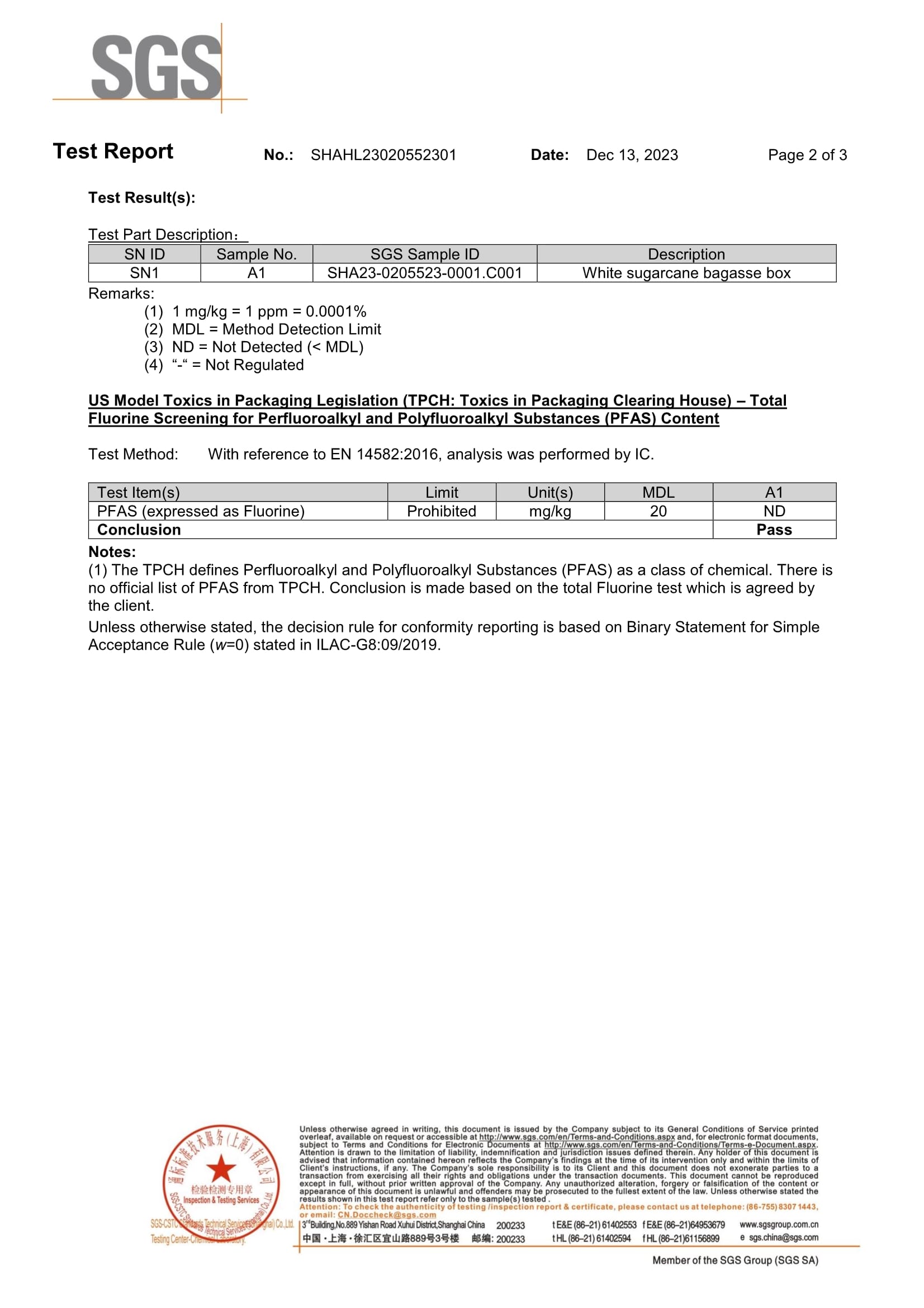
EU市場に出される食品接触包装については 包装および包装廃棄物規制 現在、PFASの審査において最も重要な規制の軸となっている。以下より 2026年8月12日, 食品に接触する包装材は、規制で定められた濃度限界以上のPFASを含んではならない。これには以下の制限がある。 個々のPFASについて25ppb, PFASの合計で250ppbそして PFAS合計で50ppm. .さらに、総フッ素量が50mg/kgを超える場合、メーカーは技術文書の一部としてフッ素の供給源を証明できなければならない。バイヤーにとって、これは「PFASフリー」という大まかな謳い文句ではもはや不十分であることを意味する。重要なのは、サプライヤーが適用される分析ロジックと文書化負担に沿った製品固有のエビデンス・パッケージを提供できるかどうかである。.
商業的な意味合いも同様に重要である。EUの包装の枠組みは、懸念物質に対する締め付けを強めているだけでなく、市場を循環経済の文脈で正当化しやすい包装構造へと向かわせている。このため、よりシンプルな材料ロジックを持つ繊維ベースの製品は、追加のバリア層に大きく依存する構造よりも、長期的に強力な調達ポジションを提供する可能性がある。調達チームにとって、もはや問題は、製品が今日のテストに合格できるかどうかだけでなく、その構造が次の段階の包装の精査の下でも戦略的に防衛可能かどうかである。.
4.2 欧州でラミネートまたはコーティングされた繊維構造の見直しが必要な理由
欧州の規制の文脈では、バイヤーは、主に繊維をベースとしたままの繊維成形品とプラスチックを含むバリア層に依存する成形品を注意深く区別する必要もある。使い捨てプラスチックに関する EU のガイダンスは、プラスチックライニングやプラスチックコーティ ングを施した紙や板製品は、依然としてプラスチック規制の解釈に入る可能性があることを既に明 らかにしている。これは、すべてのラミネートまたはコーティングされた構造が自動的に非準拠になるという意味ではない。つまり 外部バリアシステムは通常、より高い解釈負担を伴う, 特にバイヤーが、PFASへの適合に加えて、リサイクル性、撥水性、プラスチック削減の位置づけを守る必要がある場合だ。.
このため、ラミネートおよびコーティングされた繊維成形品は、目先のバリア性能だけで評価すべきではない。バイヤーは、繊維の純度や循環性がより重要な購買基準となりつつある地域において、その構造が新たな規制上の問題やリサイクルの制限、市場参入のリスクを生むかどうかも考慮すべきである。.
4.3 北米:認証ロジック、州の制限、FDAのシグナルが連動するようになった
北米では、認証要件、州レベルの食品包装規制、連邦政府の規制措置という、3つの重なり合うメカニズムによってコンプライアンス状況が形成されている。堆肥化可能な食品サービス製品については、BPIが最も明確な基準点のひとつとなっている。BPIのフッ素系化学物質に関する方針では、製品の配合にフッ素系化学物質が含まれていないことの証明、BPIが承認したラボからの最大フッ素含有量を示す試験結果、およびフッ素系化学物質が含まれていないことを示す試験結果を要求している。 100 ppm 全有機フッ素, また、意図的に添加されたふっ素化 学物質が含まれていないことを確認する署名入りの 声明も必要である。ソーシング・チームにとって、この要求事項の重要性は、単に数字だけではありません。それは、コンプライアンスが文書と実験室の証拠の両方によって裏付けられなければならないという事実である。.
州レベルの規制は、説明責任の層をさらに増やす。例えばワシントン州は、制限された食品包装カテゴリーについて適合証明書を要求し、包装が使用されている間、および流通後定められた期間、製造業者はこれらの記録を保持しなければならないことを明確にしている。これにより、PFASのコンプライアンスは、マーケティング上の言葉を超えて、監査可能なサプライチェーンの文書化へと移行する。バイヤー 成形繊維 したがって、ボウル、プレート、オープントップ容器、または密閉容器は、クレームだけでなく、実際の製品の種類に対応するトレーサブルなコンプライアンス記録を期待すべきである。.
連邦レベルでは、FDAの措置により、紙や板紙の食品包装におけるPFASベースの防油剤からの市場シフトがさらに強化された。FDAは、35のPFAS関連の食品接触に関する通達が以下の時点で無効であると決定した。 2025年1月6日, 遵守期限は 2025年6月30日 は、その発効日以前に製造、供給、使用された特定の食品用紙包装のためのものである。調達担当者にとって、これはPFASフリー化がもはや推測の域を出ないという強いシグナルである。これは、北米包装市場の規制の方向性にすでに組み込まれている。.
4.4 PFASフリーのサトウキビ食器購入者にとっての意味
 |  |
バイヤーは、単一のロゴ、一般的な宣言、または1回限りのサンプルテストに基づいて、PFASフリーのバガス食器を承認するべきではありません。2026年のベースラインでは、より構造的な見直しが必要である。少なくともバイヤーは、どの市場規格を対象としているのか、どのような種類のフッ素やPFASの試験が行われているのか、試験結果が実際のSKUや製品の構造と一致しているのか、製品が内部添加物システムに依存しているのか、あるいは外部バリア構造に依存しているのかなどを確認する必要があります。.
言い換えれば、規制遵守と技術設計はもはや別々に検討することはできない。PFASフリーのサトウキビ食器にとって、防衛可能な調達決定とは、次のようなものである。 請求言語, 試験範囲, 製品構造そして マーケット・デスティネーション を1つの承認ロジックにまとめた。これが、次のセクションに続く技術的な比較の基礎となる。.
5.成形繊維の耐グリース性がスローガンではなくプロセスの問題である理由
繊維成形食品包装では、耐油性はしばしば単純な製品の特徴のように議論される。実際には、耐油性は プロセス制御された業績結果.A サトウキビボウル, トレイやクラムシェルが、PFASフリー、堆肥化可能、植物繊維から成形されているというだけで、商業的に信頼できるようになるわけではありません。実際の性能を決定するのは、完全な生産システムが、油、熱、湿気、圧力、時間にさらされたときに安定性を保つ繊維構造を作り出せるかどうかである。.
成型繊維はプラスチックやフィルムベースの包装と同じように破損しないため、この区別はバイヤーにとって非常に重要である。サトウキビの食器では、油脂の移行は通常、次のようなことに関連している。 繊維の空隙率、局所的な弱点、構造密度、加工の一貫性. .最初の充填時には外見上問題がなくても、熱い食品に数分間接触させると、裏面の油の影、縁の染み出し、局部的な軟化、底板の貫通などが発生することがある。このため、耐油性は使用時の外観だけで評価してはならない。定められた使用条件下で評価されなければならない。.
5.1 ファイバー構造は出発点であり、最終的な答えではない

サトウキビバガスは強度が高く、商業的に魅力的な繊維成形基材であるが、本来はバリア性の高い素材ではない。他の植物繊維構造と同様に、バガスには細孔のネットワーク、繊維の交差点、成形、脱水、熱プレスの際に生じる密度の可変領域が含まれている。これらの構造的特徴こそが、製品を軽量化し、堆肥化可能で、大規模な製造が可能なものにしている。また、バリア設計が脆弱であったり、製造条件が不安定であったりすると、制御不能な油分や水分の浸透が起こりうる理由でもある。.
これが、PFASフリーの繊維成形品が、素材の同一性だけで判断されるべきではない理由である。「バガス」は、それだけで性能を保証するものではありません。同じ基材繊維から作られた2つの製品は、添加剤システム、金型設計、肉厚、プレス条件、脱水効率、成形後の一貫性によって大きく異なる挙動を示す可能性があります。商業的な調達において、本当の技術的な問題は、基材が持続可能かどうかではない。完成した構造体が、意図された食品接触負荷に耐えられるように設計・製造されているかどうかである。.
5.2 グリース不良は通常、目に見える苦情になる前の構造的な事象である
多くのバイヤーは、目に見える漏れの問題が現れて初めて耐グリース性を評価する。それでは遅すぎる。実際には、成形された繊維の不具合は、明らかな顧客からの苦情になるずっと前に、構造的な弱点として始まることがよくあります。オイルは、低密度領域、エッジトランジション、コーナー形状、シーリングリム、または積み重ねや輸送中に生じた応力領域を通って移動する可能性があります。製品に明らかなシミやリークスルーが現れる頃には、その下にあるバリアシステムはしばらくの間、性能不足に陥っていることが多い。.
センターパネルの性能だけでは十分でない理由もここにある。ボウル底は、静的なベンチテストでは安定しているように見えるかもしれないが、実際の持ち帰り使用時には、リムエリア、サイドウォールの移行部、またはコンパートメントエッジが本当の故障ポイントになる。従って、バイヤーは、耐グリース性を、平らな表面の実験室での主張ではなく、完全な構造の性能問題として扱うべきである。.
5.3 熱、油の負荷、ホールドタイムは異なる変数であり、一緒にしてはならない
 |  |
最も一般的なソーシングの間違いの一つは、食品用途をあまりに大雑把に説明することである。“温かい食べ物”「は試験方法ではない。温かいご飯を詰めた繊維成形品のパッケージと、フライドチキンやカレー、油の多い麺類、脂肪分の多いスープを詰めたパッケージとでは、挙動が大きく異なる。温度は重要だが、温度だけでは性能は説明できない。. 油の負荷、接触時間、製品の形状も同様に重要である。.
このため、温かい食品との短時間の接触では優れた性能を発揮するPFASフリー製品でも、より長い配送サイクル、より高いグリース濃度、または繰り返される保温の下では、故障する可能性がある。低温内部添加剤システムと高性能内部添加剤システムを、あたかも同じ用途であるかのように一緒にしてはならない理由もここにある。両者の違いは、単なるマーケティングの違いではない。それは、意図された使用条件とプロセス能力の違いである。.
| 可変 | なぜ重要なのか | 典型的なバイヤーの間違い |
|---|---|---|
| 食品の温度 | 温度が高くなると、繊維の軟化、水分の移動、バリアストレスが促進される可能性がある。. | すべての “ホットフード ”を一つの条件として扱う。. |
| オイルロード | 油脂を多く含む食品は、乾燥食品や低脂肪食品とは異なる浸透の難しさを生み出す。. | 温かいご飯と油っぽい麺が同じバリアレベルを必要とするとして。. |
| 保持時間 | 接触時間が長いと、裏面のシミ、染み出し、構造的弱化のリスクが高まる。. | 短時間の接触試験のみに基づいてサンプルを承認すること。. |
| 製品形状 | コーナー、リム、サイドウォールのトランジション、コンパートメントのエッジは、しばしば最初の故障ポイントになる。. | センターパネルまたはフラットボトム部分のみの評価。. |
| 壁厚 | 薄肉部は、気孔率のばらつきやグリースのブレークスルーに対してより敏感である。. | バリア性能を見直すことなく軽量化。. |
| プロセスの一貫性 | 安定した耐グリース性は、繰り返し可能な成形、脱水、ホットプレス条件によって決まる。. | 単一のサンプルバッチのみから性能を判断する。. |
表2.成型繊維包装の耐グリース性に影響する主な変数
5.4 結露、湿気、グリースは同じ故障モードではない
もう一つのよくある混乱の原因は、水分に関連した影響の読み違いである。成形繊維包装では、結露とグリース浸透は同一の事象ではない。高温で充填された製品は、蒸気の移動と温度差により、特に蓋をして持ち帰る使用中に、目に見える湿気や表面の湿り気を発生させることがあります。これは自動的に耐油システムの故障を意味するものではない。より重要な問題は、実際に油脂の浸透、繊維の軟化、構造の弱体化、あるいは油脂の浸透に関連した持続的な裏面のシミがあるかどうかです。.
真剣に製品を評価するためには、バイヤーは少なくとも3つの条件を分けて考える必要がある: 高温多湿, 熱油そして 熱-脂肪-保持時間複合ストレス. .試験や製品推奨においてこれらの条件を区別できないサプライヤーは、実際の外食産業での使用において信頼できるPFAS-Freeガイダンスを提供する可能性は低い。.
5.5 2026年のグリース耐性は工場管理の問題である
2026年までには、市場はもはやPFASフリーの繊維成形品が単独のサンプル試験に合格できるかどうかだけを問うものではなくなっている。より重要な問題は、商業生産、複数のSKU、輸出ロットの繰り返しにわたって同じ性能を維持できるかどうかである。これが、耐グリース性を製造規律の問題として扱うべき理由です。添加剤の化学的性質も重要ですが、パルプの調製、添加量の管理、成形安定性、金型温度、滞留時間、壁厚のばらつき、品質管理の規律も重要です。.
ソーシングの観点からは、多くのサプライヤーが分離を始めるポイントである。一部のサプライヤーは、実験室用サンプルとして許容できる。生産速度が上がり、カートンの数量が増え、複数の製品フォーマットが並行して稼働する場合、再現可能なパフォーマンスを維持できるサプライヤーは少ない。. バイヤーにとって、本当の購買リスクは最初のサンプルにあることはほとんどない。それは商業規模での一貫性のなさである。.
ここもまた バイオリーダーの生産経験 が関係してくる。成形繊維の輸出供給において、耐グリース性は単一素材の主張として管理されることはありません。耐グリース性は、繊維構造、工程管理、添加剤の選択、およびアプリケーションのマッチングの複合的な結果として管理されます。そのため、次のセクションでは、ラミネーションや表面コーティングなどの外部バリアシステムに移る前に、低温ルートと高性能ルートの実際的な違いを含め、まず内部のPFAS-Free添加剤システムに焦点を当てます。.
6.ルートA - PFASを含まない内部添加剤システム
利用可能なPFASフリー技術経路の中で 成型ファイバー食品包装, 内部添加剤システムは、依然として商業的に最も適切な出発点である。その重要性は、ひとつの現実的な事実に由来する。 モールドファイバー・プロセスの中で, むしろ、別個の成形後バリア層に依存する。バイヤーにとって、これは重要なことである。なぜなら、統合されたシステムは、一般的に、スケールアップが容易で、生産管理がしやすく、単独の表面処理としてではなく、完全な工場工程の一部として評価しやすいからである。.
商業的な調達において、内部添加剤システムは、主流のサトウキビ食器用途において、性能、処理能力、コストのバランスを最もよくとるルートであることが多い。すべての極端な使用ケースにおいて自動的に最強のバリアオプションとなるわけではありませんが、バイヤーが過剰な構造的複雑性を追加することなく再現可能な耐グリース性を必要とする大量持ち帰り包装では、しばしば最も実用的なルートとなります。これは、内部システムを単一の一般的なカテゴリーとして議論すべきではない理由でもある。実際の調達と製造では、次のような大きな違いがある。 低温内部添加システム そして 高性能内部添加剤システム.
 |  |
6.1 内部添加システムの実際の意味
この記事では、内部PFAS-Free添加剤システムとは、成形繊維の製造工程内、通常は最終成形とホットプレスの前にパルプシステムを通して導入されるフッ素を含まない耐グリース性と耐水性の化学物質を指す。その商業的論理は単純である。主に外部フィルムやコーティング層によってバリア性を構築するのではなく、生産者は成形、脱水、ホットプレス制御と組み合わせた工程統合化学によって最終成形品の耐性性能を向上させようとするのである。.
この区別は重要である。というのも、内部システムはしばしば、単なる “システム "であるかのように誤解されるからである。“パルプに添加される原料.”実際には、添加剤自体は結果の一部でしかない。実際の性能は、添加剤が繊維分布、構造密度、水分除去、熱成形条件とどのように相互作用するかによって決まる。これが、2つのサプライヤーがともにPFASフリーの内部添加剤を使用していると主張しても、製品が高温で油分の多い、あるいは長時間保持される持ち帰り食品で充填されると、まったく異なる性能を発揮する理由である。.
ソーシングの観点から見ると、内部システムの主な強みは、完全な製造ルートの一部として評価できることである。バイヤーは、化学的な主張だけを審査しているわけではない。サプライヤーが、パルプ調製、添加剤管理、成形一貫性、熱間プレス、SKUのばらつき、最終バッチ生産に至るまで、安定したプロセスウィンドウを維持できるかどうかを審査しているのである。.
6.2 低温内添加剤システム
低温内部添加剤システムは、一般的に、あまり要求の厳しくない耐グリース環境を対象としている。実用的には、これらのシステムは一般的に以下のような場合に適しています。 コールドチェーン、常温、ドライフード、低グリース用途 パッケージが長時間の高温油、高脂肪負荷、長時間の高温保持条件にさらされない。標準的な生産経済性に近く、より低い性能-コスト負担で主流の大量生産に対応できるため、商業的に魅力的であり続けることが多い。.
このタイプのシステムは、用途が正しく適合すれば、十分に適切なものとなる。例えば、サラダ、果物、ベーカリー製品、常温の食事、比較的低脂肪の食品との短時間の接触に使用される製品は、より要求の厳しい内部システムの高いバリアマージンを必要としないかもしれない。このような場合、製品を過度に強化しても、真の商業的価値を提供することなく、コスト増にしかならない可能性がある。.
調達リスクは、バイヤーやサプライヤーが低温システムを、あたかも全てのPFASフリー成形繊維包装に普遍的に適しているかのように扱うことから始まる。そうではありません。食品プロフィールが高温、油分が多い、ソースを多用する、あるいは長時間保持する持ち帰り用へとシフトすると、性能ウィンドウは大きく変化します。軽負荷の条件下で承認された製品であっても、実際の外食産業での使用においては、裏面シャドーイング、エッジの染み出し、局所的な軟化、不安定な一貫性などが見られる場合があります。このような理由から、低温内部システムは、“高温食品に安全 ”や “油脂に強い ”といった広範で一般的な謳い文句ではなく、実際の用途プロファイルに対してのみ承認されるべきである。”
6.3 高温PFASフリー内部添加剤システム
高温PFASフリー 内部添加剤システムは、グリース負荷、温度ストレス、保持時間が著しく高い、より要求の厳しい繊維成形用途向けに開発されている。調達の観点から言えば、これは熱い持ち帰り料理、油の多い調理済み食品、ソースの多い用途、その他の要求の厳しい外食環境に最も関連するルートです。その商業的価値は、一体成型繊維プロセスの操作上の利点を維持しながら、より強力な耐グリース性能を提供することにある。.
技術的な観点からは、これらのシステムは単に同じ添加剤をより高いレベルで使用していると理解すべきではない。よく管理された生産においては、これらのシステムは、内部の添加剤の化学的性質、繊維と表面の相互作用、プロセスの安定化、およびホットプレスによる高密度化の協調的な結果としてよりよく理解される。最終的なバリア効果は、低密度領域、サイドウォールのトランジション、コーナー、リム、および成形繊維製品が実際の持ち帰り使用で最初に破損するその他の領域を含む成形品の全構造にわたって、システムがどれだけ効果的に機能するかによって左右されます。.
これはまた、プロセスの規律が決定的となるポイントでもある。. 高温PFASフリー内部システム 工場がその主張を正当化できるのは、パルプの一貫性、添加剤の投与量、混合順序、脱水挙動、金型温度、滞留時間、および壁厚制御にわたって安定性を維持できる場合に限られる。そのような規律がなければ、たとえ技術的に高度な添加物パッケージであっても、一貫性のない商業的結果をもたらす可能性がある。ベース バイオリーダーの成形繊維製造の経験, 最も信頼性の高い高温PFASフリーの結果は、単一素材の主張によって達成されるのではなく、異なるSKUや輸出バッチ間で安定した状態を維持する反復可能なプロセス・ウィンドウによって達成される。.
バイヤーにとって、実用的な意味は明確である。高温PFASフリーの内部システムは、主流のホットテイクアウト包装にとって最もバランスの取れた選択肢であることが多いが、それでも実際の使用ケースと照らし合わせて検証されるべきである。熱レベル、グリース濃度、充填時間、蓋の状態、積み重ね圧力、配送期間はすべて最終結果に影響する。従って、正しい承認問題は、サプライヤーがその製品を「高性能」だと言っているかどうかではなく、その性能が意図された用途を反映した条件下で実証されているかどうかである。.
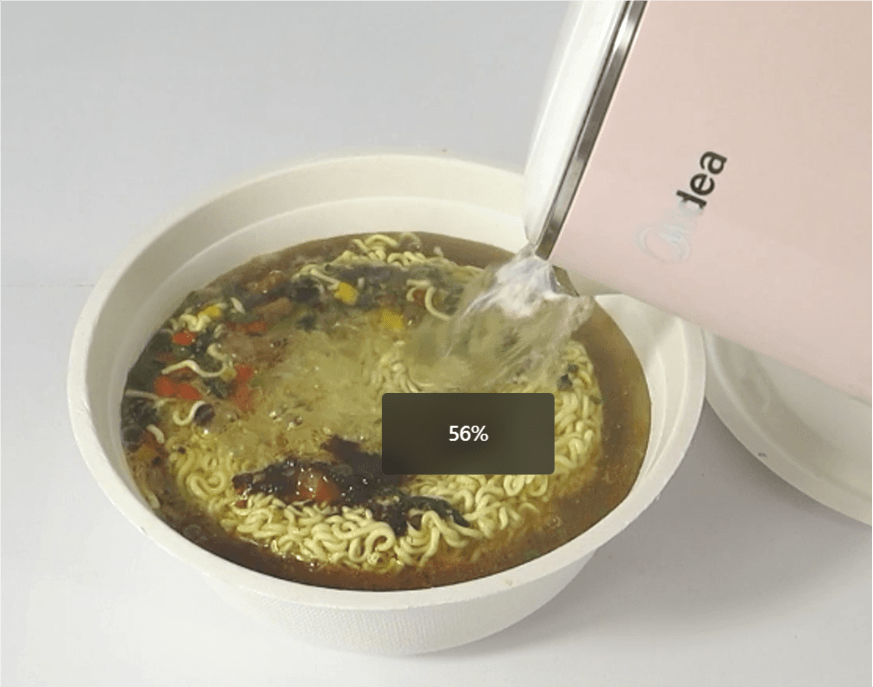
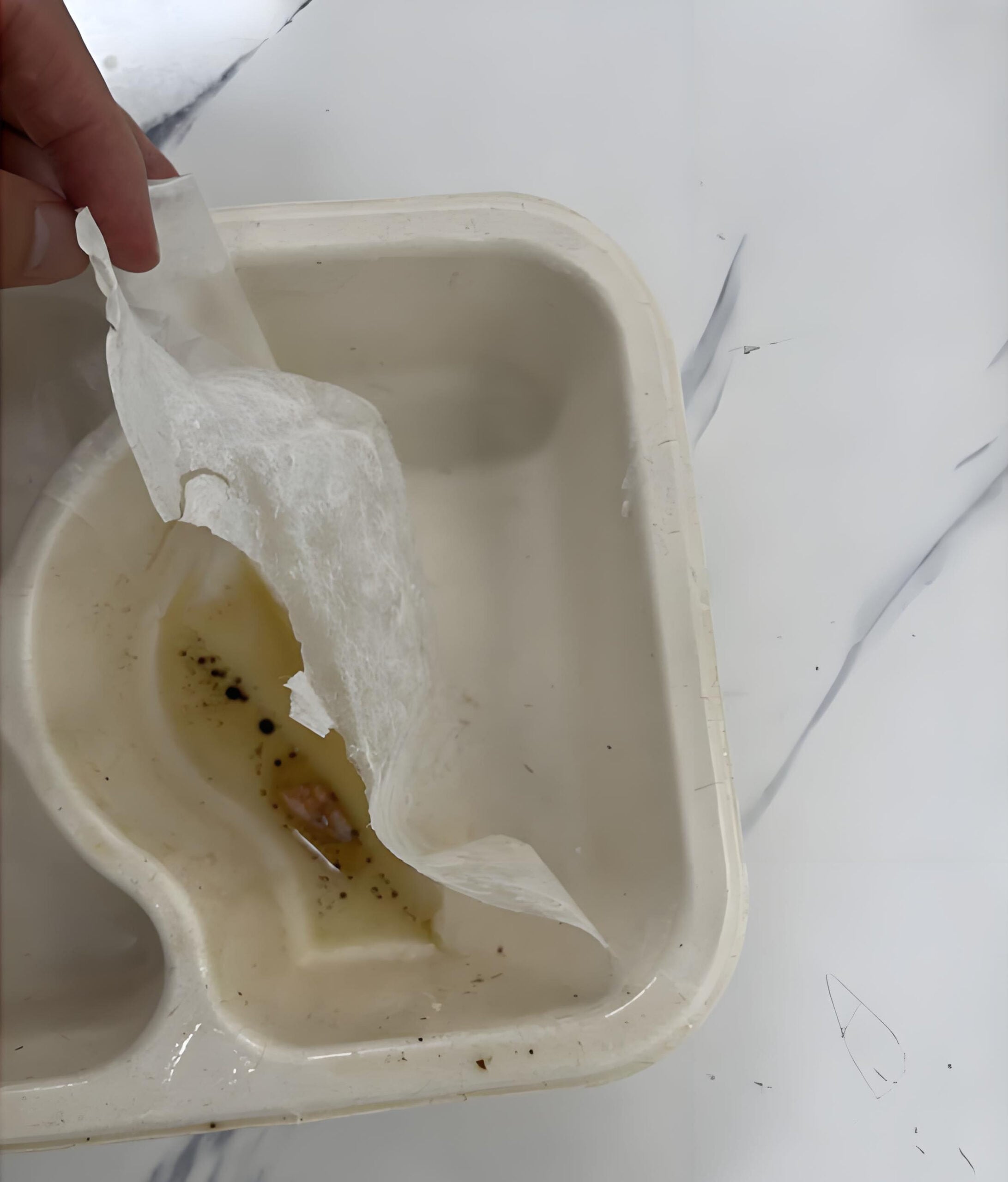
アプリケーションベースのバリデーションが実際にどのようなものかを説明するために、バイオリーダーは、混合食品条件下で、高温PFASフリーのサトウキビバガス蓋付き容器を使用して、実際の家庭用電子レンジ再加熱デモを実施した。.
実際の電子レンジ再加熱デモ
現実的な再加熱条件下での実用的な性能を実証するために、バイオリーダーは、以下のような試験を行った。 高温PFASフリーの蓋付きサトウキビバガス容器 使用して ご飯、油っぽい残り物、水200mlくらい 標準的な家庭用電子レンジで。.
その後 ハイパワーで3分, 料理は非常に熱かった。 容器本体と蓋は無傷のままである。 底や縁からの漏れがない. .その後 スタンディング30分, リークは観察されなかった。同じサンプルを再加熱して さらに2分. .となったが 加熱を繰り返すとやや柔らかくなる, しかし、それでもしっかりと食材を支えていた。 漏れなし.
この実使用デモは、よく制御された高温PFASフリー内部システムが、要求の厳しい持ち帰りや再加熱のシナリオにおいて、信頼できる耐グリース性と水分バリア性能を提供できることを示す、有用なアプリケーションレベルの証拠となる。.
注: これは、家庭用再加熱の社内デモであり、実用上の参考となるものである。標準化された第三者機関による試験、認証、または市場固有のコンプライアンス検証に代わるものではありません。.
6.4 社内システムが商業的に魅力的であり続ける理由
PFASフリー添加剤システムの継続的な強みは、技術的なものだけではない。また、運用面や商業面でも優れている。バリアロジックは成形繊維の製造ルートに統合されているため、バイヤーは多くの場合、個別の下流工程に依存する外部バリア構造よりも、主流の食品サービス用パッケージングに対してよりスケーラブルなソリューションを得ることができる。これは通常、よりクリーンな生産フロー、より少ない二次加工変数、大量輸出供給のためのより実用的なコスト構造をサポートする。.
内部システムはまた、バイヤーがよりシンプルな繊維ベースのパッケージング構造を重視するようになっている市場において、より分かりやすい調達シナリオを提供する可能性もある。試験や文書化、用途に特化したバリデーションが不要になるわけではないが、多くの場合、ラミネート包装やコーティング包装につきものの構造の複雑さを軽減することができる。調達チームにとって、これはバリア性能、生産効率、長期的なコンプライアンス位置づけのバランスがより管理しやすくなることを意味します。.
6.5 内部システムが実際にはまだ機能していない場合
PFASフリーの内部添加剤システムは、その利点にもかかわらず、技術的リスクを除去するものではない。アプリケーションが誤って分類された場合、製品が過剰に軽量化された場合、鋭利な形状が局所的な応力点を作り出した場合、またはプロセスの一貫性が弱い場合、それでも失敗する可能性がある。実際の外食用包装でよくある問題ゾーンには、シーリングリム、コンパートメントの移行部、鋭角部、薄肉部、高脂肪食品システムで長いホールドタイムにさらされるフォーマットなどがある。.
これが、バイヤーが内部システムを自動的な保証として扱うことを避けるべき理由である。PFASフリーの内部添加剤ルートは商業的に強力でありうるが、それは製品設計、プロセスウィンドウ、アプリケーションプロファイルが一致している場合に限られる。現実的なソーシングにおいて、これは最も強力なサプライヤーが最も広範な主張をするサプライヤーではないことを意味する。サプライヤーは、性能の境界がどこにあり、それがどのようにテストされ、工場規模でどのように再現性がコントロールされているかを説明できるものである。.
7.ルートB - 外部バリアシステム
外部バリアシステムは、繊維成形食品サービス包装における第二の主要なPFASフリー経路である。成形プロセス自体で抵抗性能を構築する内部添加剤システムとは異なり、外部バリアシステムは、グリースや湿気の保護を向上させるための明確な表面レベルのバリアに依存している。調達の観点からは、このルートは通常、標準的な成形繊維構造体が内部化学物質だけで提供できるよりも強力なバリアマージンが必要な場合や、特定の食品用途で液体、油、またはホールドタイム条件が異常に厳しい場合に検討される。.
調達チームにとって重要な問題は、外部バリアシステムが機能するかどうかではない。多くの場合、機能する。より重要な問題は、追加されるバリア性能が、結果として生じる 構造の複雑さ、工程依存性、コスト、循環性の見直し. .これが、外部システムをデフォルトのアップグレードとして扱うべきではない理由である。外部システムは、独自の利点、制限、規制上の意味を持つ、明確な技術的ルートとして評価されるべきである。.

7.1 外部バリアシステムに属するもの
本ガイドブックでは、外部バリアシステムは主に2つのカテゴリーに分類される: フィルムラミネート そして 表面塗装システム. .どちらも表面志向のソリューションであるが、技術的にも調達面でも互換性はない。フィルムラミネーションは、成形された繊維基材に明確なフィルム層を接着することでバリアを形成する。表面コーティングシステムは、液体または分散液ベースの材料を表面に塗布し、乾燥、硬化、固定の後に機能層を形成することによってバリアを形成する。.
この2つのルートは、生産、性能の安定性、市場の解釈において異なる挙動を示すため、この区別は重要である。ラミネート構造では、物理的なバリアコンセプトが明確になりますが、より明確なマルチマテリアルロジックが導入されます。コーティング構造は、最終的な外観はより軽く、より目立たなくなるかもしれないが、加工工程の追加、コーティングの均一性管理、リサイクル性や撥水性に関する問題など、複雑さが増す可能性がある。従って、バイヤーは外部システムを単一のカテゴリーとしてではなく、関連しながらも異なる2つの調達ルートとして評価すべきである。.
7.2 フィルムラミネート

フィルムラミネーションは通常、成形繊維製品が液体、グリース、または長時間の接触条件に対してより強固なバリア層を必要とする場合に選択されます。特に、液体と油脂の組み合わせが難しい用途や、保持条件が厳しい用途では、多くの標準的な繊維成形品よりも強力で明白なバリア効果を生み出すことができます。.
しかし、その高いバリア性にはトレードオフが伴う。ラミネート成形品は、もはや成形された繊維構造自体によってのみ定義されるものではない。その性能は、接着の質、フィルムの完全性、エッジの安定性、基材とフィルム層の間の適合性に依存する複合構造となる。このことは、バリア性能だけでなく、川下での廃棄物処理、循環性の位置づけ、より単純な繊維構造が好まれる可能性のある市場の解釈など、バイヤーにさらなる見直し点をもたらす。.
したがって、調達の観点からは、フィルムラミネートは普遍的な改善ルートではなく、プロジェクトベースのソリューションとして扱われるべきである。ニッチでバリア性の高い用途では商業的に正当化されることもあるが、そもそも成型繊維の魅力であるシンプルさの利点が損なわれることが多い。.
7.3 表面塗装システム
表面コーティングシステムは、接着フィルムではなく、コーティングされたバリア層を使用する。実際の製造面では、このルートは、主要な繊維成形品が既に形成された後に、耐油性や耐湿性を向上させることを目的とした別の表面処理工程を導入する。システムによっては、最終製品が梱包され輸出される前に、さらに塗布管理、乾燥、硬化、検査などの工程が必要になることもある。.
コーティングシステムの主な利点は柔軟性である。用途によっては、ラミネーションと同じような目に見えるフィルム構造を導入することなく、バリア性能を向上させることができる。理論的には、より繊維に近い外観や構造を維持しながら、より強力なバリア性を実現することができる。しかし実際には、コーティング・システムが単純であることはほとんどない。その性能は、塗工分布、層の均一性、エッジカバレッジ、欠陥のコントロール、商業スループット中の安定性などに大きく左右される。.
これはまた、スプレー塗布型グリースバリアが、成形繊維調達の主流ではもはや議論の中心ではなくなっている理由でもあります。ニッチな技術的会話ではまだ登場するかもしれないが、大規模な食品サービス用パッケージングでは、バイヤーは通常、塗布方法自体にはあまり関心がなく、得られるコーティング構造の再現性、コスト、欠陥リスクの方に関心がある。.
7.4 反復可能性と循環性の懸念
外部バリアシステムは、成形繊維包装の素材ストーリーを複雑にする可能性があるため、しばしば精査に直面する。単純な繊維成形品には、すでに明確な商業的アイデンティティがある。それは繊維をベースとした構造であり、市場や使用後の経路に応じて、堆肥化可能性、プラスチック含有量の削減、または繊維指向の循環性目標への容易な適合を中心に位置づけることができる。別個のフィルムやコーティング層が追加されると、そのシンプルさは減少する。.
バイヤーにとって、これは自動的にその製品が商業的に受け入れられないことを意味するものではない。それは、追加の質問が必要であることを意味する。その構造は、バイヤーの循環性の主張の下でも正当化できるのか?バリア層は、川下で反撥性の懸念を引き起こすか?プラスチック関連の監視が依然として厳しい地域で、バリア層が不確実性を増すことはないか?これらは二次的なマーケティングの問題ではない。これらは今や、調達の意思決定そのものの一部なのである。.
これが、多くのバイヤーが、主要な持ち帰り用途において、真のバリア要件を満たすことができる場合はいつでも、よく実行された内部PFAS-Freeシステムを好み続ける理由の一つである。バイオリーダーの観点からは、外部バリアシステムは、単に適切なプロセスバリデーションがない場合のデフォルトのアップグレードとしてではなく、アプリケーションが本当にそれを必要とする場合に予約されるべきである。.
7.5 外部バリアシステムが正当化される場合
外部バリアシステムが正当化されるのは、現実的な商業条件下で、内部成型繊維ルートでは一貫して提供できないバリア性能レベルがアプリケーションで要求される場合です。これには、特殊な液体包装形態、異常に長いホールドタイム条件、極端な油やソースの負荷がかかる食品システム、またはより強力なバリア層が商業的に必要なその他のニッチな要件が含まれます。.
このような場合でも、バイヤーは外部システムを近道として扱う誘惑に抵抗すべきである。正しいソーシングの問題は、バリアが書類上強く見えるかどうかではなく、生産の複雑さ、欠陥管理、バッチの再現性、仕向け地市場の期待を考慮した上で、完全な構造が商業的に実行可能であるかどうかである。選択的に使用される外部バリアシステムは、真のパッケージング問題を解決することができる。広範に使用しすぎると、そもそも成形繊維を魅力的なものにした構造的、商業的利点を損なうことになる。.
8.決定マトリクス-どのルートがどの外食シナリオに適合するか
バイヤーが内部添加システムと外部バリアシステムの違いを理解したら、次のステップはアプリケーションのマッチングである。これは、多くの調達決定がより規律的になるか、必要以上に高価になるかのいずれかである。正しいルートは、“耐グリース性 ”や “PFASフリー ”といった単一の謳い文句で決まることはほとんどない。それは、選択されたルートが実際の食品システム、使用温度、保持時間、バリア要求、商業運営モデルにどれだけマッチするかによって決定される。.
メインストリーム向け 成形繊維食品サービス包装、, を比較する最も有用な方法は、マーケティング階層ではなく、意思決定マトリックスである。不必要なプロセスコスト、構造の複雑さ、循環性の負担が増えるのであれば、より強力な障壁が必ずしも良い調達決定とは限らない。同様に、実際の持ち帰り条件に耐えられないのであれば、低コストのルートは正しい選択とは言えない。したがって、このセクションの目的は、一つのルートが普遍的に優れていると宣言することではない。バイヤーが、それぞれの用途のカテゴリーにおいて、どのルートが商業的・技術的に正当であるかを見極める手助けをすることである。.
| 比較係数 | 内部PFASフリー添加剤システム | 外部バリアシステム |
|---|---|---|
| バリアロジック | 内部化学と工程管理により、成形繊維プロセスに組み込まれた性能。. | ラミネートやコーティングなど、別の表面レベルのバリア層によって性能が向上する。. |
| 最適なユースケース | テイクアウト、ホットミール、常温食品、大容量のフードサービス用パッケージが主流。. | 特殊なハイバリア用途、難しい液体と脂肪の組み合わせ、ニッチな要求フォーマット。. |
| 生産の複雑さ | 一次成形ファイバールートに統合。. | バリア層処理と欠陥制御の追加要件があるため高い。. |
| 商業的スケーラビリティ | 一般的に、主流の大量生産に強い。. | 二次加工の安定性とプロジェクト固有の経済性に大きく依存する。. |
| シンプルな構造 | 通常、よりシンプルなファイバーベースのパッケージング・ロジックを求めるバイヤーには有利である。. | より複雑な複合構造や表面処理構造を導入できる。. |
| 主なバイヤー・リスク | アプリケーションの分類を間違えたり、バリア機能を過大評価したりすること。. | 本当に必要な障壁を得ることなく、より高い複雑性とコストを受け入れる。. |
| 承認優先順位 | アプリケーションのマッチング、プロセスの再現性、現実的なホットフードの検証。. | 障壁の必要性、欠陥管理、構造レビュー、最終市場受容ロジック。. |
表3.内部PFASフリー添加剤システムと外部バリアシステムのマスター比較
8.1 アプリケーションベースのルート選択
ほとんどのバイヤーにとって、より現実的な問題は「理論的にどちらのルートが良いか」ではなく、「どのルートが良いか」である。“この食品用途に適したルートは?”その判断は、カテゴリーラベルだけでなく、使用条件に基づいて行われるべきである。サラダボウル、カレートレイ、揚げ物クラムシェル、スープ容器はすべて同じパッケージファミリーの下で販売されているかもしれないが、バリアシステムに要求されるものはまったく異なる。下の表は、実際の外食産業のシナリオに基づいたルート選択の実際的な出発点を示している。.
| 外食シナリオ | 典型的な梱包応力 | 推奨ルート | バイヤー・フォーカス |
|---|---|---|---|
| コールドサラダ、フルーツ、ベーカリー、常温食品 | 低グリース、低熱応力、接触時間の短縮 | 低温内部添加システム | 不必要なオーバースペックやコストの膨張を避ける。. |
| スタンダードな温かい持ち帰り料理 | 中程度の熱、中程度のグリース、日常的な配達期間 | 高性能内部添加剤システム | 現実的な充填・保持条件下での再現性を検証する。. |
| 油っこい麺類、カレー、揚げ物、ソースの多い食事 | グリース負荷が高く、リムやトランジションへのストレスが大きい。 | 高性能内部添加剤システム、または内部性能が不十分な場合は外部バリアシステム | 一般的な耐熱性の主張だけでなく、実際の食品プロファイルをテストする。. |
| 高温、高脂肪の食品システムでの長時間保持デリバリー | 接触時間の延長、熱保持、積み重ね、輸送応力 | まず高性能の内部システムを導入し、テストによって明らかに正当化されれば、外部バリアシステムを導入する。 | ホールドタイム、構造上の弱点、商業バッチの一貫性に注目する。. |
| リキッドリッチまたはハイバリアな特殊ニッチフォーマット | 高い液体への挑戦、困難なバリアマージン、プロジェクト特有の要求 | 外部バリアシステム | 承認前にバリアの必要性を確認し、追加された複雑さを評価する。. |
表4.PFAS非含有サトウキビ食器の用途別決定マトリックス
8.2 最も高価なミスは、間違った問題に対して間違ったルートを選択すること
現実的なソーシングにおいて、最大のコスト要因はプロジェクト開始時に提示された単価ではないことが多い。それはルートのミスマッチである。バイヤーは、実際の食品用途には必要のない外部バリアシステムに過大な費用を支払うことがある。あるいは、より一般的には、バイヤーは、より高いバリアマージンを必要とするフードサービス用途のために、低スペックの内部ルートを承認するかもしれないが、後になって苦情、再試験、承認の遅れ、または交換コストに直面するだけである。いずれの場合も、技術的ミスが商業的コストとなる。.
これが、一般的な包装カテゴリーではなく、実際の使用条件に基づいて構築されたマトリックスが、最も防御力の高い決定マトリックスである理由である。バイヤーはまず、食品プロファイル、熱負荷、油脂負荷、ホールドタイム、蓋の状態、および仕向け地市場のコンプライアンス状況を定義すべきである。その上で初めて、低温内部システム、高性能内部システム、外部バリアシステムのいずれが商業的に正当かを決定すべきである。この順序が PFASフリーの調達 包装の選択という消極的なものから、管理された調達戦略へ。.
9.調達検証SOP
PFASフリーのサトウキビ食器については、技術的な比較だけでは不十分である。バイヤーはまた、広範な主張、不完全な報告書、または単発のサンプルの成功に依存するサプライヤーから、コンプライアンスと拡張性のあるサプライヤーを分離することができる反復可能な承認ワークフローを必要としている。実際、最も効果的な調達ワークフローは、最も事務処理量の多いワークフローではない。それは 請求言語, 試験範囲, SKU ID, 工場実行そして デスティネーション市場要件 を1つのレビューロジックにまとめた。.
PFASフリーの成形繊維の調達では、バリア性能と法規制の遵守はもはや独立したテーマではないため、これは特に重要です。フッ素スクリーニングロジック、SKUレベルのトレーサビリティ、または仕向け地市場に関する文書が適切でないにもかかわらず、製品が短いベンチテストで良好な性能を示す場合があります。逆に、サプライヤーが関連レポートを保持していても、バッチの再現性、エッジエリアの性能、アプリケーションのマッチングで失敗することもある。したがって、真剣な調達には、単一の承認イベントではなく、構造化された検証シーケンスが必要である。.
9.1 コンプライアンス・ファイル審査 SOP
最初の承認ゲートは常に書類審査であるべきである。性能試験を開始する前に、バイヤーは、サプライヤーのPFASフリーの主張が、一般的な販売宣 言ではなく、製品固有のコンプライアンスファイルによって裏付けられているかどうかを確認す べきである。最低限、そのファイルは、審査対象の実際のSKU、製品構造、対象市場、使用され た試験タイプ、試験日、および発行機関または試験所を特定すべきである。サプライヤーが報告書を引用される正確な製品群に対応させることができない場合、その主張はまだ調達可能なものではない。.
について 堆肥化可能な食品サービス包装 北米で販売される場合、このレビューでは、サプライヤーのエビデンスロジックが、BPIのフッ素系化学物質ポリシーなど、市場で期待されているものと一致しているかどうかもチェックする必要があります。このポリシーでは、安全データシート文書による処方のレビュー、BPIが承認したラボの最大フッ素濃度を示す検査結果、フッ素化合物の含有量という3つのコア要素を要求しています。 100 ppm 全有機フッ素, そして、意図的に添加されたフッ素系化学物質が存在しないことを示す署名入りの声明。バイヤーはすべてのサプライヤーにBPI認証そのものを求める必要はありませんが、PFASフリーの本格的な審査が今求めている文書論理を理解すべきです。.
| 検証項目 | なぜ重要なのか | ミニマム・バイヤー・チェック |
|---|---|---|
| SKU ID | 有効な報告書は、類似品ではなく、見積書に記載された製品に対応するものでなければならない。. | 商品コード、サイズ、構造、素材がオファーと一致していることを確認する。. |
| PFAS/フッ素試験範囲 | テストによって答えは異なる。. | 結果がスクリーニングのみか、対象か、認証ルールにリンクしているかを確認する。. |
| 日付とバッチのトレーサビリティ | 古い結果や追跡不可能な結果は、調達の防御力を弱める。. | 最近の報告書と識別可能なサンプル情報を要求する。. |
| 署名入り宣言書 | 検査報告書だけでは、意図的使用の有無を確認できない場合がある。. | 該当する場合は、意図的なフッ素系化学物質の無添加声明書に署名を求める。. |
| デスティネーションと市場の整合性 | 報告書は技術的には有効でも、対象市場にとっては商業的に不十分な場合がある。. | 承認前にEU、北米、または顧客固有の要件を確認する。. |
表 5.PFAS非含有サトウキビ食器のための最小限のコンプライアンスファイルレビュー
9.2 フッ素スクリーニングSOP
第二の承認ゲートは分析スクリーニングである。バイヤーは、フッ素スクリーニングを必要ではあ るが限定的なツールとして扱うべきである。フッ素スクリーニングは、リスクをフィルタリングするために非常に有用であるが、より広範な規制の解釈、サプライヤーの宣言、またはアプリケーション固有のレビューの完全な代替ではありません。専門的なソーシングでは、スクリーニングは実際的な質問に答えるべきである:この製品は、PFASフリーの主張に適合するフッ素プロファイルを示しているか?
このため、スクリーニング結果は、常に製品説明、バリア構造、および宣言パッケージとともに読むべきである。低フッ素の結果が自動的に普遍的な市場受容を保証しないのと同様に、買い手は、単純な「不検出」の声明が自動的にすべてのPFAS関連の疑問を解決すると考えるべきではない。重要なのは、検査の論理がクレームの論理と一致しているかどうかである。これが、フッ素スクリーニングが唯一の承認基準ではなく、承認フィルターとして使用されるべきであるというBioleaderの見解の理由である。.
9.3 ホットオイル/ホットスープ性能SOP
第3の承認ゲートはアプリケーション・テストである。成形繊維食品サービス包装の場合、多くのソーシング・プロジェクトが信頼できるものになるか、あるいは後に市場で失敗するのはここである。この試験は、“電子レンジ対応 ”や “耐油性 ”といった抽象的な表現に基づいてはならない。充填タイプ、食品温度、油脂負荷、保持時間、蓋の状態、予想される配送またはサービス期間など、実際の使用条件を中心に構築されるべきである。.
したがって、実用的なバイヤーSOPは、試験開始前に少なくとも5つの変数、すなわち、使用する媒体、充填温度、保持時間、合否観察ポイント、およびサンプル数を定義すべきである。例えば、水分ストレスとグリースストレスは異なるメカニズムであるため、ホットスープ試験とホットオイル試験を同じものとして扱うべきではない。同様に、エッジエリア、ベーストランジション、リムゾーンはフラットなセンターパネルとは別に検査する必要があります。.
| テスト・エレメント | バイヤーの定義 | 何を観察すべきか |
|---|---|---|
| 試験媒体 | スープ、油を多く含む食品、カレー、麺類、またはその他の用途に適した媒体 | パッケージが湿気、グリース、あるいはその両方によってストレスを受けているかどうか |
| 充填温度 | 現実的なサービスまたはテイクアウトの温度範囲 | 軟化、シミ、変形、または初期のバリア損失 |
| 保持時間 | 短いサービス利用、標準的な配達時間、または長い保留条件 | 遅延浸透、バックサイドシャドーイング、エッジ故障 |
| 検査ゾーン | ボトムパネル、サイドウォール移行部、コーナー、リム、コンパートメントエッジ | センターパネルだけの結果ではなく、局所的な弱点 |
| サンプルサイズ | 単品のデモンストレーションではなく、再現可能なサンプル数 | 個体間のばらつきと故障モードの一貫性 |
表 6.ホットオイル/ホットスープのバリデーションのための実践的バイヤーSOP
9.4 工場実行監査 SOP
第4の承認ゲートは工場での実行審査である。これは、技術的に信頼できるサプライヤーと、サンプルの段階でよい結果を出しただけのサプライヤーを分ける最も多いステップである。バイヤーはPFASフリーのサンプルを受け取るかもしれないが、商業的リスクはそこから始まるわけではない。それは、製品が通常の生産速度、複数SKUのスケジューリング、輸出梱包、出荷レベルの数量に移行した時点から始まる。.
このため、工場審査は、装置の説明だけでなく、再現性に焦点を当てるべきである。バイヤーは、サプライヤーが、添加剤の投与量がどのように管理されているか、バッチのばらつきがどのように管理されているか、肉厚の均一性がどのようにモニターされているか、性能が低下した場合に故障ゾーンがどのように特定されるかを説明できるかどうかを尋ねるべきである。輸出実務では、これらの質問は、洗練された製品パンフレットよりも重要であることが多い。以下がその根拠です。 バイオリーダーの製造と輸出の経験, 最強のPFASフリー・サプライヤーは、通常、苦情が出た後ではなく、問題が発生する前に管理ロジックを明確に説明できるサプライヤーである。.
仕向け地市場の規則が記録の保存を義務付けている場合、バイヤーは、サプライヤーが 文書の継続性を裏付けることができるかどうかもチェックすべきである。例えばワシントン州では、制限付き食品包装の製造者は、包装が使用されている間と、最後の販売または流通から3年間、適合証明書を保管しておかなければならない。これはまさに、バイヤーがPFASフリーの調達に真剣に取り組む際に期待すべき規律文書である。.
 |  |
10.バイヤーが見落としがちな現実世界の落とし穴
バイヤーが内部添加システムと外部バリアシステムの違いを理解していても、調達ミスは起こる。ほとんどの場合、問題は専門用語の不足ではない。単純化された仮定に基づいて包装を承認する傾向があるからだ。PFASフリーの繊維成形パッケージは、紙の上では簡単に見えることが多いが、実際の商業的失敗は、一つの変数が製品全体を説明するかのように扱われたときに起こるのが普通である。報告書が完全な承認と誤解される。サンプルをスケーラブルな生産と勘違いする。きれいな外観が本当のバリア安定性と誤解される。.
成型繊維の外食調達には、以下のような落とし穴が繰り返し現れる。これらは運用上の些細なことではありません。これらは、見積もり段階では適合しているように見えるプロジェクトが、発売後、輸出規模拡大中、または実際の持ち帰り使用で失敗することがある理由です。.
10.1 PFASフリー=ホットオイル対応ではない
調達における最も一般的な間違いの一つは、PFASフリーの謳い文句が自動的に強力な耐熱油性を意味すると思い込んでいることである。そうではありません。PFASフリーは製品の化学的位置づけの一面を扱っているに過ぎません。それだけでは、成形繊維構造のバリア強度、熱マージン、ホールドタイム適合性を定義するものではありません。製品がPFASフリーであっても、低グリースまたは常温用途にのみ適している場合もあります。.
これが、ルート選択が重要な理由である。バイヤーは、PFASフリーの記述の有無だけでなく、試験された使用条件に基づいて製品を承認すべきである。実際には、最も信頼できるプロジェクトは、主張とアプリケーションが最初から一緒に検証されているものです。.
10.2 サンプルの成功は工場の成功ではない
もう一つのよくある間違いは、最初に承認されたサンプルを過信することである。サンプルは、通常の輸出バッチより遅いか、より管理された条件下で作られるかもしれない。また、1つの金型条件、1人のオペレーターの設定、または工程ウィンドウの1部のみを表している場合もある。プロジェクトが本格的な生産に移ると、肉厚が変化したり、添加剤の投与量が変動したり、成形やホットプレスの条件が安定しなくなったりして、性能が変化する可能性がある。.
これが、コマーシャル・ソーシングがサンプルの承認で終わるべきでない理由である。バイヤーはまた、大量生産、複数のSKU、出荷レベルの出力にわたって、再現性がどのように制御されているかを尋ねる必要があります。バイオリーダーの経験では、予防可能な苦情の多くは、間違った材料選択だけで始まるものではありません。バイヤーが、最初のサンプルが良ければ、自動的に長期的に安定した実行が証明されると思い込むことから始まるのです。.
10.3 結露は必ずしもグリースの故障ではない
成形された繊維製品の外面に水分があると、耐グリースシステムが故障した証拠であると誤解されがちです。現実には、高温充填包装は、蒸気と温度差が繊維構造を通して、またはその周辺に湿気の動きを作り出すため、結露、湿気、または一時的な表面の黒ずみを発生させる可能性があります。これは必ずしも油のブレークスルーと同じではありません。.
正しい質問は、使用条件下で包装に実際の油脂の浸透、構造的弱体化、持続的な裏面汚れ、バリア崩壊が見られるかどうかである。結露と油脂の移行を区別できないバイヤーは、間違った理由で容認できる包装を不合格にしたり、もっと悪いことに、水分に関連する影響だけを検査し、油脂に関連する故障ゾーンを検査しなかったために容認できない包装を承認したりする可能性がある。.
10.4 センターパネルよりもエッジとリムの故障が重要
平坦な表面試験は、誤った信頼を生み出す可能性があります。多くの成形繊維製品は、センターパネルでは強そうに見えますが、リム、サイドウォールの移行部、折り返し部、コーナーラジアス、またはコンパートメントエッジで最初に破損します。これらは繊維密度が変化し、機械的応力が集中し、充填や積み重ね荷重によって構造的弱点が露呈する可能性がある場所です。.
このため、最も有用なパフォーマンス・レビューは常に構造全体である。バイヤーは、観察しやすい表面だけでなく、製品全体を検査すべきである。センターパネルの検査には耐えるが、縁のあたりで不合格になるような製品は、信頼できる持ち帰り用ソリューションではない。.
10.5 軽量化はバリアの安定性を静かに破壊する
コストの圧力は、しばしばサプライヤーやバイヤーを軽量化へと向かわせる。場合によっては、その最適化は有効であり、商業的にも効率的である。しかし、バリアシステムを再評価することなく軽量化が導入された場合、PFAS-Freeの性能を弱める最も早い方法のひとつとなり得ます。薄肉部分は、グリースやホールドタイム応力下での気孔率のシフト、熱歪み、局所的な破壊に対してより脆弱である。.
従って、軽量化の決定は決して純粋に商業的な変更として扱うべきではない。それらは性能の変更である。正しい質問は、軽量化後も部品の外観が似ているかどうかではなく、現実的な外食条件下で、更新された構造が依然として同じバリア要件と一貫性要件を満たしているかどうかである。.
| よくある落とし穴 | バイヤーが思い込みがちなこと | 代わりに何をチェックすべきか |
|---|---|---|
| PFASフリーの主張 | 製品は自動的に熱い油っこい食べ物に適しています。. | クレームをテスト済みのアプリケーションプロファイルに一致させる。. |
| 承認サンプル | 商業生産も同じように行うだろう。. | 再現性とバッチ管理の規律を監査する。. |
| 外側の水分 | 湿気があれば、グリスの故障を意味する。. | 結露と実際の油脂侵入を分離する。. |
| センターパネル・パス | 完全な構造は安全だ。. | リム、コーナー、トランジション、エッジゾーンを点検する。. |
| 軽量化 | 軽量化は低コスト化を意味する。. | 軽量化後のバリア安定性を再検証する。. |
表7.PFASフリー成形繊維の調達におけるよくある間違い
要するに、最も危険なソーシングエラーは通常、劇的なものではない。申告書を完全なエビデンス・パッケージとして扱ったり、サンプルを工場管理の証明として扱ったり、目に見える1つの症状を故障メカニズム全体として扱ったりするような、承認プロセスを通じて繰り返される小さな読み違いである。このようなミスを避けるバイヤーは、一般的に懐疑的になるのではなく、PFASフリー包装の定義、試験、承認方法をより正確に行うことで回避している。.
11.専用データパックフレームワーク
PFASフリーのサトウキビ食器については、強い文章だけでは権威は生まれない。2026年、権威はますます以下から生まれるようになる。 エビデンス・アーキテクチャ何がテストされ、どのようにテストされ、何が失敗し、何が合格し、どのような生産条件下でその結果が再現可能であるかを示す能力。多くの記事が信頼性を失うのはここである。大まかな用語で性能を説明しているが、実験室での観察、認証の論理、工場でのデータ、商業的推論を区別していない。.
ホワイトペーパーレベルのソーシングコンテンツでは、バイヤーはより明確なデータ構造を期待すべきである。最も信頼できる技術コンテンツは、単に製品がPFASフリーである、耐油性である、持ち帰りに適しているというだけではない。それぞれの主張の背後にあるエビデンスのカテゴリーを特定するのである。この区別は、調達審査だけでなく、グーグルE-E-A-TやAI抽出ロジックにとっても重要である。なぜなら、明確に枠付けされたエビデンスに支えられたコンテンツは、信頼、引用、比較が容易だからである。.
11.1 どのようなデータを公表すべきか
公表されるデータは、まじめな買い手が推測せずに解釈できるようなものでなければならない。これには通常、製品名、試験条件、観察窓、合否判定、結果の境界などが含まれる。例えば、有用なデータポイントは “優れた耐グリース性 ”ではありません。有用なデータポイントとは、熱油曝露、保持時間、アプリケーション固有の応力など、特定の条件下で観察される定義された結果のことです。方法論がより具体的であればあるほど、公表されたクレームはより有用なものとなります。.
一般向けの技術コンテンツでは、普遍性を誇張することなく、バイヤーがルートを比較するのに役立つデータポイントが最適である。これには、食品カテゴリー別のバリア性能、構造に関連した弱点、典型的な故障ゾーン、バッチ間の再現性観察、肉厚やホールド時間感度などのプロセスに敏感な変数などが含まれる。正しく発行されたこのようなデータは、調達の意思決定だけでなく、記事自体の信頼性もサポートする。.
11.2 どのようなデータが内部観測として識別されなければならないか
成形繊維の調達において最も価値のある情報のいくつかは、公的な認証データベースではなく、社内の生産および輸出の経験から得られます。これには、クレーム率のパターン、バッチレベルのばらつき、欠陥のマッピング、軽量化に対する反応、カビに関連したウィークポイントの挙動、あるいは繰り返される外食用途試験からの観察などが含まれます。この種の情報は非常に有用であるが、常に以下のように正直に提示されるべきである。 内部観察, 生産経験あるいは 工場側の検証 業界の普遍的な事実としてではなく。.
この違いは、バイオリーダー・スタイルの権威あるコンテンツにとって特に重要である。社内での経験は、それが正しくフレーミングされれば、弱みではなく強みとなる。バイヤーがそれを評価するのは、それが認証の言葉だけでなく、商業的規模で起こっていることを反映しているからである。しかし、社内の見解が第三者による普遍的なルールであるかのように示されると、その記事は異議を唱えやすくなる。より強力なアプローチは、証拠のカテゴリーを明確に名指しし、どのような結論が出されているかを読者に理解させることである。.
11.3 証拠なしに主張すべきでないこと
いくつかの記述は、根拠が明確で製品に特化したものでない限り、行うにはリスクが高すぎる。これには、「100%漏れ防止」、メソッド範囲のない「完全PFASフリー」、条件定義のない「95℃性能保証」、明確な技術的根拠のない「リサイクル可能」「リパルプ可能」といった絶対的な表現が含まれる。このような謳い文句は、セールス・コミュニケーションにおいては魅力的に見えるかもしれないが、調達審査においては、価値よりもリスクを生み出すことが多い。.
したがって、最も擁護可能な白書とは、最も積極的な主張を持つ白書ではない。それは、認証に裏打ちされた証拠、内部検証、観察された工程挙動、プロジェクト固有の推論を最もきれいに分離したものである。Bioleader社の場合、それは成形繊維の性能を誇張することによってではなく、そのルートがどこで機能し、どこで失敗し、バイヤーが承認前に何を確認すべきかを文書化することによって権威を築くことを意味します。.
| 証拠タイプ | この記事での適切な使用 | どのように表示すべきか |
|---|---|---|
| 公式規則/認証規則 | コンプライアンス・ベースライン、閾値、法的タイミング、バイヤー要件 | 規制要件/認証規則 |
| 第三者試験報告書 | 製品固有の分析サポートまたはスクリーニング・ロジック | 第三者報告書/検査結果 |
| ラボ内シミュレーション | アプリケーションテスト、ホールドタイム比較、構造的弱点解析 | 内部検証/内部試験観察 |
| 生産視察 | バッチ再現性、欠陥パターン、プロセスウィンドウの解説 | 生産経験/工場見学 |
| 商業的推論 | コストロジックの解説、ソーシングの推奨、意思決定の枠組み | ソーシングの判断/商業的解釈 |
表8.PFAS非含有サトウキビ食器の内容物と調達に関する主張の証拠階層
12.2026年バイヤーへの最終提言
2026年にPFASフリーのサトウキビ食器を評価するバイヤーにとって、最も重要な結論は単純である: ルートを確認する前にクレームを購入しないでください。. .PFASフリーは現在、多くの市場で期待されている基本事項であるが、正しい調達決定は、バリア性能がどのように提供されるか、構造が実際の外食産業での使用においてどのように振る舞うか、製品が仕向け地市場向けにどのように文書化されるかにかかっている。最強の調達戦略とは、最も積極的な技術的主張を選択することではない。それは、規制、アプリケーションプロファイル、および工場の実行を一つの検証可能な承認プロセスに整合させるものである。.
ほとんどの主要な持ち帰り用およびフードサービス用途では、高性能の内部PFAS-Free添加剤システムが最もバランスの取れたルートであることに変わりはない。多くの場合、耐グリース性、生産効率、管理可能な構造の複雑さの適切な組み合わせを提供する。低温内部添加剤システムは、コールドチェーン、常温、低グリース包装において依然として重要な位置を占めているが、それは用途が正しく適合している場合に限られる。外部バリアシステムは、特殊な高バリア要件に対して商業的に有効であることに変わりはないが、“バリア性が高ければ高いほど良いに違いない ”という既定の思い込みではなく、明確な理由に基づいて選択されるべきである。”
本ガイドの比較に基づき、バイヤーは5つの優先事項に従 うべきである。第一に、一般的な持続可能性の言葉からではなく、仕向け地市場のコンプライアンスから始めること。第二に、フッ素のスクリーニングと性能の検証 は、それぞれ異なる調達上の疑問に答えるものであ るため、切り離すこと。第三に、ホットフードの安全性や耐油性といった 抽象的な表現に頼るのではなく、実際の使用条件を テストすること。第四に、サンプルの外観だけで承認するのではなく、工場規模での再現性を検証すること。第五に、証拠の連鎖を明確に文書化し、性能の主張、コンプライアンスの論理、製品の構造を一緒に擁護できるようにする。これは、PFASフリー包装が規制された主流調達に深く移行するにつれて、最も重要になる調達規律である。.
Bioleader社の見解では、PFASフリーの繊維成形包装の将来は、工程管理された内部バリア性能、規律ある文書化、用途に特化した検証を組み合わせることができるサプライヤーに属することになる。言い換えれば、市場はラベルの文言で選ぶ包装から、技術的証明で選ぶ包装へと移行しつつある。今このシフトに適応するバイヤーは、世界的な包装規制の次の段階において、コンプライアンスリスクと商業的失敗リスクの両方を軽減することができる。.
13.よくある質問
13.1 2026年8月12日以降、EUにおけるPFASフリーの食品接触包装にはどのような報告が必要か?
バイヤーは、一般的なPFASフリー声明ではなく、製品固有の証拠パッケージを期待すべきである。最低限、供給者はPFAS主張の分析的根拠を説明し、引用されたSKUに関連する試験文書を提供し、EUの包装規則構造と一致する技術文書を示すことができなければならない。フッ素が適用される閾値ロジックを超えて存在する場合、供給者はまた、技術文書の枠組みの中でフッ素源を説明できるべきである。調達にとって重要なのは、報告書そのものではなく、その報告書が実際の製品構造や市場出荷先と一致しているかどうかである。.
13.2 BPI認証は自動的にPFAS適合を証明するのか?
BPIのフッ素系化学物質に関する方針は、関連するコンポスタブル製品に対して、配合審査、ラボ試験、意図的にフッ素系化学物質を添加していないことの宣言など、強力なコンプライアンス・ロジックを提供しています。しかし、バイヤーは、1つの認証を完全な市場レビューの普遍的な代用品として扱うべきではない。認証結果は、SKUの特定、仕向け市場、製品構造、供給者の現在の文書化状況と合わせて読む必要がある。.
13.3 総フッ素の「不検出」はPFASゼロを意味するのか?
自動的にではない。非検出結果は有用でありうるが、それは分析方法、検出範囲、報告の枠組みに依存する。調達の観点からは、「不検出」はエビデンス・パッケージの1つの要素として扱われるべきであり、完全に独立した結論としては扱われるべきでない。バイヤーは、何が検査され、何が検査されなかったか、そしてその結果がPFASフリーの主張とどのように関連しているかを確認すべきである。.
13.4 なぜフィルムラミネートは、一部の市場でプラスチックライニングの懸念を引き起こすのか?
フィルムのラミネーションは、包装を単純な繊維構造から、より複雑な表面バリアまたは複合ロジックに変えるからである。規制や市場の状況によっては、プラスチックライニングやプラスチックコーティングを施した紙や繊維製品は、プラスチック関連の規則、循環性の議論、リサイクルの期待の下で、より厳しい審査を受ける。問題は、製品の性能が高いかどうかだけでなく、買い手の最終市場の包装戦略のもとで、その構造が正当化されやすいかどうかも重要である。.
13.5 コーティングされた成型繊維はリサイクル可能か?
可能性はあるが、バイヤーはデフォルトでそう考えるべきでない。正しい質問は、特定のコーティングされた構造が意図されたリサイクルまたは再パルプ化ルートに適合し続けるかどうか、そしてサプライヤーが技術的根拠や試験でその立場を支持できるかどうかである。調達チームは、どのような種類のコーティングが使用されているのか、それが繊維構造にどのような影響を与えるのか、下流での取り扱いに変化はないのか、そしてサプライヤーが仕向け地市場の期待に合った方法でその主張を説明できるかどうかを尋ねるべきです。.
バイヤーの次のステップ
企業バイヤー向け
EUまたは北米市場向けのPFAS-Free繊維成形パッケージングのレビューが必要ですか?Bioleaderは、商業承認前の構造ロジック、文書ギャップ、アプリケーション固有のバリアリスクを評価するお手伝いをいたします。.
成長する食品ブランドのために
PFASフリー包装への移行を開始しますか?内部添加剤システム、外部バリアシステム、実際のアプリケーションリスクをより効率的に比較するために、バイオリーダーの実用的な検証チェックリストをご請求ください。.
バイオリーダーは、成形繊維アプリケーションのレビュー、PFAS-Free文書の調整、輸出向けパッケージング検証でバイヤーをサポートします。.
著作権について
© 2026 Bioleader®.本コンテンツを複製または参照する場合は、オリジナルのリンクを提供し、出典のクレジットを記載する必要があります。無断複写は侵害とみなされます。



