Résumé rapide
- Certains coques, assiettes, plateaux et autres produits en fibre moulée à base de bagasse de canne à sucre peuvent être personnalisés avec des logos, des marques d'entreprise et des visuels de marque.
- Les surfaces extérieures et les zones n'entrant pas en contact avec les aliments constituent généralement les zones d'impression privilégiées, en particulier pour les produits destinés au marché européen.
- Une encre à base d'eau n'est pas automatiquement adaptée au contact alimentaire, compostable ou compatible avec tous les types d'aliments, toutes les températures et toutes les durées de contact.
- Les rapports d'analyse d'encre émanant d'organismes tiers, qu'ils soient liés à la FDA, à la LFGB ou à l'UE, ne concernent que l'échantillon d'encre fourni, les méthodes d'essai indiquées et les conditions spécifiées.
- L'approbation finale doit correspondre exactement à la gamme d'encres, à la couleur, au taux d'impression, au modèle du produit, à l'application alimentaire, au marché de destination et au processus de production.
La vaisselle en bagasse de canne à sucre imprimée sur mesure permet aux restaurants, aux chaînes de plats à emporter, aux distributeurs et aux marques de restauration de apposer des logos, des références de menu, des consignes d’utilisation ou des conseils d’élimination directement sur certains emballages en fibre moulée. Cependant, un projet d’impression professionnel ne se limite pas à la simple application d’un visuel sur un récipient. Les acheteurs doivent évaluer la formulation de l’encre, la surface imprimable, le risque de contact alimentaire direct ou indirect, le rendu des couleurs, la résistance à l’abrasion, les conditions de séchage et les exigences du marché de destination.
Bioleader® fabrique et fournit une large gamme de
vaisselle en bagasse de canne à sucre
pour les programmes de vente en gros à l'international, de fabrication en sous-traitance (OEM) et de marques de distributeur. L'impression personnalisée est considérée comme une spécification d'emballage propre à chaque projet, et non comme une option universelle appliquée de manière identique à tous les produits.
Point clé à retenir pour les acheteurs : Ne validez pas un produit imprimé à base de bagasse au seul motif qu’un fournisseur utilise les termes “ encre à base d’eau ”, “ encre FDA ” ou “ encre LFGB ”. Le rapport justificatif doit correspondre à la formulation réelle de l’encre, à la couleur, à l’emplacement de l’impression, au type d’aliment, à la température, à la durée de contact et à l’application finale.
Qu'est-ce que la vaisselle en bagasse de canne à sucre imprimée sur mesure ?
La vaisselle en bagasse imprimée sur mesure est constituée d'emballages alimentaires en fibre moulée sur lesquels sont apposés, dans une zone d'impression homologuée, des éléments de marque, des informations sur le produit ou des graphismes opérationnels sélectionnés. La vaisselle de base est généralement fabriquée à partir de fibre de canne à sucre transformée, tandis que le procédé d'impression est choisi séparément en fonction de la surface du produit et de l'usage prévu.
Le processus d'impression ne modifie pas la structure fondamentale en fibres moulées du produit, mais il introduit un autre système de matériaux dans le produit fini. L'encre, les pigments, les additifs, la quantité appliquée, les conditions de séchage et l'emplacement de l'impression doivent donc être pris en compte dans l'évaluation du produit.
Les acheteurs qui ne connaissent pas bien ce matériau peuvent consulter le site de Bioleader
Aperçu de la fabrication et de l'approvisionnement en vaisselle à base de bagasse de canne à sucre
avant de comparer les différentes options d'impression.
Est-il possible d'imprimer sur des récipients et des assiettes en bagasse de canne à sucre ?
Oui. Certains récipients alimentaires en bagasse, boîtes à hamburgers, assiettes, plateaux et emballages en fibre moulée peuvent être imprimés lorsque la géométrie du produit offre une zone d'impression suffisamment stable et accessible. Les surfaces planes ou légèrement incurvées donnent généralement des résultats plus homogènes que les charnières, les nervures profondes, les parois verticales et les angles très texturés.
Parmi les applications courantes, on peut citer les logos de restaurants, les noms de marque, l'identification des produits, les champs de sélection des commandes, les consignes de recyclage ou d'élimination, ainsi que les graphismes simples à une ou deux couleurs. Les illustrations simples, caractérisées par des lignes plus marquées et un espacement clair, offrent généralement des résultats plus fiables que les textes de très petite taille, les lettrages fins en négatif, les dégradés complexes ou les grandes surfaces de couleur dense.
Vous trouverez une explication plus détaillée des méthodes disponibles et des contraintes liées à la surface dans le guide de Bioleader :
Peut-on imprimer sur de la bagasse ?
Zones d'impression recommandées
| Zone d'impression | Adéquation type | Élément clé à prendre en compte |
|---|---|---|
| Partie supérieure extérieure d'un couvercle à charnière | Généralement privilégié pour les logos et l'identité visuelle | La surface doit être suffisamment plane et ne pas comporter de nervures de renfort profondes. |
| Partie inférieure extérieure d'un conteneur | Convient pour la traçabilité, les consignes d'élimination ou les informations relatives aux marques de distributeur | L'impression ne doit pas gêner l'empilage, le conditionnement en carton ou la stabilité du produit. |
| Face inférieure d'une assiette ou d'un plateau | Souvent adapté à la stratégie de marque et à l'identification des produits | La zone imprimable dépend de la structure de base et de la texture moulée. |
| À l'intérieur d'un couvercle | Nécessite un examen technique complémentaire | Il faut tenir compte de la condensation, de la vapeur, des projections d'aliments et d'un éventuel contact direct. |
| Partie intérieure en contact avec les aliments | N'est pas considéré comme une position d'impression standard | Une évaluation distincte de la migration et des applications, spécifique au marché concerné, est requise, et l'impression sur la face extérieure doit être privilégiée pour les produits destinés à l'Union européenne. |
| Charnières, nervures et courbes prononcées | Généralement déconseillé | Une pression inégale et des irrégularités de surface peuvent nuire à la clarté, au repérage et à la couverture d'encre. |

Avertissement important concernant la zone d'impression : Bioleader® recommande généralement l'impression sur des surfaces extérieures ou sans contact alimentaire pour les projets internationaux standard. L'impression à l'intérieur d'un emballage nécessite une évaluation spécifique portant sur la formulation de l'encre, le type d'aliment, la durée de contact, la température, le risque de migration et la réglementation du marché de destination. Pour les emballages destinés à l'Union européenne, les surfaces imprimées ne doivent pas être placées de manière à entrer en contact direct avec les aliments.
Quels sont les produits à base de bagasse les mieux adaptés à l'impression personnalisée ?
Les performances d'impression varient en fonction de la conception du produit. Le meilleur choix n'est pas nécessairement le produit le plus grand, mais celui qui offre la zone d'impression la plus stable et la plus accessible. Les acheteurs doivent évaluer la géométrie du produit moulé avant de finaliser le visuel.
| Type de produit | Zone d'impression type | Performances d'impression attendues | Candidature commune |
|---|---|---|---|
| Boîte à clapet en bagasse | Couvercle extérieur ou panneau de base sélectionné | Convient lorsque le panneau est plat et peu nervuré | Burgers, plats à emporter, kits repas et marques de livraison |
| Assiette de bagasse | Face inférieure, bord ou zone centrale sélectionnée | Idéal pour les logos simples et les graphismes monochromes | Restauration collective, événementiel, chaînes de restaurants et marques de distributeur |
| Plateau en bagasse | Base extérieure ou surface de bride plate | Cela dépend de la profondeur, de la structure du rebord et de la courbure du plateau | Supermarchés, restauration aérienne, services de traiteur et industries agroalimentaires |
| Bol en bagasse | Base extérieure ou surface latérale limitée | Plus restreint en raison de la courbure | Salades, bols de riz, soupes et plats préparés |
| Conteneur à compartiments | Couvercle extérieur ou panneau inférieur | Les séparateurs internes n'offrent généralement pas de surfaces d'impression adaptées. | Préparation de repas, restauration collective et livraison de repas |
Les importateurs qui souhaitent comparer les formats « clamshell » peuvent consulter ceux proposés par Bioleader
Gamme de récipients alimentaires en bagasse,
tandis que les acheteurs du secteur de la restauration qui ont besoin de formats imprimés peuvent découvrir la
collection d'assiettes en bagasse.

Quel type d'encre est utilisé pour l'impression de la vaisselle en bagasse ?
L'encre à base d'eau est l'une des solutions disponibles pour les emballages alimentaires en fibre moulée, mais le terme “ à base d'eau ” désigne le système de support principal plutôt que le profil complet de l'encre finie en termes de sécurité ou d'impact environnemental. Une formulation complète d'encre peut inclure des pigments, des liants, des additifs, des agents antimousse, des agents de séchage et d'autres composants fonctionnels.
La compatibilité avec le contact alimentaire dépend de la composition complète du produit, de la quantité d'encre appliquée, du processus de durcissement ou de séchage, de l'interaction avec le support, de l'emplacement de l'impression et des conditions d'utilisation prévues. Une encre à base d'eau ne doit donc pas être automatiquement qualifiée de « sans danger pour les aliments », « compostable », « biodégradable » ou « adaptée au contact alimentaire direct ».
Point de vue du fabricant : le choix de l'encre relève d'une décision systémique
Bioleader® considère l'impression comme le résultat de la combinaison de plusieurs facteurs : le support, l'encre, le visuel, l'équipement, le taux de couverture d'impression et les conditions d'utilisation finale. Un rapport sur l'encre n'est utile que si le bon de commande, la déclaration du fournisseur, la gamme d'encre, la couleur et le lot de production réel peuvent être associés à la formulation testée.
« À base d'eau » ne signifie pas automatiquement « compostable »
La performance environnementale du produit de base à base de bagasse et le profil environnemental de l'encre sont deux questions liées, mais distinctes. Une petite quantité d'encre d'impression compatible peut être acceptable dans le cadre d'une évaluation de la compostabilité, mais un support à base d'eau ne suffit pas à lui seul à prouver que l'article imprimé fini répond à une norme de compostabilité.
Les acheteurs qui avancent des allégations de compostabilité doivent vérifier si la formulation d'encre choisie, la concentration appliquée et le produit imprimé fini sont couverts par la documentation pertinente du fournisseur ou par des essais sur le produit fini.
Les essais d'encre ne remplacent pas les essais sur le matériau de base
Les essais de migration de l'encre ne permettent pas d'établir le profil complet de sécurité alimentaire du substrat en fibres moulées. Le matériau de base, les adjuvants de transformation, le traitement de résistance à l'huile et la teneur éventuelle en fluor doivent être évalués séparément. Les acheteurs préoccupés par les composés fluorés devraient également consulter le
Guide de sécurité alimentaire pour la vaisselle en bagasse sans PFAS.
Comment la surface en fibre moulée influe sur la qualité d'impression
La fibre de canne à sucre moulée présente une texture plus marquée et une meilleure capacité d'absorption que le papier couché, le film plastique ou une étiquette autocollante. Les illustrations qui s'impriment clairement sur un gobelet en papier ou en PET peuvent nécessiter des ajustements avant de pouvoir être reproduites de manière homogène sur un emballage en bagasse.
| Facteur de conception | Effet sur la bagasse séchée | Recommandation de l'acheteur |
|---|---|---|
| Texture des fibres | Les contours peuvent paraître plus flous que sur du plastique lisse ou du papier couché. | Utilisez des lignes épurées, une police de plus grande taille et des graphismes simplifiés. |
| Substrat blanc ou naturel | La couleur de fond modifie la luminosité et le contraste perçus de l'encre. | Valider les échantillons physiques en fonction de la couleur réelle du produit sélectionné. |
| Texte en petits caractères au verso | Les petits espaces non imprimés peuvent se refermer ou perdre en netteté. | Augmentez la taille des caractères et l'espacement entre les traits. |
| Œuvre d'art à dégradé | Les transitions peuvent ne pas paraître aussi fluides que sur du papier couché. | Transformez, dans la mesure du possible, les dégradés complexes en zones tonales simplifiées. |
| Large couverture homogène | Les variations naturelles liées à l'absorption des fibres peuvent entraîner des différences de densité visibles. | Évaluer les limites de couverture lors de l'échantillonnage. |
| Codes QR et codes-barres | La texture et la distorsion peuvent nuire à la fiabilité de la numérisation. | Augmenter la taille du code et effectuer des tests d'analyse complets sur des échantillons de production. |
| Couleurs de marque strictement définies | La couleur finale peut différer d'une référence Pantone en raison de la teinte et du pouvoir d'absorption du support. | Utilisez la valeur Pantone comme référence et validez un échantillon de couleur physique. |
Règle relative à la qualité d'impression : Un échantillon d'impression sur fibre moulée doit être évalué sur le modèle réel du produit et en tenant compte de la couleur du support. Une épreuve numérique ne permet pas de prédire avec précision la texture, l'absorption, la netteté des contours ou le rendu final des couleurs.
Explication du rapport d'essai sur les encres conformément à la norme 21 CFR 176.170 de la FDA américaine
Le rapport américain disponible concerne un échantillon d'encre destinée à entrer en contact avec des denrées alimentaires. La page des résultats identifie l'application testée comme “ Position du motif d'impression ”, avec la description “ Vaisselle en pâte à papier ”. Le rapport fait référence à la norme 21 CFR 176.170 de la FDA américaine et évalue les substances extractibles au chloroforme dans quatre milieux d'essai et selon quatre conditions différentes.
Les milieux d'essai répertoriés correspondent à différentes catégories d'exposition, notamment l'eau, des simulants alcooliques et le n-heptane pour les conditions d'extraction liées aux aliments gras. Le résultat obtenu était inférieur à la limite indiquée dans le rapport pour les quatre conditions répertoriées.
| Milieu d'essai | Signaler un problème | Résultat publié | Limite déclarée |
|---|---|---|---|
| Eau distillée | 150 °F pendant 2 heures | < 0,1 mg/pouce carré | < 0,5 mg/pouce carré |
| Alcool 8% | 150 °F pendant 2 heures | < 0,1 mg/pouce carré | < 0,5 mg/pouce carré |
| Alcool 50% | 150 °F pendant 2 heures | < 0,1 mg/pouce carré | < 0,5 mg/pouce carré |
| n-heptane | 100 °F pendant 30 minutes | < 0,1 mg/pouce carré | < 0,5 mg/pouce carré |

Formulation correcte de la FDA : Le rapport valide l'échantillon d'encre soumis conformément à la méthode d'essai et aux conditions indiquées. Il convient de le décrire comme “ testé conformément à la norme 21 CFR 176.170 de la FDA américaine ”, et non comme une certification délivrée par la FDA, une homologation par la FDA de toutes les couleurs d'encre ou une certification par la FDA de chaque produit imprimé Bioleader®.
Ce que le rapport relatif à la FDA n'établit pas
- Ce rapport ne couvre pas toutes les couleurs d'encre, tous les pigments ou toutes les formulations futures disponibles.
- Le rapport ne permet pas d'établir que tous les produits en bagasse imprimés utilisent la même gamme d'encres testée.
- Ce rapport ne remplace pas une évaluation du produit fini en ce qui concerne la couverture d'impression réelle et l'utilisation alimentaire.
- Ce rapport ne prouve pas la résistance à l'abrasion, la stabilité au micro-ondes, les performances en matière d'odeurs ni la compostabilité.
- Ce rapport ne constitue pas un certificat délivré par la FDA directement à Bioleader®.
Tests de migration relatifs à la norme LFGB et à la réglementation européenne pour les encres aqueuses
Le deuxième rapport concerne un échantillon d'encre aqueuse soumis, destiné à être utilisé sur du papier. La page de garde mentionne des essais portant sur la migration globale, la migration spécifique des métaux lourds, la migration spécifique des phtalates et la présence résiduelle de monomère de chlorure de vinyle. Le rapport aboutit à une conclusion globale « CONFORME » pour l'ensemble du programme d'essais mentionné.
Résultats globaux de la migration
La page consacrée à la migration globale répertorie trois simulants alimentaires et trois résultats répétés pour chaque condition. Tous les résultats de migration communiqués sont « ND », ce qui signifie « non détecté » au seuil de déclaration applicable, tandis que la limite de migration globale indiquée est de 10 mg/dm².
| Food simulant | Signaler un problème | Résultats publiés | Limite déclarée |
|---|---|---|---|
| Acide acétique 3% | 100 °C pendant 24 heures | ND dans les résultats des première, deuxième et troisième migrations | 10 mg/dm² |
| 10% éthanol | 70 °C pendant 24 heures | ND dans les résultats des première, deuxième et troisième migrations | 10 mg/dm² |
| Test de substitution avec de l'éthanol 95% | à 60 °C pendant 24 heures | ND dans les résultats des première, deuxième et troisième migrations | 10 mg/dm² |

Migration des métaux lourds
Le rapport répertorie les essais de migration portant sur des éléments tels que l'aluminium, l'antimoine, l'arsenic, le baryum, le cadmium, le chrome, le cobalt, le cuivre, le plomb, le lithium, le manganèse, le mercure, le nickel et le zinc. Les résultats indiqués ont été classés « ND » (non détecté), accompagnés d'une mention « CONFORME » pour l'échantillon testé et les conditions spécifiées.
Phtalates et plastifiants apparentés
Le rapport mentionne également des analyses portant sur plusieurs phtalates et substances apparentées, notamment le DBP, le DEHP, le BBP, le DEHA, le DEHT et le DINCH. Les valeurs indiquées étaient inférieures aux seuils de quantification mentionnés ou aux exigences spécifiées pour l'échantillon soumis.
Monomère de chlorure de vinyle résiduel
La présence de monomère de chlorure de vinyle résiduel a été analysée à l'aide de l'éthanol 95% dans les conditions indiquées dans le rapport. Le résultat a été déclaré « non détecté », accompagné de la mention « CONFORME ».
Précisions concernant le champ d'application au sein de l'UE : Le règlement (UE) n° 10/2011 de la Commission est un règlement spécifique aux matériaux en plastique destinés à entrer en contact avec les denrées alimentaires. Un produit moulé à base de fibres de canne à sucre ne doit pas être présenté comme entièrement certifié au titre du règlement (UE) n° 10/2011 au seul motif qu’un rapport d’analyse d’encre fait référence à certaines méthodes ou limites de ce règlement. Il convient de considérer ce rapport comme un document justificatif des données de migration pour l’échantillon d’encre aqueuse soumis.
Note relative à l'examen du rapport technique : Un en-tête figurant à la page 2 du rapport complet fait référence à la résolution ResAP(2004)5 relative aux silicones, alors que l’échantillon est identifié comme de l’encre aqueuse sur papier. Bioleader® n’utilise pas cet en-tête pour justifier la conformité de ses produits en matière de bagasse ou d’encre. Les acheteurs ayant besoin d’une documentation officielle de l’UE doivent se fier à la description réelle de l’échantillon, aux méthodes d’essai, aux conditions et aux résultats mesurés, et doivent demander des précisions au laboratoire ou un rapport corrigé si nécessaire.
Ce que les deux rapports d'Ink démontrent et ce qu'ils ne démontrent pas
| Ces rapports peuvent servir de base à | Ces rapports ne permettent pas de prouver de manière indépendante |
|---|---|
| Les échantillons d'encre fournis ont permis de mener à bien les essais mentionnés dans les rapports correspondants. | Chaque produit à base de bagasse imprimé Bioleader® a obtenu une certification FDA, LFGB ou UE. |
| Les résultats relatifs aux substances extractives ou à la migration mentionnés ci-dessus ont donné lieu à des conclusions « PASS » dans les conditions spécifiées. | Chaque couleur, chaque pigment, chaque formulation et chaque lot de production fait l'objet du même rapport. |
| Ces rapports peuvent faire partie d'un dossier de documentation technique destiné à l'examen du projet. | La surface imprimée peut entrer en contact avec tous les types d'aliments, quelles que soient la température et la durée. |
| Le système d'encre testé pourrait faire l'objet d'une évaluation complémentaire portant sur d'autres produits et applications. | Le produit imprimé fini est automatiquement conforme aux normes en vigueur aux États-Unis, en Allemagne, dans l'Union européenne, au Royaume-Uni et sur tous les autres marchés. |
| Ces rapports fournissent des données de mesure relatives à certaines conditions liées aux milieux aqueux, alcooliques, acides ou aux aliments gras. | L'encre a passé avec succès les tests de résistance à l'abrasion, aux micro-ondes, au four, au congélateur, aux odeurs ainsi que de compostabilité du produit fini. |
| Le fichier PDF complet peut être examiné par l'équipe chargée de la qualité ou des affaires réglementaires de l'acheteur. | Le rapport reste valable même si le fournisseur modifie la composition de l'encre, le pigment, le site de production ou le code produit. |
Pourquoi la position d'impression est-elle importante pour la conformité aux normes relatives au contact alimentaire ?
Le choix du lieu d'impression est l'une des décisions les plus importantes en matière de conformité. Pour les projets européens, les bonnes pratiques de fabrication relatives aux encres d'impression mettent l'accent sur l'impression appliquée sur la face non destinée au contact alimentaire et exigent des contrôles visant à empêcher tout transfert à travers le support ou tout maculage lors de l'empilage et du stockage.
Le transfert d'encre se produit lorsqu'une surface imprimée entre en contact avec la surface d'un autre produit lors de l'empilage et transfère des composants de l'encre vers une zone susceptible d'entrer ultérieurement en contact avec des denrées alimentaires. Un programme d'impression conforme doit donc tenir compte du séchage, de l'orientation lors de l'empilage, de la durée de stockage, de la pression, de la chaleur et de la configuration de l'emballage.
Positionnement recommandé sur le marché
| Marché ou application | Approche recommandée |
|---|---|
| L'Union européenne et l'Allemagne | Privilégier l'impression sur des surfaces extérieures ou sans contact alimentaire, et évaluer la migration, le transfert d'encre, la documentation relative aux bonnes pratiques de fabrication (BPF) ainsi que les exigences nationales. |
| États-Unis | Veillez à ce que l'encre et l'application finale soient conformes aux exigences applicables de la FDA, ainsi qu'au type d'aliment concerné, à sa température et à la durée de contact. |
| Royaume-Uni | Passer en revue les règles applicables en matière de rétention et de contact alimentaire sur le territoire national, ainsi que les exigences spécifiques à l'acheteur en matière de documentation. |
| Chaîne mondiale de restaurants | Appliquer les spécifications de groupe approuvées les plus strictes sur l'ensemble des marchés lorsque cela est possible et tenir à jour un registre des validations des maquettes et des encres. |
| Impression directe à contact alimentaire à l'intérieur | Ne pas considérer cela comme une option standard ; procéder à une évaluation distincte des aspects réglementaires et de la demande finale avant l'approbation. |
La sécurité dans le domaine de l'impression ne constitue qu'un volet du dispositif de mise en conformité
Un programme fiable d'impression sur bagasse doit évaluer le produit fini dans son ensemble plutôt que de se contenter d'examiner le rapport d'encrage de manière isolée.
| Couche de conformité | Ce que les acheteurs doivent vérifier |
|---|---|
| Substrat à base de bagasse | Composition des matériaux, compatibilité avec le contact alimentaire, contrôles de processus et plage de températures prévue. |
| Système de résistance à l'huile et à l'eau | Conformité aux normes PFAS, méthode d'analyse du fluor, niveau de performance et exposition prévue à l'huile chaude ou à l'eau chaude. |
| Encre d'imprimerie | Fournisseur, gamme d'encres, couleur, déclaration de composition, rapport de migration et traçabilité des lots de production. |
| Formulaire d'inscription imprimé et rempli | Position d'impression, couverture, séchage, abrasion, odeur, risque de transfert d'encre et conditions réelles de contact avec les denrées alimentaires. |
| Allégation de compostabilité | Si la construction imprimée finale ou la quantité d'encre utilisée fait l'objet d'une documentation appropriée. |
| Marché cible | Législation nationale applicable, cahier des charges de l'acheteur, étiquetage et format de déclaration requis. |
Cette même approche globale s'applique également à d'autres emballages à base de fibre. Par exemple, l'interaction entre le substrat, le revêtement, le couvercle et l'impression joue également un rôle important dans
gobelets en papier sans plastique avec couvercles en pâte de bagasse,
même si la composition des matériaux et le programme d'essais sont différents.

Tests de performances d'impression que les acheteurs devraient demander
Les rapports de migration portent principalement sur la migration des substances chimiques dans des conditions de laboratoire bien définies. Ils ne permettent pas de déterminer automatiquement si le motif imprimé restera net pendant la production, le transport, le remplissage, la livraison à emporter ou la réchauffage.
Exemple d'évaluation recommandée
| Élément d'évaluation | Vérification recommandée | Pourquoi c'est important |
|---|---|---|
| Résistance au frottement à sec | Frottez la zone imprimée pendant un nombre défini de cycles en utilisant une méthode constante. | Permet de détecter les traces visibles, le transfert de pigment ou une adhérence insuffisante. |
| Résistance au frottement humide | Répétez le test de frottement à l'aide d'un chiffon humide ou d'un support d'essai convenu. | Évalue l'effet de l'humidité, de la condensation et de la manipulation. |
| Contact avec l'huile | Exposez la zone concernée à l'huile alimentaire prévue ou au simulant convenu. | Vérifie la présence de fuites visibles, les transferts et la perte de lisibilité. |
| Exposition à l'eau chaude | Effectuez le test à la température et pendant la durée de contact prévues. | Confirme que l'application reste stable d'un point de vue visuel lors de l'utilisation avec des aliments chauds. |
| Essai de condensation | Laissez refroidir ou placez au réfrigérateur l'emballage rempli, puis examinez la zone imprimée une fois que de la condensation s'est formée. | Convient aux plats réfrigérés, aux salades et à la distribution sous chaîne du froid. |
| Évaluation des micro-ondes | Testez le produit imprimé tel quel dans les conditions d'utilisation prévues au micro-ondes. | Les données relatives à la migration ne suffisent pas à elles seules à prouver les performances en matière d'aspect et d'odeur de l'impression après passage au micro-ondes. |
| Contrôle de l'adhérence | Utilisez une bande adhésive convenue ou une méthode de comparaison de l'adhérence à la surface. | Permet de détecter les décollements ou les adhérences insuffisantes à la surface en fibres moulées. |
| Comparaison des couleurs | Comparez l'échantillon avec le modèle de référence approuvé sous un éclairage contrôlé. | Permet de maîtriser les variations liées au substrat et d'assurer la régularité de la production. |
| Lecture de codes QR | Numérisez plusieurs échantillons de production à l'aide de différents appareils. | Confirme que la texture de la fibre et la répartition de l'impression n'altèrent pas la lisibilité du code. |
| Évaluation des odeurs | Évaluer les échantillons scellés après leur fabrication et leur stockage. | Contribue à la mise en place des procédures d'acceptation dans le secteur de la restauration et au contrôle qualité des produits finis. |
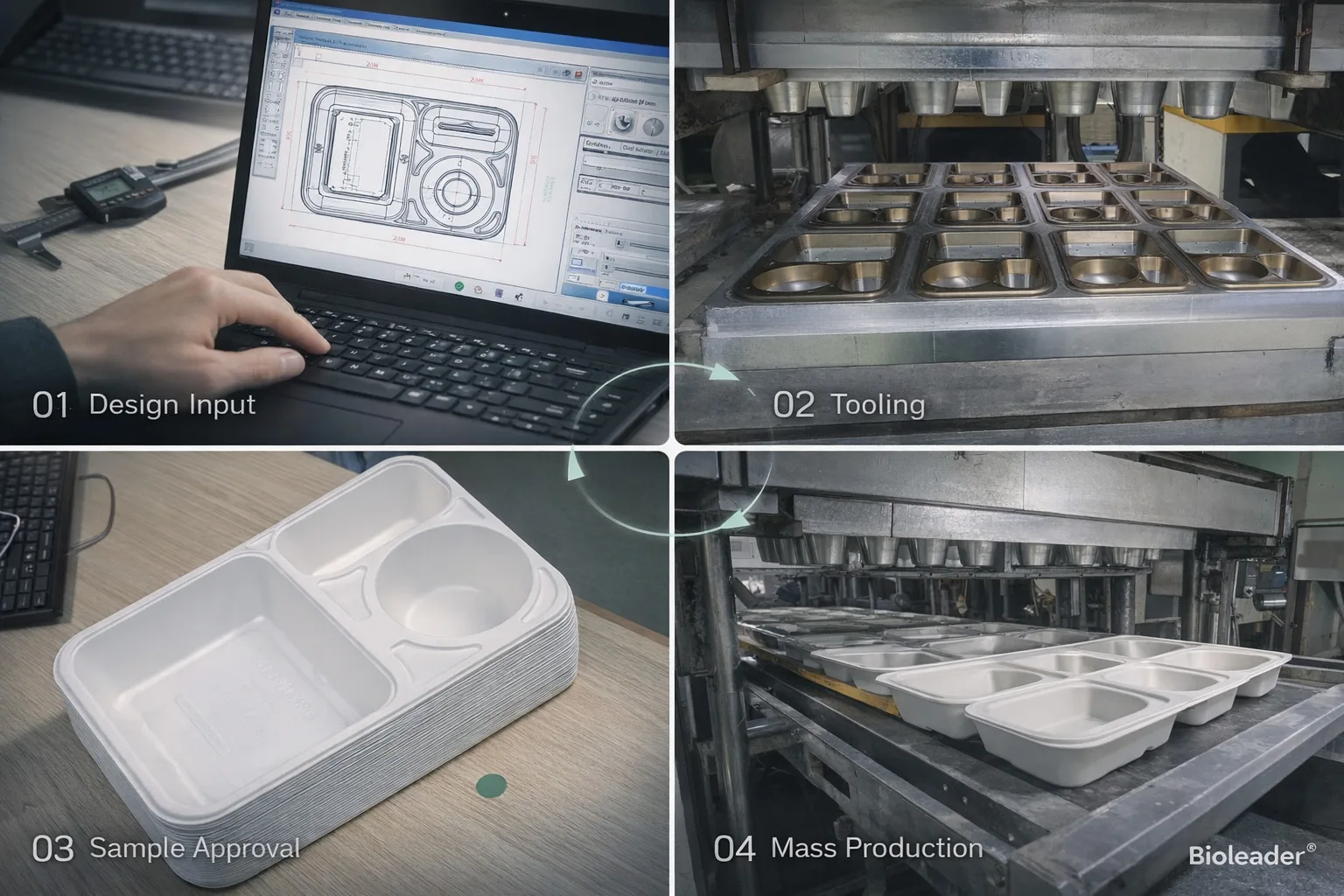
Processus de travail du projet d'impression personnalisée Bioleader®
Processus d'impression OEM et d'approvisionnement à l'exportation
- Présentation du produit et de la zone d'impression : Bioleader® permet de confirmer le modèle exact du produit, la géométrie du moulage, l'emplacement d'impression prévu et le risque d'exposition au contact alimentaire.
- Évaluation des œuvres d'art : L'équipe examine les fichiers AI, EPS ou PDF modifiables, en vérifiant notamment la taille des polices, l'épaisseur des traits, le nombre de couleurs, les codes QR, les dégradés et la couverture d'encre totale.
- Choix du système d'encre : Le système d'encre sélectionné est évalué en fonction du marché cible, de la couleur du produit, du type d'aliment, de la température et des documents justificatifs requis.
- Validation de l'échantillon ou de l'épreuve d'impression : L'acheteur vérifie l'emplacement, les dimensions, l'aspect de la couleur, la transparence et les performances visuelles globales avant le lancement de la production en série.
- Contrôle de la production en série : Les contrôles de production peuvent porter sur la version du visuel, le positionnement de l'impression, la conformité des couleurs, les absences d'impression, les bavures, le repérage, le séchage et les défauts visuels.
- Évaluation du produit fini : Les contrôles spécifiques à chaque projet peuvent porter notamment sur l'abrasion, l'exposition à l'huile, la condensation, les odeurs, l'empilage et les essais d'utilisation prévue.
- Documents d'exportation : Les rapports, fiches techniques, déclarations et informations relatives à l'emballage disponibles sont classés en fonction du produit confirmé et des exigences du client.
- Emballage en vrac et planification des expéditions : L'emballage en cartons, la planification des conteneurs mixtes, les exigences relatives aux palettes et le chargement pour l'exportation sont validés avant l'expédition.
Pourquoi l'approbation en préproduction est-elle importante ?
La texture de la fibre moulée, la couleur du support et la courbure du produit peuvent modifier l'aspect final d'une même illustration numérique. Bioleader® recommande de fournir un échantillon d'impression physique validé ou une épreuve de production signée pour les projets comportant des exigences strictes en matière de positionnement du logo, de petits textes, de codes QR ou de couleurs de marque.
Informations nécessaires pour obtenir un devis d'impression personnalisée
Liste de contrôle pour l'acheteur
| Informations obligatoires | Exemple ou explication |
|---|---|
| Modèle du produit | Modèle de barquette, assiette, bol ou plateau en bagasse de 9 × 9 pouces. |
| Couleur du produit | Fibre moulée blanche ou naturelle. |
| Quantité commandée | Quantité par modèle de produit et par motif d'impression. |
| Nombre de couleurs d'impression | Une couleur, deux couleurs ou un motif plus complexe nécessitant une évaluation. |
| Format de l'œuvre | Les fichiers AI, EPS ou PDF vectoriels modifiables sont préférables. |
| Position d'impression | Couvercle extérieur, fond extérieur, face inférieure de la plaque ou toute autre zone proposée. |
| Taille d'impression | Largeur et hauteur maximales de l'image prévue. |
| Application alimentaire | Un hamburger, un plat chaud, un plat gras, une salade, un dessert ou autre chose. |
| Température et temps de contact | Remplissage à chaud, à température ambiante, conservation au frais, réchauffage ou utilisation au micro-ondes. |
| Marché cible | États-Unis, Allemagne, Union européenne, Royaume-Uni, Australie ou tout autre pays. |
| Documents requis | Rapport sur l'encre, déclaration du fournisseur, documents relatifs au contact alimentaire, informations sur les PFAS ou formulaire spécifique au client. |
| Emballage et expédition | Marquage des cartons, marque de distributeur, préférence en matière de palettes, chargement mixte, FOB Chine ou autre Incoterm. |
La quantité minimale de commande (QMC) pour l'impression personnalisée dépend du produit sélectionné, de la méthode d'impression, du nombre de couleurs, de la surface couverte par le visuel et des modalités de production. Les acheteurs ne doivent pas partir du principe que la QMC d'un article standard non imprimé sera identique à celle d'une version imprimée sur mesure (OEM).
Documents que les acheteurs doivent vérifier avant de passer commande
| Document ou dossier | Condition de correspondance |
|---|---|
| Déclaration du fournisseur d'encre | La déclaration doit préciser la série d'encres concernée, l'utilisation prévue et les restrictions applicables. |
| Rapport sur les cartouches d'encre de marque tierce | L'échantillon, la formulation ou le code du produit testé doit correspondre à l'encre utilisée en production. |
| Couverture de la couleur ou du pigment | L'acheteur doit vérifier si le rapport porte sur toutes les couleurs sélectionnées ou uniquement sur un échantillon d'encre fourni. |
| Registre des achats de production | Le lot d'encre acheté doit pouvoir être tracé jusqu'au fournisseur et à la série approuvés. |
| Validation des visuels | Il convient de consigner le fichier final, son numéro de version, ses dimensions, sa couleur et sa position d'impression. |
| Spécifications du produit fini | La fiche technique doit préciser le modèle du produit, la zone d'impression et les restrictions d'utilisation prévues. |
| Fiche de suivi des modifications | Tout changement de formulation, de pigment, de fournisseur ou de procédé doit donner lieu à un nouvel examen technique. |
Avertissement concernant la rédaction et la formulation : Le rapport américain fourni a été publié en 2022 et celui concernant les encres à base d'eau en 2023. Avant de se fier à l'un ou l'autre de ces rapports pour un nouveau projet, les acheteurs doivent vérifier que la formulation actuelle de l'encre, le site de production, le système de pigments et le code produit du fournisseur restent inchangés. Il peut s'avérer nécessaire de procéder à de nouveaux essais si la formulation ou le périmètre de marché requis ont changé.
Aspects commerciaux et liés aux achats
La faisabilité technique doit aller de pair avec la viabilité commerciale. Le coût d'impression dépend du produit choisi, de la quantité totale commandée, du nombre de couleurs, de la couverture graphique, des exigences en matière d'échantillonnage, de l'efficacité de la production et des normes de contrôle qualité.
Une option d'impression moins coûteuse n'est pas forcément le meilleur choix d'achat si elle entraîne un contrôle insuffisant des couleurs, un texte illisible, des taux de rejet élevés ou une documentation de conformité incomplète. Les grands importateurs et les chaînes de restauration doivent définir l'échantillon approuvé, les variations visuelles acceptables et le dossier de documentation avant de passer une commande en gros.
Pour une analyse plus approfondie de l'évolution du marché de la fibre moulée, des priorités en matière de conformité et des risques liés à l'approvisionnement, les acheteurs peuvent consulter le
2026 Livre blanc sur l'emballage de la bagasse de canne à sucre dans le monde.
Capacités d'impression personnalisée certifiées Bioleader®
Bioleader® propose des solutions d’impression personnalisées, adaptées à chaque projet, sur une sélection de vaisselle en bagasse de canne à sucre, dans le cadre de programmes de vente en gros, de fabrication en sous-traitance (OEM) et de marques de distributeur. Les spécifications suivantes s’appuient sur les normes actuelles de production et de service à l’exportation de Bioleader. La faisabilité finale est confirmée en fonction du modèle de produit choisi, de la surface moulée, du visuel, des exigences en matière de couleur, de la quantité commandée et du marché de destination.
Tableau des capacités d'impression de la bagasse Bioleader®
| Élément de capacité | Spécifications Bioleader® certifiées |
|---|---|
| Méthodes d'impression prises en charge | Impression personnalisée de logos et de graphismes sur certaines surfaces en fibre moulée. Le procédé d'impression et les paramètres de production sont déterminés en fonction du modèle du produit, de la zone imprimable, de la couverture du visuel et des exigences en matière de couleurs. |
| Produits adaptés | Certains emballages en bagasse de canne à sucre, tels que les boîtes à hamburgers, les barquettes alimentaires, les assiettes et les plateaux, sont sélectionnés. Les bols et autres produits courbes sont évalués au cas par cas en fonction de la géométrie de leur surface et de la surface d'impression disponible. |
| Options de couleurs standard | Les illustrations à une ou deux couleurs conviennent généralement mieux aux surfaces en fibre moulée. Les projets comportant des couleurs supplémentaires, des dégradés, de grandes surfaces unies ou des graphismes complexes nécessitent une évaluation spécifique avant la production. |
| Formats des illustrations | Les fichiers AI, EPS ou PDF vectoriels modifiables sont préférables. Les polices doivent être converties en contours, et les dimensions, couleurs et positions d'impression de tous les éléments graphiques doivent être clairement indiquées. |
| Zones imprimables | Surfaces extérieures des couvercles, bases extérieures, faces inférieures des récipients, faces inférieures des assiettes et autres zones approuvées n’entrant pas en contact avec les aliments. On évite généralement les charnières, les nervures profondes, les courbes prononcées et les zones moulées instables. |
| Impression d'intérieur | L'impression à l'intérieur d'un emballage ou susceptible d'entrer en contact avec des denrées alimentaires n'est pas considérée comme une option standard. Elle nécessite une évaluation distincte du système d'encre, du type d'aliment, de la durée de contact, de la température, du risque de migration et des exigences du marché de destination. |
| Quantité minimale de commande pour l'impression personnalisée | En règle générale, 50 000 pièces par modèle de produit et par motif d'impression. La quantité minimale de commande (MOQ) définitive dépend de l'article choisi, des paramètres d'impression, du nombre de couleurs, de la surface couverte par le motif et des modalités de production. |
| Délai de livraison des échantillons imprimés | Environ 30 jours après la validation du modèle du produit, du visuel, de l'emplacement d'impression, des spécifications de couleur et du paiement de l'échantillon. |
| Coût d'un échantillon imprimé | En général, entre 150 et 200 USD par création, en fonction du produit, des paramètres d'impression et de la complexité du design. Des échantillons blancs unis peuvent normalement être fournis à raison de deux pièces maximum par article, sans frais liés au produit, hors frais de livraison. |
| Délai de production en série | En règle générale, 30 à 40 jours après validation de l'échantillon ou de l'épreuve d'impression, réception de l'acompte et confirmation de l'ensemble des spécifications de production. |
| Validation des couleurs | Les références Pantone peuvent servir de repères pour la production, mais l'aspect final de la couleur est validé à l'aide d'un échantillon imprimé physique ou d'une épreuve de production sur le support choisi (sachet en bagasse blanc ou naturel). |
| Contrôle de la qualité d'impression | Le contrôle peut porter sur la position de l'impression, la version du visuel, la netteté, l'uniformité des couleurs, le repérage, les absences d'impression, les bavures, les traces visibles de transfert d'encre, les défauts de surface et la résistance générale au frottement. |
| Évaluation des candidatures | L'évaluation spécifique au projet peut inclure des tests de frottement à sec, de frottement humide, d'exposition à l'huile, de condensation, d'exposition à des aliments chauds, d'odeurs, d'empilage et de conformité à l'usage prévu. |
| Documents techniques disponibles | En fonction du projet validé, Bioleader® peut fournir, le cas échéant, des rapports d'essais de fournisseurs d'encre sélectionnés, des fiches techniques de produits, des déclarations de composition, des documents relatifs aux PFAS ou au fluor, des informations justificatives concernant le contact alimentaire, ainsi que des documents d'emballage à l'exportation. |
| Assistance à la vente en gros et à l'expédition | Des cartons d'exportation standard, la coordination OEM ou de marque propre, la planification des conteneurs contenant des produits mixtes, le marquage des cartons et l'assistance à l'expédition FOB Chine sont disponibles en fonction de la structure de la commande. |
Principe de vérification du fabricant
Bioleader® ne considère ni un fichier graphique numérique ni un rapport du fournisseur d'encre comme une validation définitive de la production. Avant la fabrication en série, chaque projet d'impression doit être associé à un modèle de produit précis, à une zone d'impression validée, à un système d'encre, à une version du fichier graphique, à un échantillon physique et à un cahier des charges de production.
Remarque relative au cahier des charges : Les méthodes d'impression, les couleurs disponibles, les quantités minimales de commande (MOQ), les exigences en matière d'échantillonnage et les délais de livraison peuvent varier en fonction de la conception du produit et de la structure de la commande. Les valeurs indiquées ci-dessus correspondent aux paramètres standard actuels de Bioleader pour les projets et restent soumises à la confirmation finale de l'usine.
Recommandation finale à l'acheteur
L'impression personnalisée permet de transformer de simples articles de table en bagasse de canne à sucre en emballages fonctionnels à l'effigie d'une marque, mais la réussite d'un tel programme ne se limite pas à un logo attrayant. L'acheteur doit coordonner le support en fibre moulée, la formulation de l'encre, la zone d'impression, le visuel, le processus de séchage, les conditions de contact alimentaire et les exigences du marché cible.
Les rapports de migration et d'analyse des substances extractibles établis par des tiers fournissent des éléments de preuve utiles, mais ils doivent être interprétés en fonction de la portée réelle de leur échantillonnage. Ils ne doivent pas être présentés comme une certification générale de la FDA, de la LFGB ou de l'UE pour chaque produit Bioleader® imprimé.
Avant de demander un devis, les acheteurs doivent fournir le modèle du produit, le visuel, les couleurs d'impression, l'emplacement d'impression, la quantité commandée, le type d'aliment, la température d'utilisation, la durée de contact, le marché de destination et les documents requis. Bioleader® pourra alors évaluer la zone imprimable, les exigences en matière d'échantillons, la faisabilité de la production et l'assistance disponible en matière de conformité.
Questions fréquemment posées
Est-il possible d'imprimer un logo sur des récipients en bagasse de canne à sucre ?
Oui. Certains modèles de barquettes, assiettes, plateaux et bols en bagasse peuvent accueillir des logos et des graphismes personnalisés, à condition que la surface moulée offre une zone d'impression stable. Les couvercles extérieurs, les bases extérieures et le dessous des assiettes sont généralement plus adaptés que les charnières, les nervures ou les courbes prononcées. La qualité finale de l'impression doit être validée sur un échantillon physique.
Les encres à base d'eau sont-elles systématiquement sans danger pour les emballages alimentaires ?
Non. La mention « à base d'eau » fait référence au système de support principal, et non au profil de sécurité complet. L'aptitude au contact alimentaire dépend de la formulation complète, des pigments, des additifs, du pouvoir couvrant de l'encre, du processus de séchage, du support, de l'emplacement de l'impression, du type d'aliment, de la température et de la durée de contact. Des données de migration à l'appui ainsi qu'une évaluation spécifique à l'application restent nécessaires.
La vaisselle en bagasse imprimée est-elle certifiée par la FDA ?
Un rapport établi par un organisme tiers faisant référence à la norme 21 CFR 176.170 de la FDA américaine n'équivaut pas à un certificat de produit délivré par la FDA. Le rapport disponible porte sur un échantillon d'encre destinée à entrer en contact avec des denrées alimentaires et sur les conditions d'essai indiquées. Les acheteurs doivent s'assurer que l'encre effectivement utilisée en production, la couleur, la position d'impression et l'application finale correspondent au champ d'application du rapport.
Peut-on insérer une étiquette imprimée à l'intérieur d'un récipient alimentaire en bagasse ?
L'impression sur la face intérieure n'est pas considérée comme une option standard. Elle nécessite une évaluation spécifique portant sur le contact direct avec les aliments, la migration, le type d'aliment, la température, la durée de contact et la réglementation du marché de destination. Bioleader® recommande généralement l'impression sur la face extérieure ou sur une surface sans contact alimentaire, en particulier pour les emballages destinés au marché européen.
L'impression à base d'eau préserve-t-elle la compostabilité ?
Pas nécessairement. Le fait d'utiliser un véhicule à base d'eau ne garantit pas que tous les pigments, liants ou additifs soient compatibles avec une allégation de compostabilité. Lorsqu'une certification de compostabilité est requise, les acheteurs doivent s'assurer que la formulation d'encre choisie et la charge appliquée sont couvertes par une documentation appropriée ou par une évaluation du produit fini.
Le Bioleader® permet-il de reproduire une couleur Pantone sur un emballage en bagasse ?
Une référence Pantone peut servir de référence pour la production, mais l'aspect final dépend de la couleur du blanc ou de la fibre naturelle, de la texture de la surface, ainsi que des conditions d'absorption et de séchage. Bioleader® recommande de valider un échantillon imprimé physique plutôt que de se fier uniquement à la valeur Pantone numérique.
Les rapports sur l'encre couvrent-ils tous les produits imprimés et toutes les couleurs ?
Non. Un rapport d'essai porte généralement sur l'échantillon fourni et le programme d'essais spécifié. Des couleurs, pigments, formulations, fournisseurs d'encre ou quantités appliquées différents peuvent nécessiter une validation supplémentaire. L'encre actuellement utilisée en production doit être traçable jusqu'à la série testée et étayée par la documentation du fournisseur.
Références et pièces justificatives
- Code électronique des règlements fédéraux : 21 CFR 176.170, Composants du papier et du carton en contact avec des aliments aqueux et gras
- Règlement (CE) n° 1935/2004 concernant les matériaux et objets destinés à entrer en contact avec des denrées alimentaires
- Règlement (CE) n° 2023/2006 de la Commission relatif aux bonnes pratiques de fabrication applicables aux matériaux destinés à entrer en contact avec les denrées alimentaires
- Règlement (UE) n° 10/2011 de la Commission relatif aux matériaux et objets en matière plastique destinés à entrer en contact avec les denrées alimentaires
- Code allemand des denrées alimentaires et des aliments pour animaux (LFGB), article 30
- Code allemand des denrées alimentaires et des aliments pour animaux (LFGB), article 31
- Rapport d'essai sur les encres destinées au contact alimentaire, fourni par le fournisseur et conforme aux exigences de la FDA américaine
- Rapport d'essai sur les encres aqueuses, conforme à la loi allemande sur les denrées alimentaires (LFGB) et à la réglementation européenne, fourni par le fournisseur